
Abstract
Recycling ground tire rubber (GTR) into usable products has attracted researchers and industry professionals, as it supports the sustainable use of end-of-life tires (ELTs). The environmental implications of tire disposal have driven the need for recycling methods, yet the global production of GTR-derived products remains relatively low. This is primarily due to the high processing costs of grinding tires to fine sizes and the challenges in achieving mechanical properties comparable to virgin rubber. While tire shreds and granules can be repurposed, molded products often struggle to meet the demand and performance standards required for many applications. Improving the material properties of GTR-based products requires better processing techniques and a comprehensive understanding of associated challenges. This review outlines the current status of the GTR molding methods, discusses the properties of products derived from 100% GTR, and GTR blends. It also highlights areas for further work to enhance the properties of GTR products and support the upward valorization of GTR.
Introduction
End-of-life tires (ELTs) made of vulcanized elastomers are difficult to recycle due to cross-links and are often discarded as waste. Recycling processes convert ELTs into alternative raw materials, which differ from virgin rubber and often require additives for reprocessing. The volume of waste tire is constantly increasing due to the global growth of the automobile industry, and the need for effective waste rubber management has become paramount. Globally, estimates indicate that 3%–15% of tires are recycled yearly, 5%–23% are reused, 20%–30% are landfilled or stored, and 25%–60% are burned. 1 Recycling, reuse, and burning of ground tire rubber all have different impacts. Recycling transforms waste tires into usable materials, reducing landfill waste and conserving resources. Reuse involves giving tires a second life in new applications, potentially extending their lifespan and diverting them from disposal. Burning tires, particularly in uncontrolled settings, releases harmful pollutants into the atmosphere.
The Canadian Association of Tire Recycling Agencies (CATRA)
2
reported that in 2023 alone, 438,297 tonnes of tires– representing approximately 92% of total tire waste in Canada – were diverted from the waste stream and transformed into different products, as presented in Figure 1. Uses for recycled tires in Canada 2021.
79
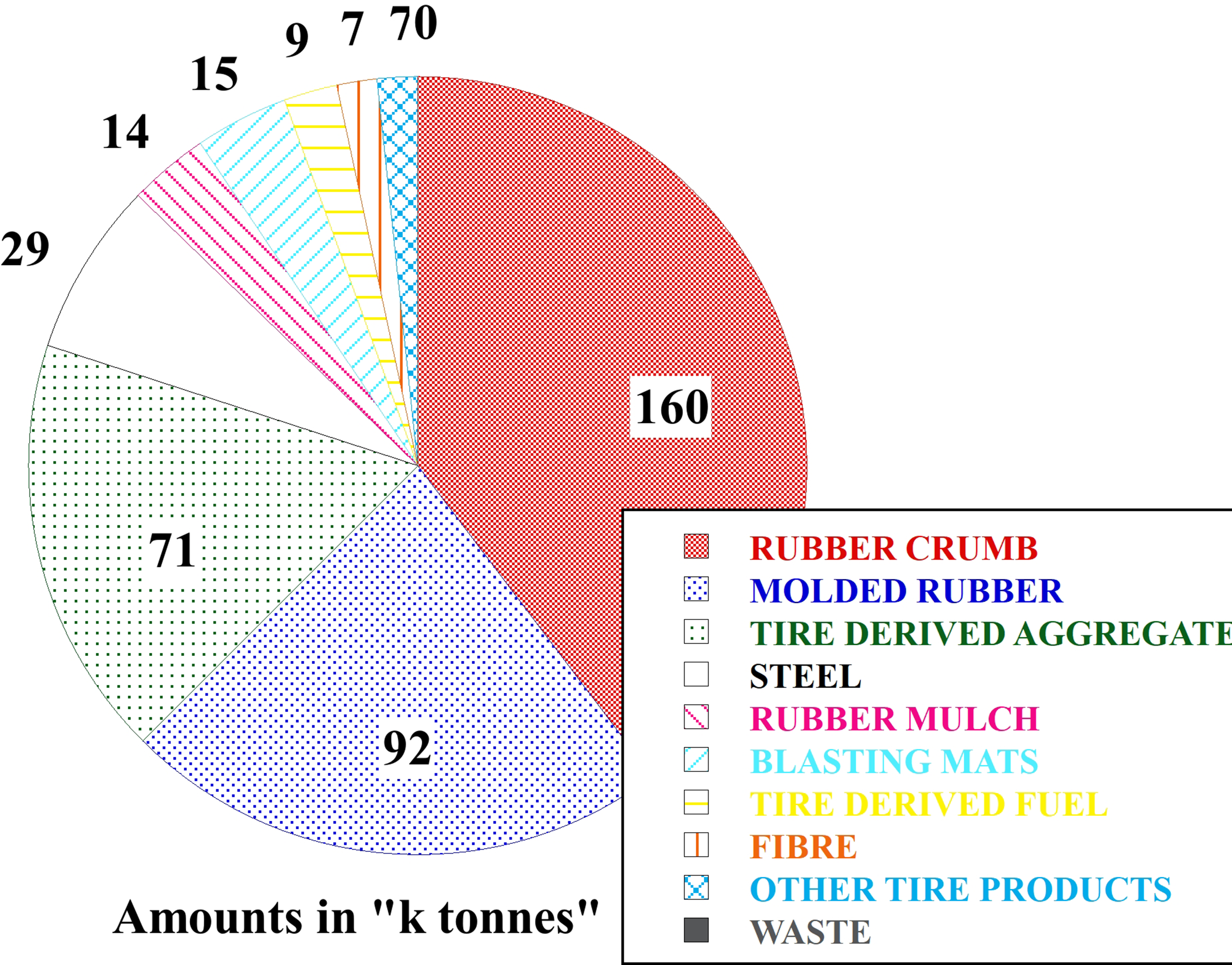
In the figure, tire-derived aggregate, rubber mulch, and even blasting mats – commonly produced in earlier stages of tire recycling – can all be further processed to obtain GTR. Crumb rubber, encompassing a range of particle sizes, from mesh 3 down to fine powders, has emerged as a crucial solution for managing ELTs while addressing environmental and economic concerns. Within this range, GTR typically defined as mesh 20 and finer, represents the finest fraction. Both crumb rubber (mesh 3–20) and GTR (mesh 20 and finer) can be molded into new products. While crumb rubber is more readily available and easier to produce, GTR provides superior bonding and surface finish in molded applications. However, the generation of GTR involves additional processing steps, which increases production costs. Moreover, molding GTR typically requires the use of additives such as binders or thermoplastics in higher quantities compared to crumb rubber. Although it is possible to mold 100% GTR without binders, there are limited studies demonstrating how to consistently achieve high-quality molded parts. As a result, the volume of GTR produced and effectively molded into final products remains low. Figure 2 shows the number of published articles on ground tire recycling according to the Scopus database. Number of publications on ground tire recycling as indexed in the Scopus database (19th August 2024).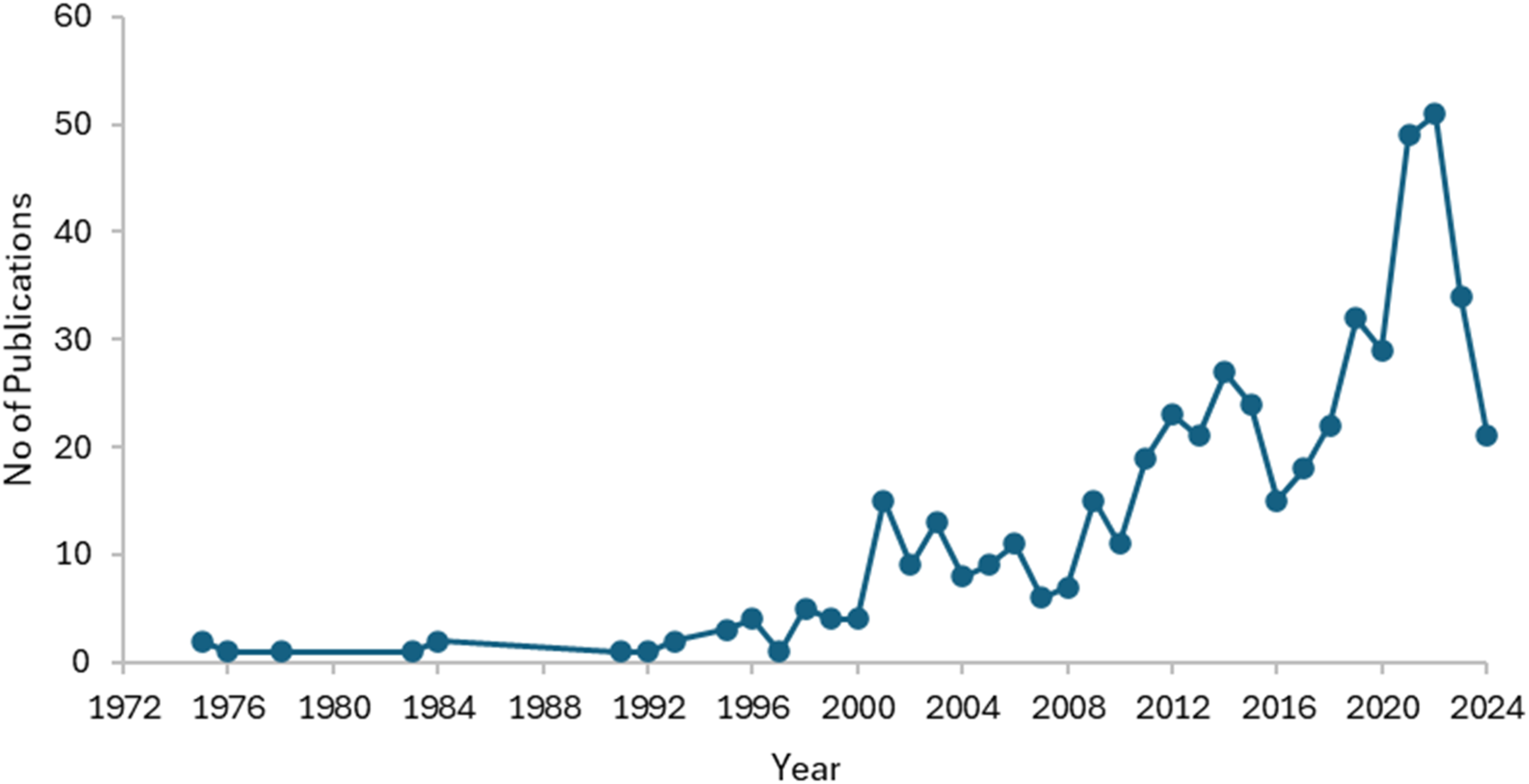
The trend shows rising research in the field until 2022; however, the number of research indexed from 2022 shows a drop, which implies that less work was done in 2023 (34 publications), while in the first 8 months of 2024, only 21 publications have been indexed. This calls for more effort as tire use keeps increasing. This review underscores the significance of finding sustainable solutions for the molding of GTR, given the environmental concerns associated with the proliferation of this waste type. This review focuses on the state-of-the-art GTR molding techniques, mechanisms, and applications in sustainable products.
Grinding techniques for tire recycling
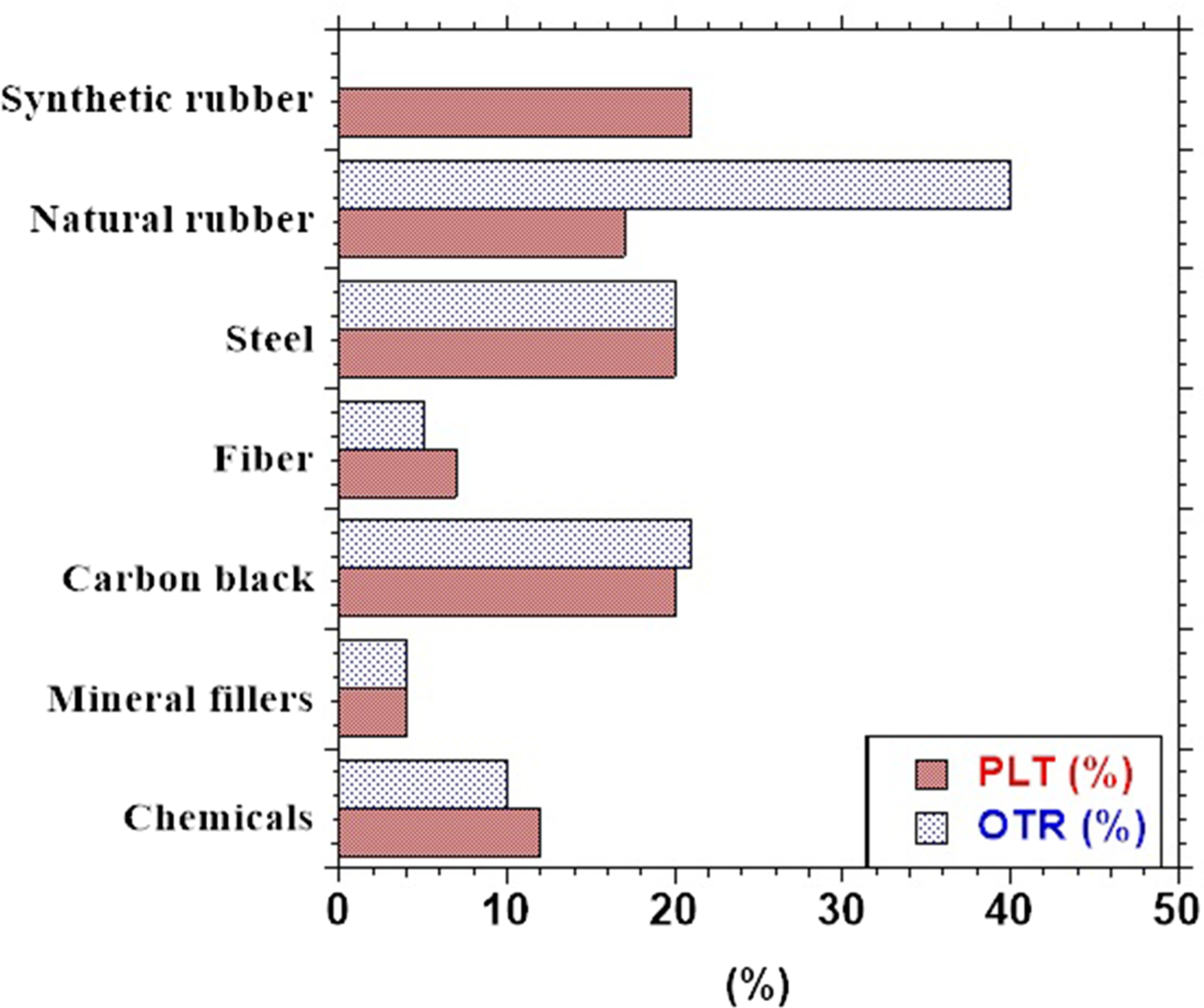
Tires comprise vulcanized rubber with reinforcements and additives, each serving a specific function. The primary components include vulcanized Natural and Synthetic Rubber, Carbon Black, mineral fillers, Steel wires, Textiles, and Chemical Additives. Tires can be classified into passenger and light truck tires (PLT) and off-the-road tires (OTR). PLTs can be winter, summer, or all-weather/season tires, while OTR is just one type. Each tire brand uses a different formula, which changes depending on the type of tire produced and from one manufacturer to another. Some efforts have been made to identify the average composition that differentiates passenger and light truck tires (PLT) from off-the-road tires (OTR), as presented in Figure 3. PLT and OTR tire composition.
42
Waste tires and end-of-life tires (ELTs) are used interchangeably in this review, meaning discarded tires. Recycling ELTs means converting waste tires into components that can be used for other products, while reuse means making the tire roadworthy again. The first stage of waste tire recycling is either buffing or shredding. For a better understanding of subsequent stages, the process is briefly described in Figure 4. Tire recycling method for GTR production.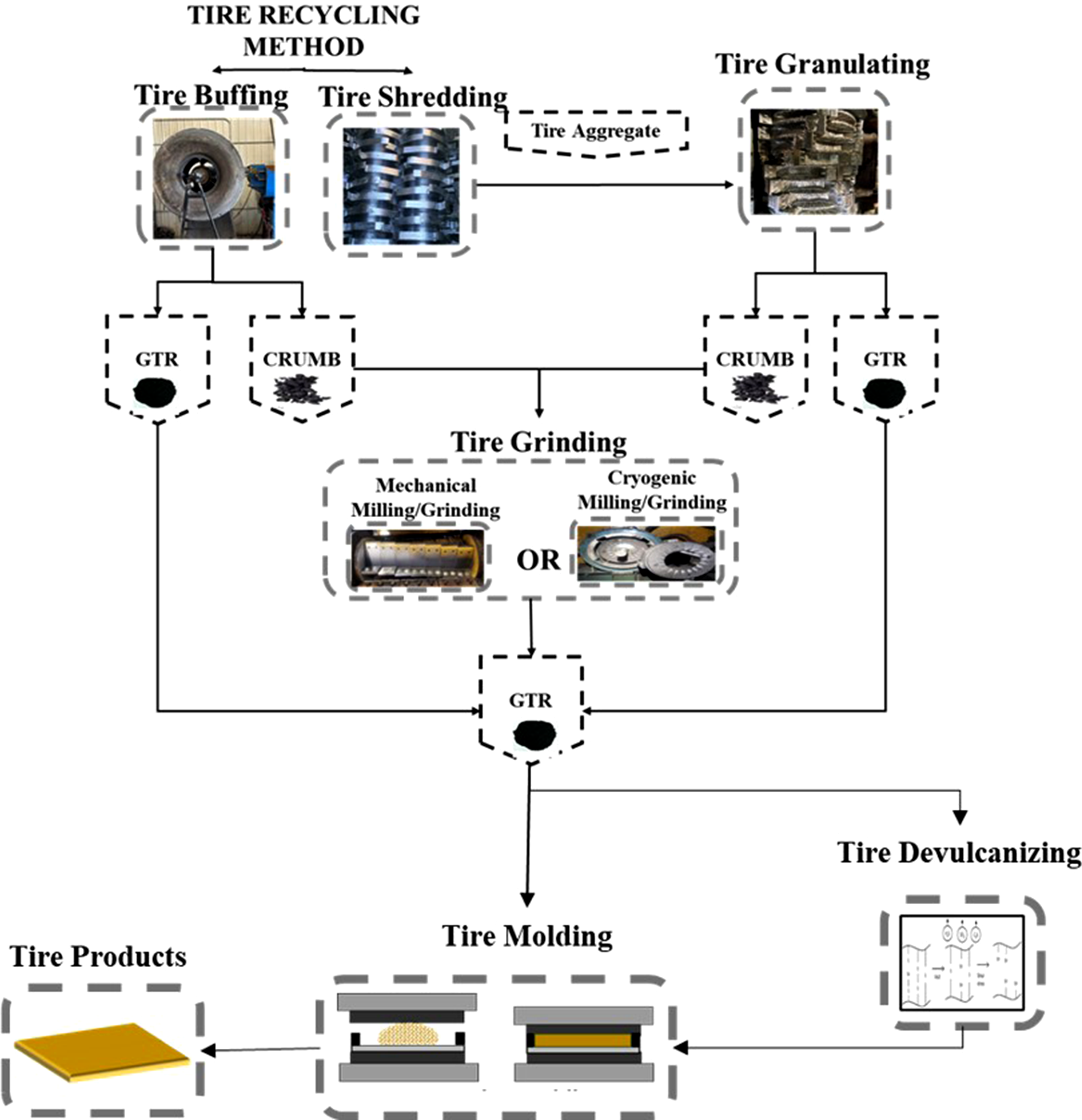
Buffing is a method mainly used to recycle light truck tires and OTRs. 3 The large tires are rotated, and a blade mechanism shaves the tire’s tread layer. The rubber extracted can be separated into different sizes of crumbs and GTR, while the leftover tire can be either rethreaded or shredded. In the traditional shredding method, tires are shredded into small slices, followed by further size reduction using granulation and grinding processes. Typically, granulation involves the use of rotor-based machines with sharp knives while grinding uses rotational discs or rotors. While buffing generates only the crumb rubber and GTR, the shredding process requires the use of magnets and sieves to remove the steel and fibers from the rubber.4,5
Then, two grinding techniques are considered to reduce crumb rubber to GTR size: cryogenic and mechanical grinding. 6
Cryogenic grinding
Cryogenic grinding use liquid nitrogen to lower the temperature of the crumb rubber to a temperature below its glass to rubber transition temperature (Tg). The crumb rubber becomes brittle and break efficiently during the grinding process. This process has its advantages, such as uniform particle size. However, there are some challenges with the cryogenic grinding system,such as the cost of liquid nitrogen and repetitive low-temperature cycle effects on parts like meshes and sieves. 6 During this process, the GTR is immersed in liquid nitrogen in the first stage. The immersion time was determined from the immersion moment up to the termination of intense liquid nitrogen. The cooling time in the previous study is varied from 200s to 300s. 6 The degree of cooling is significant since it is necessary to have a temperature margin below Tg, which can’t be offset by the heat generated during grinding. Here, it is worth noting that the thermal properties of GTR can be determined before grinding to determine the glass transition temperature corresponding to the rubber transition to a brittle, glassy state. After cooling, the tire is usually placed under the grinding wheel and subjected to mechanical stress in a single mode, where the strength of the mechanical impact and the number of blows required to grind the tire completely can vary depending on the hammer blow’s speed. The number of blows can be increased to achieve the required size if necessary. After crushing, the rubber particles are sorted by size depending on the strength of the impact. Previous studies show that 75% to 91% of the particles obtained from one or two blows are more significant than 5 mm and 2 mm, respectively. The residue is usually less than 2 mm after crushing, up to 45%, for three blows. The size of the crumbs can be controlled by the number of blows and impact to force. Also, there are modified versions of cryogenic grinding. Instead of using liquid nitrogen, other methods of waste rubber grinding, such as grinding with the support of ultrasounds, cutting with water under pressure (waterjet), pulverization in the presence of supercritical carbon dioxide, or other prototypes, are gaining more and more attention.
Mechanical grinding
Comparison between mechanical and cryogenic grinding. 43
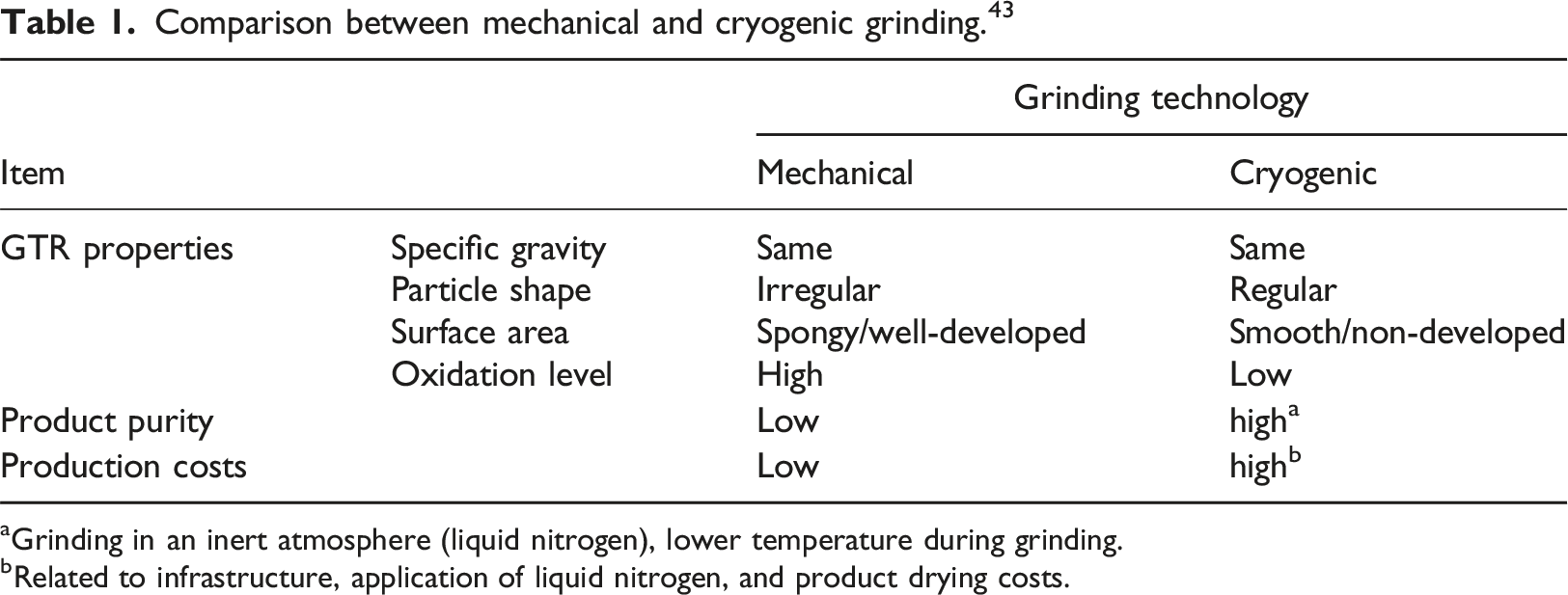
aGrinding in an inert atmosphere (liquid nitrogen), lower temperature during grinding.
bRelated to infrastructure, application of liquid nitrogen, and product drying costs.
Comparison of grinding technologies. 43
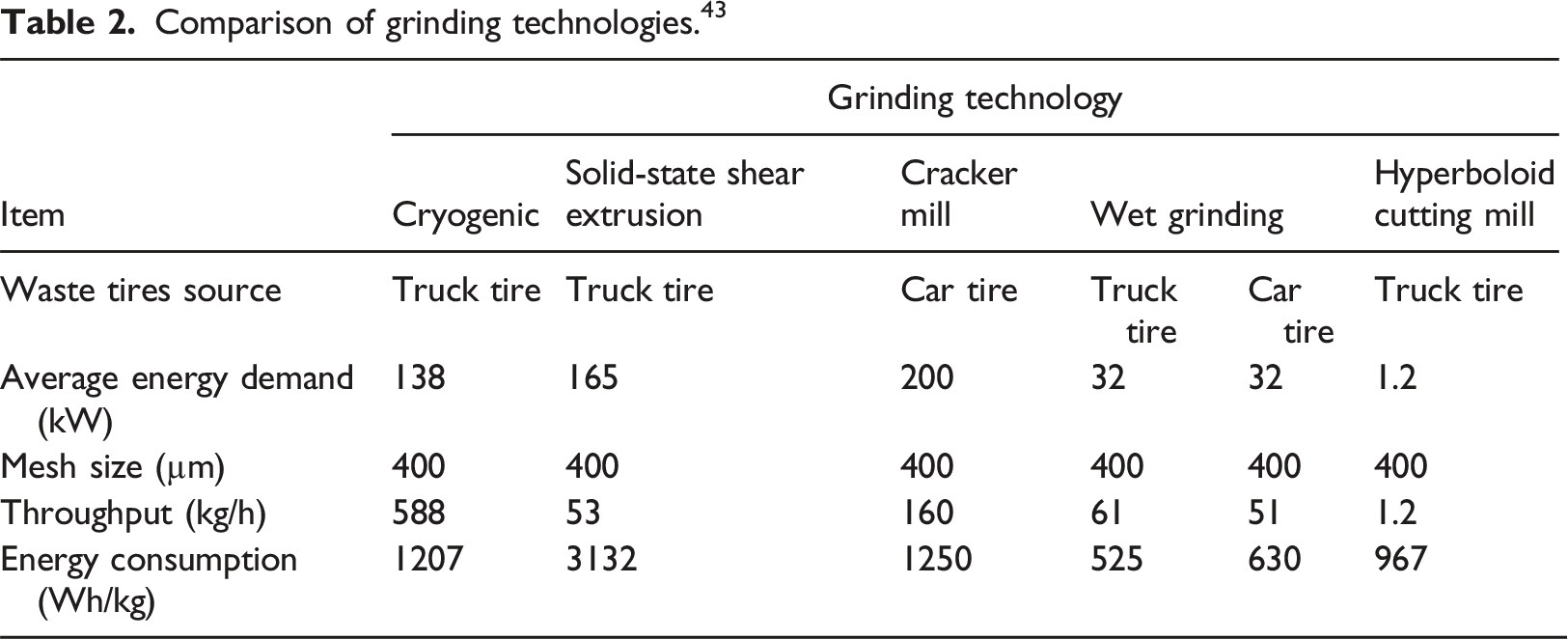
The table shows that cryogenic grinding and cracker mill have higher throughput and energy consumption for the given mesh size. However,operating costs are much higher for these machines. The throughput of the wet grinding and cutting mill could be increased by using a cyclone to extract the rubber from these machines. Such processing analysis is essential to discuss which machine is the most effective in reducing crumbs to GTR. Considering all costs and throughput, it seems that wet grinding is the most cost-effective technique.
Molding techniques for ground tire rubber powder recycling
After obtaining the GTR through the traditional or buffing technique, the next step is molding it into products. Several approaches have been developed for molding 100% GTR or modified GTR. This section introduces a variety of molding techniques that are being developed for the recycling of ground tire rubber powder, such as compression molding, injection molding, extrusion molding, 3D printing, and hybrid methods. Rubber recycling is trending because of its ability to reclaim some of the original rubber product properties, more flexibility, and higher thermal resistance. 8 Reducing the size of GTR particles increases the surface area of contact with the thermoplastic matrix, leading to better stress transfer and improved mechanical properties when blended, provided there is proper spatial dispersion of the smaller particles within the thermoplastic. Thermoplastic molding is generally advantageous because it can be easily processed while still retaining some elastomer-like properties. Figure 5 shows the schematic diagram of a method adapted for GTR molding.
Compression molding
Compression molding (top left in Figure 5) involves the introduction of GTR powder into a preheated mold. The GTR is then compacted and sintered under applied pressure and temperature for a predetermined time. The equipment consists of a hydraulic press, which has heated upper and lower plates controlled by the hydraulic system. Compression molding is simple and inexpensive equipment compared to other molding methods
9
and can be used to manufacture thicker rubber products using recycled ground tire rubber powder. Novel method for molding GTR.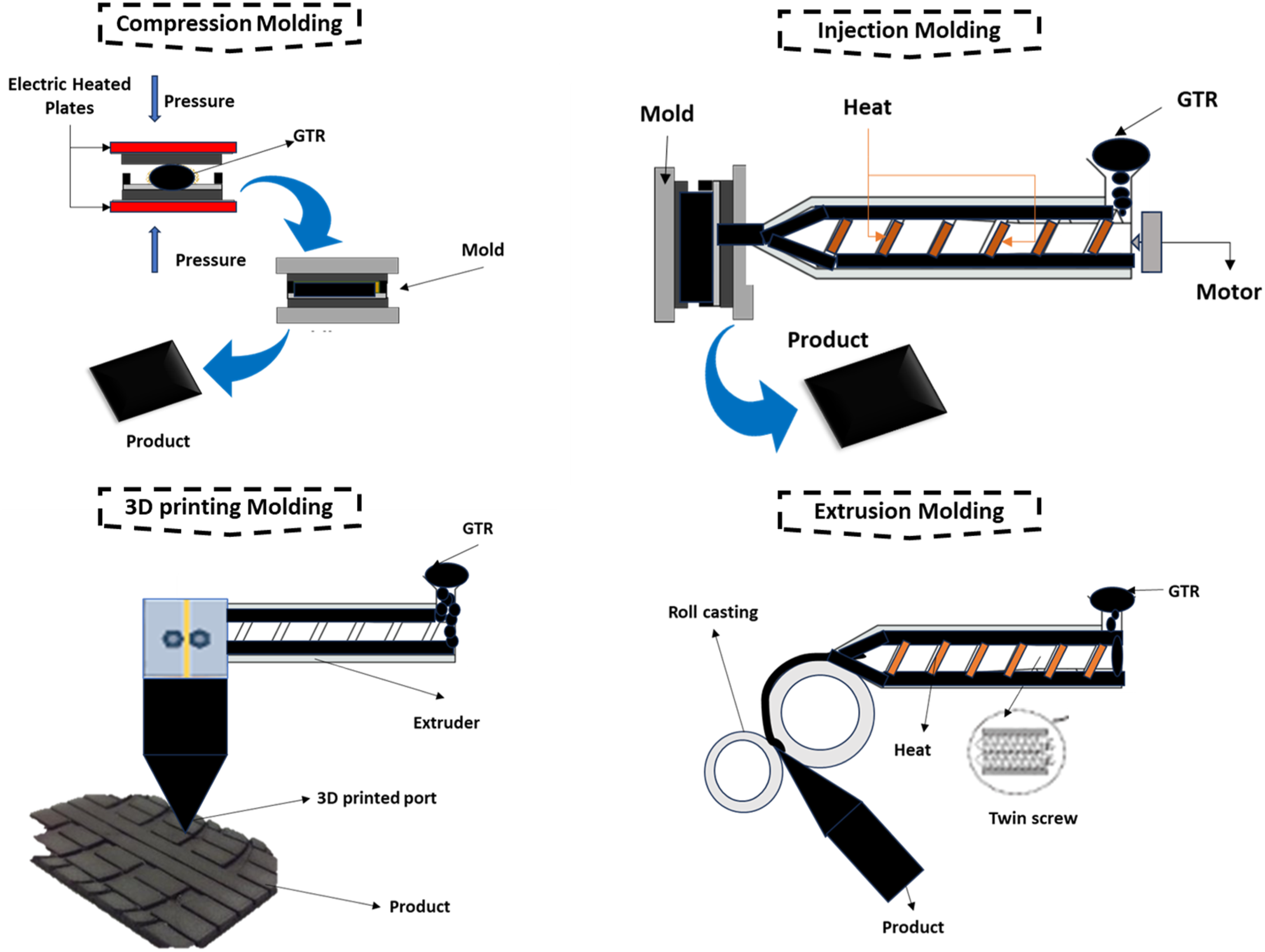
Many types and sizes of rubber molds can be manufactured. With this process, two or more raw rubbers, like SBR/NR, SBR/SBR, NR/CR, and NBR/Viton rubber, are successfully vulcanized and bonded. 10 This method has been used to manufacture rubberized bronze bushings for automobiles, molds for manufacturing end pieces of rubberized PVC pipes, and rings to be fitted into pipe joints.
Most research on GTR molding has been done using the compression molding technique. The contemporary research teams led by Dr Arastoopour,11,12 Dr Richard Farris,13–15 Jana and Das, 16 and Gugliemotti and Quadrini,17–21 are the most comprehensive. These four teams have studied the effect of molding temperature (120 °C–250°C), Pressure (2‐9 MPa), time (0.5 – 9 hours), and added sulfur (1 – 11 phr).
Recent investigations by Santos and Jayaraman explored the impact of pressure, temperature, and mold design on the mechanical performance of molded GTR using compression molding. Their study demonstrated that optimizing molding conditions can significantly enhance inter-particle bonding, reducing or even eliminating the need for synthetic binders. 22 Further, their work indicated that integrating tire-derived fibers into the GTR matrix offered an innovative solution for repurposing fiber waste typically sent to landfills. 23
More recently, GTR powder was compressed into products without the need for virgin material or binding agents by Lucignano et al. The GTR particles that Lucignano et al. 18 utilized to mold square plates with a length of 150 mm and a weight of 400 g were medium-sized (1.2 mm on average). They were obtained by mechanical grinding of used rubbers (GTR). Varied densities and mechanical properties were achieved with varying plate thicknesses (approximately 20 mm) by changing the molding pressure. According to the study, plate density and strength could not be increased beyond a maximum pressure of 1.95 MPa.
Gugliemotti et al. 17 introduced a novel recycling technique called “direct powder molding” that allows large rubber pieces to be produced from discarded tires (GTR) without the need for the inclusion of virgin materials or linking agents using compression molding to create rubber pads. It investigated how various powder mixture sizes affected the way the molded pieces performed.
By molding ground tire rubber (GTR) without the use of a binder or other material, Quadrini et al. 21 created a novel method for producing large-scale rubber goods. GTR was compression molded at high temperature and pressure to attain the best particle adhesion. Cracks and other problems were absent from molding large-size (1 m2) tiles with a maximum thickness of 50 mm. Their result demonstrated that tiles made without binders perform on par with or better than those made using binders.
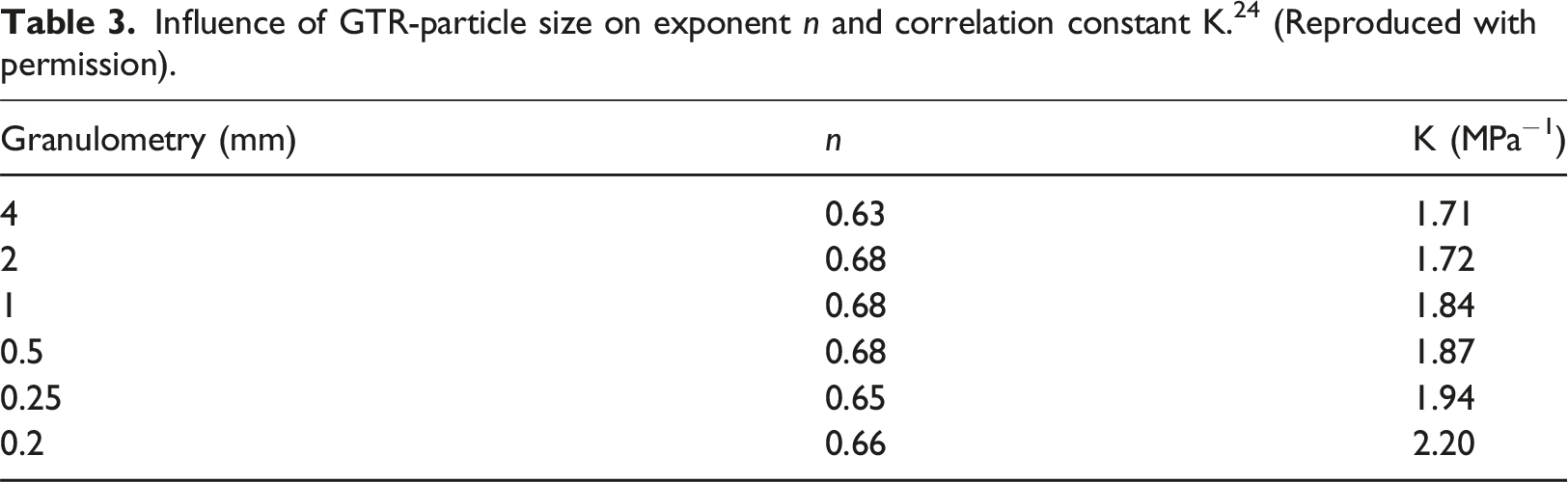
Nadal et al. 24 investigated the evolution of green density of elastomeric powder GTR under varying compaction pressure. The particle sizes ranged from 0.2 to 4 mm. Six samples were compacted based on the sieve mesh range, and the compacting pressure and density variation were reported. Based on the result, a model was developed that established the relationship between particle size, density, and compacting pressure for GTR. This model was used to predict optimum compaction pressures to achieve the highest density. Their established model, though complex, predicted the evolution of green density versus compaction pressures very accurately and can be adapted for compaction and sintering of GTR.
Furthermore, Chang et al. 25 studied the potential of GTR to mold tire brakes. The researcher developed a compression molding for particle sizes 75 µm and 450 µm to enhance and strengthen rubber brakes. This study has found that particle size is a significant factor in the variations observed in compression-molded products.
Quadrini et al. 19 investigated the sustainable molding of recycled tires and reported a granule and powder molding process using tire recycling without the inclusion of virgin rubber or a bonding agent. Compressing particles directly molded GTR from mechanically grounded tires. Various size distributions of rubber particles and buffing were employed to manufacture 1 × 1 × 50 mm3 rubber sheets using aluminum molds at 180°C and 4.5 MPa pressure for 5 minutes. Tensile specimens were removed from the sheets, and tensile tests were conducted. They obtained ultimate tensile strength, modulus, and maximum elongation of up to 0.63 MPa, 5.2 MPa, and 32% respectively. The researchers concluded that these mechanical data are very promising when compared to the properties of polyurethane-bound rubber composites. They proposed additional research on increased molding pressure and temperature, which could lead to higher mechanical properties.
Several other studies have been conducted on recycling 100 % GTR using the compression molding technique. Some GTRs were devulcanized before molding. Flexibility, time duration, and depth of experimental trials are advantages of this process. Furthermore, the parts manufactured by the compression molding process have been incorporated into the automobile. Thus, there is a promising potential for compressed molding as a molding technique for processing rubber products using ground tire rubber powders. 26
Injection molding
The injection molding method has also been used for recycling rubber powder from used tires. Most studies on GTR molding using injection molding have focused on GTR based composite and not 100% GTR. No study has been conducted on molding 100% GTR using injection molding due to the compaction issues from molded parts. A study was conducted to compare the effectiveness of injection molding to compression molding of composites. 27 It was found that injection molding produces good mixability with GTR fiber. 27 However, this is different when only GTR is involved.
Most studies found in the literature have focused on optimizing injection molding parameters for ground rubber composites. 27 , 28 Key factors include temperature control, injection speed, mold design, additive and filler additions. 28 The processing temperature primarily influences the rubber mixture’s viscosity. Increased temperatures can lower viscosity, but if they are not controlled carefully, they could potentially cause the rubber to deteriorate. The final product’s density and filling pattern are influenced by the rate at which the material is injected into the mold.According to these studies problems like air entrapment can be reduced by using an ideal injection speed. 28 Achieving a homogeneous distribution of ground rubber within the molded part is primarily dependent on mold design.
Extrusion molding
Extrusion molding plays a significant role in the recycling of GTR into a wide range of products, including durable pipes, weather-resistant seals, and even innovative 3D-printed objects. A study by Zedler et al. demonstrated the modification of GTR through low-temperature extrusion with ethylene-vinyl acetate copolymers and trans-polyoctenamer. 29 This process substantially reduced the amount of volatile organic compounds (VOCs) emitted to the atmosphere, making GTR more suitable for industrial applications. Additionally, the study analyzed the modified GTR’s energy consumption, melt flow index, Mooney viscosity, and static mechanical properties, providing valuable insights into the effectiveness of extrusion molding in GTR recycling.
Furthermore, a preliminary investigation by Zedler et al. utilized thermogravimetric analysis (TGA) to assess the thermal stability of GTR during extrusion. 30 The study collected samples from different zones of the extrusion barrel and examined the changes in the GTR structure. This comprehensive approach allowed for a detailed understanding of the reclaiming process and the behavior of GTR during extrusion, shedding light on the significance of extrusion molding in GTR recycling. The limitation of extrusion molding is that only a few parts can be produced using this technique, especially hollow and flat-surface products. Critically intricate shapes are not produced using extrusion. 30 Furthermore, extrusion has been adapted in combination with compression molding in the hybrid process. 30 – 33 This process has been adapted for GTR composite with GTR as a matrix, and extrusion has been reported to enhance the miscibility of compressed molded products. 27 , 33
3D printing
In recent years, additive manufacturing techniques, including 3D printing, have received increasing attention for recycling waste materials. Crumb rubber from waste tires has been one of the unconventional materials used by additive manufacturing technologies. However, successful 3D printing of crumb rubber is a more challenging task than printing other waste materials, as it is a polymeric filler without formability and substantial elasticity. As a result, most studies focus on incorporating GTR into composite formulations as a filler or blend.34–40 In terms of the printing process, recent studies have focused on material development for 3D printing with crumb rubber, examining the effects of the crumb rubber particle size in composite. 40
Properties of molded ground tire rubber powder recycling
This section presents the properties of molded GTR into physical, mechanical, microstructural, and thermal properties to enhance understanding of what is obtainable at present from previous work.
Physical properties: Density, shrinkage
Most studies-used GTR with a Fisher number of mean particle size d50 (2 µm). During molding, the part thickness decreases due to different factors including thermal contraction upon cooling. Most studies used a straightforward trial-and-error method to estimate the quantity of rubber required to get an exact thickness in the final moldedpart. Quadrini estimated that, with 1 × 1 m2 of molded tile, approximately 10 kg of GTR was required for every 10 mm thickness, essentially independent of the particle size distribution. 19 According to their findings, the \average shrinkage was 2.6%, and it appeared to be mostly unaffected by the rubber size distribution, and stated that the pressure used during the compaction process affects the density value.
In another study, Shen et al. observed that the densities and crosslink densities of the rubber sheets derived from cryogenically and mechanically ground rubber tires (MGRT and CGRT) increased as the particle size of the waste tire powder decreased. 41
The study conducted by Lucignano et al. 18 revealed compression molding of GTR powder to manufacture large-scale products without the need for any binding agents. By mechanically processing used rubber into medium-sized particles averaging 1.2 mm, they were successful in creating square plates measuring 150 mm in length and weighing 400 g. The findings highlighted how the applied pressure is a critical factor influencing the final product’s density. However, it was found that there is a threshold for the pressure applied; once a maximum pressure of 1.95 MPa was reached, further increases did not significantly enhance the density or strength of the plates. This indicates there’s a limit to how much the density and strength of these plates can be improved using pressure.
Nadal et al. 24 studied the compression molding of elastomer powder from crushed used tires. They reported the behavior of the green density of elastomeric powder GTR analyzed by varying compaction pressure. The particle sizes range from 0.2 to 4 mm. Six samples were compacted based on the sieve mesh range, and the compacting pressure and density variation were reported.
Figure 6 shows the graph of pressure variation with a density of the molded material obtained for 2 mm particle size GTR. (a) Compacting pressure versus punch displacement (b) Relative density versus compacting pressure of ground tire rubber (0.2 mm).
24
Reproduced with permission.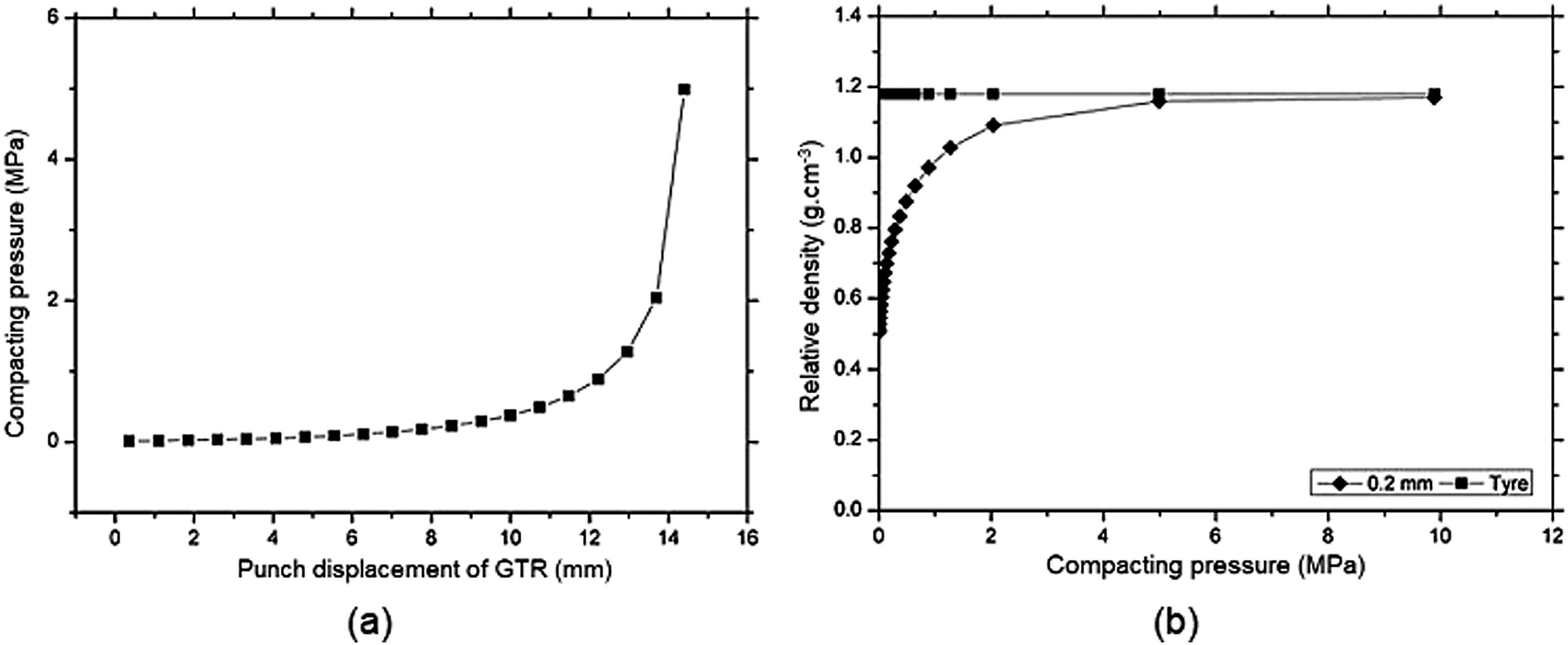

Influence of GTR-particle size on exponent n and correlation constant K. 24 (Reproduced with permission).
Mechanical properties: Tensile strength, elongation, modulus
Several studies have1,2,4–21,24,26,29,42,43 determined the mechanical properties of molded recycled vulcanized rubber powder. Some studies claim a devulcanization process before molding the rubber powder while other used blends or additives to improve molding. Few studies have performed molding of 100% GTR. Morin 13 recorded a maximum strength and strain to failure of ∼3.8 MPa and ∼180-%, respectively, for GTR compression molded at 230°C for 1 hour and at a pressure of 8.5 MPa. The rubber powder was obtained by aqueous shearing of tire crumbs by a commercial supplier, but no properties of virgin tires were presented to compare with. The modulus recorded for these molding conditions was ∼1.6 MPa.
The maximum strength and strain to failure measured by Bilgili et al. 12 , for partially-devulcanized waste rubber molded at 170 oC and 5.11 MPa, for 1.5 hours were ˜5.5 MPa and ˜375 %, respectively. They processed discarded slabs of vulcanized rubber using solid-state shear extrusion to obtain the rubber powder. These properties were 33% and 80% of the virgin strength and strain to failure, respectively.
Jana and Das 16 recorded a tensile strength and strain to failure of 8.5 MPa and 352% in devulcunized GTR molded at 145°C with sulfur (no information on cure time and pressure), which were 34.9% and 59% of the virgin properties. They observed this to increase to 72% and 99% when diallyl disulfide was used during grinding/shearing at 110°C in the presence of aromatic process oil. They used 2.5, 0.8, and 1 phr of sulfur, CBS (N‐cyclohexyl‐2‐benzothiazyl sulfenamide), and cure retarder (thiopthalimide). Amiya et al. 15 have found that low concentrations of cyclohexylbenzothiazole sulfenamide (CBS) benefit the properties of molded rubber (rubber powder obtained from cured model NR (Natural Rubber)). They also found that the incorporation of phthalimide resulted in properties that were 75% of the virgin properties, confirming the trend observed by Jana and Das. 16 Although Amiya et al. 15 did not study the effect of these compounds on the sintering of actually recycled tire powder, their results suggest that these additives have a beneficial effect during sintering.
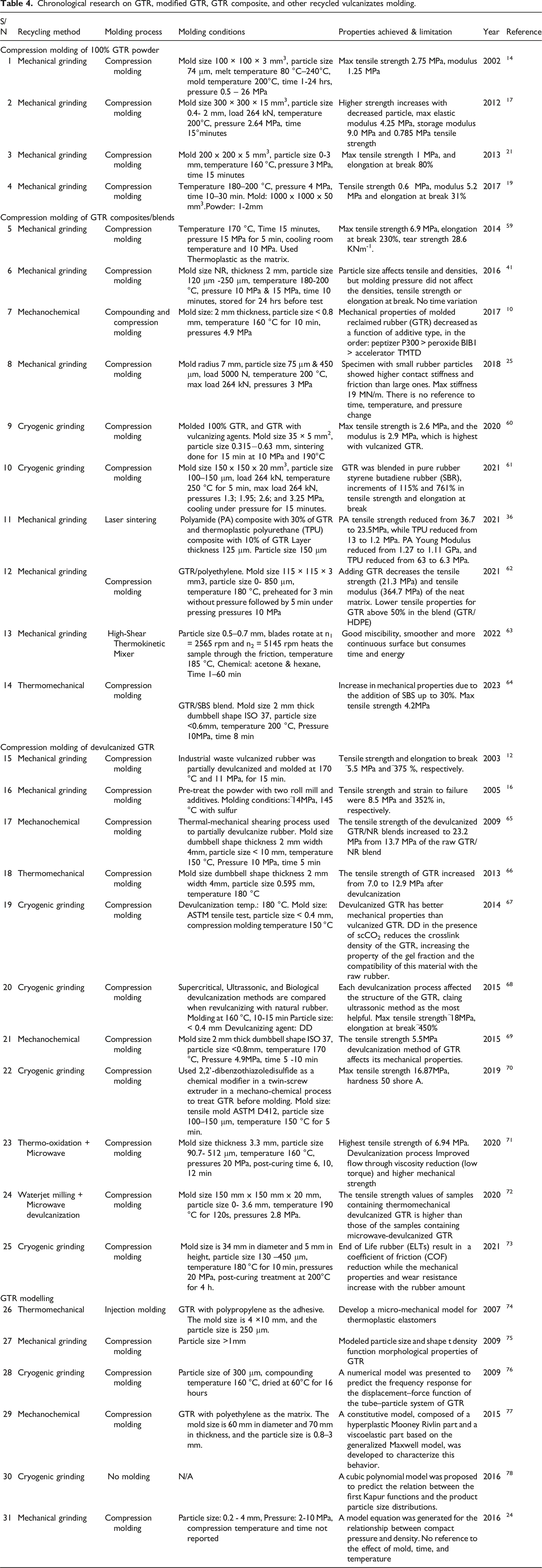
Chronological research on GTR, modified GTR, GTR composite, and other recycled vulcanizates molding.
SEM and FTIR analysis of GTR
Figure 7 shows the FTIR spectra for GTR at different particle sizes 400 µm, 425 µm, and 275 µm depicted as GTR A, GTR B, and GTR C, respectively, as reported by Colom et al.
44
The figure also presents various bonds in GTR with the corresponding temperature and energy required to break it.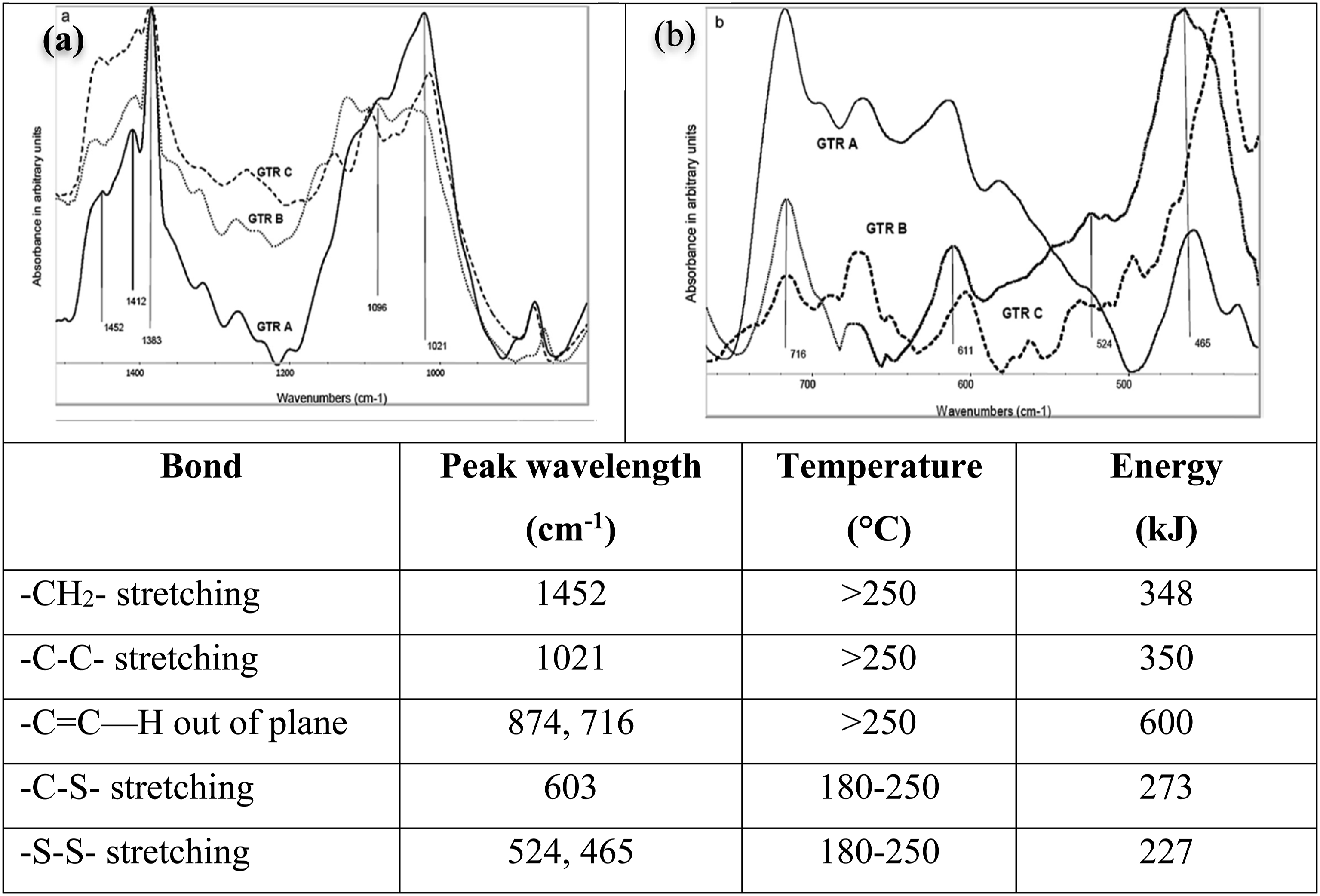
Figure 7 shows the spectra of GTR with different particle sizes between 1500 and 800 cm−1. The 1500 to 800 cm−1 area includes the absorbance bands of elastomeric components, consisting of C-H, C-C, and C = C bonds. These are the backbone of natural rubber bonds that have not been vulcanized or devulcanized. Figure 7(b) is for GTR spectra between 800 and 400 cm−1. The 800 to 400 cm−1 area shows mainly the bonds assigned to sulfur bonds. The FTIR results shows that the C-S and S-S bonds are present in GTR, which indicates that bonds formed (i.e. cross links) due to the vulcanization of virgin rubber. Much more desirable is devulcanization of GTR, that is, the selective cleavage of the intermolecular sulfidic bonds, such as carbon-sulfur (C-S) and sulfur-sulfur (S-S) bonds, which breaks down the 3D network without main chain scissions and degradation of the polymer.45,46 However, such selectivity is difficult to achieve since the energies needed to break the target S-S and C-S bonds (227 and 273 kJ/mol, respectively) are only slightly lower than that required to break the C-C bonds (350 kJ/mol). 45 This means that most devulcanization processes may break rubber’s backbone bond (C-C), resulting in decomposition. Furthermore, synthetic rubbers are more challenging to devulcanize than natural rubber (NR), which may be due to the different structures of the polymer chain and the different types, distributions, and densities of the crosslink sites. 45 For all rubber types, higher the selectivity of the devulcanization process, the better the mechanical properties of the devulcanized and revulcanized material. 45 This is one of the significant reasons why research into GTR molding without devulcanization is sought after. Figure 8 shows the SEM images of compacted plus sintered GTR by Fletes et al. 47 and compacted GTR by Karakurt. 48
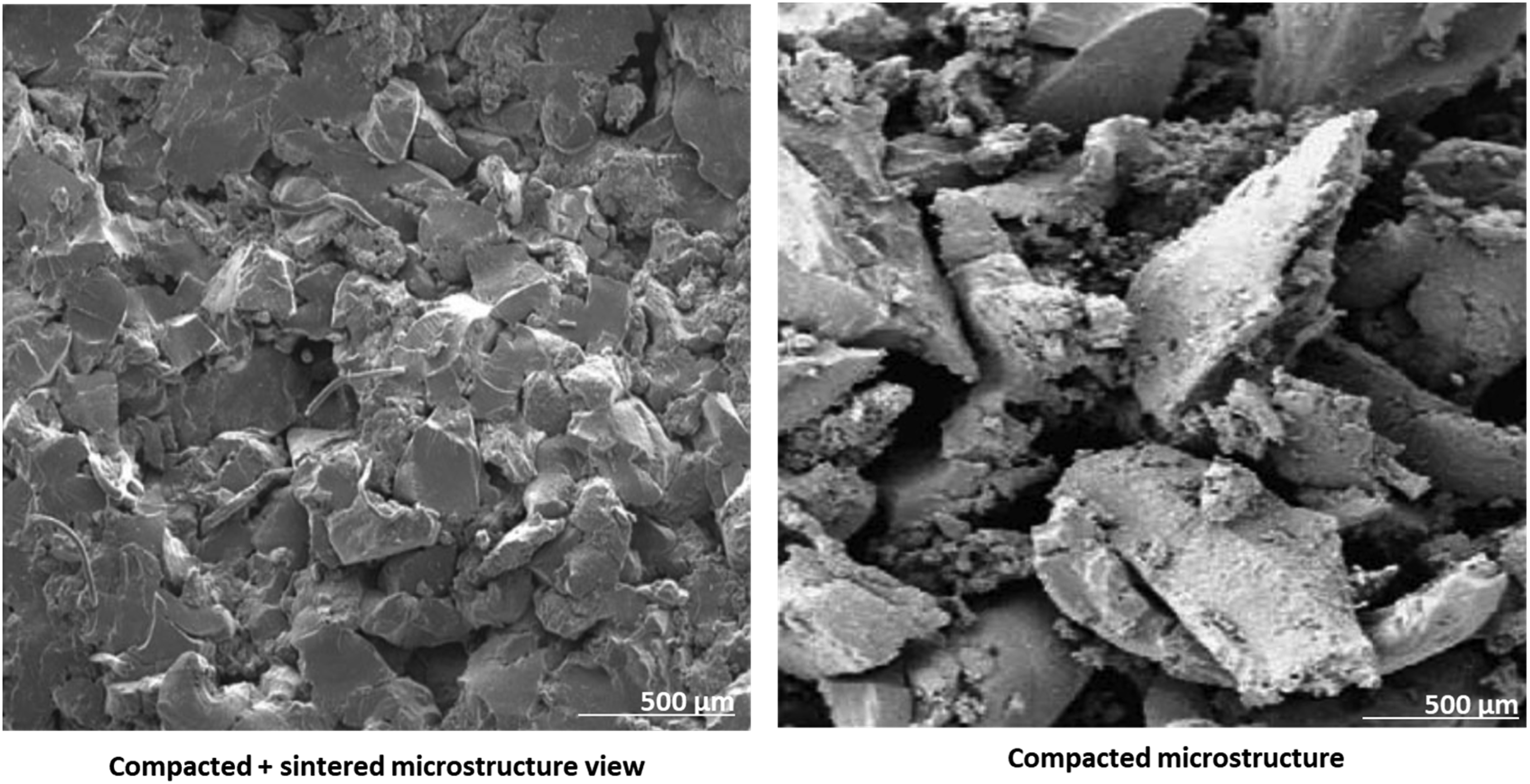
In order to prepare his samples, Fletes et al. 47 preheated them for 3 minutes at 220°C (without pressure), then compressed them for 5 minutes at 3 tons and 220°C, and finally cooled them with running water until they reached 45°C. The sintered GTR was observed to have a smoother microstructure with particle to particle bonding, while the compacted GTR had a looser microstructure without any bonding between the particles.
Thermal properties: TGA and DSC
TGA results for GTR and crumb rubber, reports by Wang et al.
49
and Ragab and Magdy
50
are shown in Figure 9(a) and 9(b), respectively. 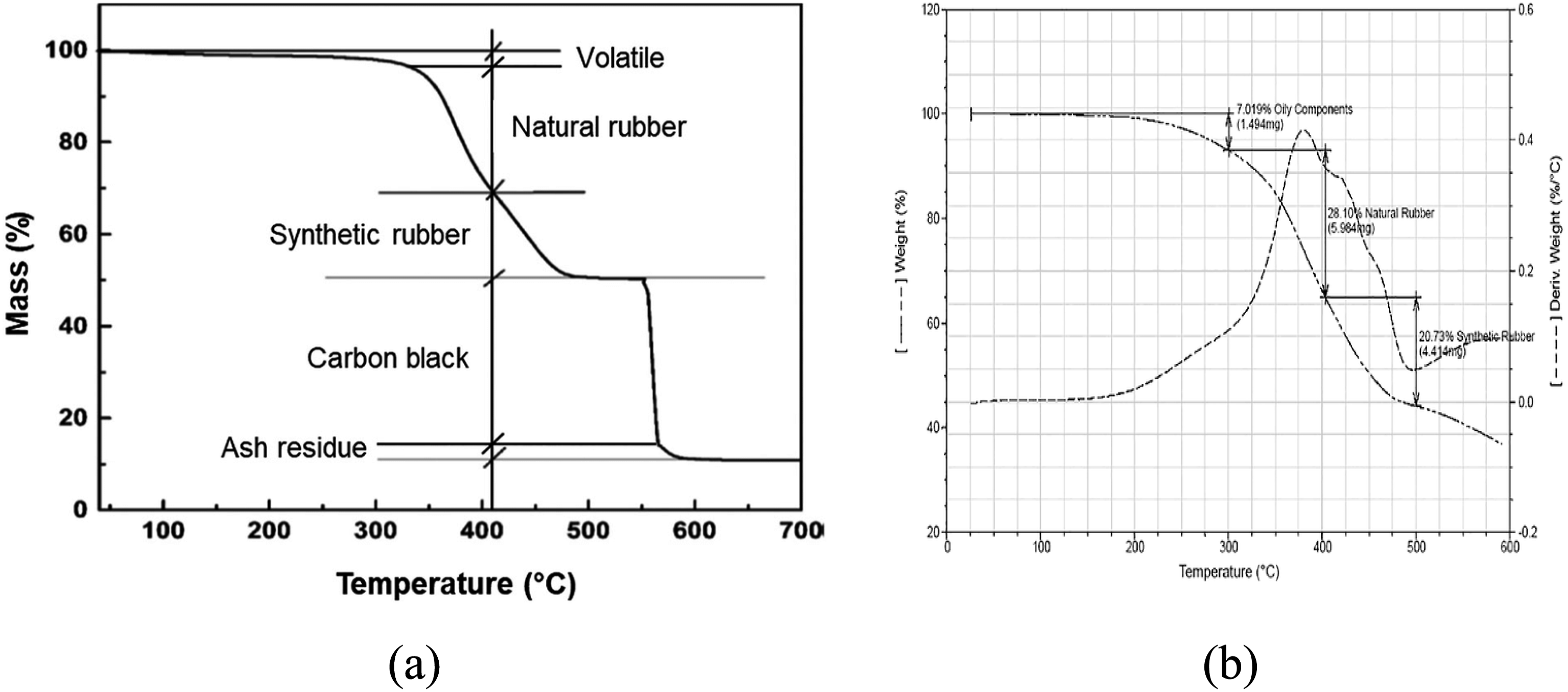
In Figure 9(a), a typical TGA curve of a tire rubber sample is presented. This curve is valuable as it offers quantitative and qualitative insights into the main components and their concentrations within the sample by analyzing decomposition temperature and mass loss. From the data presented in Figure 9(a), it is evident that the primary components of ground tire rubber identified through TGA analysis encompass oily and volatile substances, natural and synthetic rubber, inorganic fillers, carbon black, and residual ash.
It is understood that the crumb is larger compared to GTR, and it can be converted into GTR through the process of grinding. The crumb rubber TGA (Figure 9(b)) was conducted by heating it to 600°C with a heating rate of 20°C per minute. The temperature range at which each component within the crumb rubber decomposes was determined by doing so. The TGA curve can be divided into four regions. The first region (25 °C–300°C) relates to the oily components, and the second region (300°C to the point between the two peaks in the DTG curve) corresponds to the natural rubber portion of the crumbs. The third region (500°C) corresponds to the synthetic rubber portion of the crumb, and finally, the residue at 500°C corresponds to filler components, such as carbon black.
Volatile materials in GTR lead to lower thermal degradation onset temperature. After 180°C, there seems to be oxidation of sulfur-attached bonds called devulcanization, and the GTR starts degradation at 250°C to prevent degradation. Because of this, most compression molding is done below 180°C to avoid devulcanization and below 250°C to prevent degradation. When binders are used to bind GTR the thermal stability of molded GTR depends on the binders. 51
In a study conducted by Debapriya 52 the thermal stability of Styrene-Butadiene Rubber (SBR) was improved when blended with GRT (known as Ground Rubber Tire by Debapriya). This improvement was quantitatively evident from the increase in the char residue of SBR, which went up from 5.3% to 22.6% for a ratio of 40/60 SBR to GTR.
This increase in thermal stability and char residue was attributed to the volatilization of the processing oils involved in the rubber’s regeneration process. Essentially, addition of GTR helps preserve the integrity of the material under thermal stress by mitigating the degradation effects that heat can have on the compound, extending life and enhancing the performance of rubber products through better heat resistance.53,54
Gugliemotti et al.
17
used DSC to analyze the thermal behavior of GTR powder of varying size and their results are reproduced in Figure 10. Although there was a noticeable difference in particle size, the DSC curves are very similar. Clearly, there is no correlation between the size difference in the powder and their thermal behavior.53,54 Differential scanning calorimetry result of molded 100% GTR
17
. Reproduced with permission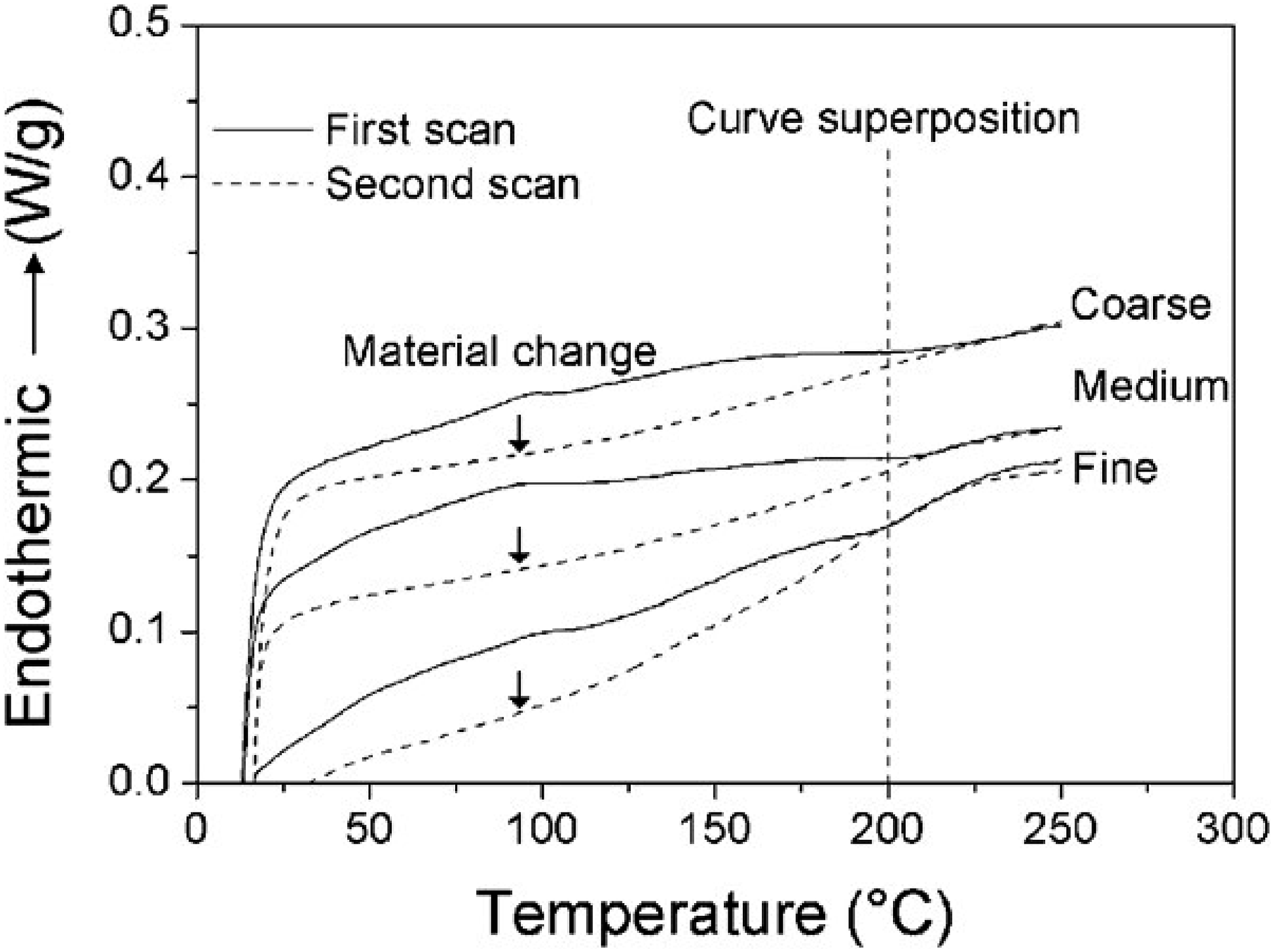
Applications of molded ground tire rubber products
Ground tire rubber powder molded products have various applications across various industries. In the automotive sector, numerous products, such as car mats and mud flaps, are manufactured using ground tire rubber combined with thermoplastic elastomers to act as a binding agent.
In civil engineering, ground tire rubber is used in asphalt paving, where it significantly enhances the physical properties and continuous elasticity of asphalt. The presence of rubber in the asphalt binding process is believed to create a binding disulfide bridge with the rubber material, thereby diminishing the tire’s excessively rubbery characteristics. This, in turn, positively impacts the performance of stone mastic asphalt, particularly when 10 to 14% crumb rubber replacement is implemented, leading to a heightened stone-on-stone contact. 55
In the construction field, there have been significant advances in using rubber-modified plaster composites for enhanced thermal insulation. These composites exhibit a notable reduction in thermal conductivity compared to traditional plaster materials, thus contributing to improved energy efficiency. Moreover, incorporating crumb rubber into the composition of plaster composites augments their mechanical properties, such as tensile strength, and enhances their overall durability. Nevertheless, it is worth mentioning that introducing crumb rubber into the plaster composites increases their water absorption capacity. This, however, can be effectively managed through appropriate engineering techniques and the application of suitable surface treatments.
Furthermore, molded rubber products find wide-ranging applications in various fields, most notably in sports and playfield coverings (such as pavements) and matting within playgrounds. These rubber products are also extensively used as flooring materials for jogging tracks in sports stadiums, gymnasiums, and shooting ranges. Their versatility also extends to applications in sanitary flooring, ensuring optimal hygiene in diverse environments.
Regarding transportation infrastructure, rubber-based flooring plays a pivotal role in busy railroad stations and air terminals, providing a comfortable and safe experience for commuters. Meanwhile, in industrial settings, these innovative rubber composites are used in flooring solutions that require high levels of sound absorption, creating quieter workspaces. Moreover, they are employed as shock absorbers in waste disposal sites, effectively mitigating the impact of heavy-duty operations on the surrounding environment. The applications of rubber-modified plaster composites continue to expand, with various sectors benefiting from their unique properties, versatility, and ability to improve safety, comfort, and insulation. 56 As research and development in this field progress, there is great potential for the discovery of even more groundbreaking applications in the future. 57
Summary and future directions
GTR can be successfully molded into products with or without binders. Use of 100% GTR without binders can maximize the reuse of GTR. Among the variety of processing methods, compression molding is the most widely studied method in the past. The properties of compression molded products using 100% GTR have been found to be inferior to those manufactured using virgin rubber. These properties have been found to vary widely from one study to another study and the mechanisms contributing to development of bond between GTR particles and the properties of molded products are not well understood. This knowledge as well as influence of processing conditions on these is required to optimize the process conditions and properties of molded products. This will increase the adoption of GTR in developing new products and wider resue of GTR.
Footnotes
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.