
Abstract
The incorporation of solid waste, tyre-derived rubber, into epoxy resin matrices presents a sustainable strategy for recycling end-of-life tyres while enabling the development of advanced composite materials and structural adhesives. This work examines the influence of microwave (MW) irradiation parameters, specifically power and exposure time, on the performance of ground tyre rubber (GTR)/epoxy composites. GTR particles were subjected to MW treatment at 630 W and 810 W for durations ranging from 20 to 120 s. The epoxy system was prepared using diglycidyl ether of bisphenol-A and cycloaliphatic amine (EPH 555). Mechanical behavior was characterized through tensile and fracture toughness testing, while physical properties were assessed via water absorption, fracture surface morphology, scanning electron microscopy-energy dispersive spectroscopy (SEM-EDS), and Fourier transform infrared (FTIR) analyses. Microwave treatment modified the carbon (C)–sulphur (S) bond of GTR without disrupting its primary chemical backbone. Compared with untreated GTR, MW-treated composites exhibited higher tensile strength (11-15%) and elastic modulus (12-15%), albeit at the expense of reduced fracture toughness. In comparison with neat epoxy, however, GTR incorporation improved fracture toughness, attributed to crack pinning mechanisms, while diminishing tensile properties. Furthermore, GTR addition lowered water absorption, with MW treatment imparting additional benefits, improving water resistance under tensile loading. These findings highlight the potential of recycled tyre rubber as an effective filler for epoxy-based composites, offering both environmental and performance advantages.
Keywords
Introduction
The development of sustainable and cost-effective composite materials, particularly through the reuse of industrial waste, is gaining increasing attention. One such opportunity lies in the recycling of used rubber tyres, which are widely available and possess excellent material properties. Epoxy has been widely used as a composite matrix, structural adhesive, paint, coating, sealant, and epoxy grout. 1 However, epoxy is a thermosetting polymer that is brittle and prone to breaking, limiting its use in structures subjected to dynamic loads. To overcome this limitation, the development of epoxy-based structural adhesives has been intensively and extensively carried out to make the adhesive more resilient by adding filler in the form of soft particles, namely rubber particles, either in liquid form, such as carboxy-terminated butadiene acrylonitrile (CTBN)2–5 or already in particle form, such as core-shell rubber particles (CSR).6–11 Those rubber particles are specially synthesized and expensive. Alternatively, rubber particles can also be obtained from used rubber tyres, which are also of very good quality. After use, rubber tyres are thrown away, thus having an impact on the environment.
Used tyres’ rubber, as reported in the World Business Council for Sustainable Development (WBCSD) report, 12 was used for derivative fuel oil (43%), made into powder (25%), asphalt and concrete mixtures in the civil engineering field (8%), as landfill (16%), and for other uses (8%). According to the WBCSD report in 2019, Indonesia produced 684.4 kilotons of used tyres, of which only 75% were used for civil engineering, energy, and material recovery. 12 Rubber tyres have excellent quality and, in particle form, can be used to improve the mechanical properties of several structural components, such as concrete, 13 enhance flame-retardant and damping properties of polymer composites 14 and increase the toughness of thermoset polymers, such as epoxy.15,16 Hybridization between nano CaCO3 (2% by weight) with rubber particles from tyre rubber (10% by weight) increased the fracture toughness of epoxy by 89% compared to epoxy without filler. 17 However, tyre rubber is hydrophobic and has low surface energy. 18 Surface treatment is required to increase the surface free energy and improve compatibility with hydrophilic epoxy. Some reported surface treatments used strong acids and bases,19–22 a silane coupling agent (SCA),18,19 and acrylic acid and polyethylene glycol. 23 However, such treatments are not environmentally friendly. 19 Recent research 22 showed that treating rubber particles from used tyres with stearic acid improved the performance of tensile strength and tensile modulus of rubber/epoxy particle composites in wet conditions. However, the tensile strength and elastic modulus decreased significantly compared to epoxy without filler. Rubber particles obtained from used tyres still require proper surface treatment to bond well with the epoxy, resulting in good mechanical properties. Additionally, tyre rubber should significantly reduce water absorption, as water has a detrimental effect on epoxy’s physical and mechanical properties.
Plasma treatment is an alternative surface treatment for ground tyre rubber (GTR) particles, but this technology is quite expensive. 20 Another alternative is to use microwave radiation. Microwave radiation is attracting attention for its ability to modify the surface of rubber particles through devulcanization,24,25 potentially enhancing interfacial bonding with the epoxy matrix. Aoudia et al. explored the use of microwave-devulcanized ground tyre rubber (DGTR) as a filler (10 wt%) in epoxy composites. 26 They found that microwave treatment chemically modified the rubber surface, enhancing its bonding with the epoxy matrix. This led to improved mechanical properties, including higher flexural strength and strain at break, compared with composites containing untreated rubber. Nevertheless, the influence of key processing parameters, such as microwave power and exposure time, on the mechanical performance and water resistance of GTR/epoxy composites remains underexplored. Therefore, this study aims to investigate the effects of microwave treatment on the tensile strength, fracture toughness, and water absorption properties of epoxy composites reinforced with ground tyre rubber. Functional groups before and after treatment were evaluated by Fourier Transform Infrared Spectroscopy, while the mechanical behaviour of the GTR/epoxy composites was characterized by tensile and fracture toughness testing. Water absorption and moisture-dependent tensile properties were also investigated. Understanding these effects is essential for optimizing the use of recycled tyre materials in structural and industrial applications, thereby advancing material innovation and environmental sustainability.
Experimental set-up
Materials
The epoxy resin and hardener were diglycidyl ether of bisphenol-A and a cycloaliphatic amine, EPH 555, respectively, supplied by Justus Kimia Raya, Surabaya, Indonesia. Cycloaliphatic amines represent amphiphilic compounds characterized by the coexistence of a hydrophobic naphthene moiety and a hydrophilic amine functionality. Their inhibitory performance in shale systems is predominantly attributed to the hydrophobic domains, which effectively mitigate swelling and suppress particle dispersion.
27
The epoxy resin cured using cycloaliphatic amine generally exhibits low hydrophilicity, making it naturally hydrophobic, and has low water absorption.
28
Ground tyre rubber (GTR) particles were obtained by scraping the tyre rubber (without thread). The obtained particles were screened and sieved using a 200 mesh (0.075 mm) sieve. The SEM image and the particle size distribution are shown in Figure 1. Particle sizes were analyzed in ImageJ from an SEM image (Figure 1(a)), with a total of 261 particles. The maximum and minimum Feret diameters were determined and displayed in Figure 1(b). The area equivalent diameter was calculated using equation (1), while the aspect ratio was the minimum Feret to maximum Feret diameters ratio. The GTR particles were irregular and elongated, with an aspect ratio of 0.60 ± 0.14 and an area equivalent diameter of 36.54 ± 19.86 μm. (a) SEM image of GTR particles, (b) GTR particle size distribution.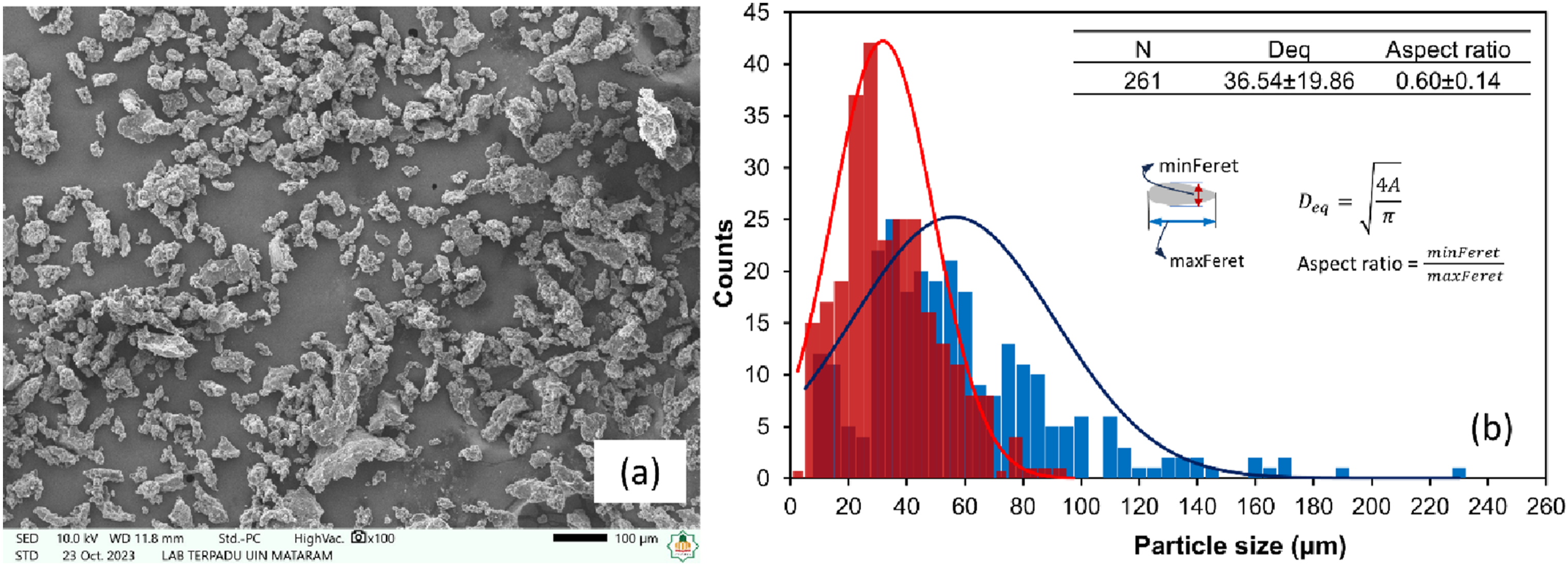
Rubber treatments
The GTR particles were treated with microwave (MW) radiation at powers (P) of 630 and 810 W for times (t) of 20, 40, 60, 80, 100, and 120 s. Mass (m) of about 4 g of GTR was placed on the circulated plate in the oven for MW radiation, without stirring. Using that power and mass, the energy of the microwave can be calculated using equation (1)
26

Using equation (1), the specific energy ranged from 3150 kJ/kg to 24,300 kJ/kg for 630 W and 20 s, and 810 W and 120 s, respectively.
Sample preparations
Figure 2 shows the schematic process of specimen fabrication. For manufacturing tensile and single-edge notched bend (SENB) specimens, the GTR particles (untreated and treated) were mixed with epoxy resin with a content of 10 wt%. The 10 wt% content was chosen because it provided the optimal fracture toughness without compromising tensile properties.
17
The mixture was stirred with a mixer for 30 min, then degassed in a vacuum chamber for 30 min to remove air bubbles trapped within it. Epoxy hardener was added to the mixture, with epoxy resin to hardener ratio of 2:1. The resin system and hardener were stirred slowly until homogeneous and degassed for 10 min. The mixture was then poured into a silicone rubber mould, which was shaped according to the ASTM D638 (Figure 3(a)) and D4055 (Figure 3(b)) for tensile and fracture toughness tests, respectively. The mixture was then left at room temperature for 24 h for curing. Schematic fabrication process of specimens. Showing (a) a tensile and (b) a single-edge notch bend (SENB) specimens. Unit is in mm.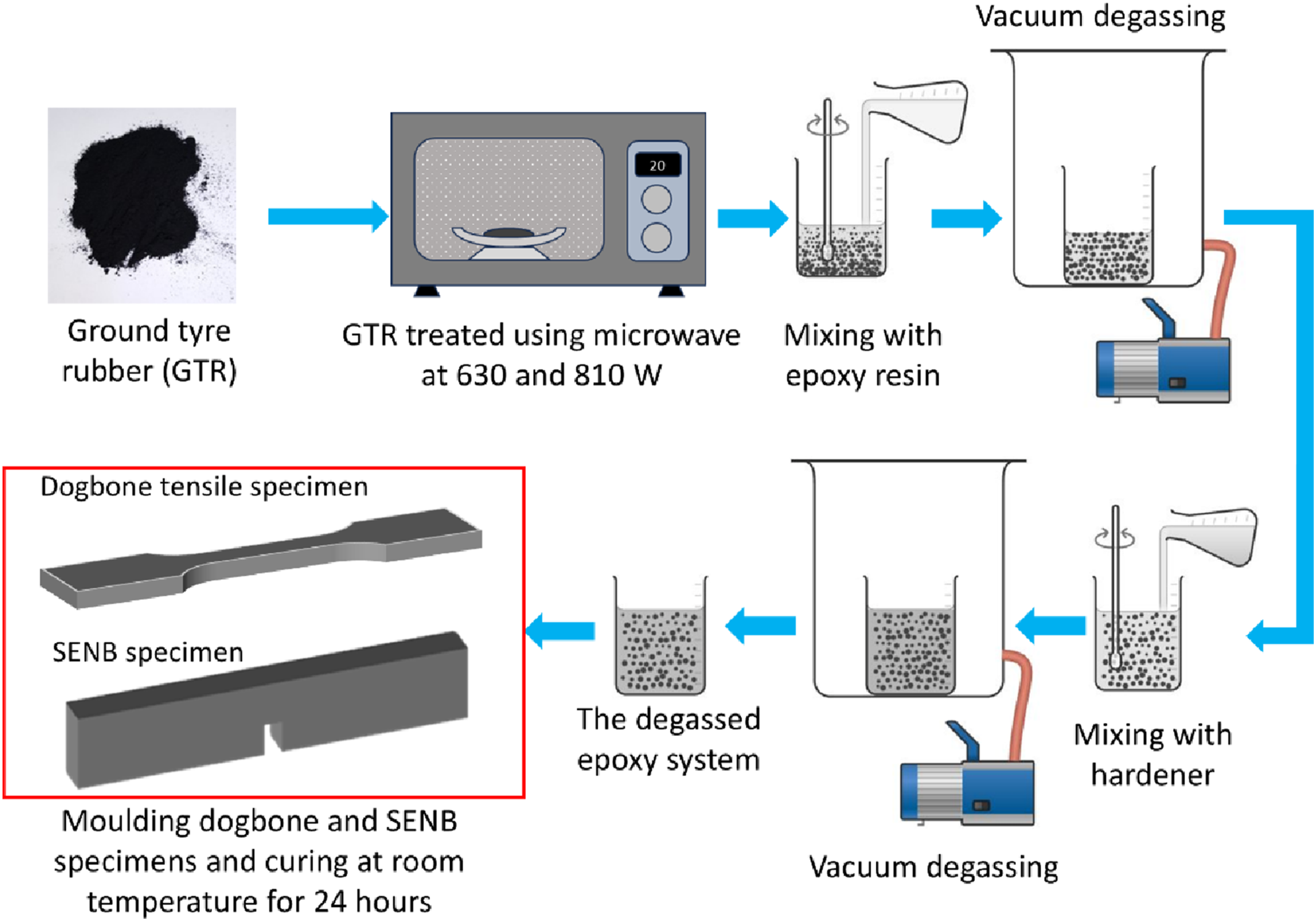
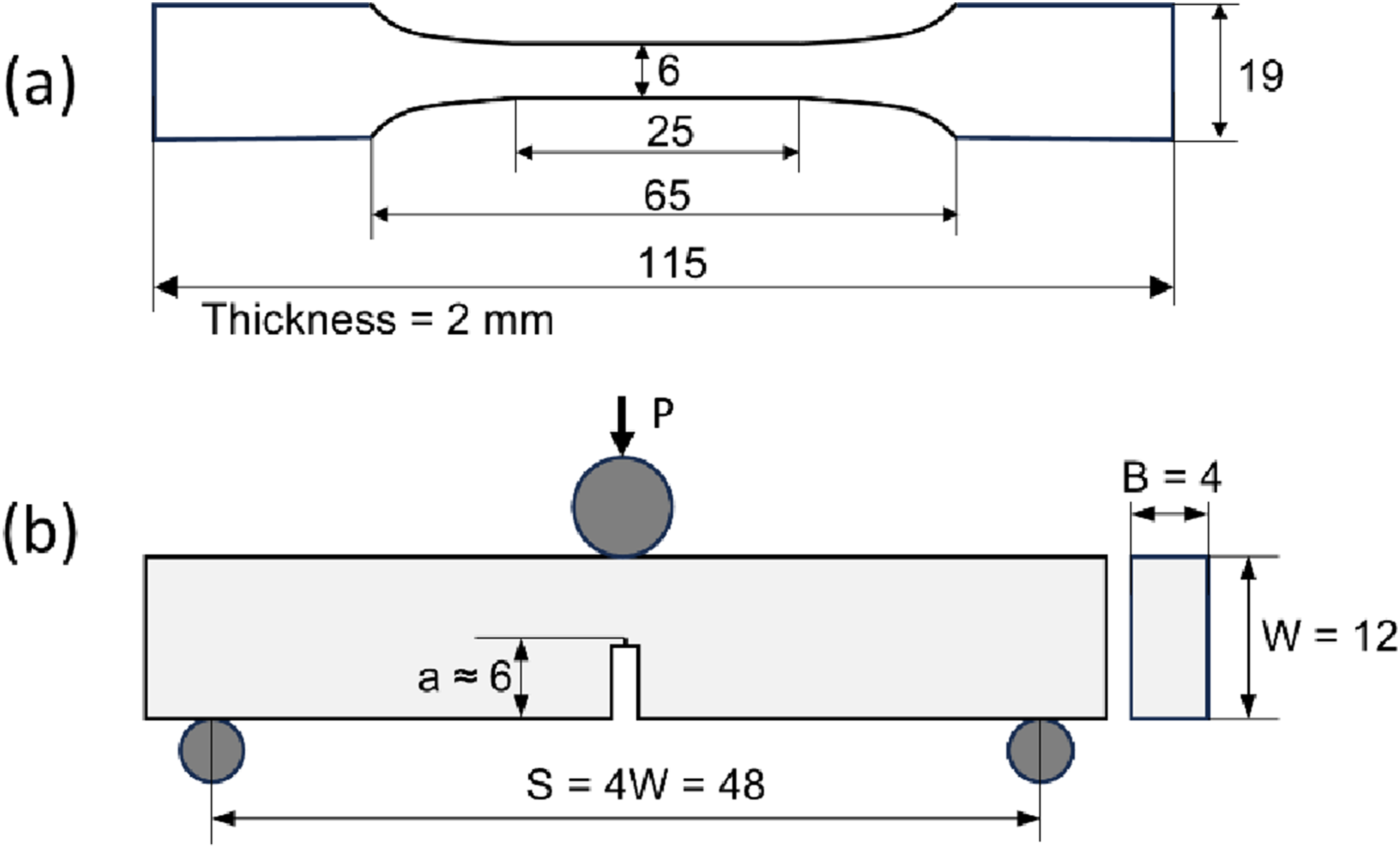
After curing, the fracture-toughness specimens were slowly saw-notched in the middle to avoid excessive heat. A sharp pre-crack was introduced into the notch end using a fresh, sharp blade, as shown in Figure 3(b).
Scanning electron microscopy-energy dispersive spectroscopy (SEM-EDS) and fourier transform infrared (FTIR) analysis of GTR
SEM-EDS was performed on the untreated GTR to investigate elemental content using a Hitachi (Hitachi FlexSEM 1000) at an operating voltage of 15 kV. FTIR was performed on untreated and treated GTR samples using a PerkinElmer instrument to investigate changes in functional groups after treatment. The FTIR test was conducted over the wavenumber range of 500–4000 cm−1.
Mechanical testing
The tensile test and fracture toughness test were conducted using a Tensilon testing machine with displacement rates of 5 and 10 mm/min, respectively, and a 10 kN load cell. An extensometer was used to measure the elongation during tensile testing with a gauge length of 50 mm. For the SENB test, the fracture toughness was determined according to ASTM D4055 as described in equations (2) and (3). The span-to-depth ratio was kept at 4.


Scanning electron microscopy (SEM) of fracture surfaces
Scanning electron microscopy was performed to examine fracture morphology using a JEOL JCM-7000 at an operating voltage of 10 kV. Before scanning, the specimen surfaces were coated with gold by sputtering to increase conductivity and obtain high-quality SEM images.
Water absorption and ageing
The dogbone specimens were subjected to ageing in order to assess water absorption and the influence of moisture on the tensile properties of GTR/epoxy composites, ensuring that identical specimens were used across all selected variations. Ageing of the dogbone specimens was carried out by immersing them in distilled water at a temperature of 28°C. To investigate water absorption over time, the dogbone specimens were weighed daily at the same time. Water-dependent tensile properties were obtained after water absorption measurements were conducted approximately 57 days (as shown later in the results and discussion). After 57 days of ageing, the dogbone specimens were removed from immersion and tested using universal testing, as described in Subsection 2.5 Mechanical testing.
Results and discussion
SEM-EDS and FTIR of GTR
Figure 4(a) and (b) show the SEM of GTR particles and the elemental composition of untreated GTR, respectively. The shape of GTR particles was irregular, often elongated. The main elements were carbon (C), oxygen (O), and sulphur (S). The Zn element, in the form of zinc oxide, was added to the tyre rubber composition in a small amount to promote vulcanization.
29
Si element was also added to improve tyre friction.
30
While Fe was present, it may have originated from the reinforcement residue during GTR processing. (a) GTR particles as seen using SEM and (b) the EDS spectroscopy spectrum of GTR with the elemental composition.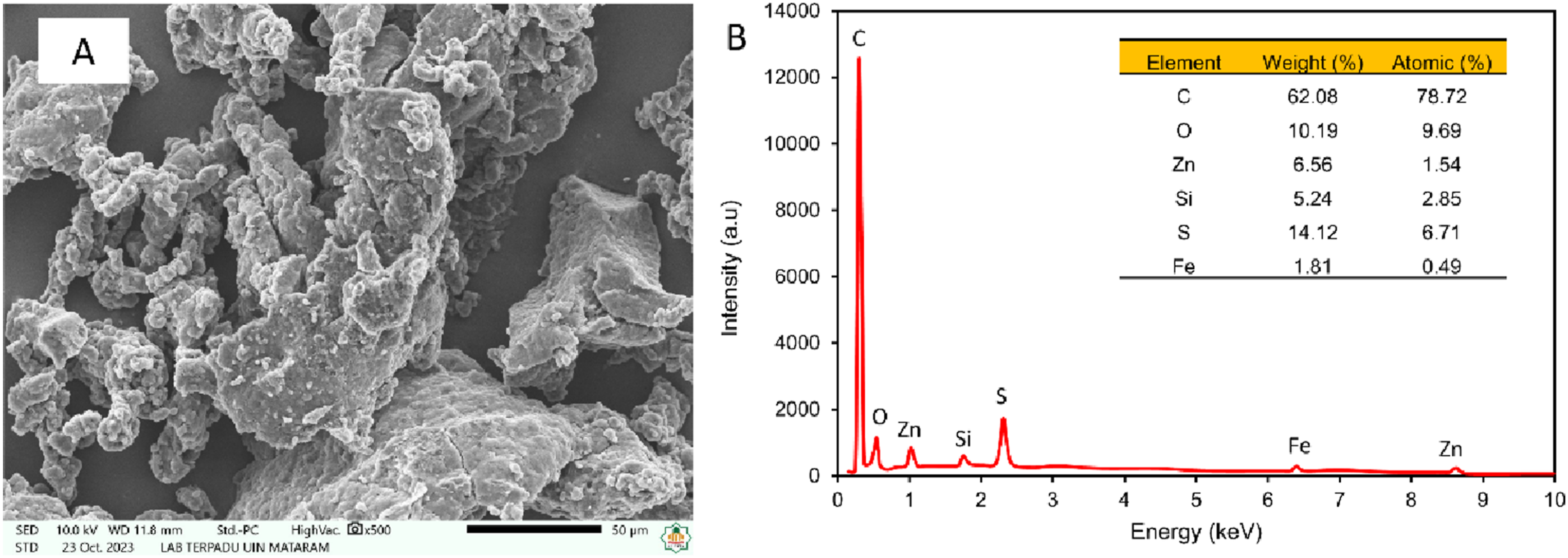
Figure 5(a) and (b) show the FTIR spectra of the untreated and microwave-treated GTR particles, respectively, ranging from 4000 to 500 cm−1. Generally, the transmittance spectra of the untreated and treated GTRs appeared similar, indicating that the main hydrocarbon backbone of GTR remained unchanging, but the main change occurred at the peak at around 504 cm−1 corresponding to the C-S and S-S bonds, as an indication of devulcanization.26,31 The peaks at 3000-2800 cm−1 are associated with C-H stretching, while the peak at 1536 cm-1 is associated with C = C stretching (aromatic ring in styrene, or conjugated double bonds in butadiene units). The peak at 2317 cm−1 is associated with CO2, which may be trapped CO2. While in the wavenumber range of 700-500 cm−1 (Figure 5(b)), the wavenumbers of 666 cm−1 and 504 cm−1 are associated with skeletal vibrations of ZnO and sulfuric bonds (C–S and S-S), respectively.
32
Moreover, the peak around 500 cm−1 also indicated the presence of inorganic fillers (e.g., silica, carbon black). Before MW treatment, the peak at 504 cm−1 was absent because the cross-linked sulfur bonds are tightly embedded in the network and not sufficiently activated to show distinct vibrational modes. After MW treatment at 630 W for 20 s, a peak at 504 cm−1 was observed, indicating that microwave irradiation induced devulcanization by breaking some sulfur cross-links and reorganizing the chemical structure. This process generated new or more accessible sulfur-containing bonds (C–S, S–S) and altered the microstructure, making these vibrational modes detectable in FTIR.32,33 Increasing the microwave treatment time to 60 and 100 s shifted the peak to 507 and 511 cm−1, respectively. Meanwhile, for a 60 s treatment time at 810W, the peak broadened and shifted to 518 cm−1. With increasing treatment time and power, there was likely partial structural degradation, leading to reduced mass, and possible revulcanization, which then shifted the peak to higher wavenumber.26,31 The FTIR spectra of untreated and MW-treated GTR (a) effect of MW power, and (b) effect of treatment time for the selected samples.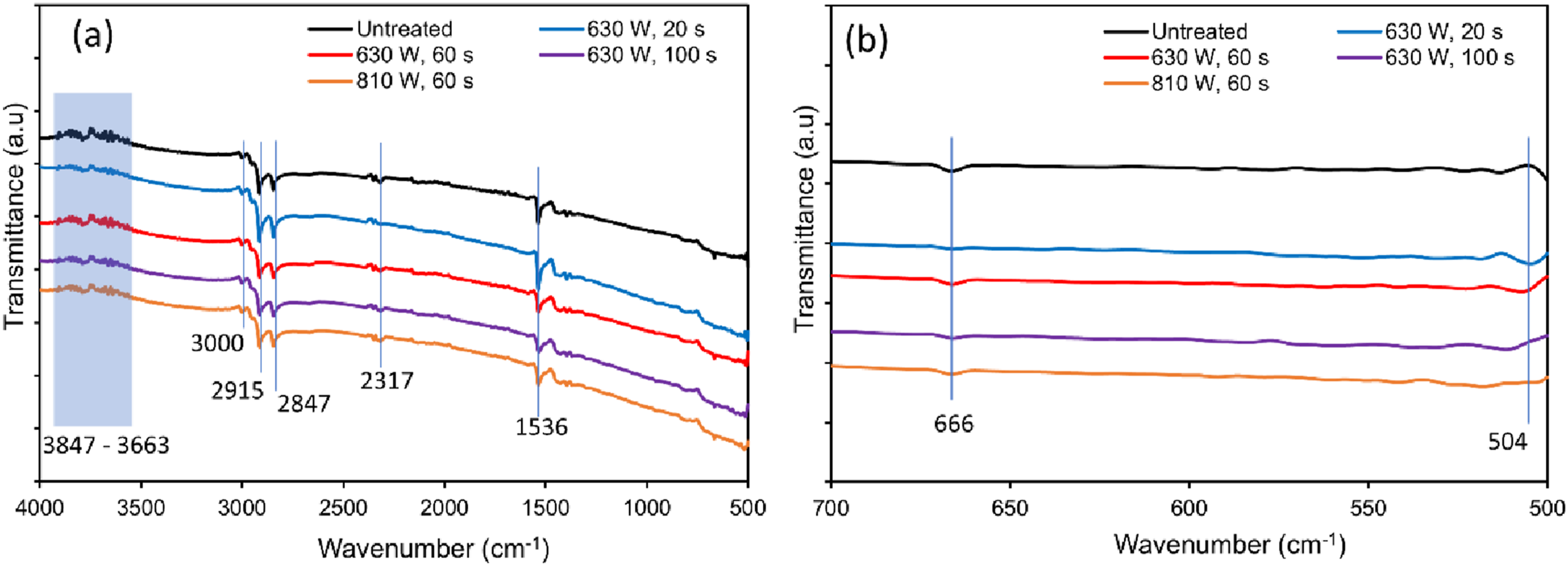
The existence of –OH bond increased the hydrophilicity,
34
then the absent of O-H bond increased the hydrophobicity. As shown in Figure 5, the 3500-3300 cm−1 region associated with the OH bond lacked peaks, indicating that the GTR was hydrophobic. This could affect the contact angle of the water drop test on the compacted GTR particles, as shown in Figure 6. The average contact angle of untreated GTR was 137.5° (Figure 6(a)), and the contact angle decreased to 130.48° (Figure 6(b)) and 134.45° (Figure 6(c)) for the 630 and 810 W-treated GTR, respectively. The contact angle of treated GTR decreased slightly compared to untreated GTR, indicating a change in surface chemistry as shown in the FTIR spectrum (see Figure 5). Contact angle of the (a) untreated GTR, and microwave-treated GTR using the power of (b) 630 W and (c) 810 W at the treatment time of 60 s.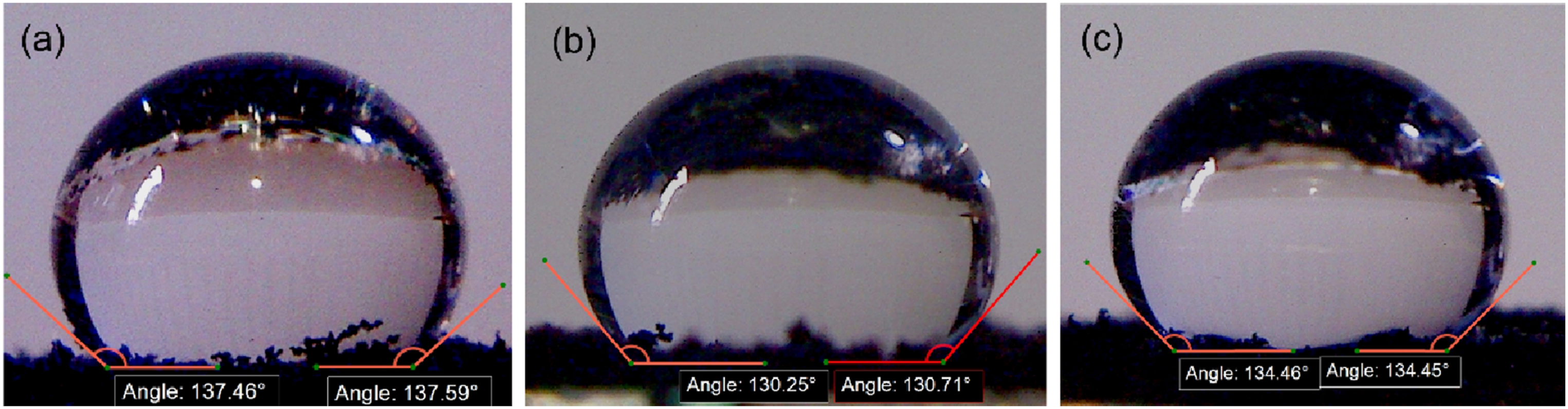
Tensile properties
Figure 7(a) shows the stress-strain curves of selected samples of neat epoxy and GTR-field epoxy at different treatments. It was observed that the curves were mostly dominated by a non-linear curve showing plastic deformation of the samples. As seen in Figure 7(b), adding 10% GTR decreased the epoxy’s tensile strength because GTR has lower tensile strength than the epoxy. Untreated GTR reduced the epoxy tensile strength by about 24% compared to neat epoxy. Zhang et al.
5
reported a decrease of about 8% on the 10wt% CTBN-filled epoxy, while Saglam et al.
35
reported a decrease of 58% for the 10wt% untreated GTR/epoxy and 35% for the silane-treated GTR/epoxy compared to the neat epoxy. At a MW power of 630 W, MW-treated GTR improved the tensile strength of GTR-filled epoxy by 11–15%, compared with the untreated GTR, depending on the treatment time. The enhancement was due to the improved interfacial strength of the treated GTR/epoxy, as later shown by the fracture surface morphology. The treatment time to achieve the best improvement was 40 s or more, whereas at 20 s, the tensile strength was about the same as that of the untreated GTR. Compared with the 630 W-treated GTR, the 810 W-treated GTR showed a slightly lower epoxy tensile strength. Given the higher energy MW (810 W) supplied, the decrease in tensile strength is likely due to GTR thermal degradation, as reported by Colom et al.
31
and Aoudia et al.
26
Showing (a) stress-strain curves, (b) tensile strength, (c) elastic modulus, and (d) strain at break of neat and GTR-filled epoxies.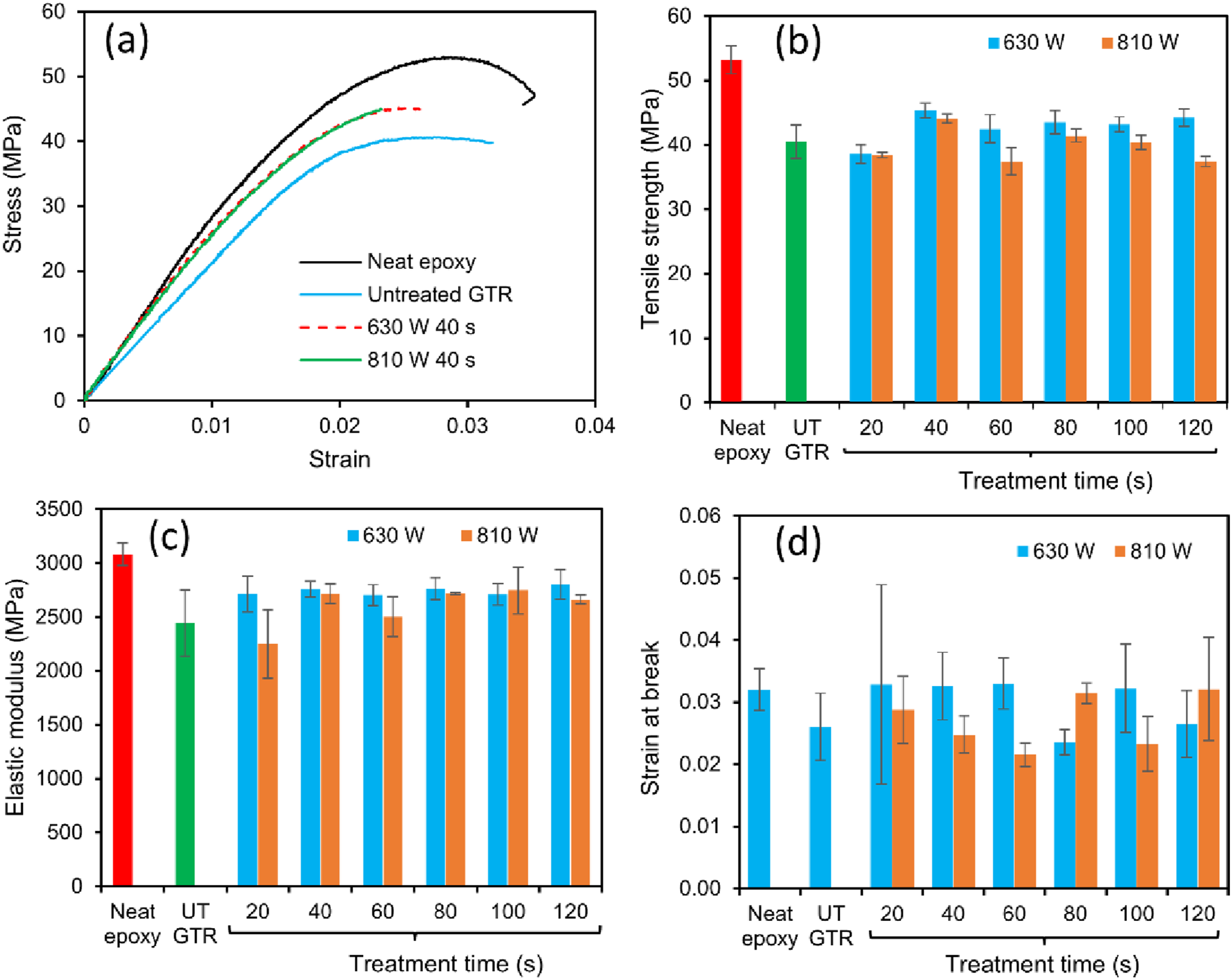
The trend slope of the stress-strain curves, as shown in Figure 7(a), indicates the trend of the elastic modulus. As seen in Figure 7(c), the neat epoxy had the highest elastic modulus due to a higher cross-link density in the absence of GTR.5,36 After adding 10 wt% GTR, the elastic modulus decreased as expected due to a decrease in cross-link density, and as tyre rubber has a lower elastic modulus than epoxy. 5 However, the decrease varied by treatment type. For epoxy filled with the untreated GTR, the average elastic modulus decreased about 19% compared to that of neat epoxy. For epoxy filled with the treated GTR, the elastic modulus decreased by 9–12% and 11–27% for 630 W and 810 W, respectively, compared to that of neat epoxy. However, compared with untreated GTR, treating GTR with MW at 630 W increased the elastic modulus by 12–15%, depending on the treatment time of 20–120 s. Increasing the MW power from 630 to 810 W at the same treatment time tended to decrease the elastic modulus of MW-treated GTR/epoxy slightly. Based on the published papers,37,38 higher-energy MW induced decomposition and decreased cross-link density. Decreasing cross-linking may promote molecular chain alignment, thereby increasing crystallinity. However, in this case, we assume that the increase in the elastic modulus of the MW-treated GTR/epoxy composite relative to the untreated GTR/epoxy composite is mainly due to improved interaction between the treated GTR and epoxy, thereby enhancing stress transfer between the GTR and epoxy. The reduction in elastic modulus of the 810 W-treated GTR/epoxy composite compared to the 630 W-treated GTR/epoxy composite was likely due to GTR decomposition, which produced more free radicals that then promoted revulcanization. 26
Adding a soft inclusion to the epoxy matrix usually increases the strain at break; however, as shown in Figure 7(d), the strain at break appears unaffected. From a statistical point of view, using analysis of variance (ANOVA) at a significance level of 0.05, the effects of MW power and treatment time on the tensile strength and elastic modulus were significant, but not for strain at break.
Figure 8 shows the SEM images of tensile fracture surfaces selected for untreated GTR, and the MW-treated GTR at the powers of 630 and 810 W with a treatment time of 40 s. For the neat epoxy (Figure 8(a)), the image was captured using a light-transmission optical microscope. It was observed that the fracture surface of neat epoxy was smooth, with river patterns, and consisted of mirror, mist, and hackle regions. This feature is characteristic of brittle fracture.
28
The mirror regions occur near the crack source, where the surface is smooth, and the crack propagates slowly. The striations were observed to originate from the crack initiation (source). After the mirror regions, the fracture surfaces become rougher, and the transition from smooth to rough is a mist region. This region is usually narrow. After the mist region, the crack propagation is the fastest, leading to failure. This region is called a hackle region. For the untreated GTR/epoxy composite (Figure 8(b)), the fracture surfaces seemed rougher than the neat epoxy. The GTR particles appeared to cause crack pinning, in which the crack front bent upon encountering a line of GTR particles. This created a tail behind the particle due to the small ridges that form there.
39
As seen in Figure 8(b) (insert), the GTR particles were not well bonded, as indicated by a void around the particles. This resulted in poor stress transfer, leading to a lowering of the tensile strength and elastic modulus of the composites. For the MW-treated GTR, the fracture surfaces seemed to be similar to those of the untreated GTR/epoxy composites (Figure 8(c) and (d)). Crack pinning was observed, and the GTR particles bonded more strongly to the epoxy matrix than the untreated GTR. This led to improved stress transfer, enhancing the tensile strength and elastic modulus (see Figure 7(b) and (c)). The microwave radiation could break the C-S bond (devulcanization), introducing a new functional group for better interaction with the epoxy matrix.
24
Micrographs of fracture surfaces of tensile specimens (a) neat epoxy (taken using transmission optical microscopy), and epoxy filled with (b) untreated GTR, (c) 630 W-treated GTR, (d) 810 W-treated GTR at the treatment time of 40 s. Images b-d were taken using SEM.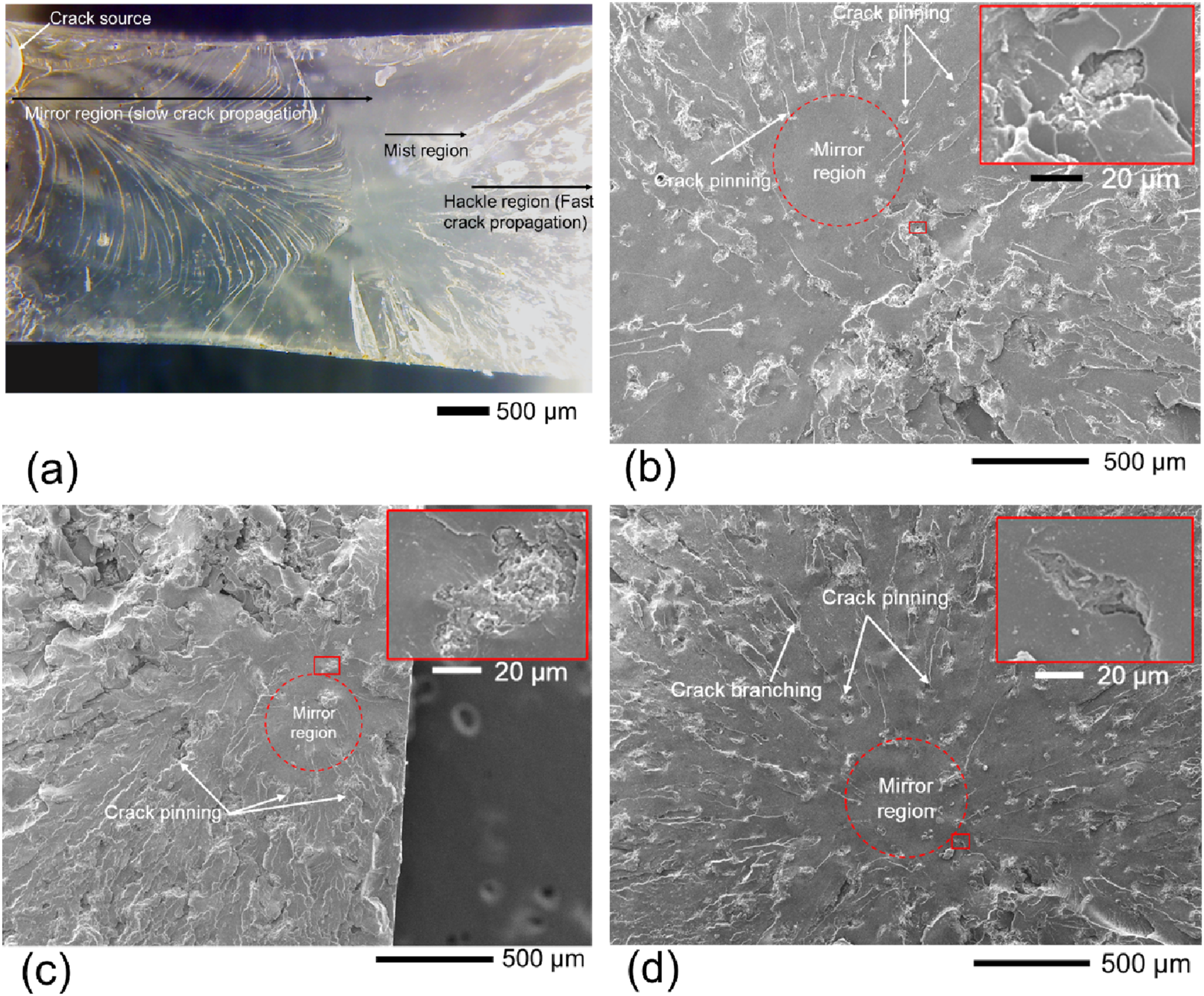
Fracture toughness
Figure 9 shows the fracture toughness of GTR/epoxy composites. Neat epoxy and untreated GTR/epoxy composites were shown as a comparison. As seen in Figure 9(a), the load-displacement curves showed linear-elastic behaviour. During initial loading, the curves showed nonlinearity due to the uneven contour at the top of the specimens. As shown in Figure 9(b), the fracture toughness of neat epoxy was the lowest at about 0.8 MPa.m1/2, consistent with other researchers’ work on the same epoxy type.
28
Adding 10wt% of untreated GTR into epoxy significantly increased the fracture toughness of epoxy to 1.37 MPa.m1/2 or increased by about 70% compared to that of neat epoxy. MW-treated GTR also improved fracture toughness, but the increase was lower than that of untreated GTR, ranging from 18% to 27% depending on the treatment power and time. In contrast to the elastic modulus and tensile strength, the fracture toughness of MW-treated GTR was lower than that of untreated GTR/epoxy composites. Good stress transfer is widely recognized as a key factor in enhancing tensile strength and elastic modulus. However, fracture toughness depends on the energy absorbed during crack propagation, which occurs through mechanisms such as debonding, particle pull-out, and plastic deformation of the matrix. As discussed in the following section on fracture surface morphologies, untreated GTR showed void formation and particle pull-out, both of which dissipated significant energy and thereby increased fracture toughness. In contrast, treated GTR particles were firmly bonded to the matrix, enabling efficient stress transfer and leading to improved tensile properties. Showing (a) load-displacement curves, (b) fracture toughness of neat dan GTR-filled epoxies.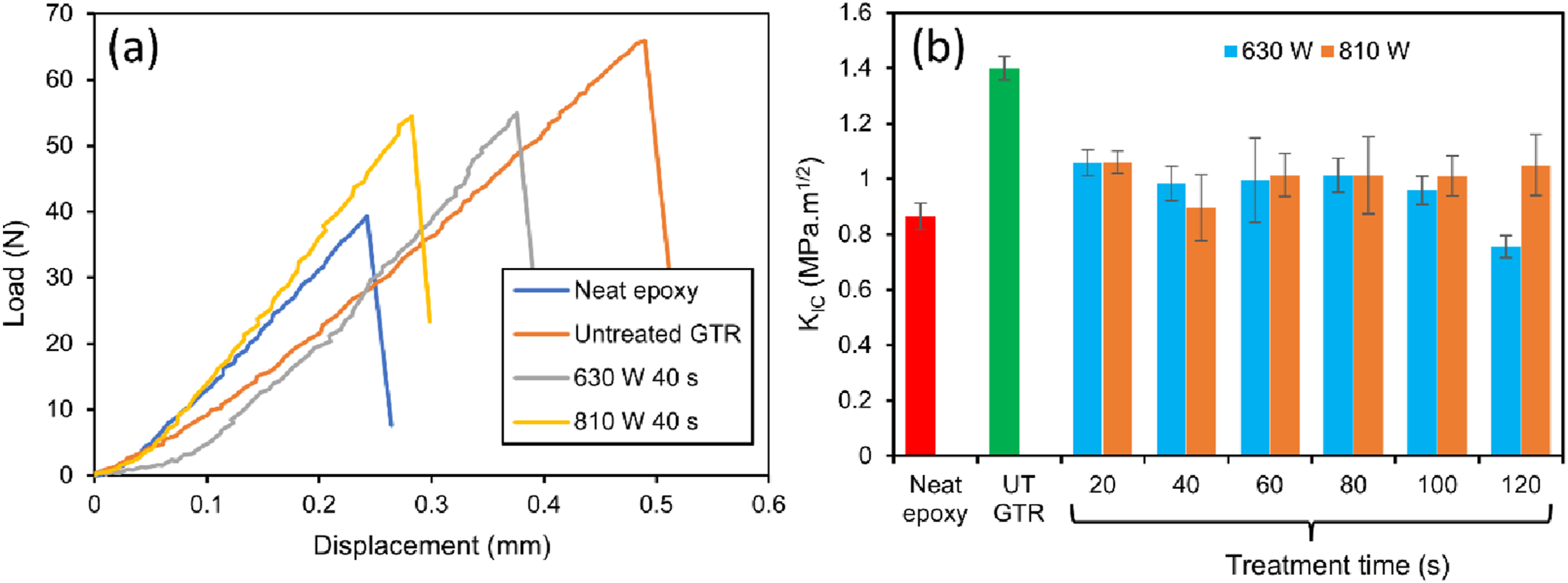
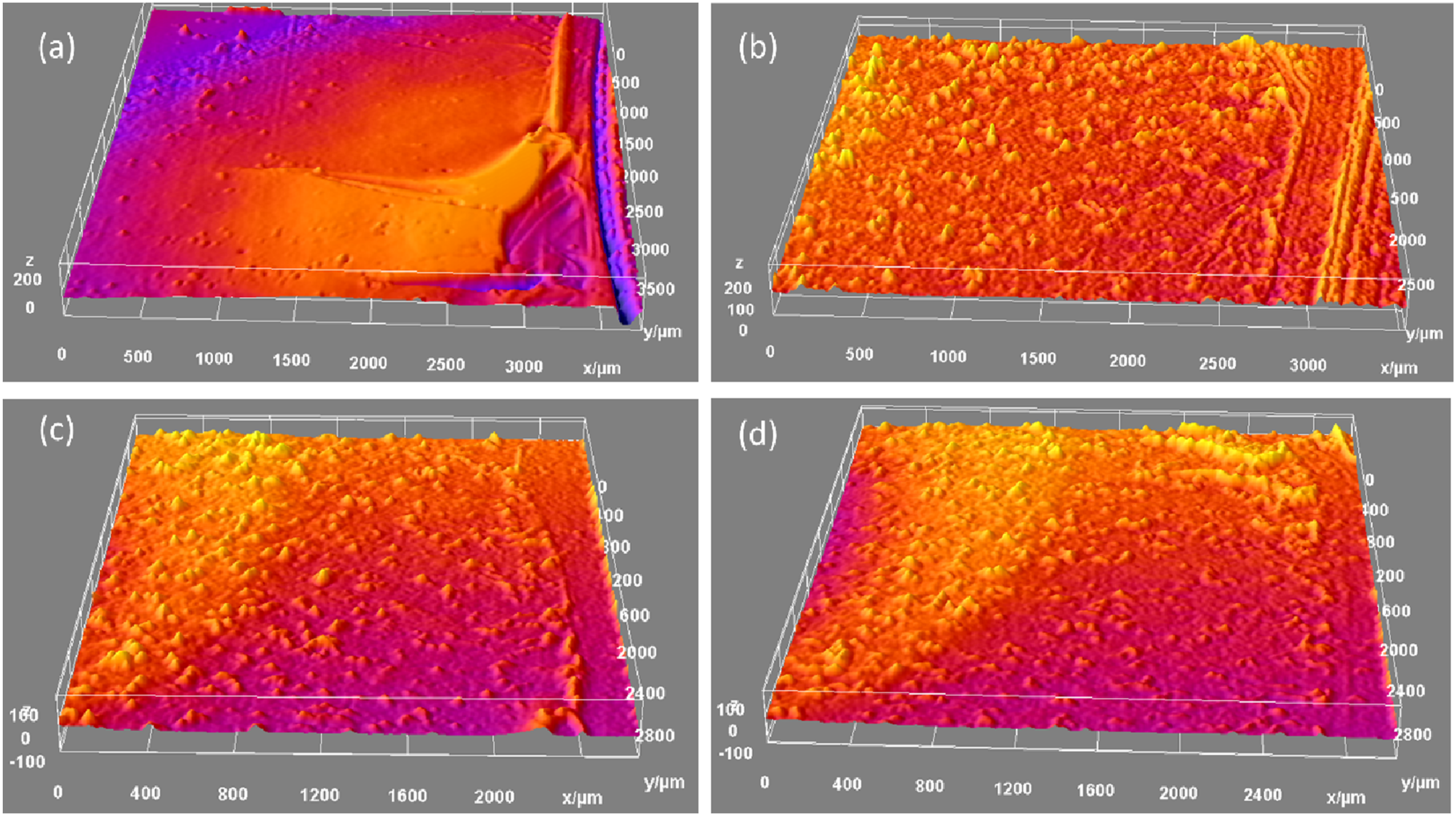
Figure 10 shows the micrographs of the fracture surfaces of SENB specimens for the selected specimens, while Figure 11 shows the 3D plot of the fracture surfaces obtained as shown in Figure 10, generated using ImageJ. For neat epoxy (Figures 10(a) and 11(a)), the fracture surfaces were smooth, indicating that the material was brittle and had low fracture toughness.
40
Adding 10% tyre rubber to epoxy altered the fracture mechanism. The particle distribution appears to be relatively good for all treatment variations. As seen in Figures 10(b) and 11(b), the surfaces become rougher than neat epoxy fracture surfaces. The rubber particles acted as pins that bowed the crack front, leaving the tail behind them
39
and all GTR-filled epoxy fracture surfaces showed these features. While Figures 10(c) and (d) and 11(c) and (d) indicate fracture surfaces of 10% 630 MW- and 810 W-treated GTR-filled epoxies, respectively. The fracture surfaces of both appeared similar, suggesting similar fracture toughness. The tails behind the GTR particles seemed shorter than those of untreated GTR/epoxy composites. It was reported that the main fracture mechanisms for rubber-modified epoxy were debonding or cavitation and localized shear banding, which provided remarkable fracture toughness enhancement, while crack deflection and crack pinning were secondary mechanisms that contributed to moderate fracture toughness improvement.
41
However, in this study, crack deflection and crack pinning toughening mechanisms become prominent. Those fracture mechanisms were also reported by other researchers.15,35 For the untreated GTR, the SEM images in Figure 10(b) (insert) reveal void formation around the GTR particles, signifying debonding, along with partial particle pull-out. These mechanisms, debonding and GTR pull-out, contributed to greater energy dissipation, thereby enhancing the untreated GTR/epoxy composite fracture toughness. The combination of crack pinning, debonding, matrix deformation, and particle pullout enhanced the fracture toughness of untreated GTR/epoxy. While for the treated GTR/epoxy, the GTR particles were well bonded, and the fracture mechanism was mainly crack pinning. This explained why the untreated GTR/epoxy fracture toughness was higher than the treated GTR/epoxy. The same cases were reported by Kaynak et al.
42
Some researchers reported that crack bridging, debonding, and particle pullout increased energy dissipation during fracture, enhancing fracture toughness.
43
Bagheri et al.
44
compared and hybridized treated recycled rubber and liquid rubber (CTBN) and found that the toughening mechanism for recycled rubber was crack deflection and micro-cracking, while CTBN promoted particle cavitation and matrix shear yielding, resulting in fracture toughness improvement of 20% and 200% for recycled rubber and CTBN, respectively. SEM micrographs of fracture surfaces of SENB specimens (a) neat epoxy, and epoxy filled with (b) untreated GTR, (c) 630 W-treated GTR, (d) 810 W-treated GTR, at the treatment time of 40 s. Three-dimensional (3D) fracture surface plots of SENB specimens (a) neat epoxy, (b) untreated GTR/epoxy, (c) 630 W-, and (d) 810 W-treated GTR/epoxy composites generated by ImageJ.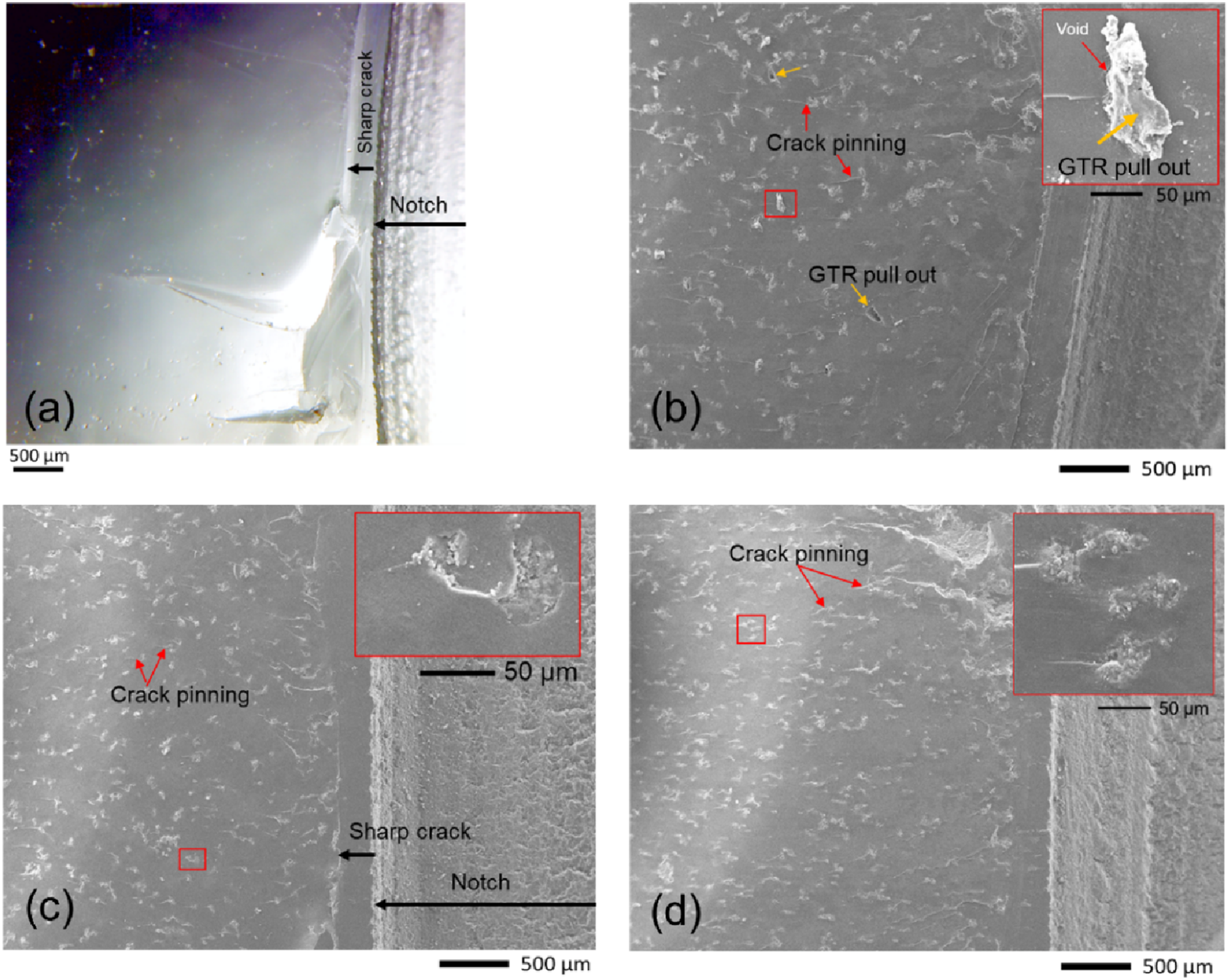
Water absorption and ageing
Water absorption was carried out on the selected specimens: neat epoxy, untreated GTR-filled epoxy (UT GTR), and epoxy filled with GTR treated at 630 W and 810 W for a treatment time of 60 s. Figure 12 shows the water absorption curve of rubber/epoxy particle composites for the selected specimens. At this stage of ageing, the water absorption had not reached saturation, but was close to it. The tensile testing for aged specimens was carried out once the water content approached saturation, as previous studies28,45 have shown that tensile properties at near-saturation are essentially comparable to those measured under full saturation conditions. At the ageing temperature of 50°C, the saturation level was reported to be around 2.33%,
28
but the saturation level of epoxy aged at room temperature might be lower than that aged at 50°C. It can be seen that neat epoxy resin absorbed about 1.31% water. Adding the GTR decreased the absorbed water in the GTR-filled epoxy. Among GTR/epoxy, the untreated GTR/epoxy had the highest water absorption, followed by 810W-and 630W-treated GTR/epoxies. The water absorption of untreated GTR, 810W- and 630 W-treated GTR/epoxies was lower by about 11.6%, 22.5%, and 24.5%, respectively, than that of the neat epoxy. These results indicated that adding a hydrophobic second phase (GTR) to the epoxy reduced water absorption by increasing the tortuosity of water penetration. The treatment of GTR particles with microwaves influenced particle surface condition (reducing hydrophobicity) and increased particle/epoxy adhesion, thereby inhibiting water penetration into the composite. It is worth noting that the epoxy used here was less hydrophilic (tending to hydrophobic), as noted in the Methods section. Treatment of GTR particles at 630 W for 60 s yielded better results than at 810 W, consistent with the FTIR results, contact angles and the composite’s mechanical properties. The GTR treated at 630 W exhibited a greater decrease in water absorption because its stronger bonding with the epoxy matrix restricted water from penetrating the GTR/epoxy interface. Water absorption of the selected sample of GTR-filled epoxies.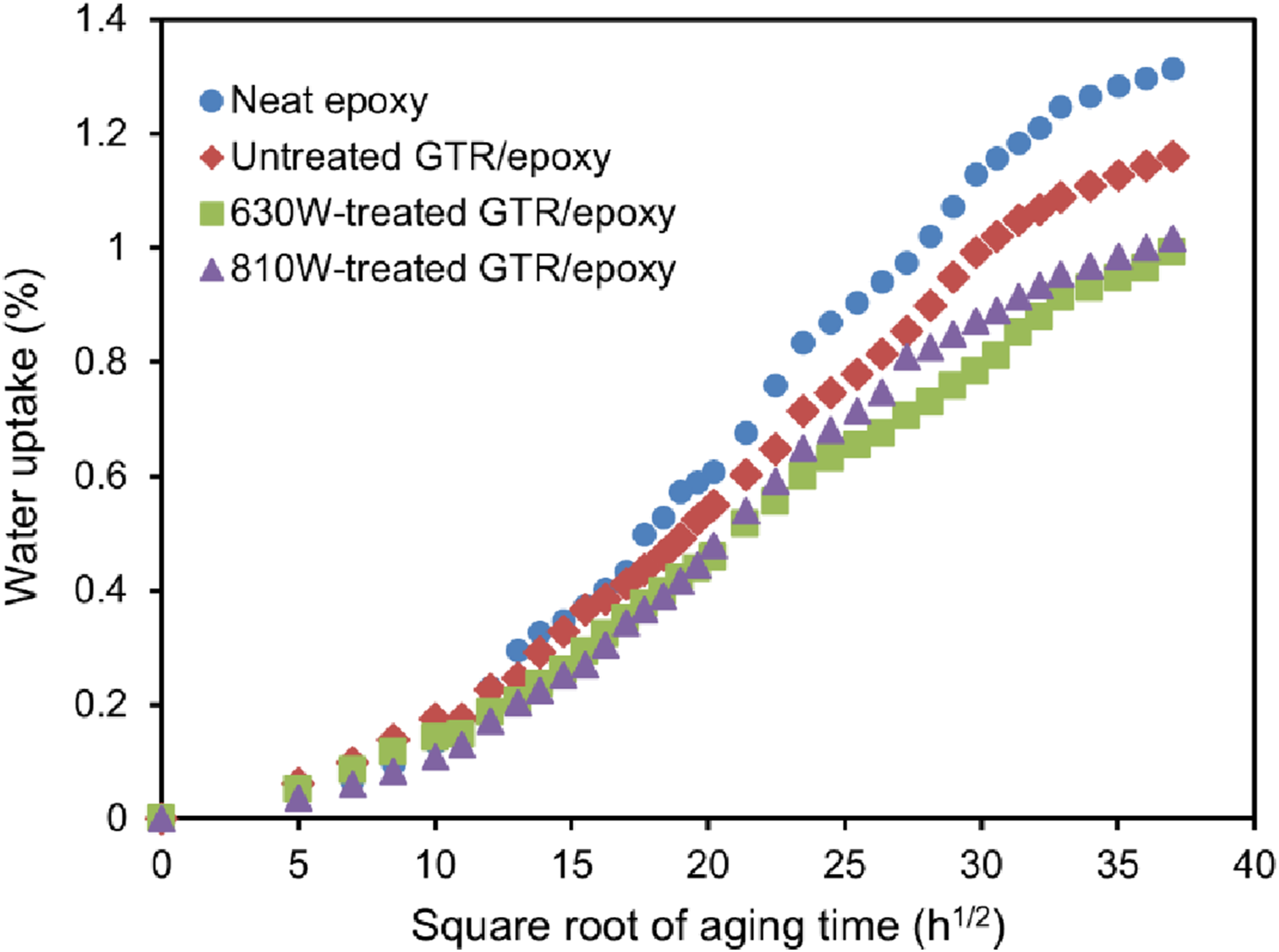
After ageing in distilled water at room temperature for 57 days, the specimens were tested, and the results are shown in Figure 13. It can be seen that the tensile strength and elastic modulus of the aged specimens decreased compared to those of the unaged specimens. Compared to the unaged specimens, the decrease in tensile strength of neat epoxy, untreated GTR, 630 W- and 810 W-treated GTRs was 25, 13, 19, and 15%, respectively. Meanwhile, compared with the unaged specimens, the elastic modulus of aged samples decreased by about 26, 13, 22, and 25% for neat epoxy, untreated GTR, and treated GTR at 630 W and 810 W, respectively. Although the tensile strength and elastic modulus of aged samples were lower than those of the neat epoxy, the degradation data above indicated that adding GTR improved the epoxy’s water-resistance stability, relative to neat epoxy. The stability of the epoxy’s water-resistance is reflected in the lower property values of aged samples compared to unaged ones. As illustrated in Figure 13, the decline in tensile strength and elastic modulus for aged GTR-filled epoxies (both untreated and treated) is less pronounced than that observed in neat epoxy. From a statistical perspective (ANOVA at the 5% significance level), the elastic modulus of aged samples did not differ across GTR treatment methods. The highest degradation of neat epoxy was observed at the highest water content, as seen in Figure 12. The absorbed water degraded the epoxy by plasticizing it and caused GTR debonding (indicated by visible voids in Figure 13(c)), thereby lowering the tensile strength and elastic modulus of the epoxy systems.
22
Showing (a) comparison of tensile strength, (b) elastic modulus of unaged and aged selected samples of GTR-filled epoxies, and (c) SEM morphologies of the aged untreated GTR-filled epoxy.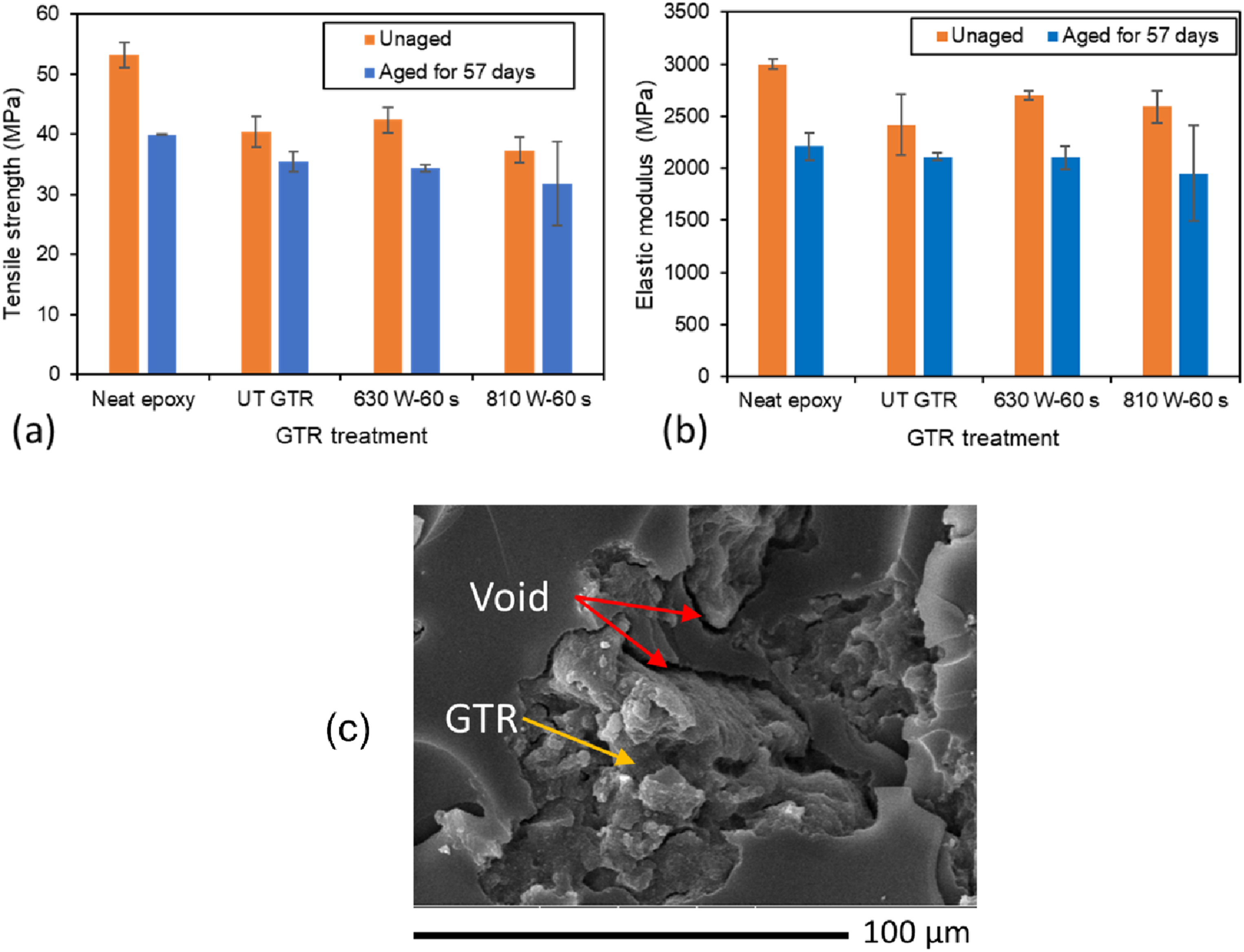
Conclusions
An investigation into the influence of microwave power and treatment time on the tensile and fracture properties, as well as the water absorption, of GTR/epoxy composites has been conducted. The key important findings are summarized below: (a) Microwave treatment of GTR particles followed by FTIR analysis revealed no alteration in the primary molecular structure of the rubber, though modifications in the cross-linking of C–S bonds were evident. (b) Mechanical testing demonstrated that incorporating untreated or microwave-treated GTR particles into epoxy reduced tensile strength and elastic modulus compared with neat epoxy. However, microwave treatment at 630 W and 810 W improved these properties relative to untreated GTR-filled epoxy. (c) Fracture toughness was consistently enhanced by the addition of GTR particles, regardless of treatment, when compared to neat epoxy. Yet, epoxy composites containing microwave-treated rubber at 630 W and 810 W exhibited lower fracture toughness than those with untreated particles. Examination of fracture surfaces showed that neat epoxy failed in a brittle manner, while GTR-filled systems displayed increased surface roughness. The toughening mechanism in microwave-treated composites was primarily crack pinning, whereas debonding and particle pullout contributed more significantly to toughness in untreated systems. (d) Water absorption measurements showed that incorporating GTR particles reduced moisture uptake in epoxy composites. Among the treated samples, microwave exposure at 630 W produced the most pronounced reduction, surpassing both untreated and 810 W-treated counterparts. This improvement is attributed to enhanced interfacial adhesion between the microwave-treated GTR and the epoxy matrix.
Footnotes
Author contributions
S.S. wrote the main manuscript text, prepared the figures, formulated the microwave treatment and the epoxy resin systems, analyzed spectroscopy and morphological data, and acquired funding. A.I.G. and I.J. performed specimen preparation and mechanical testing. P.D.S. supervised the research activities related to project administration and funding acquisition. Y.P.A. and H.A. performed the statistical analysis, the gravimetric and mechanical testing. All the authors revised the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to express their sincere gratitude to the University of Mataram for providing the funds under contract number 2588/UN18.L1/PP/2023, as well as the laboratory facilities and technical support required for this research.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.