
Abstract
Crude oil spills remain a persistent environmental challenge, creating long-term ecological and economic damage, highlighting the need for efficient, biodegradable absorbent materials. Conventional polypropylene (PP) sorbents are widely used for spill cleanup but generate secondary environmental concerns because of their non-biodegradable nature. Poly(lactic acid) (PLA), a renewable and biodegradable thermoplastic, offers a sustainable alternative; however, its inherent oil sorption capacity is limited. In this study, PLA melt-blown nonwoven sorbents were enhanced using calcium carbonate nanoparticles (CCN) to improve porous structure, wettability, and oil uptake performance. PLA/CCN composites containing 3–10 phr CCN were fabricated through a scalable melt-blown process. Low CCN concentrations (3–5 phr) enabled uniform nanoparticle dispersion and the development of mesoporous structures (average pore width ∼3.8 nm), resulting in increased surface area and improved oil uptake. The PLA/CCN composite containing 10 phr CCN exhibited the highest absorption capacity (16 g/g), surpassing commercial PP sorbents in oil uptake capacity. However, excessive filler loading also promoted particle agglomeration and reduced structural uniformity. Mechanical testing showed that moderate nanoparticle loading improved stiffness, whereas higher loading decreased ductility. Thermal analyses confirmed increased crystallinity and enhanced stability with CCN addition. Adsorption behavior followed the Freundlich isotherm (R2= 0.98), indicating a heterogeneous, multilayer sorption mechanism, whereas overall oil uptake is governed primarily by capillary retention within the fibrous network, with secondary surface adsorption contributions. Overall, PLA/CCN composites demonstrate strong potential as sustainable, high-performance sorbents for oil spill remediation and provide a viable pathway for designing advanced biodegradable nanocomposites for environmental applications.
Keywords
1. Introduction
Oil spills pose a serious and persistent threat to aquatic ecosystems, resulting in long-term environmental degradation and substantial economic losses. The 2019 oil spill along the Brazilian coastline, estimated at approximately 5,000 tons, highlighted the continuing global vulnerability to petroleum contamination events. 1 Globally, crude oil production reaches approximately 79.60 million barrels per day, with nearly 3.98 million barrels lost annually due to spills. Of this loss, around 1.5 million barrels originate from onshore incidents, while additional leakage commonly occurs during transportation and post-refining operations.2,3
A variety of treatment strategies, including dispersants, hardening agents, in-situ burning, and mechanical skimmers, have been deployed to mitigate the impact of oil spills. Despite these efforts, treatment costs can reach up to USD 2,730 per barrel. Among available techniques, adsorption remains the most economical and environmentally benign option, although its efficiency is often hindered by high material cost, limited adsorption capacity, inadequate oil–water separation, and secondary pollution. 4 These limitations highlight the urgent need for simple, sustainable, and renewable approaches to oil spill remediation. 5 For genuine environmental compatibility, sorbent materials must be reusable, buoyant, biodegradable, easy to recover, and sufficiently durable under aquatic conditions. 6
Conventional technologies struggle to simultaneously meet the combined requirements of economic feasibility, environmental sustainability, and high absorption performance. In recent years, polymer micro- and nanofiber mats have emerged as promising oil sorbents due to their high porosity, large specific surface area, rapid uptake kinetics, and selective affinity for oil in oil–water mixtures, driven largely by their tailored surface wettability. 7 Small pores in sorbents made from fibrous webs help liquids enter the sorbent materials and retain them after sorption. 8
The melt-blown process has attracted attention for its ability to fabricate micro- and nanofibrous fabrics at industrial scale with high production efficiency, low environmental burden, and operational simplicity. 9 Hydrophobic polypropylene (PP) micro-/nanofibrous mats produced via melt-blowing exhibit strong oil–water separation performance, and PP/TiO2 composites demonstrate similar stability.
PP-based absorbents, typically manufactured as webs, fabrics, sheets, and pads, are widely used due to their reusability and ease of deployment in both open-water and confined environments. Effective sorbent materials must enable simple and reliable removal and recovery of spilled oil. 10 Melt-blown PP webs remain popular owing to their low cost, recyclability, mechanical integrity, and inherent oleophilicity. 11 The oil absorption and recovery performance of such materials depends strongly on fiber network characteristics, including porosity, aggregation, surface topography, twist, crimp, and fineness. 12
Nevertheless, conventional PP is petroleum-derived and requires centuries to degrade, leading to potential secondary pollution. 13 Poly(lactic acid) (PLA), a biodegradable polymer synthesized from renewable resources such as corn, offers a more sustainable alternative. 14 PLA represents a compelling biodegradable alternative because of its biocompatibility, favorable mechanical behavior, and good permeability. PLA-based oil sorbents, such as polylactic-acid/Calotropis gigantea composite foams, have been shown to remove oily wastewater efficiently, reducing treatment costs by more than 80% while offering improved environmental safety. 15 Reduced graphene oxide (rGO), a mechanically robust and high-surface-area material with intrinsic oleophilicity, has been incorporated into PLA to enhance hydrophobicity and strengthen performance in oil–water separation applications. 16 Recent work has demonstrated that simple and environmentally friendly processing routes can produce superhydrophobic PLA materials with honeycomb-like structures that achieve excellent separation efficiency while retaining biodegradability. 17
Despite its advantages, PLA suffers from inherent limitations such as low toughness, moderate hydrophobicity, and relatively slow degradation rates, which restrict its utility in high-performance oil spill remediation. The incorporation of nanoparticles, particularly calcium carbonate (CaCO3), has emerged as an effective strategy to overcome these drawbacks. CaCO3, one of the Earth’s most abundant minerals, has long been employed as a filler in polymer composites. 18 Surface modification techniques, such as ultrasound-assisted titanate and silane treatments, have improved the dispersion and stability of CaCO3 particles in organic matrices. 19 Nanosized CaCO3 has gained increasing interest due to its tunable properties, low cost, and suitability for diverse applications. Controlled precipitation approaches, including high-gravity reactive precipitation, have enabled the production of nanoscale CaCO3 with narrow size distributions. 20 It is anticipated that CaCO3 will enhance the mechanical and thermal properties of PLA while increasing its oil sorption capacity, thereby improving its overall suitability for oil spill recovery.
This study introduces a melt-blown PLA/calcium carbonate nanoparticle (PLA/CCN) composite designed to improve oil spill recovery efficiency. Incorporating CCN into the PLA matrix increases the available surface area for oil uptake while preserving the material’s biodegradability. The resulting composite exhibits enhanced reusability over multiple absorption cycles. Comprehensive characterization was performed to elucidate the thermal stability, morphology, mechanical, and chemical properties of the nanocomposites. Furthermore, adsorption behavior was examined using isothermal modeling, demonstrating the strong potential of PLA/CCN nanocomposites as sustainable, efficient materials for advanced oil spill remediation.
While PLA/CaCO3 composites have been reported previously for packaging, mechanical reinforcement, and foaming applications,21–24 the present work differs in several important aspects. First, to the best of our knowledge, this is the first study to fabricate PLA/CaCO3 nanoparticle oil sorbents using a melt-blown process, which is an industrially scalable, solvent-free, continuous manufacturing route. Second, the work focuses specifically on optimizing nanoparticle loading within fibrous porous structures for oil sorption performance rather than conventional bulk composite properties. Third, the developed biodegradable sorbents were directly benchmarked against commercial polypropylene melt-blown sorbents under comparable conditions.
2. Materials and methods
2.1. Materials
Ingeo™ 3251D PLA resin (NatureWorks LLC, Thailand), with an MFI of 24 g/10 min at 180 °C under a 2.16 kg load, was used. Calcium carbonate nanoparticles (CCN) were synthesized via a precipitation method, as described in our patent application No. 1201001182, resulting in particle sizes ranging from 30 to 70 nm. The crude oil used in this study was paraffinic, with a density of 0.80 – 0.85 g/mL and a sulfur content ranging from 0.05% to 1.5%. A commercial 3M petroleum sorbent pad (HP-255, 17 × 19 inches, 2.49 L per piece) was employed as a reference material, with only the melt-blown layer selected for comparative analysis.
2.2. Nanocomposite preparation
CCN and PLA pellets were dried in a hot-air oven at 70 °C for 48 hours to remove residual moisture prior to compounding. Prior to compounding, the dried materials were dry-mixed using a shaker at 500 rpm for 1 minute, followed by 800 rpm for 2 minutes to ensure uniform pre-mixing. The pre-mixed materials were then compounded using a twin-screw extruder with a screw length-to-diameter (L/D) ratio of 36, with CCNs incorporated into PLA at concentrations of 20, 30, and 40 phr. The twin-screw extruder was equipped with nine heating zones, with the barrel temperature profile set to 110/145/155/175/185/185/185/185/185 °C from hopper to die, respectively. The screw speed was maintained at 200 rpm throughout the extrusion process. The extrudate was cooled in a water bath approximately 1 meter in length, and subsequently pelletized.
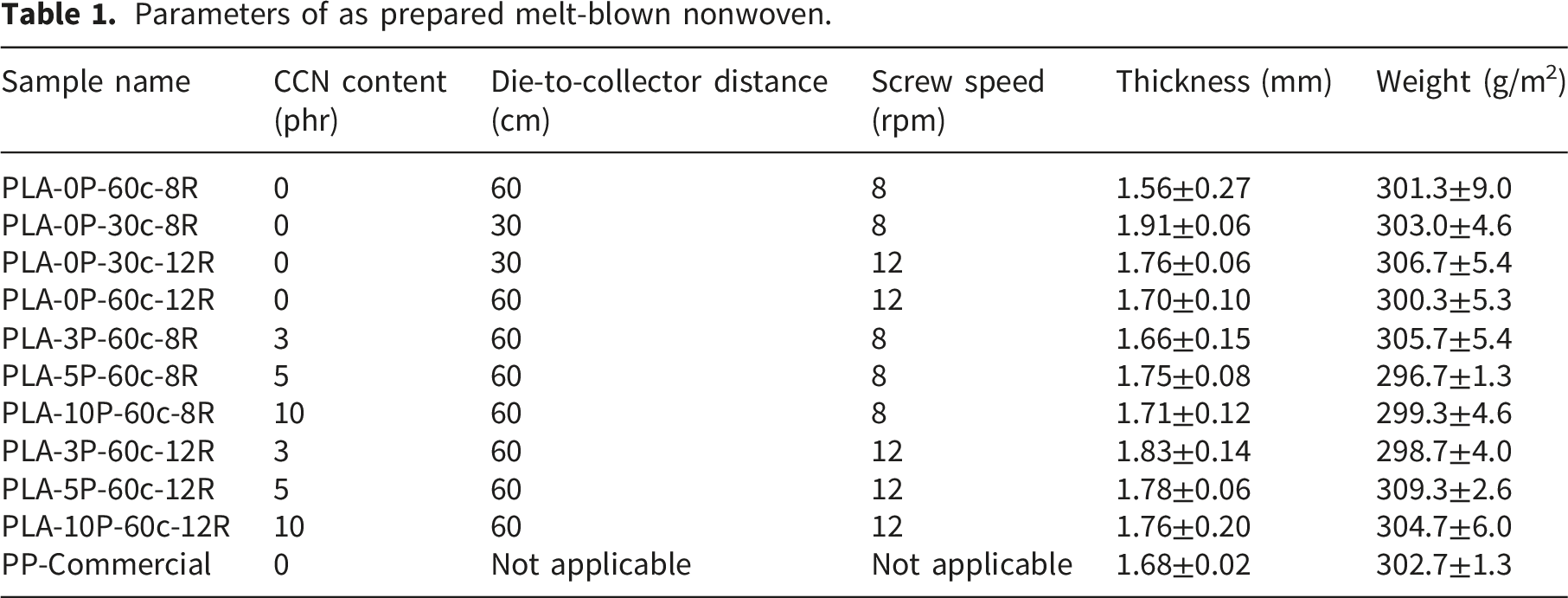
2.3. Preparation of PLA melt-blown nonwovens
Parameters of as prepared melt-blown nonwoven.
2.4. Characterizations
2.4.1. Masterbatch analysis
The thermal properties of the PLA/CCN nanocomposite masterbatches were characterized using differential scanning calorimetry (DSC, Mettler Toledo DSC 3+, Columbus, Ohio, USA) and thermogravimetric analysis (TGA, Mettler Toledo TGA2, Columbus, Ohio, USA). DSC measurements were carried out by heating the samples from 25 °C to 200 °C at a rate of 5 °C/min, followed by cooling at 2 °C/min. TGA analysis was performed from 30 °C to 600 °C under nitrogen and from 600 °C to 800 °C under oxygen at a heating rate of 20 °C/min.
The melt flow rate (MFR) of the PLA/CCN masterbatches was determined using a melt index tester (FBS-400C) and a Zwick/Roell Mflow instrument (2022 model, Ulm, Germany). The particle size distribution of CCN was measured via Dynamic Light Scattering (DLS) using a Malvern Zetasizer Nano S (Malvern Instruments Ltd., UK).
2.4.2. Melt-blown web analysis
Tensile properties were evaluated using an Instron 5943 universal testing machine (Mitutoyo Corp., USA) in accordance with ISO 9073-18. Rectangular specimens (50 × 300 mm) were tested in both the transverse direction (TD, n = 10) and machine direction (MD, n = 8) using a 200 mm gauge length and 100 mm/min crosshead speed. Sample thickness was measured with an ID C112EXBS fabric thickness gauge (Mitutoyo Corp., Japan).
The dispersion of CCN within the PLA matrix was examined by transmission electron microscopy (TEM, JEOL JEM-1400). Ultrathin sections (∼100 nm) were prepared using a Leica EM FCS ultramicrotome and observed at an accelerating voltage of 200 keV. Functional groups were identified using Fourier Transform Infrared Spectroscopy (FTIR, PerkinElmer Model 2000). Fiber diameter was determined using an Environmental Scanning Electron Microscope (HITACHI S-3400N), and elemental composition was analyzed through energy-dispersive X-ray spectroscopy (EDX). Samples were sputter-coated using a Quorum Q150RS sputter coater at 15 kV for 60 s prior to imaging on a Thermo Scientific Quattro S SEM.
Hydrophobicity was assessed using the sessile drop method on a DataPhysics OCA 40 goniometer (DataPhysics Instruments GmbH, Germany). Deionized water droplets (10 µL) were deposited on the sample surface, and contact angles were recorded.
The specific surface area of the melt-blown samples was analyzed using the BET method with a Micromeritics Autosorb iQ Station 2 analyzer. Nitrogen was used as the adsorbate gas. Samples were weighed and outgassed for 10–15 h prior to analysis. Measurement time ranged from 7 to 10 h, with bath temperatures maintained between 75 and 100 K using a 9 mm analysis cell.
Oil absorption performance was evaluated using two complementary methods: the gravimetric method and isothermal adsorption modeling. The gravimetric method measures mass changes before and after immersion, providing a simple and rapid laboratory comparison, whereas isothermal modeling characterizes equilibrium interactions between oil and the sorbent surface. 25 Although gravimetric measurements are efficient, isotherm modeling is more time-intensive and primarily captures surface adsorption behavior, potentially overlooking bulk absorption.
For the gravimetric assessment, melt-blown samples of defined quality were immersed in three separate beakers containing crude oil. Every 30 min, samples were removed using the hanging-angle method and allowed to drain freely for 5 min. After draining, the sample mass was recorded, and the oil absorption ratio (
To identify the most appropriate adsorption isotherm, experiments were conducted at initial oil concentrations of 500, 1000, 2000, 4000, and 8000 ppm. Melt-blown samples (2 × 2 cm) were shaken at 100 rpm for 7 days to ensure equilibrium. Samples were subsequently dried at 100 °C for 2 min to remove residual water.
Adsorption behavior was evaluated using the Langmuir and Freundlich isotherm models. Measured parameters included initial concentration (
The Langmuir model, representing monolayer adsorption on a homogeneous surface, was assessed by linearizing:
The Freundlich model, representing multilayer adsorption on heterogeneous surfaces—was evaluated using:
The model providing the higher correlation coefficient (R2) was considered the better representation of the adsorption process. A Langmuir fit suggested uniform adsorption sites with monolayer coverage, whereas a Freundlich fit indicated heterogeneity and multilayer adsorption.
Adsorption kinetics were examined using the pseudo-first-order model, which assumes that the adsorption rate is proportional to the difference between the equilibrium capacity and the amount adsorbed at a given time. 25 This model is suitable for systems dominated by physisorption, involving van der Waals forces and capillary effects. Adsorption efficiency was influenced by fiber morphology, surface roughness, and porosity—factors known to strongly affect oil retention.
Experiments were conducted with an initial crude oil concentration of 4000 ppm in 100 mL of water. Adsorption was monitored at defined time intervals (15 min, 30 min, 60 min, 2 h, and 24 h). The pseudo-first-order model was applied to determine the rate constant and evaluate the underlying adsorption mechanism. These measurements provide insight into the oil-capturing efficiency of PLA melt-blown materials and their suitability for oil spill remediation applications.
3. Results and discussions
PLA was initially blended with CCN at concentrations of 20, 30, and 40 phr to prepare the masterbatch. To ensure processability, a masterbatch with 30 phr CCN was selected after trials at 40 phr caused extruder clogging. This optimized masterbatch was then diluted with neat PLA during the melt-blown process to achieve final fiber CCN loadings of 3, 5, and 10 phr.
3.1. Influence of CCN on nanoparticle dispersion and morphology
Laser diffraction, zeta potential measurements, and transmission electron microscopy (TEM) were used to examine the characteristics and dispersion behavior of CCN within the nanocomposite system. Laser diffraction analysis revealed a narrow particle size distribution, with most particles concentrated within a specific range. This uniformity is advantageous for achieving consistent dispersion in the PLA matrix, as it promotes better physical interactions between the PLA chains and CCN. Smaller particle sizes also enhance surface area utilization, which can positively influence the composite’s mechanical, thermal, and adsorption performance. Comparable findings for CaCO3 zeta potential have been reported in the literature, where particle surface modification significantly alters zeta potential, influencing dispersion stability in applications such as paper coatings and biomedical systems. 24
TEM analysis provided further morphological insight, showing that CCN particles possess irregular shapes with an average size of approximately 200 nm. Some degree of agglomeration was observed, particularly in areas with higher particle concentration. These observations are consistent with zeta potential measurements, which confirmed a tendency for CCN clustering. Such agglomeration can introduce weak points in the composite and adversely affect mechanical strength, thermal stability, and material homogeneity. Similar conclusions have been noted in previous studies emphasizing the importance of TEM for analyzing CaCO3 nanoparticle morphology. 24
Zeta potential measurements yielded a value of –15 mV, indicating a moderate surface charge on the CCN. 25 This value suggests limited electrostatic repulsion, providing only partial stability against agglomeration. Although this zeta potential may prevent significant clustering under certain conditions, enhanced stabilization—such as through surfactants or dispersants—may be required during melt processing to achieve more uniform dispersion.
Overall, the results highlight the importance of optimizing dispersion strategies to mitigate particle agglomeration. While the small particle size (∼120 nm) and narrow distribution offer potential benefits for improving composite surface interactions, ensuring consistent dispersion is critical for maximizing the performance of PLA/CCN composites. This is particularly relevant for oil absorption applications, where particle distribution, surface area, and interfacial interactions strongly affect performance. The influence of particle shape has also been highlighted in the literature, with anisotropic CaCO3 particles being internalized more efficiently than spherical ones, thereby potentially affecting porosity and structural integrity. 26
As shown in Figure 1, TEM and EDS analyses provided detailed insight into CCN distribution within the PLA matrix. TEM images of pure CCN showed irregular particles ranging from 100 to 500 nm, while nanosized CCN observed by TEM exhibited irregular morphologies with an average size of ∼60 nm. These features highlight the nanoscale characteristics of CCN and their potential influence on dispersion behavior in PLA-based matrices.
27
Although the small particle size increases surface area and enhances interaction potential with the polymer, visible clusters indicate partial agglomeration in the raw powder, which may hinder uniform distribution during composite fabrication. TEM-EDS analysis of CaCO3 dispersion in the PLA powder and PLA/CCN 30 phr masterbatch.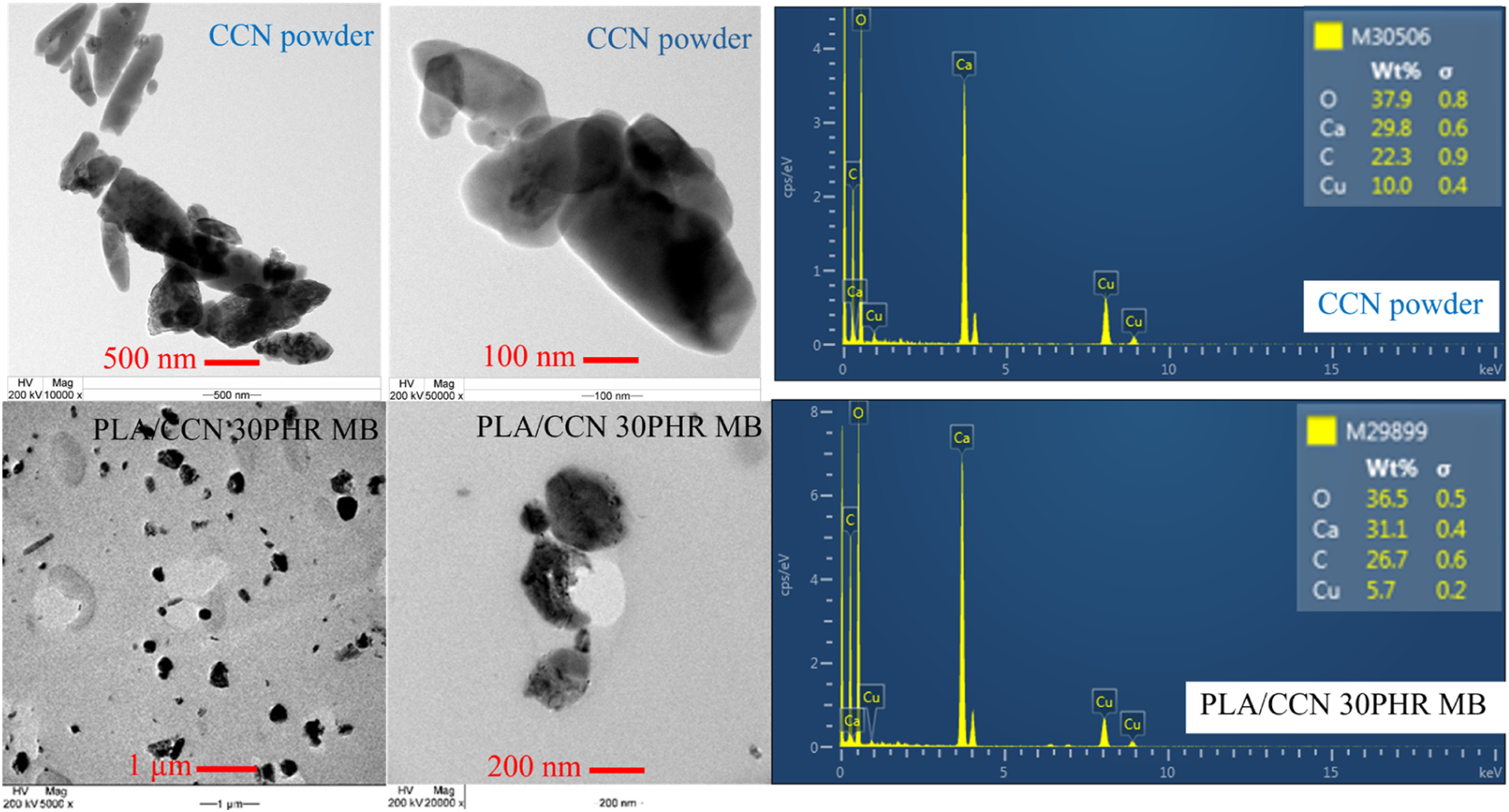
For the PLA/CCN 30 phr masterbatch, TEM images, also shown in Figure 1, indicated noticeable changes in particle distribution relative to pure CCN. While smaller nanoparticles were dispersed throughout the PLA matrix, larger agglomerates were present, especially at higher CCN concentrations. These clusters may act as stress concentration points and reduce the composite’s mechanical and thermal performance.
EDS mapping confirmed the distribution of calcium (Ca) and oxygen (O) in both the CCN powder and the PLA/CCN composite. The CCN powder exhibited strong and uniform Ca and O signals, consistent with high-purity CaCO3. In contrast, the PLA/CCN 30 phr masterbatch showed localized regions of high Ca intensity on the EDS maps, aligning with the agglomerates identified in the TEM micrographs. This nonuniform distribution underscores the challenges associated with achieving homogeneity at elevated filler loadings.
In summary, CCN offers potential benefits for enhancing PLA composite performance; however, uniform dispersion remains a challenge, particularly at higher filler concentrations. The agglomeration observed in the PLA/CCN 30 phr masterbatch highlights the need for improved processing strategies such as enhanced mixing, pre-dispersion treatments, or the incorporation of dispersants to minimize clustering and achieve better integration of nanoparticles within the polymer matrix. Such optimizations are essential for improving the mechanical, thermal, and functional performance of PLA/CCN composites.
The SEM-EDS analysis was conducted on pure PLA melt-blown fibers and PLA/CCN composites containing 10 phr calcium carbonate CaCO3 to assess the resulting fiber morphology and elemental composition as shown in Figure 2. The pure PLA melt-blown fibers exhibited a smooth and uniform surface, indicative of effective melt-blowing conditions that yielded consistent fiber diameters. The homogeneous structure, resulting from the absence of inorganic fillers, is essential for maintaining the mechanical integrity and predictable properties of the material. SEM-EDS analysis of PLA melt-blown fibers and PLA/CCN composites with 10 phr CaCO3.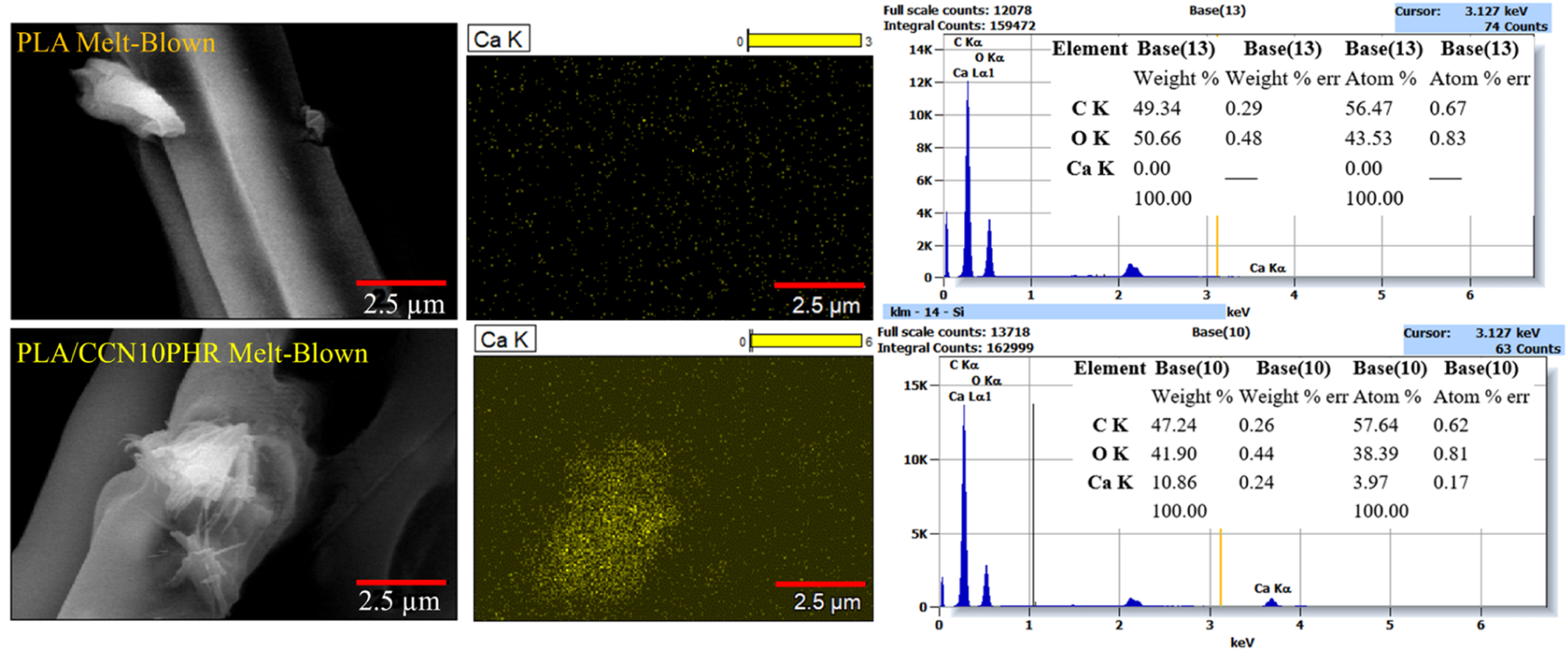
In contrast, the PLA/CCN composite with 10 phr CaCO3 displayed significant surface roughness and the presence of noticeable CCN agglomerates. The corresponding EDS spectra confirmed a higher localized concentration of calcium (Ca) in these regions, which verifies particle clustering at this filler concentration. This agglomeration disrupted the fiber formation process, leading to observable variations in fiber diameter and inconsistencies in the overall structure. Such localized filler clustering is known to create weak points within the composite, which can negatively impact critical properties such as tensile strength and thermal stability. This comparison clearly underscores the importance of filler concentration optimization to achieve desired material properties. While the inclusion of CCN can potentially enhance characteristics like stiffness and cost-effectiveness, the SEM-EDS results demonstrate that excessive filler content (10 phr) leads to detrimental effects on fiber morphology and filler dispersion. Effective dispersion, such as that achieved after milling in related studies is crucial to avoid agglomeration and ensure the composite’s mechanical and functional properties are optimized. 28 Careful control of CCN loading is therefore required to ensure effective particle interaction with the PLA matrix, which directly influences the composite’s overall performance.
3.2. Influence of CCN on chemical structure and functional groups
The Fourier-Transform Infrared (FTIR) spectra, as shown in Figure 3, were analyzed to investigate the chemical structure and the influence of CCN incorporation on the functional groups of the PLA composites and PP melt-blown fibers. The CCN filler spectrum exhibits characteristic absorption peaks corresponding to the carbonate group. Specifically, distinct signals were observed at approximately 1391 cm-1 assigned to the asymmetric stretching vibration and 873 cm-1 assigned to the out-of-plane bending vibration. These CaCO3 signals are clearly visible in the spectra of the PLA/CCN composites, with the PLA/CCN 10 phr melt-blown sample exhibiting prominent peaks. This confirms the successful and effective integration of the CCN filler into the PLA matrix. Furthermore, the systematic increase in intensity of these peaks with rising CCN content, as observed in the 20 and 30 phr masterbatch samples, indicates a good distribution of the filler throughout the polymer. Characteristic PLA peaks are consistently present across the PLA pellet, pure PLA melt-blown fibers, and PLA/CCN composites.
29
These include the strong absorption band for the C=O stretching vibration at 1751 cm-1 and the C-O stretching vibrations centered around 1183 cm-1 and 2090 cm-1. Crucially, the positions and shapes of these PLA-specific peaks remain unaltered in the composite samples. This invariance suggests that the CCN addition primarily facilitates physical interactions rather than inducing significant chemical changes or covalent bond formation within the PLA matrix. In contrast, the spectrum of the PP melt-blown fibers displays a relatively featureless profile in this region, which is consistent with the absence of the distinct polar functional groups found in PLA. In summary, the FTIR results confirm that the incorporation of CaCO3 successfully enhances the composite’s structural properties (e.g., stiffness, morphology) while preserving the inherent chemical integrity of the PLA polymer. This retention of chemical identity supports the suitability of PLA/CCN composites, particularly the 10 phr melt-blown sample, for demanding applications, such as oil absorption. FTIR spectra of PLA, PLA/CCN masterbatch, PP and PLA/CCN melt-blown.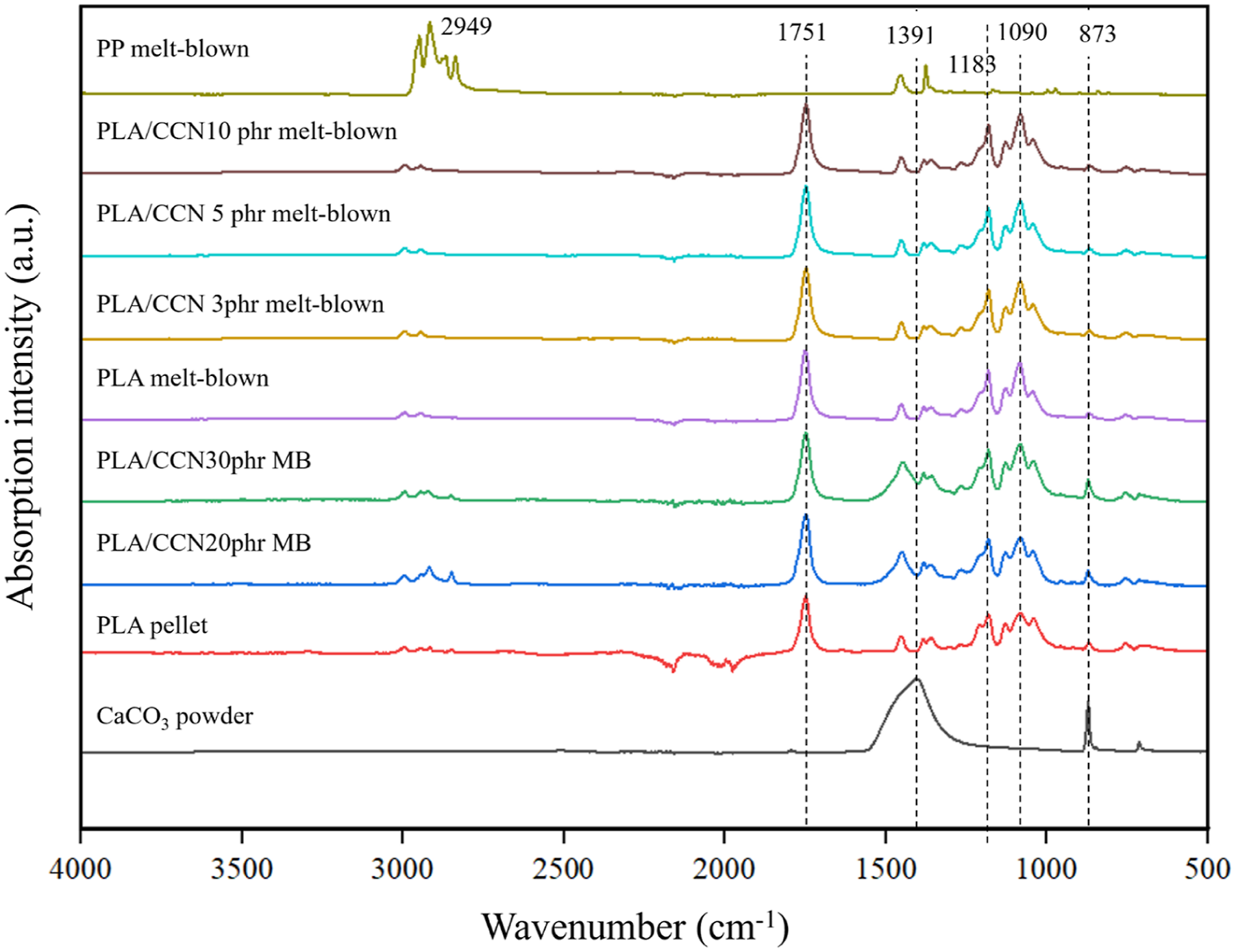
3.3. Influence of CCN on thermal stability and crystallization behavior
The incorporation of calcium carbonate nanoparticles (CCN) markedly affects both the thermal stability and crystallization behavior of PLA, as evidenced by the combined TGA and DSC analyses.
TGA analysis of CaCO3 powder, PLA/CCN master batch and PLA melt-blown.
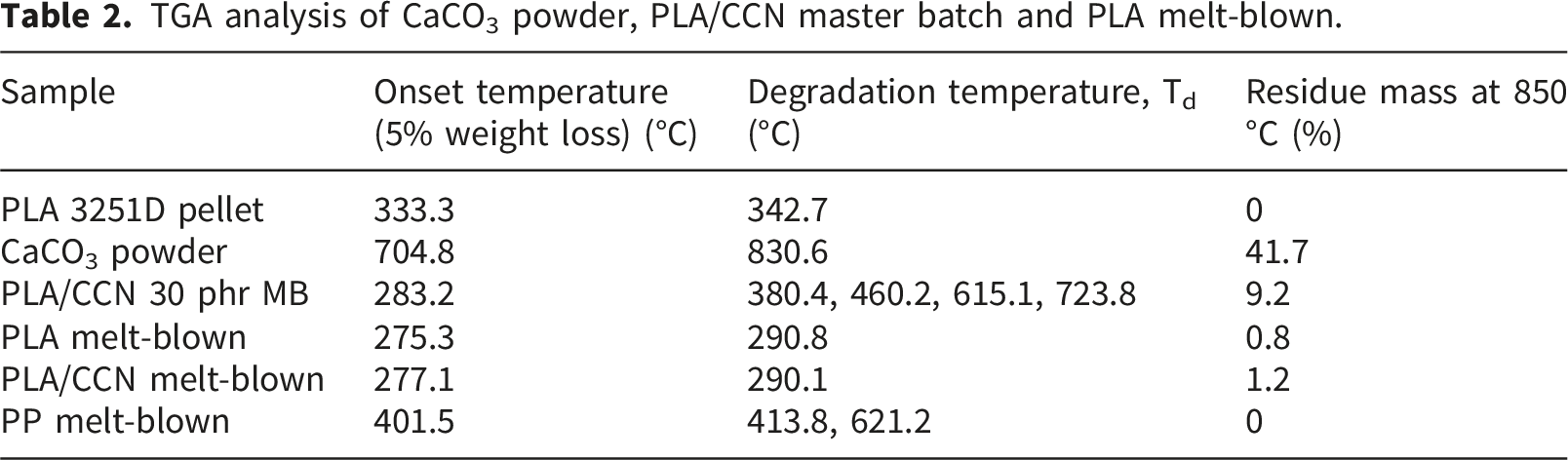
In contrast, the introduction of CCN significantly reduces the onset degradation temperature to 283.2 °C for the PLA/CCN 30 phr masterbatch and 277.1 °C for the PLA/CCN melt-blown sample. This decrease in T onset suggests that the presence of inorganic filler weakens the thermal stability of the polymer matrix at the initial stage of degradation.
The reduction can be attributed to several factors, including interfacial stress concentration, reduced polymer chain mobility near filler surfaces, and possible catalytic effects of CCN on ester bond scission. The heterogeneous interfaces created by CCN may serve as preferential sites for thermal decomposition, thereby accelerating the early degradation process.
Despite the reduction in initial stability, the degradation pattern of PLA/CCN composites becomes more complex and multi-stepped compared to neat PLA as shown in Figure 4. TGA thermograms of CaCO3 powder, PLA/CCN masterbatch and PLA melt-blown.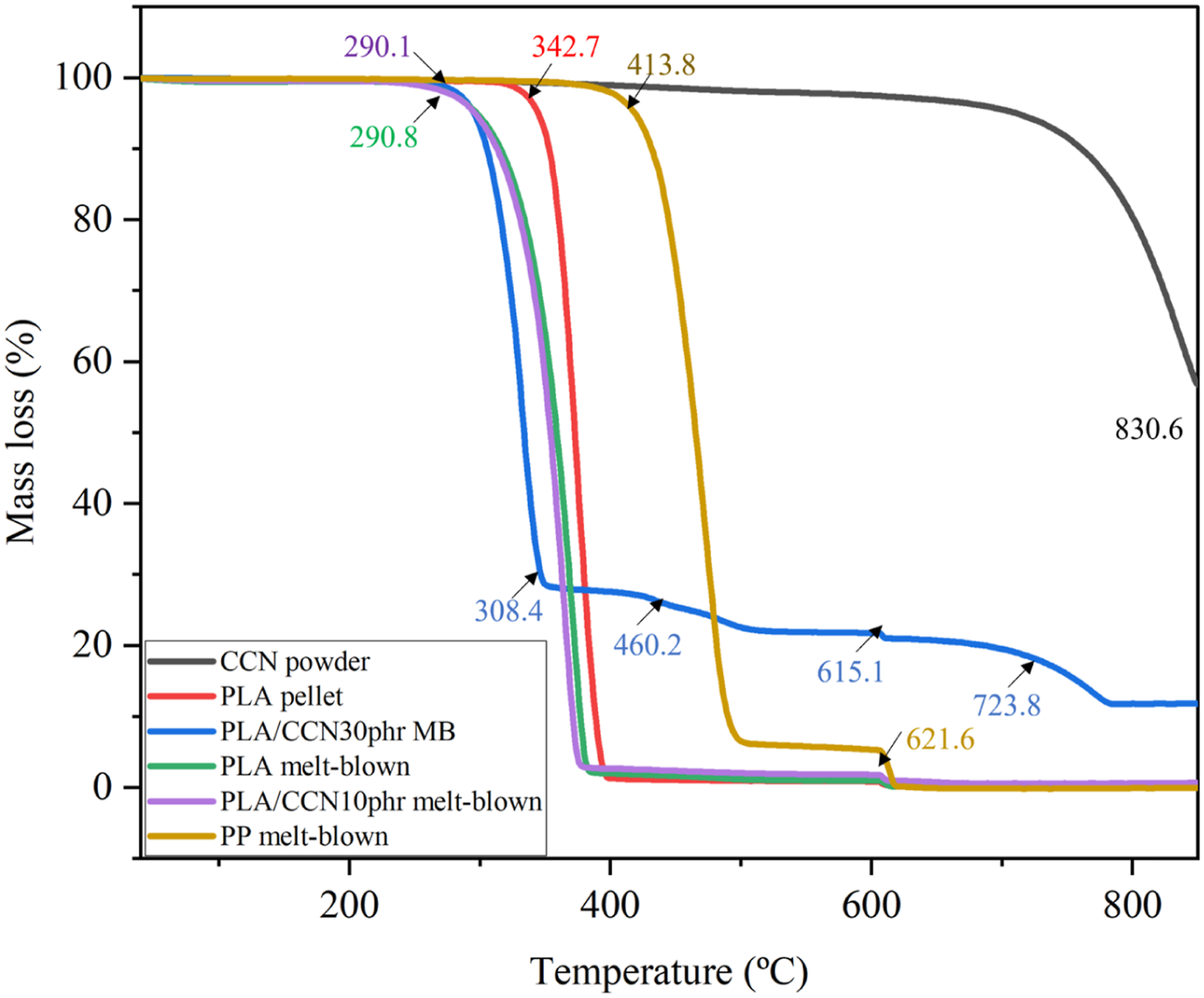
While PLA pellet and melt-blown samples show primarily single-step decomposition, the PLA/CCN 30 phr masterbatch exhibits multiple degradation temperatures at 380.4 °C, 460.2 °C, 615.1 °C, and 723.8 °C.
The first stage corresponds to PLA backbone degradation, whereas the higher-temperature steps are associated with the thermal decomposition of CCN and the release of CO2. This multi-stage degradation confirms the coexistence of organic and inorganic phases within the composite. Moreover, the residue mass at 850 °C increases from 0% in neat PLA to 9.2% in PLA/CCN 30 phr MB and 1.2% in PLA/CCN melt-blown samples, reflecting the remaining inorganic fraction (CaO) after polymer decomposition. Therefore, although CCN slightly compromises the onset thermal stability, it enhances high-temperature resistance by contributing to residual inorganic char formation, which may provide structural integrity at elevated temperatures.
From a crystallization standpoint, DSC analysis demonstrates that CCN acts as an efficient heterogeneous nucleating agent for PLA. The addition of CCN increases the crystallization temperature (Tc), indicating that crystal formation occurs at higher temperatures during cooling, which reflects enhanced nucleation efficiency.
The improved nucleation is attributed to the high surface area of CCN particles, which provide energetically favorable sites for polymer chain ordering.
Consequently, crystallization kinetics are accelerated, reducing the degree of supercooling required for crystal formation. However, despite the enhanced nucleation, the melting behavior reveals slightly reduced melting temperatures and the appearance of multiple melting peaks. These features indicate the formation of heterogeneous crystal populations, including thinner and less perfect lamellae.
The restricted chain mobility in the vicinity of filler particles limits crystal growth and lamellar thickening, resulting in reduced crystal perfection. Therefore, while CCN promotes crystal initiation, it simultaneously constrains crystal development, leading to broadened melting profiles and lower overall lamellar stability.
Differential scanning calorimetry (DSC) results indicated that the addition of CCN affected PLA crystallization behavior. The nanoparticles acted as nucleating agents, enhancing crystallinity; however, excessive particle-matrix interaction hindered chain mobility and reduced the crystallization rate. Even at a slow cooling rate (−4 °C/min), PLA exhibited no detectable crystallization exotherm, suggesting limited crystalline development under the test conditions.
The composites’ heating and cooling DSC curves showed PLA melting and crystallization more clearly. PLA crystallization during nucleation and crosslinking in the composites were impacted by CCN. The particles of CCN had a substantial nucleation effect, although PLA chain segments’ mobility was impeded and its crystallization rate was decreased by the increased contact with the matrix. Overall, the study found that even at the slowest chilling rate (−4 °C/min), the DSC approach was unable to detect the PLA crystallization exothermic peak. 21
As shown in Figure 5, the first-heating DSC curves show a clear glass transition ( First heating DSC thermograms of PLA/CCN master batch and PLA/CCN melt-blown.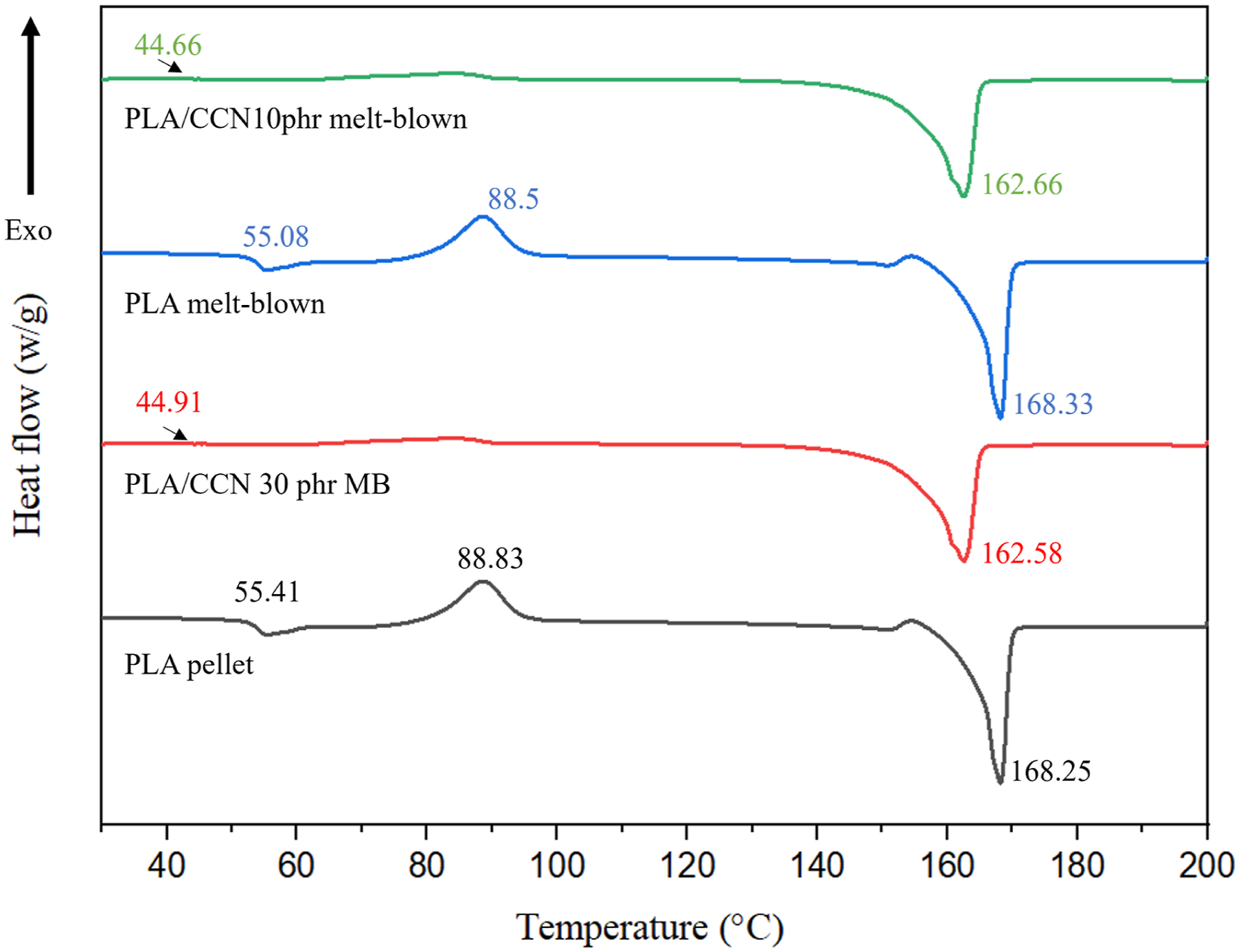
The PLA/CCN10 phr melt-blown curve suggests somewhat higher crystallinity than neat PLA melt-blown (more pronounced melting endotherm), which is typical when fine CaCO3 particles act as nucleating agents for PLA crystals.
Thermal properties of PLA and PLA/CCN from the first heating.
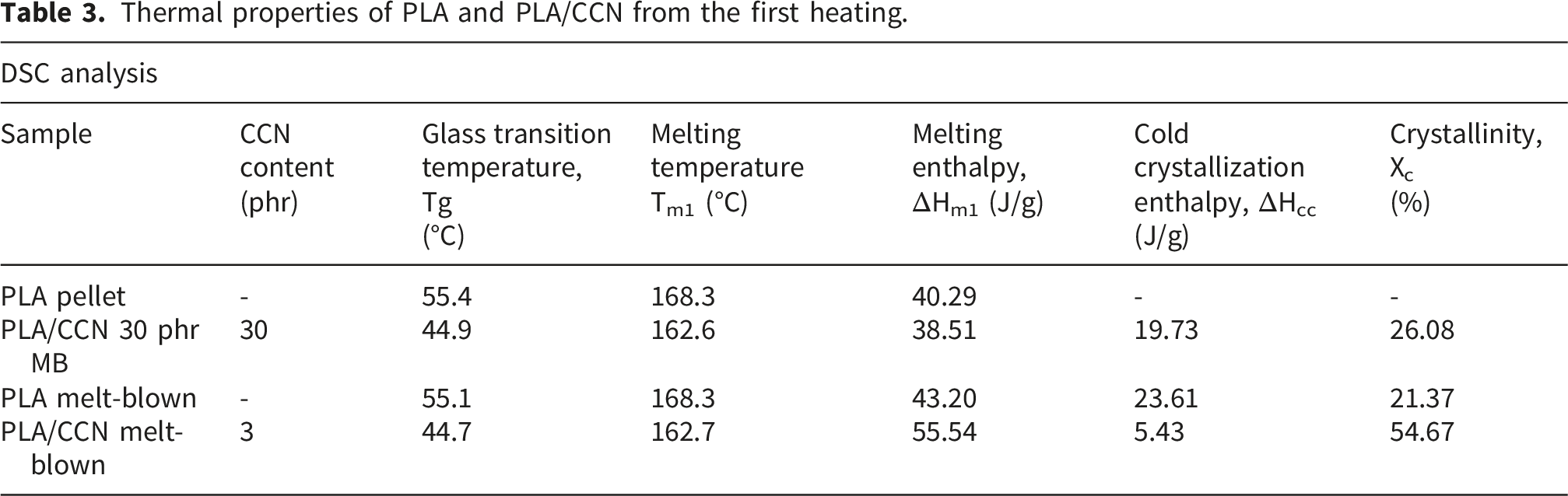
The first melting temperature (Tm1), obtained from the first heating scan, reflects the melting of crystals formed during processing. Neat PLA samples showed higher Tm1 values (∼168 °C), indicating the presence of relatively more stable and well-developed crystals. In comparison, PLA/CCN samples exhibited lower Tm1 values (∼162–163 °C), suggesting that CCN promotes the formation of smaller or less perfect crystals during processing. This behavior is consistent with the role of CNC as a heterogeneous nucleating agent, which increases the number of crystallization sites but limits crystal growth.
The melting enthalpy from the first heating (ΔHm1) provides insight into the initial crystallinity of the samples. PLA pellets showed a relatively high ΔHm1 (40.29 J g-1), whereas PLA/CCN 30 phr masterbatch displayed a lower ΔHm1 (38.51 J g-1), indicating reduced crystallinity due to high filler loading and processing-induced constraints. Notably, PLA/CCN melt-blown samples exhibited a higher ΔHm1 (55.54 J g-1) compared with neat PLA melt-blown fibers, suggesting that low CCN content combined with fiber drawing during melt blowing enhances crystal nucleation and alignment.
Cold crystallization enthalpy (ΔHcc) reflects the extent of crystallization occurring during heating due to incomplete crystallization during cooling. Neat PLA melt-blown samples showed relatively high ΔHcc values (23.61 J g-1), indicating limited crystallization during processing. In contrast, PLA/CCN melt-blown samples exhibited a much lower ΔHcc (5.43 J g-1), confirming that CCN significantly enhances crystallization during processing, thereby reducing the need for cold crystallization upon reheating.
The calculated crystallinity values (%Xc) further support these observations. PLA pellets and neat melt-blown PLA exhibited lower crystallinity (≈21–26%), while the PLA/CCN melt-blown sample achieved the highest crystallinity (54.67%). This substantial increase demonstrates the strong nucleating efficiency of CCN, particularly under high-shear melt-blowing conditions, which facilitate crystal formation and growth.
In general, the first heating DSC data show that CCN considerably alter PLA’s thermal behavior by increasing crystallinity, suppressing cold crystallization, lowering Tg, and decreasing Tm1 The combination of melt-blown processing with CCN addition improves crystalline structure, which is anticipated to affect the mechanical characteristics and thermal stability of PLA-based oil-absorbent materials.
The DSC curves in Figure 6 show that all PLA and PLA/CCN samples undergo cold crystallization during heating, followed by melting. The smaller exothermic peak at lower temperature (around 108–115 °C, labeled 108.03, 108.23, and 114.63 °C) corresponds to the cold crystallization temperature ( Cooling DSC thermograms of PLA/CCN master batch and PLA/CCN melt-blown.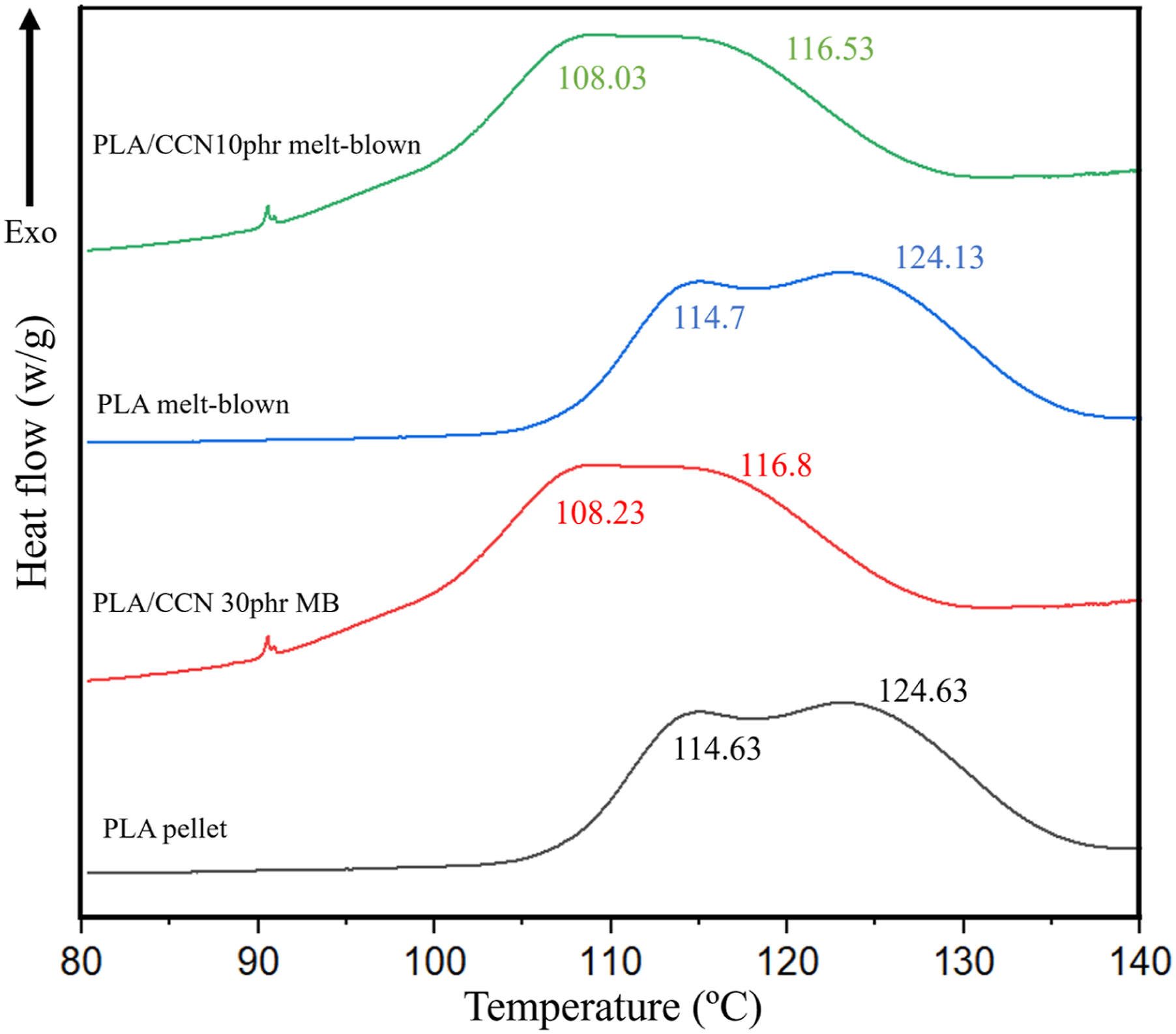
As shown in Figure 7, the second-heating DSC thermograms shows that all PLA-based samples melt in a narrow range around 162–169 °C, but the shape of the melting endotherm changes with processing and CaCO3 addition. PLA pellets and the PLA/CCN masterbatch display a clearer double melting peak, which is typically associated with melting of less perfect crystals followed by recrystallization into more perfect crystals and their subsequent melting. Second heating DSC thermograms of PLA/CCN master batch and PLA/CCN melt-blown.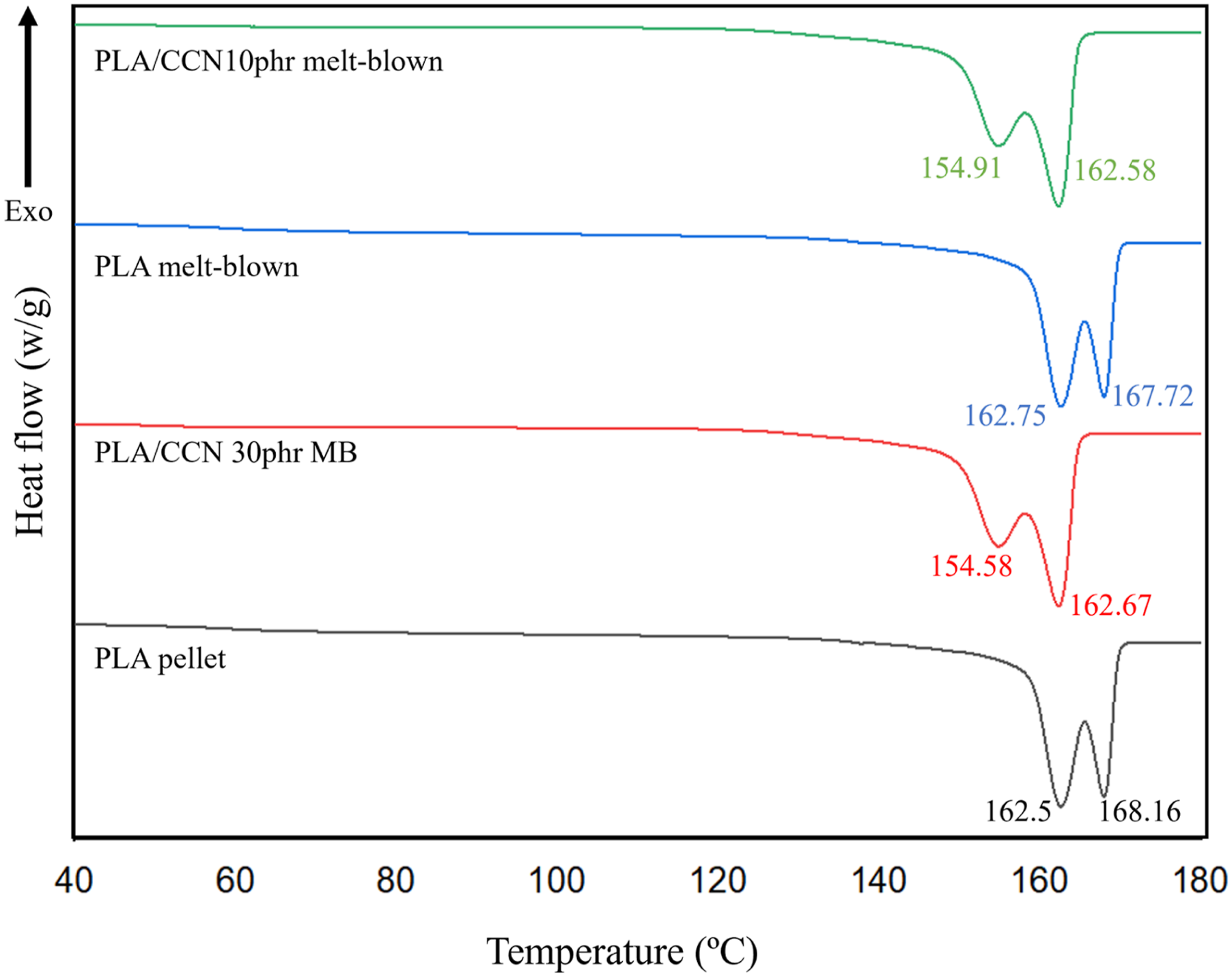
In the PLA and PLA/CCN melt-blown samples this double peak becomes less pronounced and shifts slightly, indicating that melt-blown processing partially erases prior thermal history and produces a different, somewhat more uniform crystal population, while CCN still acts as a mild nucleating agent that subtly modifies the crystal perfection and melting behavior.
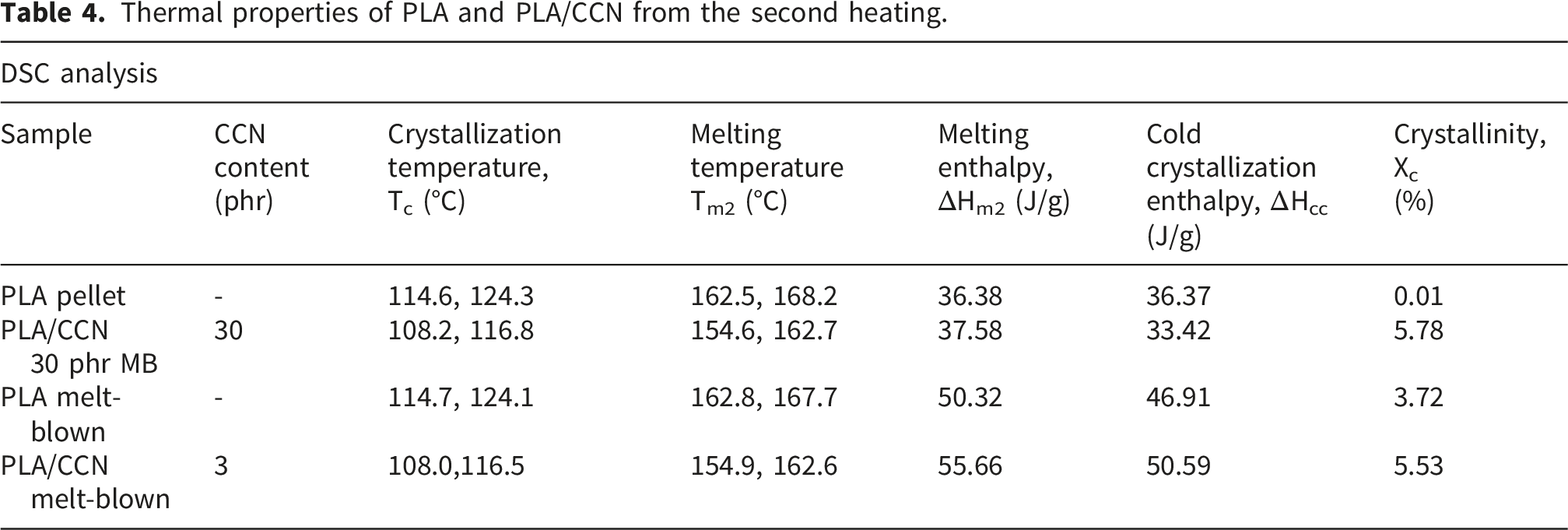
Thermal properties of PLA and PLA/CCN from the second heating.
In contrast, PLA/CCN composites showed lower and narrower Tc ranges (∼108–117 °C), suggesting that CCN act as effective heterogeneous nucleation sites, enabling crystallization to initiate at lower temperatures and proceed more uniformly.
The second melting temperature (Tm2), measured during the second heating scan after controlled cooling, provides insight into the stability and perfection of crystals formed during cooling. Neat PLA samples displayed higher Tm2 values (≈162–168 °C), consistent with the formation of more stable crystalline domains.
PLA/CCN samples exhibited reduced Tm2 values (≈155–163 °C), indicating the formation of smaller or less perfect crystals due to the high density of nucleation sites introduced by CCN, which limits crystal growth despite promoting nucleation.
The melting enthalpy from the second heating (ΔHm2) reflects the total crystallinity achieved after controlled thermal history. PLA melt-blown samples showed higher ΔHm2 (50.32 J g-1) than PLA pellets (36.38 J g-1), indicating enhanced crystallization due to shear and molecular orientation during melt-blowing.
The highest ΔHm2 value was observed for the PLA/CCN melt-blown (55.66 J g-1), confirming the strong nucleating effect of CCN combined with processing-induced chain alignment. In contrast, the PLA/CCN 30 phr masterbatch exhibited a lower ΔHm2 (37.58 J g-1), likely due to restricted chain mobility caused by the high filler content.
Cold crystallization enthalpy (ΔHcc) indicates the extent of crystallization that occurs during reheating because crystallization was incomplete during cooling. Neat PLA melt-blown samples exhibited a high ΔHcc (46.91 J g-1), suggesting limited crystallization during cooling. Conversely, PLA/CCN melt-blown samples showed similarly high ΔHcc (50.59 J g-1), indicating that although CCN enhances nucleation, rapid cooling during melt-blowing still restricts complete crystallization. The PLA pellet and PLA/CCN masterbatch showed lower ΔHcc values, consistent with slower cooling rates and greater opportunity for crystallization during cooling.
The calculated crystallinity (%Xc) values were generally low across all samples, ranging from 0.01% to 5.78%. Neat PLA pellets exhibited negligible crystallinity after the second heating, reflecting the slow crystallization kinetics of PLA under the applied DSC cooling conditions. PLA/CCN samples showed slightly higher Xc values, particularly the PLA/CCN 30 phr masterbatch (5.78%) and PLA/CCN melt-blown sample (5.53%), confirming that CCN enhance crystallization efficiency, although the overall crystallinity remains limited due to rapid cooling and restricted chain mobility.
Overall, the cooling and second heating DSC results demonstrate that CCN improve the crystallization behavior of PLA by lowering Tc, modifying crystal structure, and slightly increasing crystallinity. However, the effectiveness of CCN is strongly influenced by processing conditions. While melt-blowing enhances nucleation through shear-induced orientation, rapid cooling limits full crystal development, resulting in modest crystallinity despite high melting enthalpy values. 30
3.4. Influence of CCN content on fiber morphology and distribution
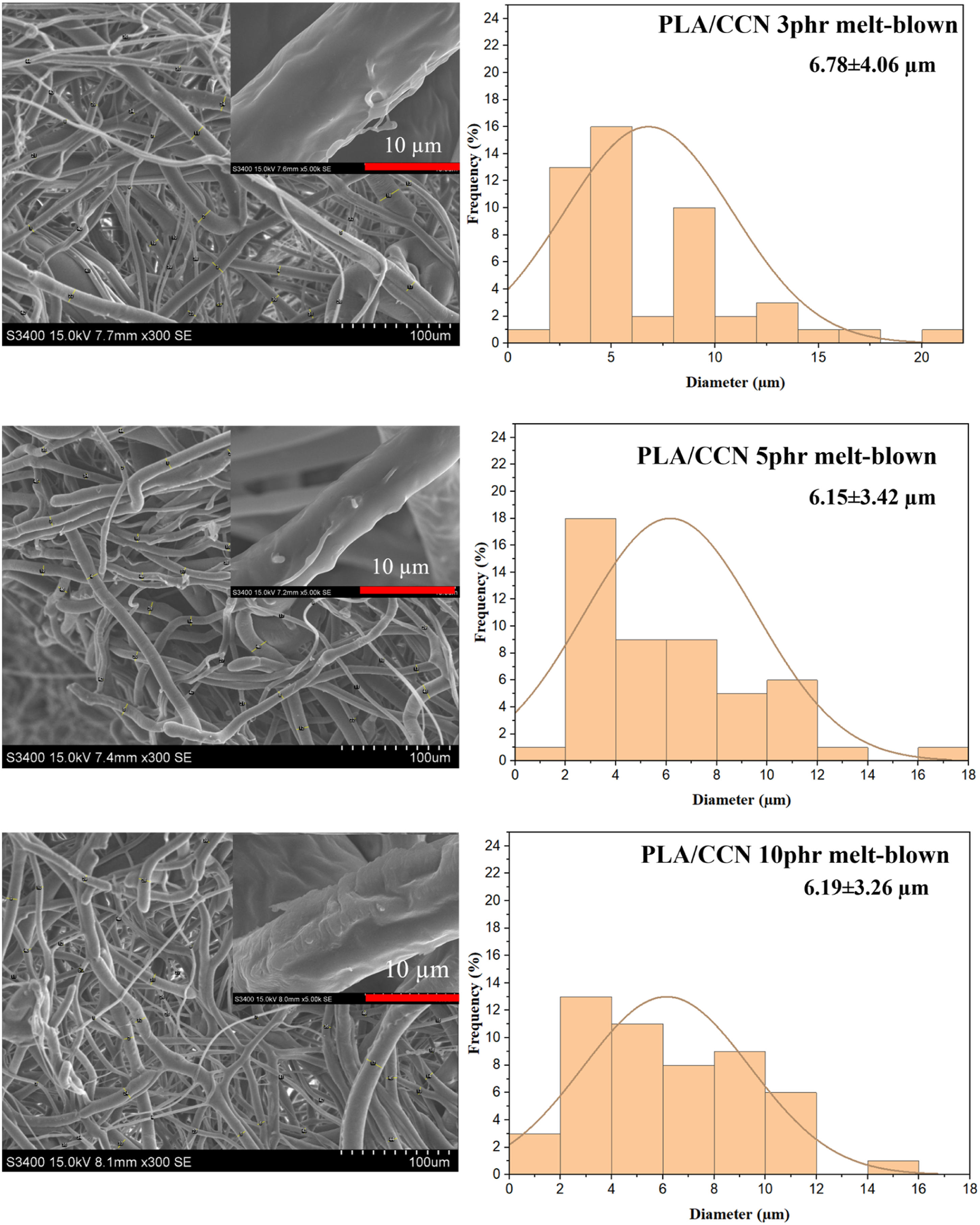
The SEM images and fiber diameter distribution histograms as shown in Figures 8–10 highlight the effect of CCN content on the morphology and distribution of fibers in PLA-based melt-blown materials. For pure PLA melt-blown fibers, a smooth surface and uniform morphology are observed, with diameters predominantly distributed between 3–9 µm and peaking around 4.13 µm, indicating high uniformity due to the absence of additives. SEM analysis of fiber morphology in PLA melt-blown. SEM analysis of fiber morphology in PP melt-blown. SEM analysis of fiber morphology in PLA/CCN melt-blown 3,5,10 phr in 12 rpm.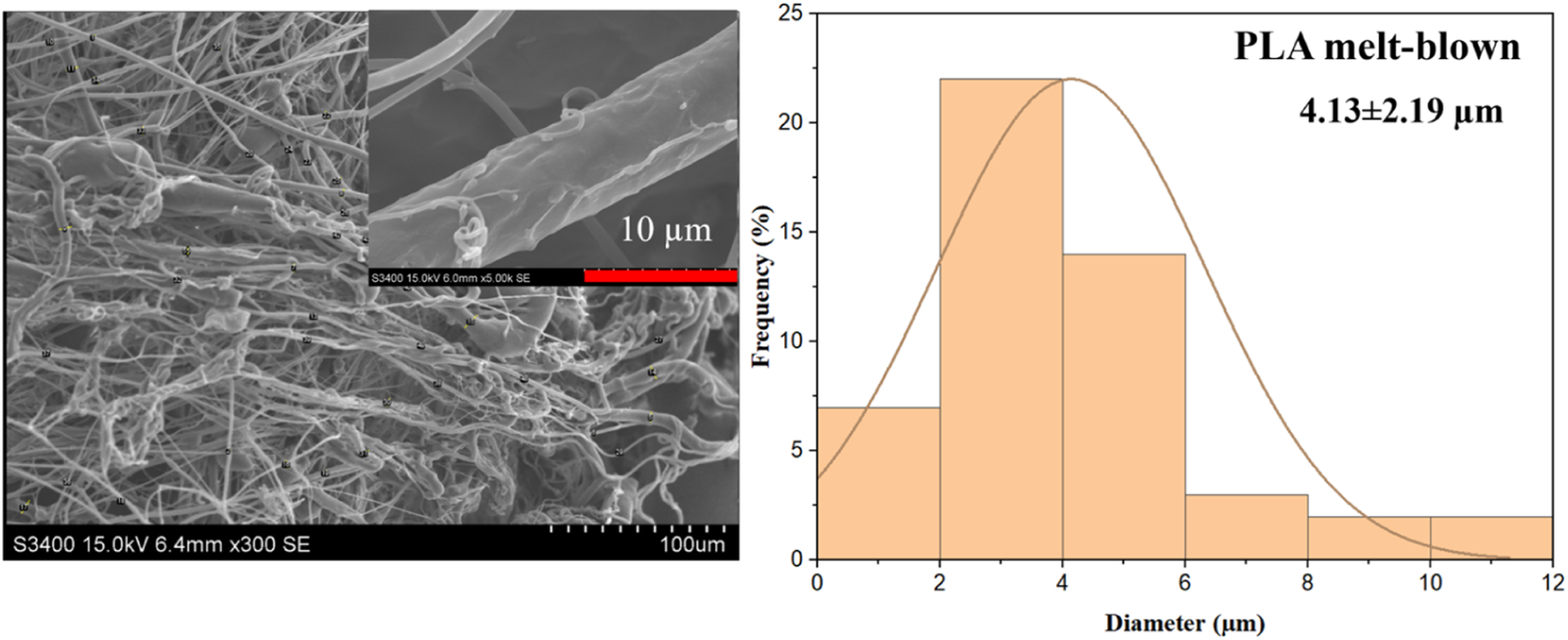
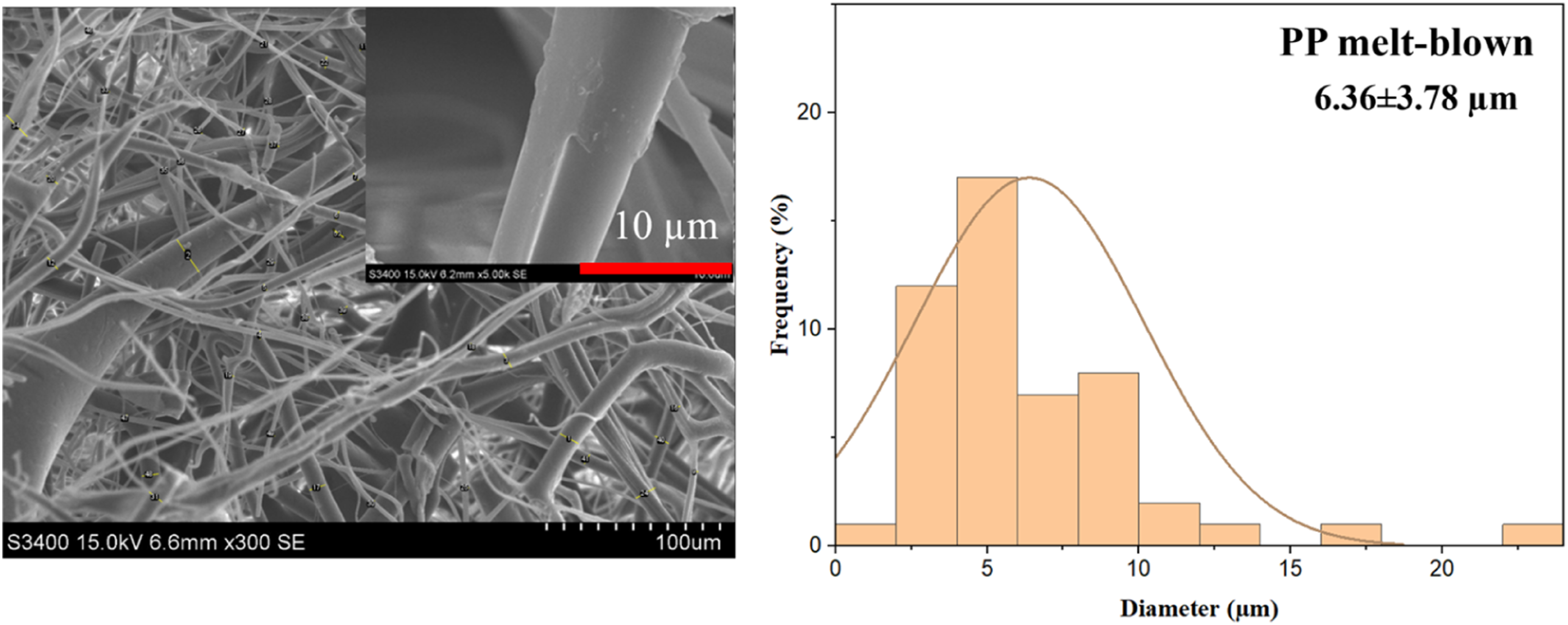
In contrast, PP melt-blown fibers display smooth surfaces and a relatively narrow diameter distribution, ranging from 4–18 µm with a peak around 6.36 µm, showcasing the inherent consistency of polypropylene fibers without additives. SEM is used to analyze the porosity and fiber arrangement of PLA scaffolds in applications like tissue engineering. Cell division and nutrient transport depend on a well-organized porosity network. 31
With the incorporation of 3,5,10 phr CCN, slight variations in fiber morphology occur, along with sporadic nanoparticle agglomerations visible on the surface. The fiber diameter distribution broadens to 4–15 µm, with a peak around 6.78 µm, suggesting a minor impact of CCN on fiber formation. As the CCN content increases to 5 phr, the presence of surface agglomerates becomes more evident, leading to a wider fiber diameter distribution ranging from 2–14 µm and peaking at 6.15 µm.
This indicates that higher nanoparticle loading introduces heterogeneity in fiber formation. At 10 phr CCN, significant agglomeration is observed, resulting in irregular fiber surfaces and a broad distribution of diameters between 2–12 µm, peaking at 6.19 µm.
Furthermore, the observed surface roughness and microstructural features are primarily attributed to the rapid attenuation and cooling of the polymer jet during the melt-blown process. The incorporation of CCN nanoparticles introduces interfacial heterogeneity and local disturbances in the polymer flow, which promote the formation of surface irregularities and micro-scale voids, thereby increasing surface roughness and enhancing hydrophobicity and oil affinity. 32 By encouraging liquid repellency, surface roughness with overhangs or dual-scale topography can significantly increase hydrophobicity. 33
The incorporation of CCN into the PLA matrix alters the fiber morphology in a way that can markedly change surface area and porosity. At higher CCN contents, the fibers tend to develop a broader diameter distribution and more irregular surfaces, which can increase the specific surface area but also generate non-uniform pore structures. To obtain a PLA/CCN composite with controlled surface area and a stable, well-defined porous network, the dispersion of CCN within the polymer phase must be carefully optimized. SEM data, when interpreted through fiber diameter distribution statistics and surface morphology, provides indirect but coherent evidence of satisfactory CCN dispersion. Although some degree of agglomeration is observed at higher CCN loadings, the overall fiber morphology and diameter distribution indicate that dispersion remains sufficient to influence surface area and porosity, albeit with increasing heterogeneity at higher filler contents.
3.5. Influence of CCN on surface area and porosity
The volume of gas absorbed (cc/g) by three different melt-blown materials PP, PLA, and PLA/CCN as a function of relative pressure (P/P0). The PP melt-blown material (black squares) shows the highest gas absorption, reaching approximately 4 cc/g at a relative pressure of 1.0. The PLA/CCN melt-blown material (blue triangles) also exhibits significant gas absorption, though slightly lower than PP, achieving around 4 cc/g at the same relative pressure. In contrast, the PLA melt-blown material (red circles) demonstrates the lowest gas absorption, only reaching about 2 cc/g at a relative pressure of 1.0. Based on the data, the addition of CCN to PLA significantly enhances its gas absorption capacity. The PLA/CCN composite material (blue triangles) shows a much higher volume of gas absorbed compared to the PLA material alone (red circles), indicating that CCN increases the surface area available for gas adsorption.
The graph (Figure S1) demonstrates the significant impact of CCN on improving the porosity and surface characteristics of PLA, bridging the gap between pure PLA and the highly porous PP. CCN’s pore properties affect how well it works in different applications.
This uniformity indicates that CCN primarily increases the number and total volume of pores rather than altering their size distribution. 34 Previous studies have reported pore diameters of 0.37 nm for PP and 2.83 nm for PP-g-PBMA, with PBMA grafting increasing both surface area and pore volume due to enhanced surface roughness and hydrophobicity arising from graft polymerization. 35
The pore size distribution of three different melt-blown materials PP (polypropylene), PLA, and PLA/CCN by plotting differential pore volume (dV(logd), in cc/g) against pore diameter (nm). The PP melt-blown material (black squares) displays the highest and sharpest peak at the smallest pore diameter, around 3 nm, with a maximum pore volume of approximately 0.030 cc/g. This indicates that PP has a significant concentration of very small pores, with additional smaller peaks at larger diameters, suggesting a multimodal distribution and a relatively high total pore volume in the mesoporous range. In contrast, the PLA melt-blown material (red circles) shows a much lower and more uniform pore volume distribution across the entire diameter range. Its peaks are less pronounced, with maximum values below 0.012 cc/g, indicating fewer and smaller pores overall. This suggests that pure PLA melt-blown fibers have a more compact structure with less internal porosity. The PLA/CCN melt-blown material (blue triangles) exhibits a pore volume distribution that falls between PP and PLA. It has distinct peaks, particularly in the lower diameter range (around 4-8 nm), indicating that the addition of CCN enhances pore formation and results in a broader distribution of pore sizes compared to pure PLA. While not as high as PP, the pore volumes are significantly greater than those of PLA, especially at smaller diameters. This suggests that CCN promotes the creation of a more porous structure within the PLA matrix.
BET analyses of PP, PLA and PLA/CCN melt-blown.
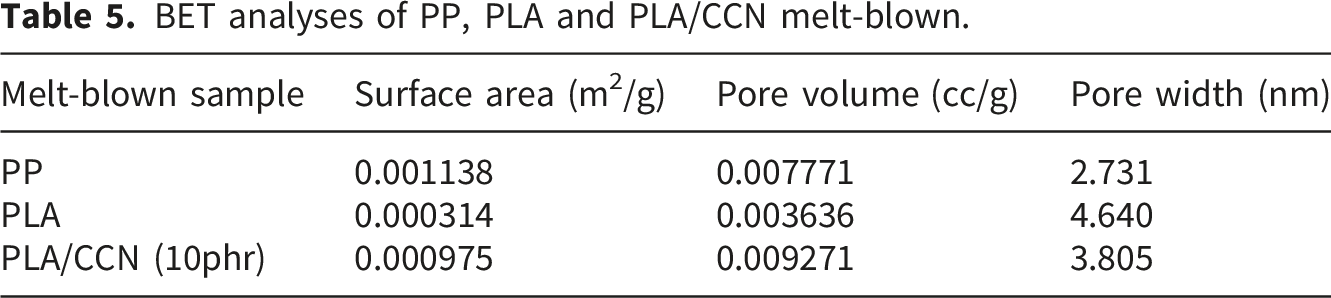
The PLA/CCN (10 phr) sample, in particular, shows a significant improvement in porosity, with the pore width dropping to 3.805 nm, the surface area rising to 0.000975 m2/g, and the pore volume reaching its maximum value of 0.009271 cc/g. This suggests that the addition of CCN causes a greater number of smaller, more evenly dispersed pores to form.
The enhancement in pore structure can be attributed to the generation of interfacial voids between CaCO3 particles and the PLA matrix, as well as the role of CaCO3 in promoting heterogeneous nucleation during the melt-blown process. 36 Although the average pore size is reduced compared to neat PLA, the substantial increase in surface area and pore volume suggests a higher pore number density and a more interconnected porous network, which is advantageous for applications such as oil absorption where both storage capacity and surface interaction are critical.
These findings indicate that incorporating CCN into PLA significantly enhances both surface area and porosity while maintaining consistent pore dimensions, potentially benefiting applications requiring higher surface area and porosity, such as filtration media or catalytic supports.
Incorporating CCN into PLA can modify the surface chemistry and roughness of the fibers, which in turn influences their hydrophobicity. Depending on CCN loading and dispersion, the composite surface may become more water-repellent by increasing micro-roughness and reducing effective polar surface exposure, or slightly less hydrophobic if CCN is exposed at the surface and interacts with water. Overall, controlled CCN addition offers a way to tune the hydrophobic–hydrophilic balance of PLA-based materials for applications such as filtration, packaging, or biomedical scaffolds.
3.6. Influence of CCN on hydrophobicity
The contact angle (CA) measurements reveal the combined effects of CCN content and processing conditions on the surface hydrophobicity of PLA and PLA/CCN melt-blown fibers as shown in Figure 11. The addition of CCN to PLA further influenced the contact angle, with PLA/CCN fibers showing increased hydrophobicity across all samples. For PLA/CCN fibers with 3 phr CCN at 60 cm, the CA was measured at 106.43° ± 1.6, while fibers with 5 phr and 10 phr CCN exhibited CAs of 108.40° ± 1.16 and 108.97° ± 1.86, respectively. This trend highlights that increasing CCN content enhances the hydrophobic nature of the fibers, likely due to the inherently hydrophobic properties of CCN and its potential to create rougher surface textures at higher filler content. Contact angle measurement of PP, PLA and PLA/CCN melt-blown.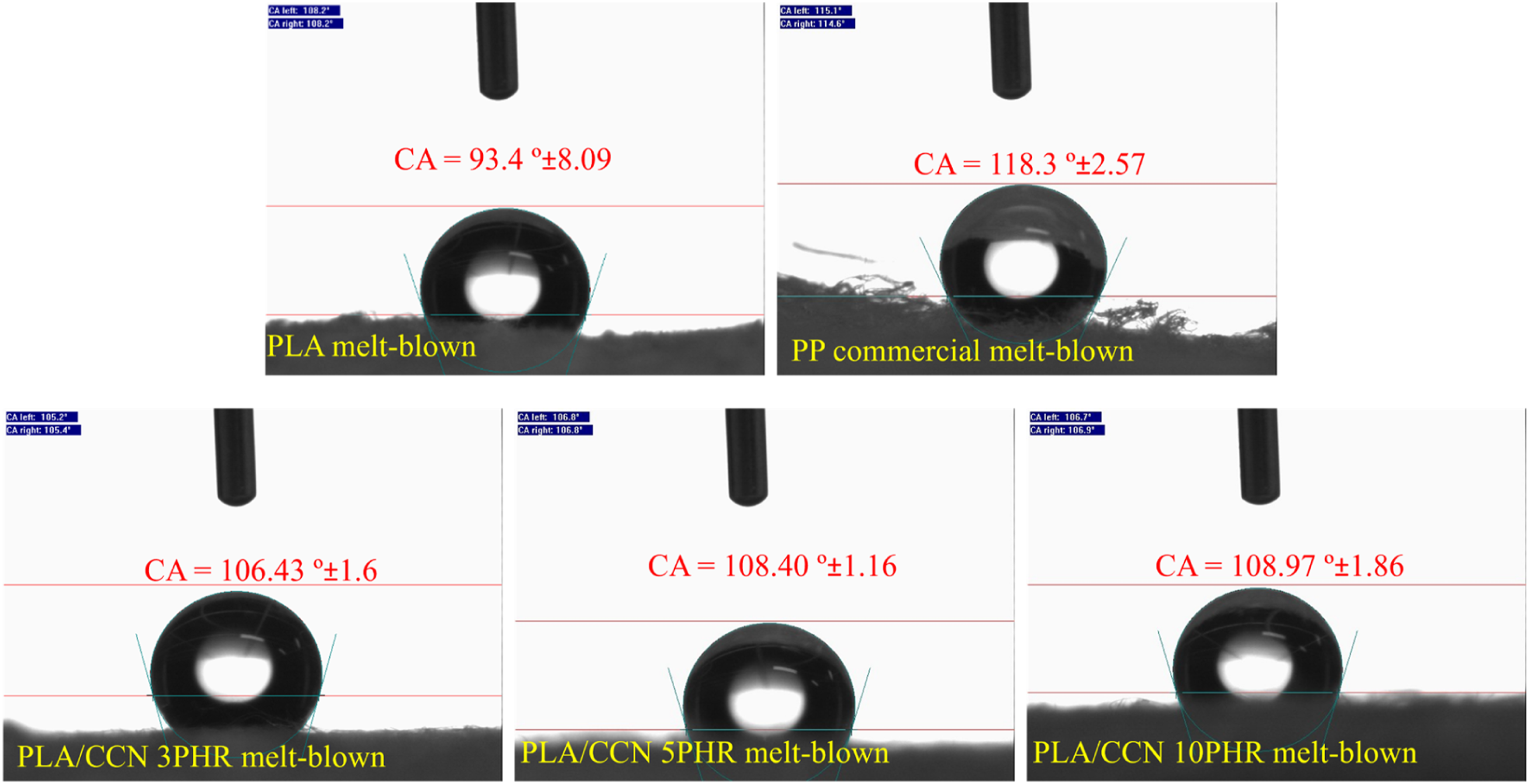
For example, the water contact angle of PLA scaffolds decreased from 89° to 37° following CCN addition combined with cold atmospheric plasma treatment, indicating that the introduction of oxygen-containing functional groups and increased surface roughness enhanced the material’s wettability and hydrophilicity.37,38
Commercial PP fibers displayed the highest CA of 118.3° ± 2.57, showcasing superior hydrophobicity compared to both pure PLA and PLA/CCN fibers. However, PLA/CCN fibers with higher CCN content approached the hydrophobicity levels of PP, suggesting their potential as an alternative material in applications requiring high water repellency.
Among the important conclusions are the important roles that filler content and processing speed play in altering surface hydrophobicity. A melt-blown made at 12 rpm will appear light and fluffy, while a melt-blown made at 8 rpm will be tougher. Better absorption consequently requires higher porosity.
Higher extrusion speeds like 12 rpm reduce BET surface area in PLA/CCN composites by promoting better particle dispersion and agglomeration, yielding denser, smoother fiber morphologies with lower porosity. This decrease correlates inversely with hydrophobicity gains, as limits water adsorption sites while enhanced chain alignment boosts contact angle (CA).
The hydrophobicity of PLA melt-blown fibers is enhanced by the addition of CCN, and larger contact angles are obtained with increasing filler content. Despite not being as hydrophobic as commercial PP, PLA/CCN fibers are nevertheless intriguing options for water-repellent materials and oil absorption due to their biodegradability and adjustable characteristics.
3.7. Influence of CCN content on the strength test
The tensile testing results (Figure S2) provide critical insights into the influence of CCN content, processing conditions, and fiber composition on the mechanical performance of melt-blown fibers.
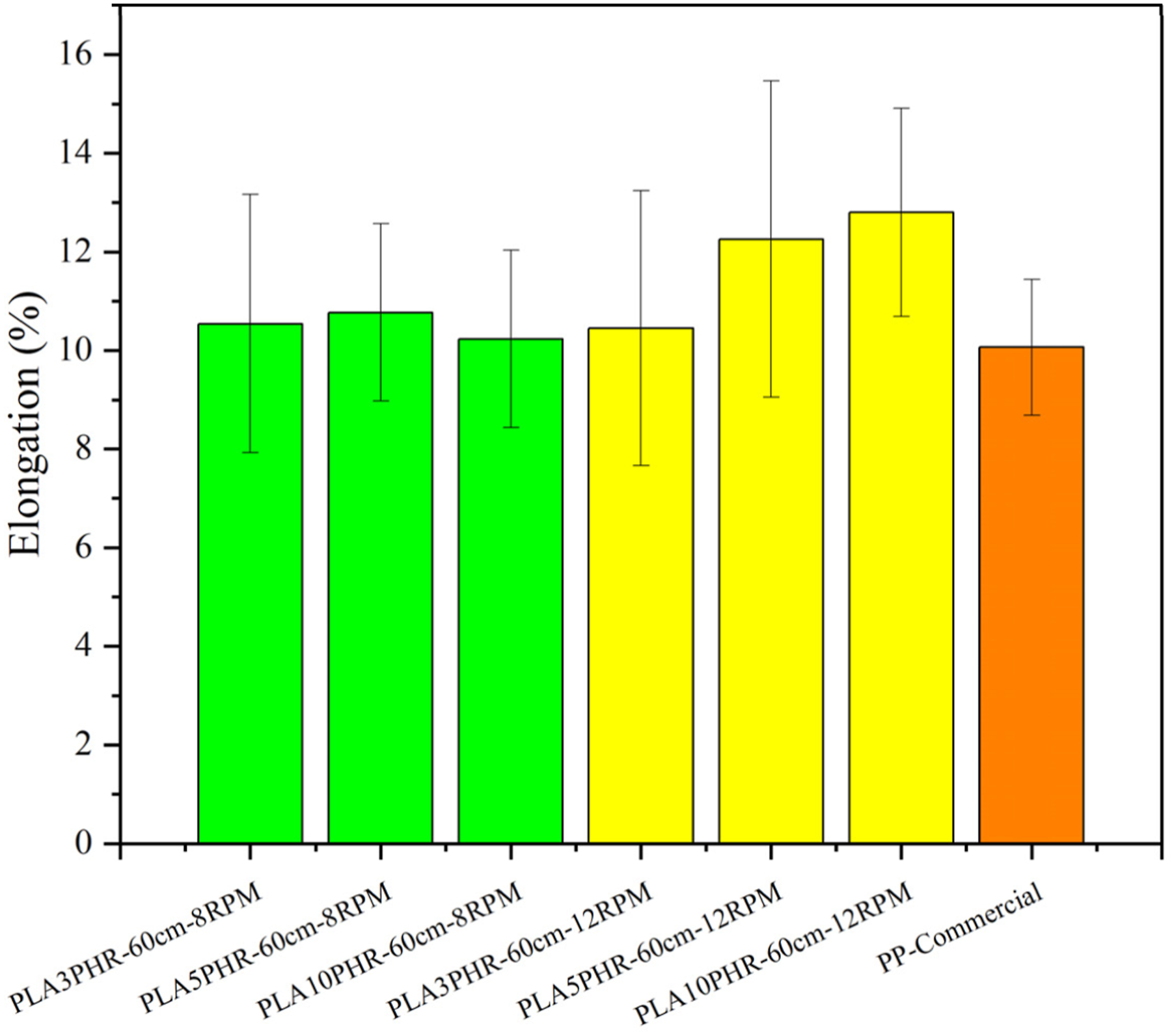
The mechanical properties of melt-blown PLA fibers were strongly influenced by both CCN content and processing speed (8 and 12 RPM) as shown in Figures 12–14. PLA melt-blown exhibited relatively low tensile modulus (0.366–0.543 MPa) and tensile strength (0.027–0.030 MPa), reflecting the inherently soft and highly porous structure of melt-blown nonwoven fibers. Tensile strength of melt-blown sample. Elongation at break of melt-blown sample. Tensile modulus properties of melt blow samples.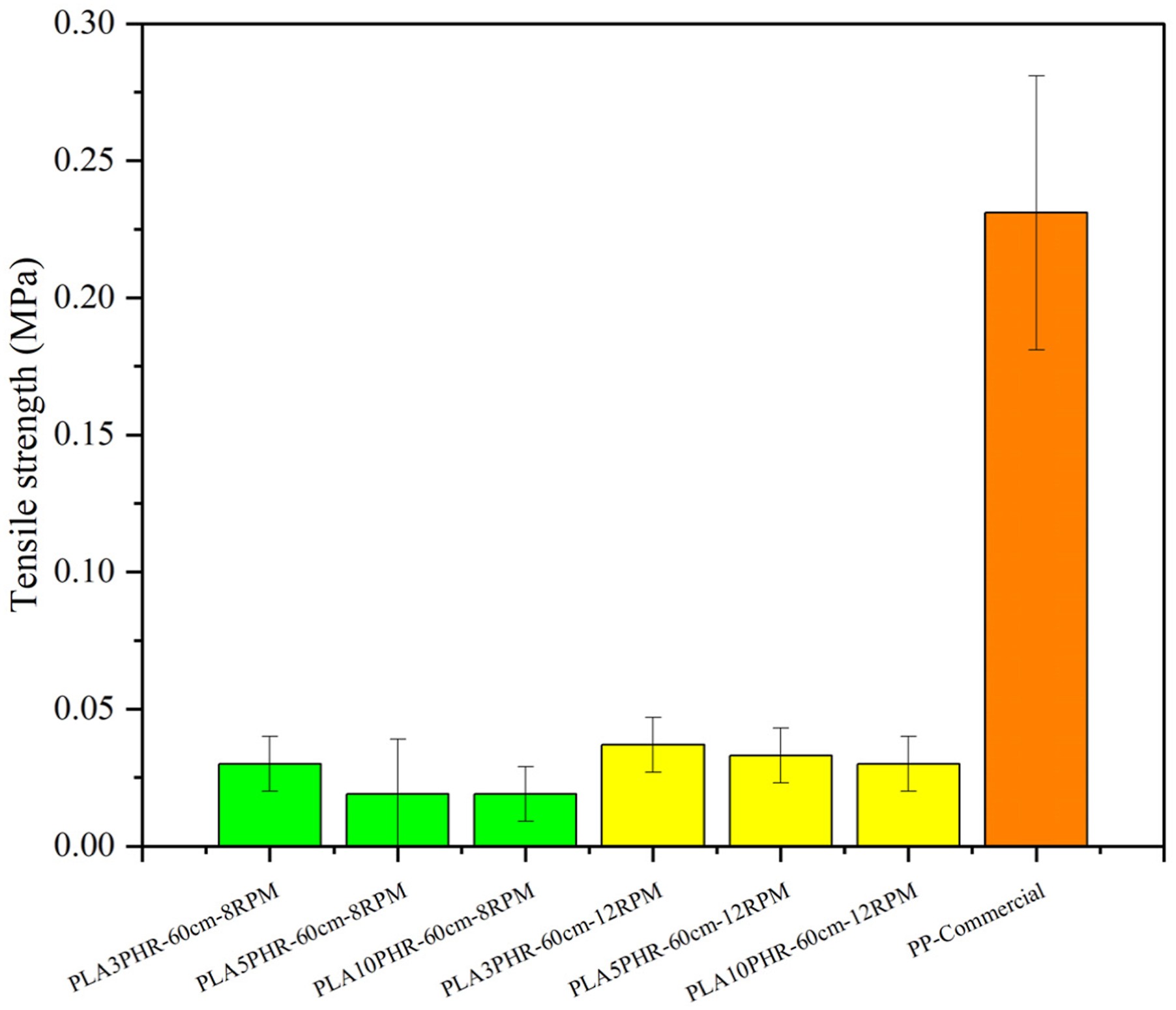
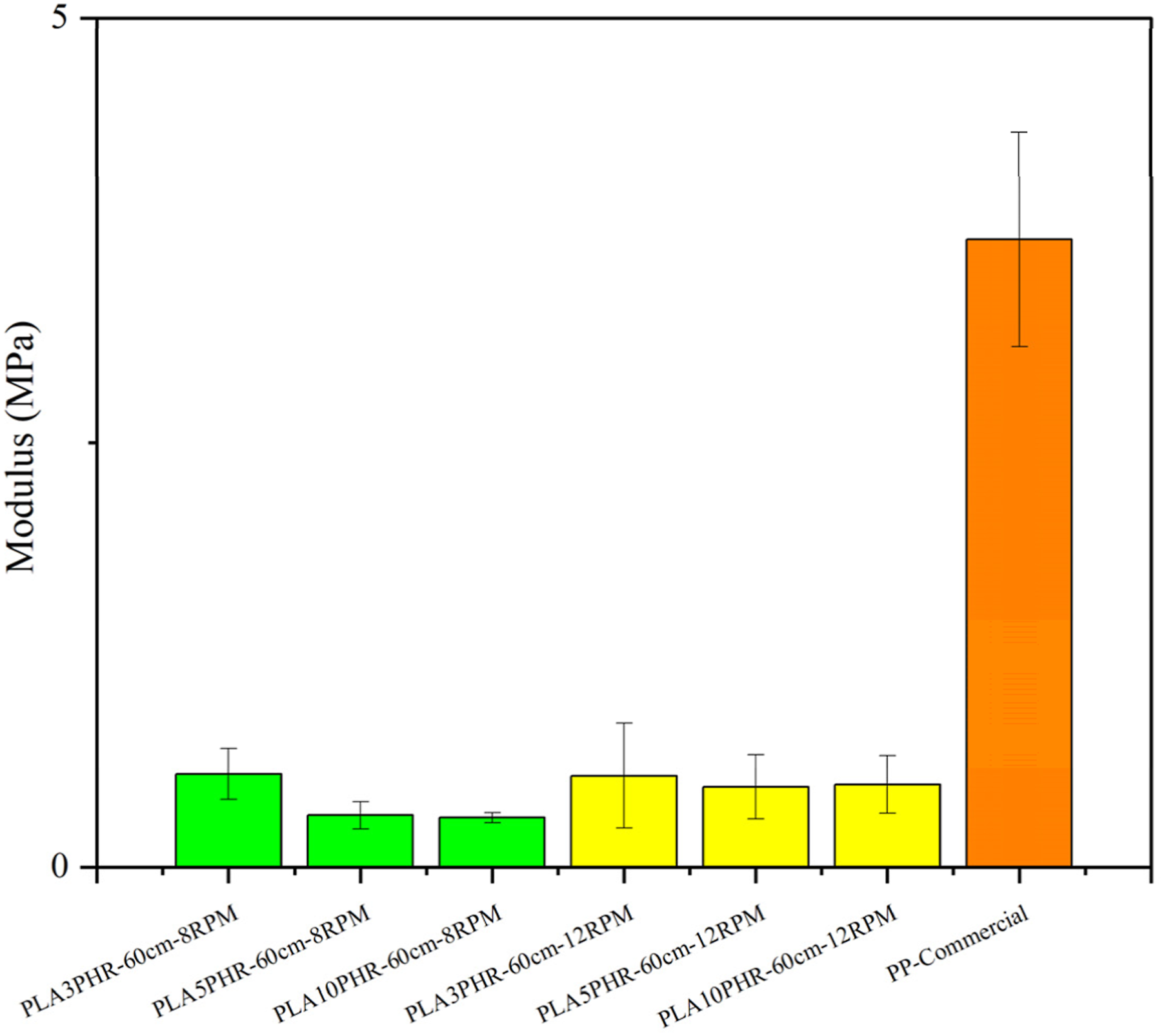
At low CCN loading (3 phr), an improvement in stiffness and strength was observed, particularly at 12 RPM, where the tensile modulus (0.538 MPa) and tensile strength (0.037 MPa) reached their highest values among the PLA-based samples. This enhancement can be attributed to the reinforcing and nucleating effects of well-dispersed CCN, which promote better stress transfer within the fiber matrix and improve fiber integrity during stretching. 39
However, further increasing the CCN content to 5 and 10 phr led to a reduction in tensile modulus and tensile strength, especially at 8 RPM. This decline is likely due to nanoparticle agglomeration at higher filler loadings, which creates stress concentration sites and weak interfacial bonding between CCN and the PLA matrix. Such defects compromise load transfer efficiency and reduce mechanical performance.
Elongation at break remained relatively stable across all PLA/CCN samples, ranging from approximately 10–13%, indicating that CCN addition had a limited effect on fiber ductility. Slightly higher elongation values were observed at 12 RPM, suggesting that higher processing speeds may improve fiber orientation and uniformity.
In contrast, commercial polypropylene (PP) exhibited significantly superior mechanical properties, with a tensile modulus of 3.696 MPa and tensile strength of 0.231 MPa, highlighting the trade-off between mechanical robustness and biodegradability when replacing PP with PLA-based absorbents.
Overall, the results indicate that low CCN loading (3 phr), combined with higher processing speed (12 RPM), provides an optimal balance between reinforcement and structural integrity for melt-blown PLA fibers, while excessive CCN content adversely affects mechanical performance due to particle aggregation.
The addition of modified calcium carbonate to PLA composites has been shown to influence mechanical properties. While tensile strength may decrease slightly, particularly below 20% calcium carbonate content, impact properties and elongation at break improve significantly at higher concentrations. 34
By changing the pore structure and surface chemistry of PLA fibers, CCN can significantly affect their ability to absorb oil. In order to facilitate capillary uptake and oil retention inside the fiber network, CCN particles may enhance surface roughness and produce more micro- and mesopores. PLA/CCN melt-blown webs are a viable alternative to traditional PP sorbents in spill-remediation and separation applications because they can be developed to combine sufficient mechanical integrity with improved oil sorption by carefully altering CCN content and processing conditions.
3.8. Influence of CCN on oil absorption capacity
The effect of CCN incorporation on the oil absorption capacity of PLA melt-blown fibers was evaluated in relation to previously discussed changes in morphology, porosity, and surface hydrophobicity. These structural features are central to determining absorption efficiency, as they govern both the available surface area and the fiber architecture that facilitate oil uptake and retention.
As shown in Figure 15, the addition of CCN markedly enhances the oil absorption performance of PLA melt-blown materials. The PLA10-60 cm-12 RPM sample, containing 10 phr CCN, exhibited the highest absorption capacity, approaching 15.6 g/g. This improvement is attributed to the increased porosity and enlarged surface area generated by CCN, which acts as an effective nucleating agent within the PLA matrix. Previous work has reported comparable performance in PLA/PBE micro-nanofiber fabrics, which achieved an oil absorption of 10.34 times their weight, highlighting the strong potential of PLA-based fibrous structures for oil–water separation and environmental remediation applications.
8
Oil absorption capacity of PLA melt-blown fibers as a function of processing parameters and CCN content.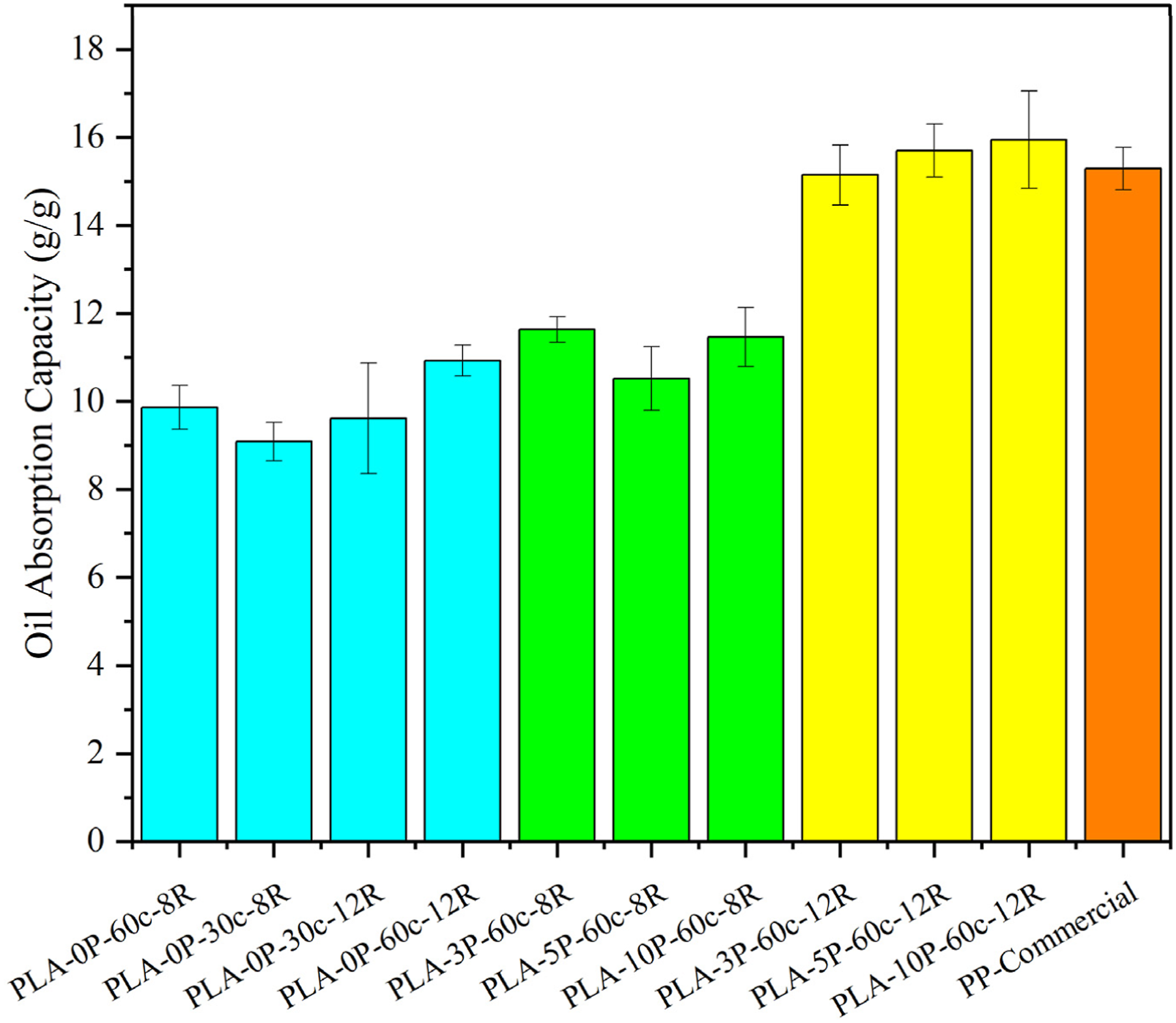
Processing parameters such as screw speed and die-to-collector distance also contributed to variations in absorption capacity. Higher screw speeds (12 RPM) generally yielded fibers with improved oil uptake, likely due to enhanced fiber formation and porosity. However, the magnitude of improvement from processing conditions was less significant than that resulting from CCN incorporation.
Compared with commercial polypropylene (PP) melt-blown fibers, which exhibited the lowest oil absorption capacity, the PLA/CCN composites demonstrated superior performance. These results indicate that PLA-based materials particularly those reinforced with CCN represent a promising biodegradable alternative for oil spill remediation due to their combination of high absorption efficiency and environmental compatibility.
Reusability is a key criterion for practical oil absorbents, as emphasized in standards such as ISO 13589, ASTM F726-21, and EPA guidelines. PLA micro-nanofiber fabrics have previously been shown to maintain excellent absorption behavior over multiple cycles; for instance, PLA/PBE textiles retained their weight and exhibited less than a 1.5% decline in capacity after eight absorption–desorption cycles, demonstrating high durability.8,11
As shown in Figure 16, neat PLA melt-blown fibers maintained stable performance over five cycles, showing minimal loss in capacity and confirming their suitability for repeated use. In contrast, PLA/CCN composites containing 10 phr CCN exhibited a decline in absorbency over successive cycles. This reduction is attributed to CCN agglomeration, which compromised fiber integrity and diminished both the available surface area and pore structure required for efficient oil uptake. Reusability of PLA composites in oil absorption and desorption cycles.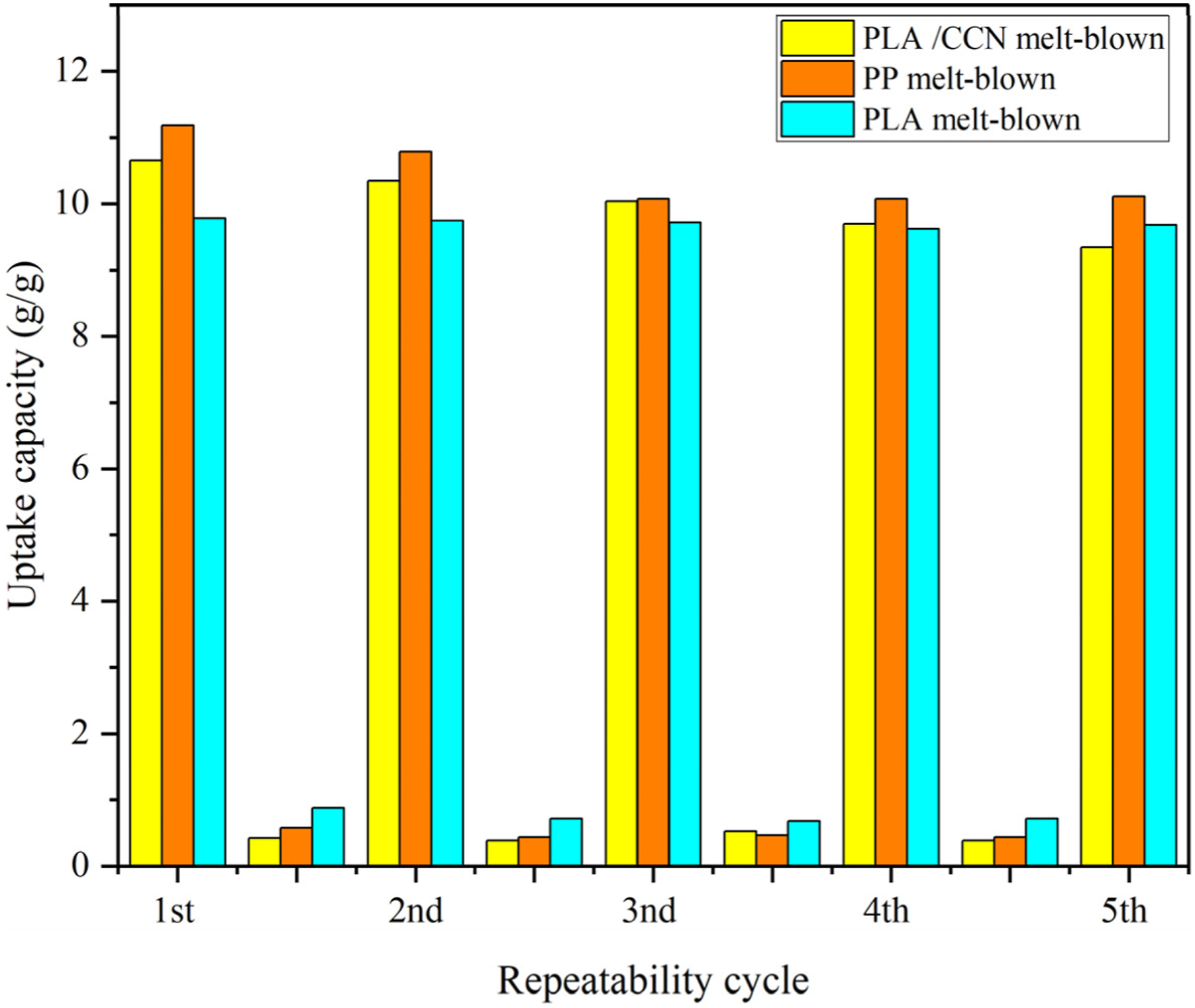
Commercial PP fibers showed consistent performance across cycles but remained inferior in overall absorption capacity due to their inherently smoother and more hydrophobic surface morphology. Although the incorporation of CCN into PLA notably enhanced oil absorption with the optimal performance observed at 5 phr excessive CCN loading (10 phr) resulted in particle agglomeration and reduced reusability.
These findings underscore the need to optimize CCN content to balance enhanced absorption with fiber stability, ensuring that PLA-based composites achieve both high initial performance and long-term durability for environmental and industrial oil sorption applications.
3.9. The isothermal adsorption model of PLA/CCN melt-blown
Oil uptake in melt-blown fibrous sorbents arises from two distinct but interrelated mechanisms operating at different structural scales. Capillary absorption within the fibrous network constitutes the dominant contribution, where oil is retained within the interconnected inter-fiber void structure through capillary forces and oleophilic wetting. In addition, surface adsorption provides a secondary contribution, particularly at lower oil concentrations, where oil molecules interact with available surface sites and mesoporous regions. Accordingly, the high gravimetric uptake observed in this study is governed primarily by capillary retention within the macroporous fibrous structure, whereas isotherm modeling reflects equilibrium surface interactions under dilute conditions.
Adsorption isotherm parameters for PLA and PLA/CCN melt-blown materials.
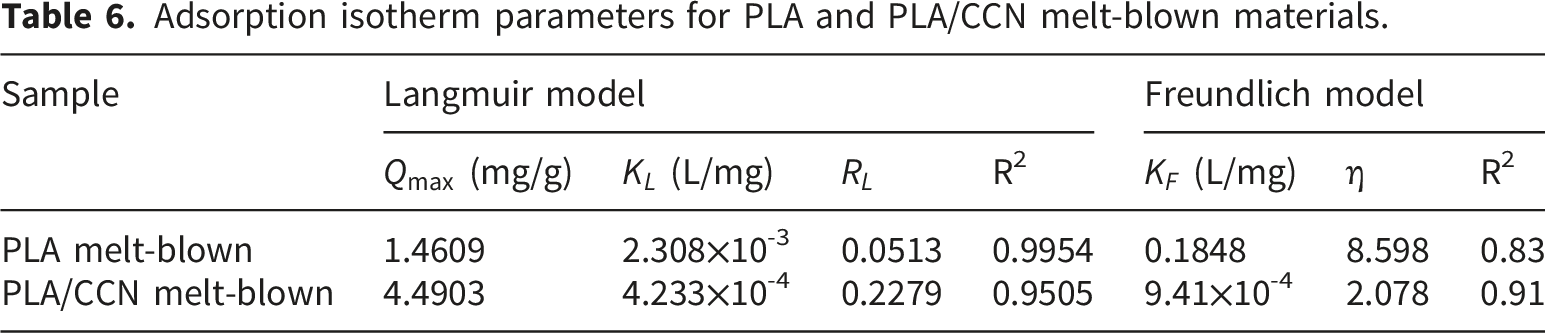
In contrast, the Freundlich model, which describes adsorption on heterogeneous surfaces with multilayer interactions, provided a better fit for PLA/CCN melt-blown (R2= 0.91) compared to PLA melt-blown (R2= 0.83). This indicates that the incorporation of CCN introduces surface heterogeneity and a broader distribution of adsorption energies. The heterogeneity factor (η) further supports this interpretation, with a lower value observed for PLA/CCN (η = 2.078) compared to neat PLA (η = 8.598), reflecting a more heterogeneous adsorption surface in the nanocomposite. These results demonstrate that CCN incorporation modifies the surface characteristics of PLA, promoting heterogeneous and multilayer adsorption behavior.
Taken together, these findings indicate that while PLA melt-blown is better described by the Langmuir model, the PLA/CCN nanocomposite exhibits improved agreement with the Freundlich model, indicating increased surface heterogeneity and multilayer adsorption behavior. It should be noted that isotherm-derived adsorption capacity reflects surface interactions under dilute conditions and does not directly represent the bulk oil uptake capacity of fibrous sorbents, which is primarily governed by capillary retention within the fiber network.
To complement the equilibrium analysis, adsorption kinetics were evaluated using the pseudo-first-order model. The linear regression yielded a rate constant (k1) of 0.04185 h-1 for neat PLA, suggesting that the adsorption process involves physisorption alongside capillary-driven transport and diffusion within the fibrous network. The moderate correlation coefficient (R2= 0.5596) suggests that this model only partially describes the adsorption process, implying the involvement of additional mechanisms such as surface diffusion and multilayer accumulation (Figure 17). The incorporation of CCN is expected to enhance adsorption kinetics by increasing surface roughness, pore accessibility, and the number of interaction sites, thereby facilitating faster oil uptake in conjunction with capillary-driven transport.
41
The pseudo-first-order kinetic model for oil absorption by PLA melt-blown.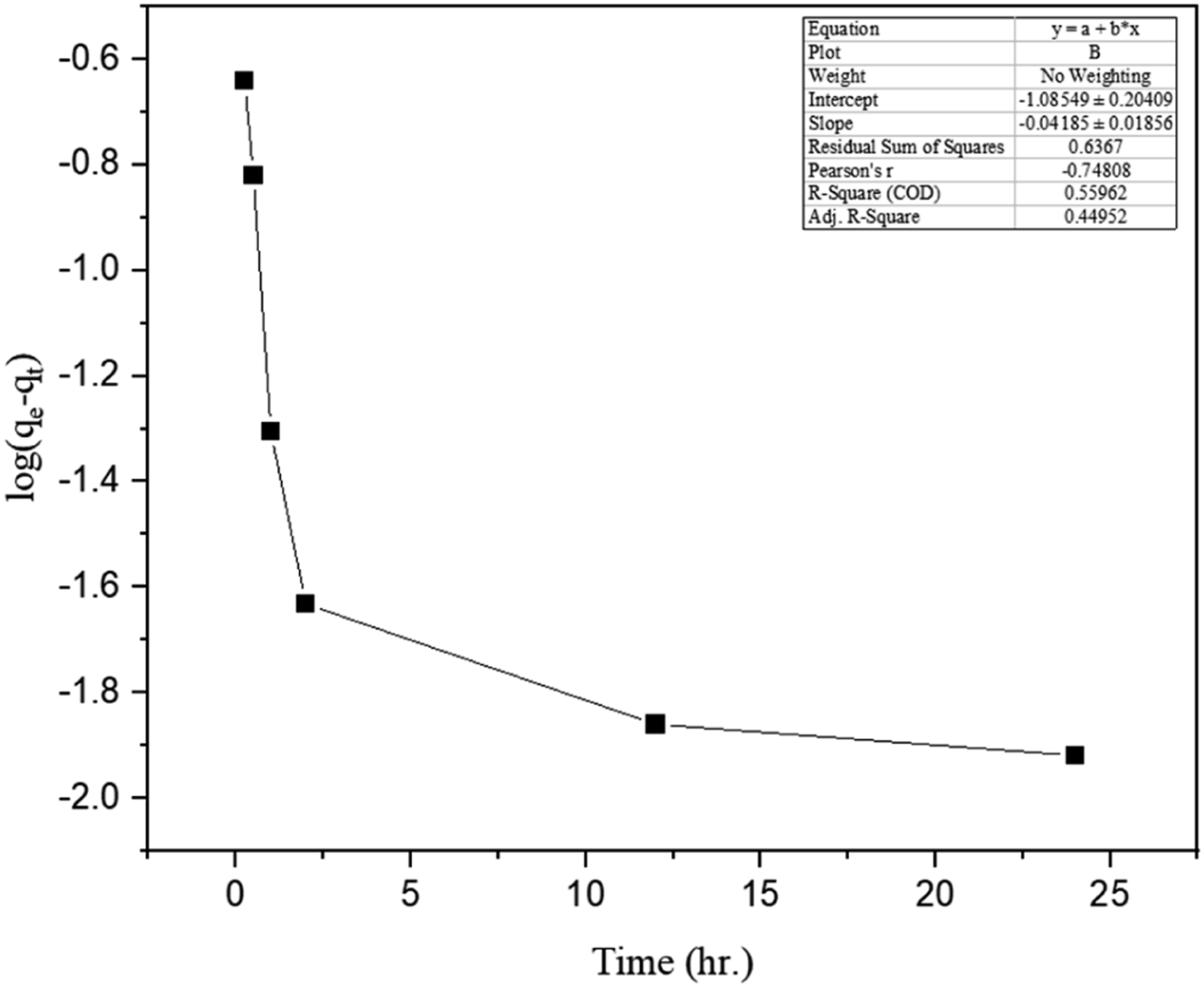
Overall, the combined isotherm and kinetic analyses confirm that PLA/CCN melt-blown materials exhibit enhanced surface interaction capability and increased adsorption heterogeneity compared to neat PLA. These surface-level effects, together with the dominant capillary absorption within the fibrous structure, collectively contribute to the superior oil uptake performance observed in the PLA/CCN system.
4. Conclusions
This study demonstrates the strong potential of polylactic acid (PLA) composites reinforced with calcium carbonate nanoparticles (CCN) as sustainable, high-performance sorbent materials for oil spill remediation. Comprehensive characterization of their morphological, mechanical, thermal, and functional properties revealed clear performance enhancements resulting from CCN incorporation.
The addition of CCN notably improved the oil absorption capacity of PLA melt-blown fibers. The composite containing 10 phr CCN exhibited an absorption capacity of approximately 16 g of crude oil per gram of sorbent, attributable to the increased porosity and specific surface area confirmed by BET analysis. Mechanical testing and thermal evaluations using DSC and TGA further demonstrated improved structural stability and thermal resistance, underscoring the suitability of PLA/CCN composites for use in demanding environmental conditions.
Reusability assessments showed that the composites maintained high absorption performance over multiple sorption–desorption cycles. However, at loadings above 5 phr, CCN agglomeration was observed, leading to reduced adsorption efficiency and localized structural weakening. Isothermal adsorption behavior aligned well with both Langmuir and Freundlich models, indicating heterogeneous surface interactions facilitated by the presence of CCN.
Overall, these findings establish PLA/CCN composites as promising biodegradable alternatives to conventional polypropylene-based sorbents. The results contribute to the development of advanced bio-based materials by demonstrating how controlled nanoparticle integration can enhance performance while supporting environmental sustainability in oil spill remediation applications.
Supplemental material
Supplemental material - Nanoparticle enhanced poly(lactic acid) melt-blown for efficient and eco-friendly oil spill cleanup
Supplemental material for Nanoparticle enhanced poly(lactic acid) melt-blown for efficient and eco-friendly oil spill cleanup by Bunnakorn Suntamit, Fei-Fan Ge, Chanokporn Muangchinda, ChutimaVanichvattanadecha, Chi-Hui Tsou, Onruthai Pinyakong, Pranut Potiyaraj, Charasphat Preuksarattanawut in Journal of Industrial Textiles
Footnotes
Acknowledgements
The authors gratefully acknowledge the National Science and Technology Development Agency (NSTDA) for providing scholarship support to one of the contributing authors.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Science and Technology Development Agency.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.