
Abstract
Aluminum/carbon nanotubes (Al/CNTs) nanocomposites are intriguing prospects for mechanical and tribology applications. In this study, the double-pressing double-sintering (DPDS) method was used to create Al-based nanocomposites reinforced with CNTs. Al/CNT nanocomposites’ wear behavior, as well as their impact and bending strengths, were examined in relation to CNT content (1, 2, 4, 8 and 12 weight percent) and diameter (8, 20 and 40 nm). The wear behavior of Al/CNT nanocomposites was improved upon increasing the content from 0 to 8 wt.% and diameter sizes of CNTs compared with neat Al. This behavior is attributed to the self-lubricating behavior, clustering, and agglomeration of CNTs. The impact and bending strengths of the Al-8 wt.% CNTs with a diameter size of 40 nm increased by about 112%(17j) and 117%(265 MPa) compared with the neat Al sample, respectively. Impact resistance and bending strength were enhanced with increasing diameter of CNTs. The impact and bending strengths of these nanocomposites were impacted by CNT aggregation and the poor bonding strength of the Al/CNT interfaces (formation of Al4C3). SEM and TEM were used to analyze the worn and fractured surfaces of Al/CNT nanocomposites.
Introduction
Metal matrix composites (MMCs) are designed materials that combine metal (the matrix) with reinforcement (the particles) to provide certain qualities. For commercial airplanes, electronic substrates, vehicles, and a number of other uses, MMCs are either in use or in prototype.1,2 For better control of friction and wear in mechanical systems, self-lubricating nanocomposites may be made. 3 Self-lubricating nanocomposites have been utilized in home and light office appliances including printers, electric shavers, drills, and blenders for a number of years. 4
Research on multi-walled carbon nanotubes (MWCNTs) has been intensive. 5 MWCNTs have good heat conductivity, strength, and modulus.6,7 As a result, they might serve as MMCs’ potential reinforcement. Applications for carbon nanotubes (CNTs) are being studied. Their usage as reinforcements in nanocomposites is motivated by their exceptional mechanical characteristics. Different methods have been utilized to create the MMCs depending on the kind of matrix.8–10 Metal matrices, such as Al, have been processed using solid-state methods.11–14
The appeal of aluminum alloys is their low weight. 15 Aluminum nanocomposites reinforced with CNTs are predicted to exhibit excellent properties, including high strength and high thermal conductivity. The goal of adding CNTs to light metals or alloys like aluminum was to create strong but lightweight nanocomposites that are appropriate for the automobile and aerospace sectors, where weight reduction and fuel efficiency are top priorities.13,16 Pure Al matrices supplemented with CNTs have significantly improved mechanical characteristics, according to many research.12,17–19 Numerous studies20–23 have demonstrated that the inclusion of CNTs improved wear resistance. Although they demonstrated CNTs serving as nucleation sites for void formation, the samples made by Esawi et al. 24 exhibited consistent dispersion and alignment of the CNTs in the Al matrix. Al-based nanocomposites reinforced with CNTs were studied by Choi et al. 25 in terms of their wear properties. They came to the conclusion that although the wear rate of the nanocomposites decreased with an increase in sliding speed, it rose with an increase in the applied load.
The tribological characteristics of Al/CNT nanocomposites are highly dependent on the dispersion of CNTs in the matrix, in addition to the amount of CNTs present and the manufacturing process.1,26,27 In recent years, researchers have exhaustively examined the impact behavior of numerous materials. Understanding how dynamic loads influence the failure of nanocomposites under an impact load is crucial. Although a great number of studies have focused on the influence of CNTs on the Al matrix,25,28–30 it appears that not much attention has been devoted to the bending capabilities. CNTs have an average bending strength of 14 GPa. 31 This increased bending strength motivates us to research how CNTs affect the bending characteristics of Al/CNT nanocomposites. Al/CNT nanocomposites’ bending strength was investigated by Yarahmadi et al.. 32 They reported that the CNT concentration enhanced the bending strength of the nanocomposites.
Although many studies have focused on Al/CNT nanocomposites, it seems that Al/CNT nanocomposites manufactured by the DPDS process have remained understudied. The mechanical characteristics of double press double sintered (DPDS) Al-CNT nanocomposites, in contrast, have been reported 33 to be greater than those of samples made by spark plasma sintering and hot press. This indicates that the DPDS is a suitable method for producing high-density Al-based nanocomposites. In the present work, the effect of the content and diameter size of CNTs was investigated on the wear behavior, impact strength, and bending strength of Al/CNTs samples fabricated by DPDS. The effect of CNTs diameter has not been considered so far on the wear and bending properties of aluminum nanocomposites manufactured by DPDS. Also, the response of DPDS Al/CNTs against impact has not been investigated so far.
Materials and methodology
Materials
The quality of the aluminum powder was 99 percent, and its size was 48 microns. The density and purity of multiwall carbon nanotubes were 95 percent and 2.10 g/cm3, respectively (provided by VCN Materials, Malaysia). In this study, CNTs having diameters of 8, 20, and 40 nm—short for CNTs (8 nm), CNTs (20 nm), and CNTs (40 nm)—have been employed. All CNTs ranged in length from 5 to 10 μm. Figure 1 shows the TEM pictures of MWCNTs. It is discovered that the CNTs exhibited a curved morphology and twisted form, and possessed nanoscale morphological traits.
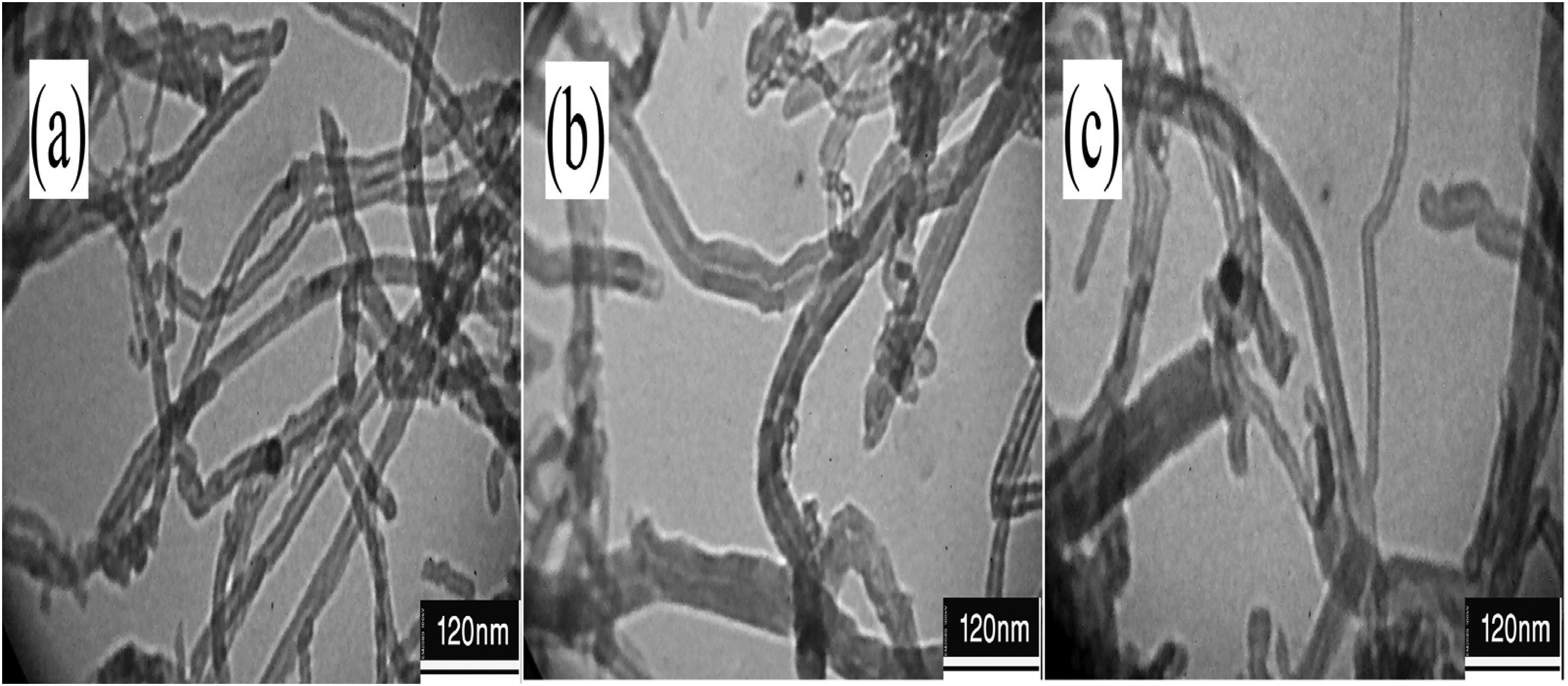
TEM micrographs of CNTs, outer diameters: (a) 8 nm, (b) 20 nm, and (c) 40 nm.
Sample preparation
In a planetary ball mill using stainless steel balls, CNTs (with weight percentages of 1, 2, 4, 8, and 12) were combined with Al powder (with an initial ball-to-powder ratio (BPR) of 20:1). In order to reduce cold welding of the aluminum particles and strain hardening of the material at the higher energies required in milling, ethanol (3 wt%) was employed as a process control agent (PCA). The milling process lasted 120 min at 200 rpm. Then, nanocomposite powders were uniaxially crushed in a steel die at 300 MPa before being pre-sintered for 60 min at 500 °C in an argon environment. The samples were again crushed under a second 300 MPa pressure before being sintered for 60 min at 610 °C in an argon environment. The dimensions of the wear samples were 15 mm in length and 10 mm in diameter. The DIN EN ISO 14556 standard was followed in the fabrication of the V-notched impact samples. A CNC machine was used to cut and manufacture the V-notched impact samples. Additionally, the bending samples had dimensions of 40 mm in length, 10 mm in breadth, and 5 mm in thickness. The sample preparation procedure is shown in Figure 2.
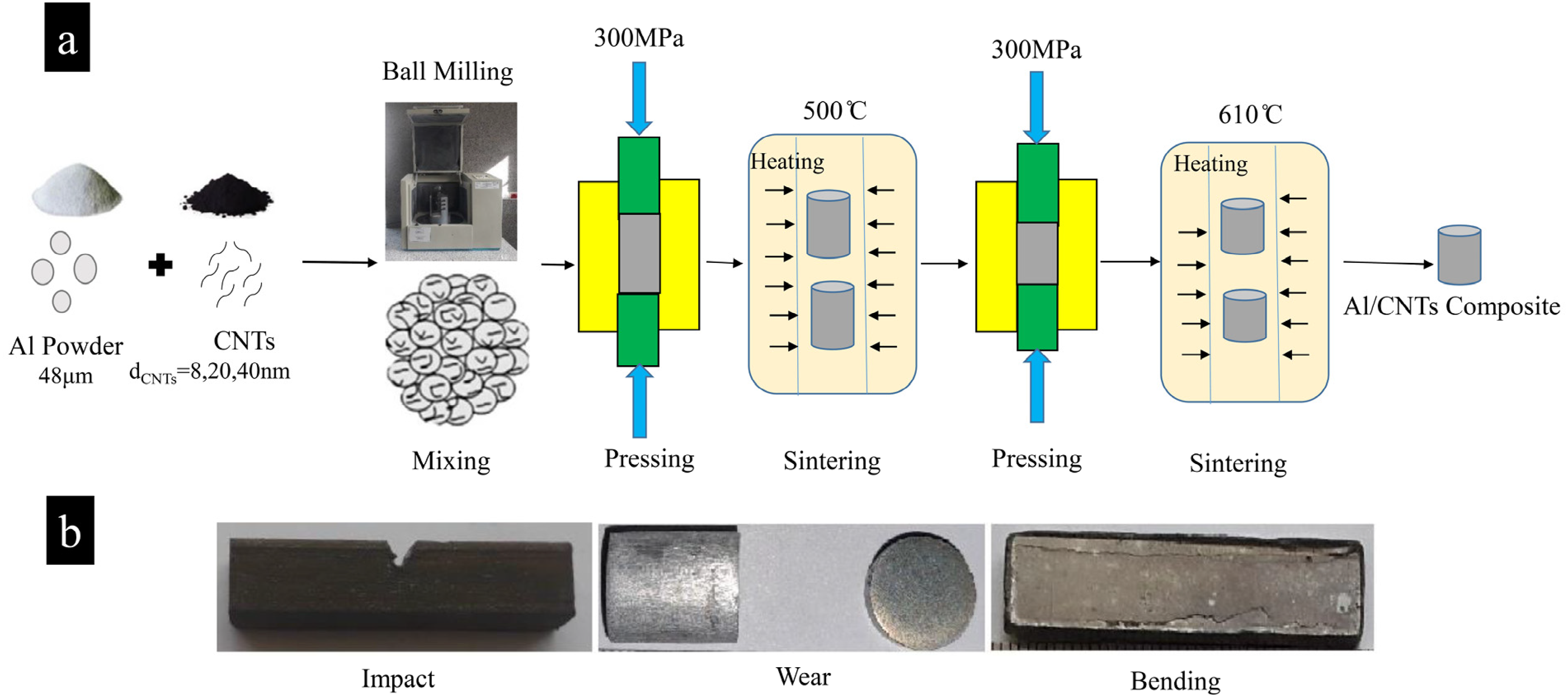
(a) Schematics of DPDS process (b) prepared samples.
Materials characterization and tribological analysis
The pin-on-disk type wear tester was used to evaluate the wear behavior of samples. The wear tests were done under 10 N. To determine the wear rate, the mass loss of the samples was measured. Then, the measured values were divided by sliding distances for calculating the wear rate. The friction coefficient was calculated by measuring the friction force recorded. A Deghat Azma testing apparatus was used for the impact and bending tests. Impact testing were performed in accordance with ASTM E23. The three-point bending test was used to evaluate the nanocomposites’ bending resistance. According to ASTM E-290, the bending test was conducted with an initial strain rate of 2 mm/min at room temperature. Each test was run on a minimum of three samples, and the average results were reported. The examination of microstructure was done using a transmission electron microscopy (TEM) (Philips, model EM208S). The wear and impact tests were followed by a scanning electron microscopy (SEM) (XL Series - lab 6) examination of the damaged and worn surfaces.
Results and discussion
Wear and friction studies of Al/CNT nanocomposites
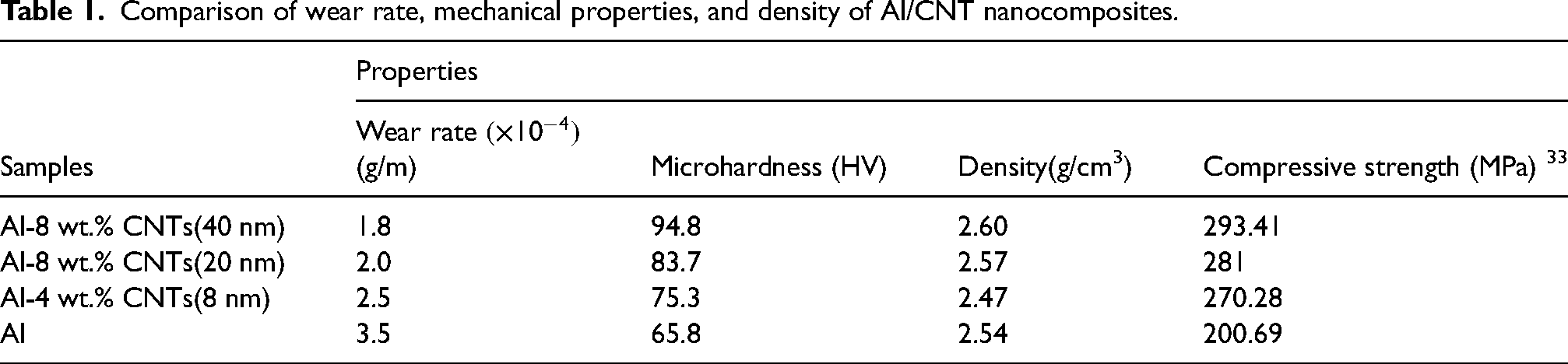
Al/CNT nanocomposites’ wear behavior may be considerably changed by CNTs. The wear rate and friction coefficient are shown in Figures 3 and 4 as functions of the amount of CNTs and the sliding distance, respectively. Figure 3 shows that increasing the concentration (up to 8 weight percent) and diameter size of CNTs has increased the wear resistance. The Al-8 wt.% CNTs(20&40 nm) and Al-4 wt.% CNTs(8,20&40 nm) samples exhibited a lower wear rate, and so enhanced wear resistance than Al-12 wt.% CNTs(8, 20&40 nm) and Al-8 wt.% CNTs(8 nm) samples. There has been a reduction in the wear volume (about 49%) in the Al–8 wt.% CNTs(40 nm) nanocomposite as compared to Al, whereas the Al–8 wt.% CNTs(8 nm) has shown a 14% higher wear volume. The wear property of Al/CNT nanocomposites is mostly governed by their mechanical properties (see Table 1). The results indicate that the Al–8 wt.% CNTs(40 nm) have had the highest wear resistance, density, and hardness. Enhancement of the density, hardness, and strength helps in reducing the volume loss in Al/CNT nanocomposites, causing an increase in wear resistance. The maximum microhardness equal to 94.8 HV is related to the Al–8 wt.% CNTs(40 nm), which is about 44% higher compared to unreinforced Al. The increased hardness in the Al-8 wt.% CNTs (20&40 nm) and Al-4 wt.%CNTs(8 nm) could be the reason for improvements in the wear resistance over pure Al. However, the wear rate was shown to considerably decrease as the CNTs content and diameter size rose, reaching 43, 49, and 29% reduction for the 8 wt.% of CNTs (20&40 nm), and 4 wt.% of CNTs (8 nm) samples, respectively. This considerable decrease in wear rate with increasing CNT content is attributable to the samples’ reinforcement with CNTs, as described in the literature.34–36 The steady decline in wear rate with an increase in CNTs content (up to 8 wt.%) also confirms the uniform dispersion of the CNTs in response to the effective ball milling technique and DPDS employed in the present work.
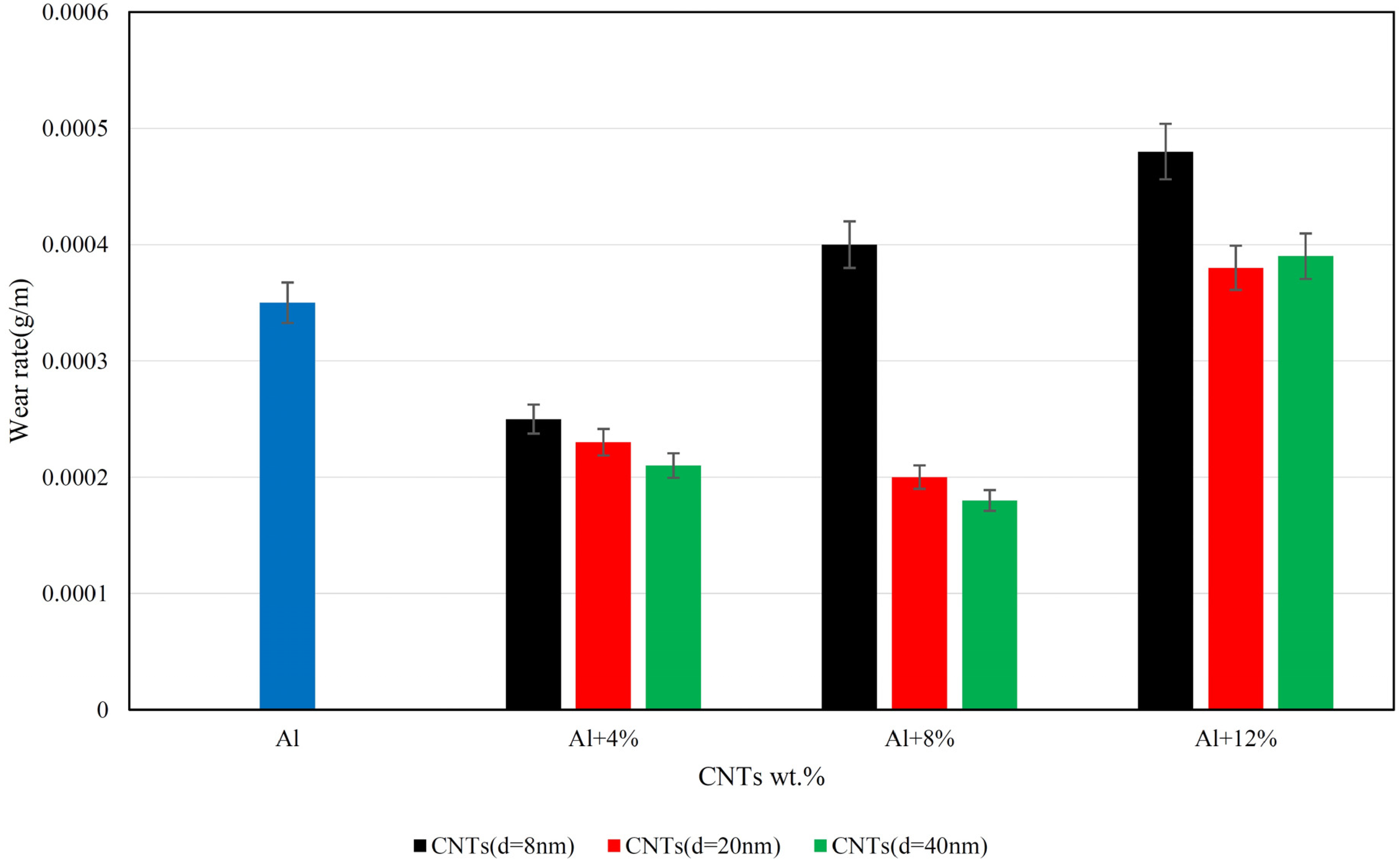
Variations of wear rate versus CNTs wt.% during the ball-on-disc wear test (load = 10N and distance = 500 m).
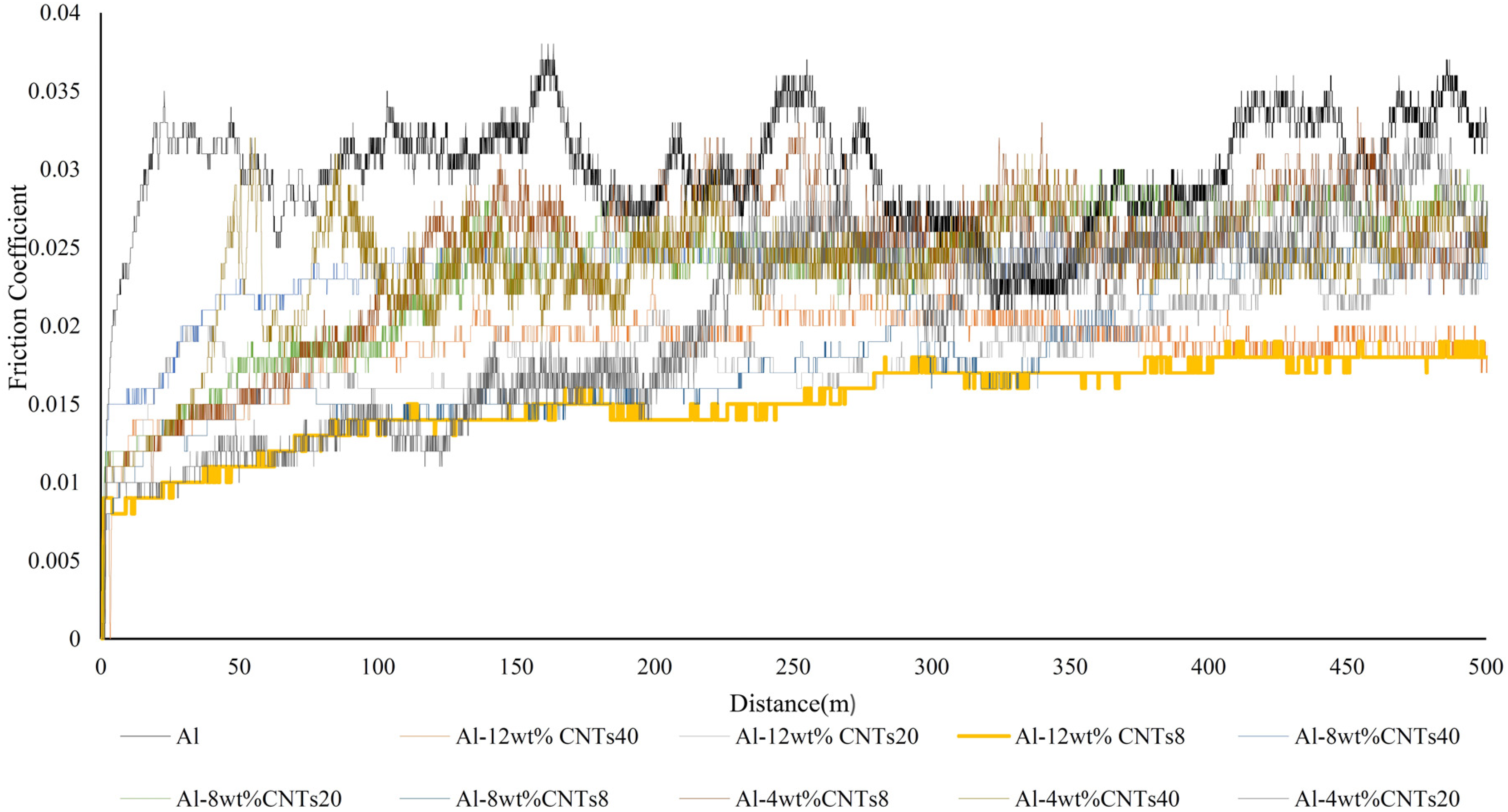
Variations of the friction coefficient as a function of sliding distance.
Comparison of wear rate, mechanical properties, and density of Al/CNT nanocomposites.
The researchers23,30,37 reported a decrease in the wear rate due to an increase in the content of CNTs. This increase continues until the increase in the amount of CNTs causes agglomeration, poor density, and separation of conglomerated particles.21,23,37 At higher contents (12 wt.%), the pores present in the nanocomposites as well as CNTs agglomeration serve as a source of crack nucleation and cause severe subsurface fragmentation, thus resulting become in a high wear rate of the nanocomposites as compared to the Al. Moreover, the weak interface between CNTs and Al (Al4C3) in nanocomposites could be another probable reason for its excessive subsurface fracturing at higher contents.
Zhou et al. 23 observed improvements in the wear rate of Al/CNT nanocomposites. They reported a wear rate of 0.01 mg/m for Al - 20vol% CNT nanocomposites and 0.0135 mg/m for Al. Note that in this study and in the work of Zhou et al., 23 the pin-on-disk test was used.
The friction coefficient of each sample dropped steadily, as seen in Figure 4. The inclusion of CNTs, which act as a solid lubricant during wear testing, is connected to the decreased friction coefficient of the Al/CNT nanocomposites. As can be observed, depending on the concentration and diameter of CNTs, friction coefficients exhibit various behaviors. It is also evident that the friction coefficients of Al-8 wt.%CNTs(8 nm) and Al-12 wt.%CNTs(20&40 nm) are not only lower but also have considerably less fluctuation as compared to the neat Al. This behavior is likely attributed to the self-lubricating feature and weak bonding between the Al4C3 and agglomerated CNTs, based on previous studies.37,38 The samples containing CNTs (8 nm) up to 8–12 wt.% and CNTs(20&40 nm) up to 12 wt.% are prone to agglomeration. According to Figure 4, the friction coefficient of Al–4 wt.%CNTs(8 nm) and Al–8 wt.%CNTs(20&40 nm) diminished, compared with unreinforced Al. This reduction can be attributed to the lack of clustering, self-lubricating features, and the uniform distribution of CNTs in the Al matrix.23,39,40
Wear and mechanical qualities are impacted by the pores and aggregation of CNTs.37,38 Figure 5(a) depicts the holes caused by incomplete densification in as-sintered materials with 12 weight percent CNTs (40 nm). CNTs have the ability to decrease pores and function as lubricants so long as they are not aggregated. Meanwhile, agglomeration and expanding pores have been brought on by the high concentration (12 wt %) of CNTs. The aggregation of CNTs and their non-uniform distribution are clearly seen in Figure 5(b).
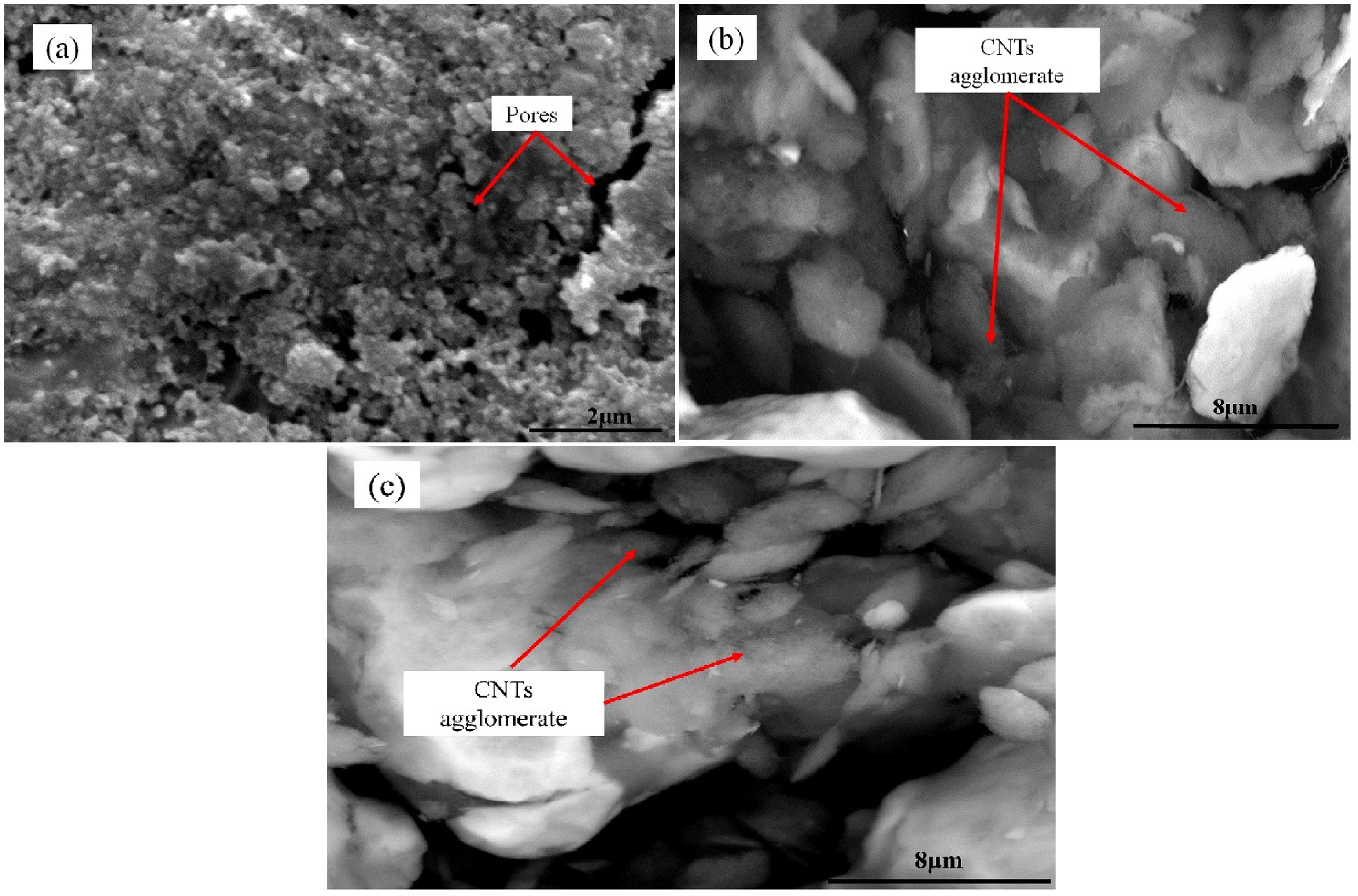
SEM micrograph of Al/CNT nanocomposites: (a) as-sintered Al–12 wt.% CNTs(40 nm) nanocomposite, (b) Al–8 wt.% CNTs(8 nm) powder, and (c) Al–12 wt.% CNTs(40 nm) powder.
These findings demonstrate that samples with lower CNT diameters have shown a stronger propensity to aggregate. Their curved and twisted shape might be responsible for this. Additionally, as their concentration rises, CNTs with smaller diameters exhibit an inhomogeneous distribution because they have higher interfacial surface area. 41 In all diameters, including the maximum CNT diameter (40 nm, see Figure 5 (c)), the agglomeration of samples containing 12 weight percent CNTs was visible. In Al-12wt% CNTs compared to Al-8wt% CNTs nanocomposite powders, the agglomeration is more important. If the weight percentage of CNTs increases, cluster formation also increases.
The damaged CNTs created during ball milling can be a source of C atoms and facilitate formation of Al4C3. Figure 6 is reveals TEM images of the Al–8 wt.% CNTs(8,20 and 40 nm) confirming the formation of Al4C3 at the interface of Al/CNTs after the DPDS process. Under the same conditions, the tendency of CNTs(8 nm) was highest to form Al4C3 than other diameters of 20 and 40 nm. Al-8 wt. percent of CNTs(8 nm) nanocomposite showed greater ID/IG (0.82) compared to Al-8 wt. percent of CNTs(20&40 nm) (0.75and 0.26) nanocomposites, which indicates that CNTs(8 nm) may be more damaged during the process. 33 According to Figure 6(b and c), the Al4C3 sample seems to be thinner than the Al/CNTs(20&40 nm) sample. Since CNTs(8 nm) have a smaller diameter than CNTs(20&40 nm), Al4C3 generation is much more pronounced in nanocomposites reinforced with CNTs (8 nm). The wear and mechanical characteristics of the Al4C3 are influenced by its thickness. The mechanical characteristics of Al4C3 are diminished when the thickness is increased.42,43 So, the more likely production of a thicker Al4C3 may be linked to the decrease in microhardness and compressive strength of Al-8 wt% CNTs(8 nm). As shown by the Al/CNT(20&40 nm) nanocomposites, the presence of a small layer of carbide phase at the Al/CNTs interface strengthens the interface binding, facilitates load transmission to CNTs, and boosts the mechanical characteristics of the nanocomposites (see Table 1).
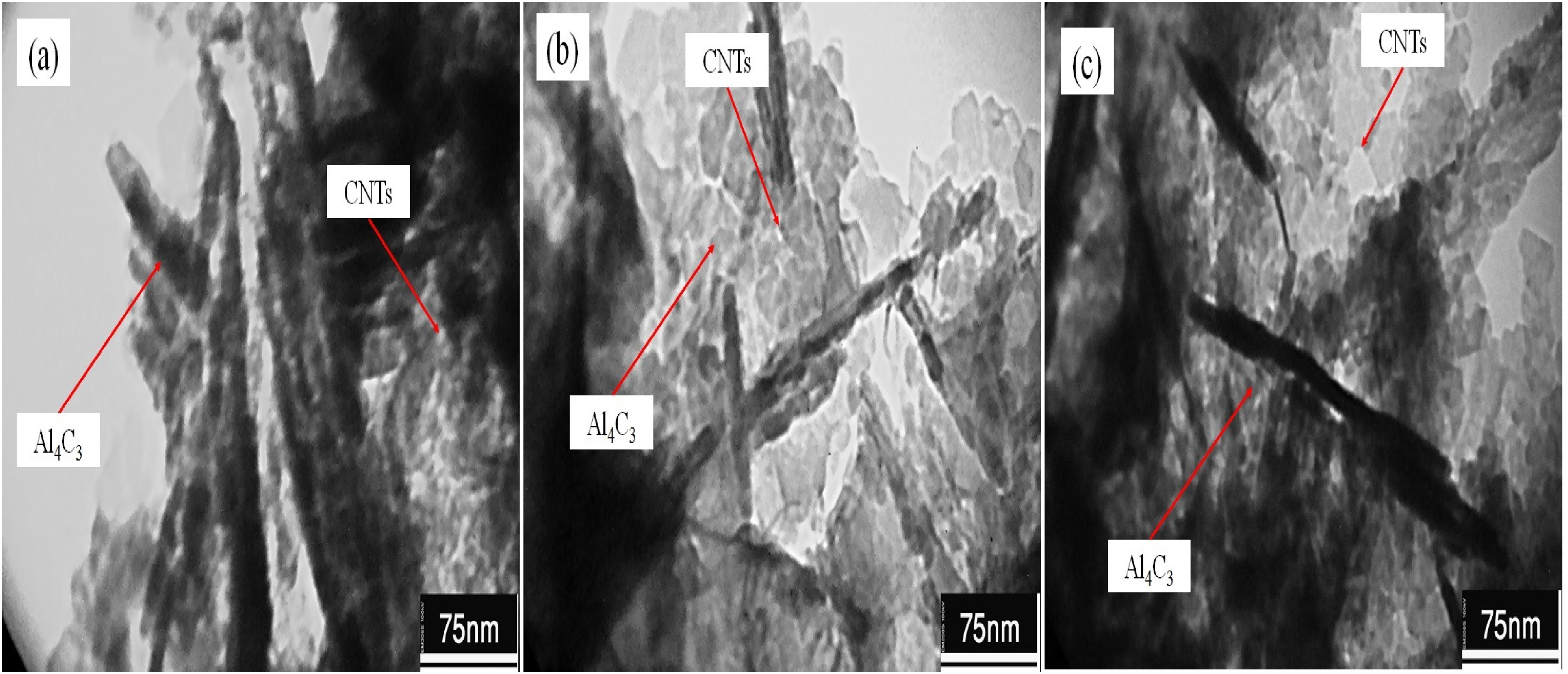
TEM micrograph of the interface of nanocomposites: (a) Al–8 wt.% CNTs(8 nm), (b) Al–8 wt.% CNTs(20 nm), and (c) Al–8 wt.% CNTs(40 nm).
The SEM images of the worn surfaces displayed in Figure 7 were used to analyze the characteristics of wear. It is observed that the Al/CNT nanocomposites show wear scratches and ploughing wear at dry sliding, corresponding to an abrasive wear mechanism. A sizable number of ridges, pits, and grooves may be seen in Figure 7. Al/CNT nanocomposites’ SEM micrographs showed evidence of delamination. Figure 7(a-e) shows smearing and rough areas in the wear tracks, suggesting abrasive wear, which is also consistent with another research. 40 One factor that affected the wear rate in this study was the diameter size of the CNTs. In Figure 7(b, c, e, and f) owing to the existence of CNTs with large diameters, the width and thickness of the scuffs are shorter and deeper than in Figure 7 (a, and d). This is due to the better self-lubricating properties of CNTs with a larger diameter.8,41 In addition, CNTs present in the Al matrix gradually released carbon (C) during the wear test. These C act as spacers between the probe and the surface, so they reduce the contact and wear volume.23,40,41 Also, the graphene layers are often released from the CNTs surface, offering lubrication during wear, which causes reduction of the coefficient of friction. 23 With a decline in the coefficient of friction, the effective lateral force for wear also decreases, resulting in a further reduction in volume loss. Nevertheless, Choi et al. 25 reported an increase in the wear resistance in the presence of CNTs due to the stiffening of the Al matrix. Meanwhile, the presence of CNTs clusters results in an increased wear rate, as the clusters can be worn off easily due to poor bonding with the Al matrix. In the case of 12 wt.% samples, the wear rate was high due to the agglomeration of CNTs. The wear rate and coefficient of friction findings stated above are supported by the SEM data. The Al-12 wt.% CNTs nanocomposite surfaces also experience significant plastic deformation and enhanced heat generation as a result of friction, which increases wear loss.
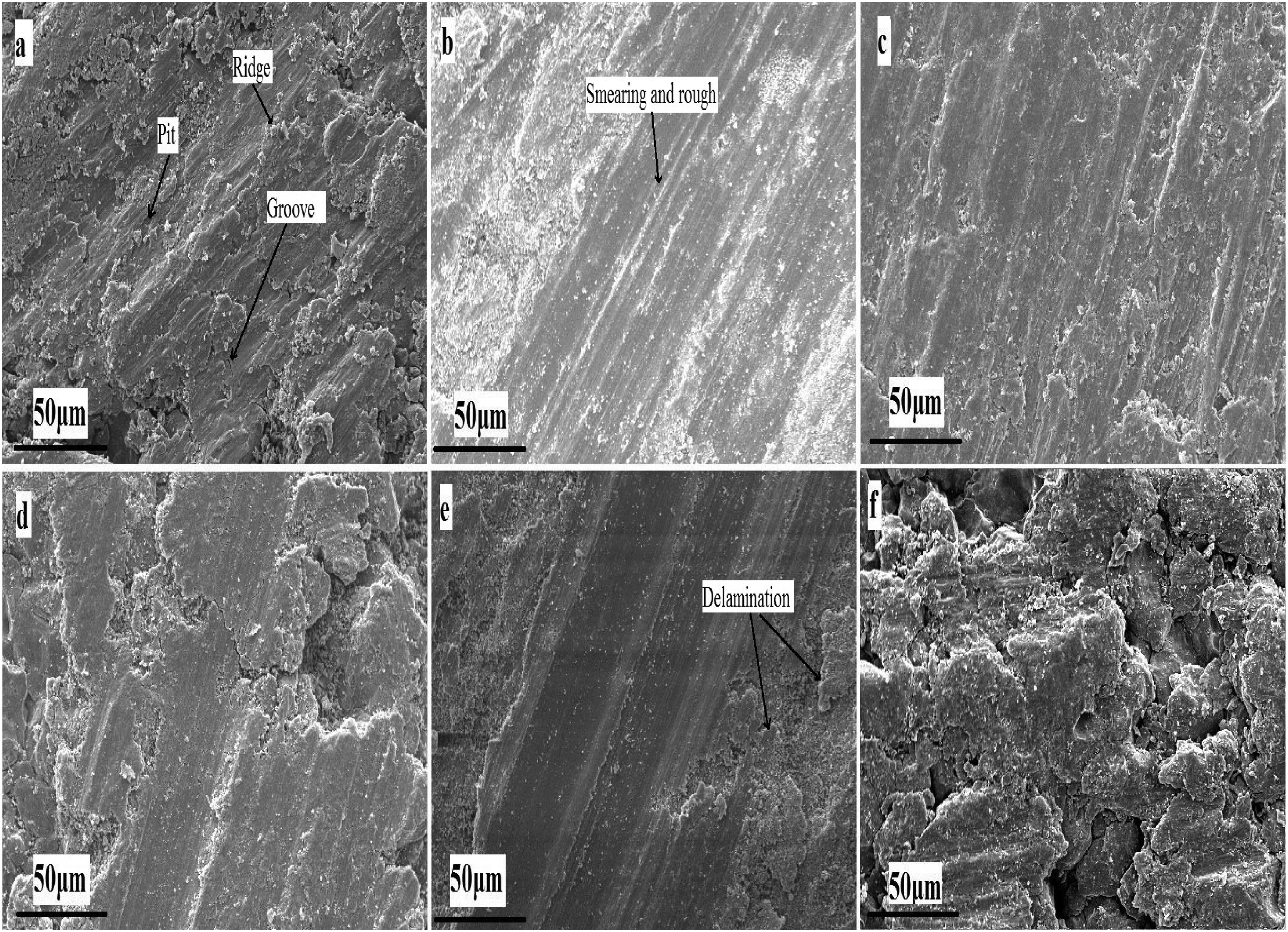
SEM micrographs of the worn surfaces of Al/CNT nanocomposites: (a) Al-4 wt.% CNTs (8 nm) (b) Al-8 wt.% CNTs (20 nm) (c) Al-8 wt.% CNTs (40 nm) (d) Al-8 wt.% CNTs (8 nm) (e) Al-12 wt.% CNTs (20 nm), and (f) Al-12 wt.% CNTs (40 nm).
Impact behavior of Al/CNT nanocomposites
In terms of impact energy, the results of the impact tests of Al/CNT nanocomposites were compiled in Figure 8. It was clear that an increase in CNT content and diameter size led to an increase in impact resistance. Al-8wt% CNTs(40 nm) nanocomposites impact strength enhanced by around 112 percent (17 j) in comparison to the Al (8 j). The impact strength of Al/CNT nanocomposites with large CNT diameters (20 and 40 nm) was greater than that of Al/CNT nanocomposites with small CNT diameters (8 nm). Clusters were formed as a consequence of heterogeneous dispersion of CNTs in the matrix (see Figure 5(b)), which also affected the matrix-reinforcement bonding and decreased the impact strength of Al/CNT nanocomposites. 33 Al-8wt% CNTs(8 nm) had grouped CNTs, although they were readily separated by the impact loading. Yarahmadi et al. 33 discovered that since CNTs(8 nm) tended to cluster more than CNTs(20 &40 nm), the clusters and holes might be bigger in Al-8 wt. percent CNTs(8 nm) nanocomposites (20&40 nm). This claim was substantiated by SEM analyses of the broken surfaces of Al-8wt% CNT nanocomposites after the impact test. The high energy absorption characteristic of CNTs is the cause of the increase in absorption energy upon increasing the content and diameter of CNTs. 38
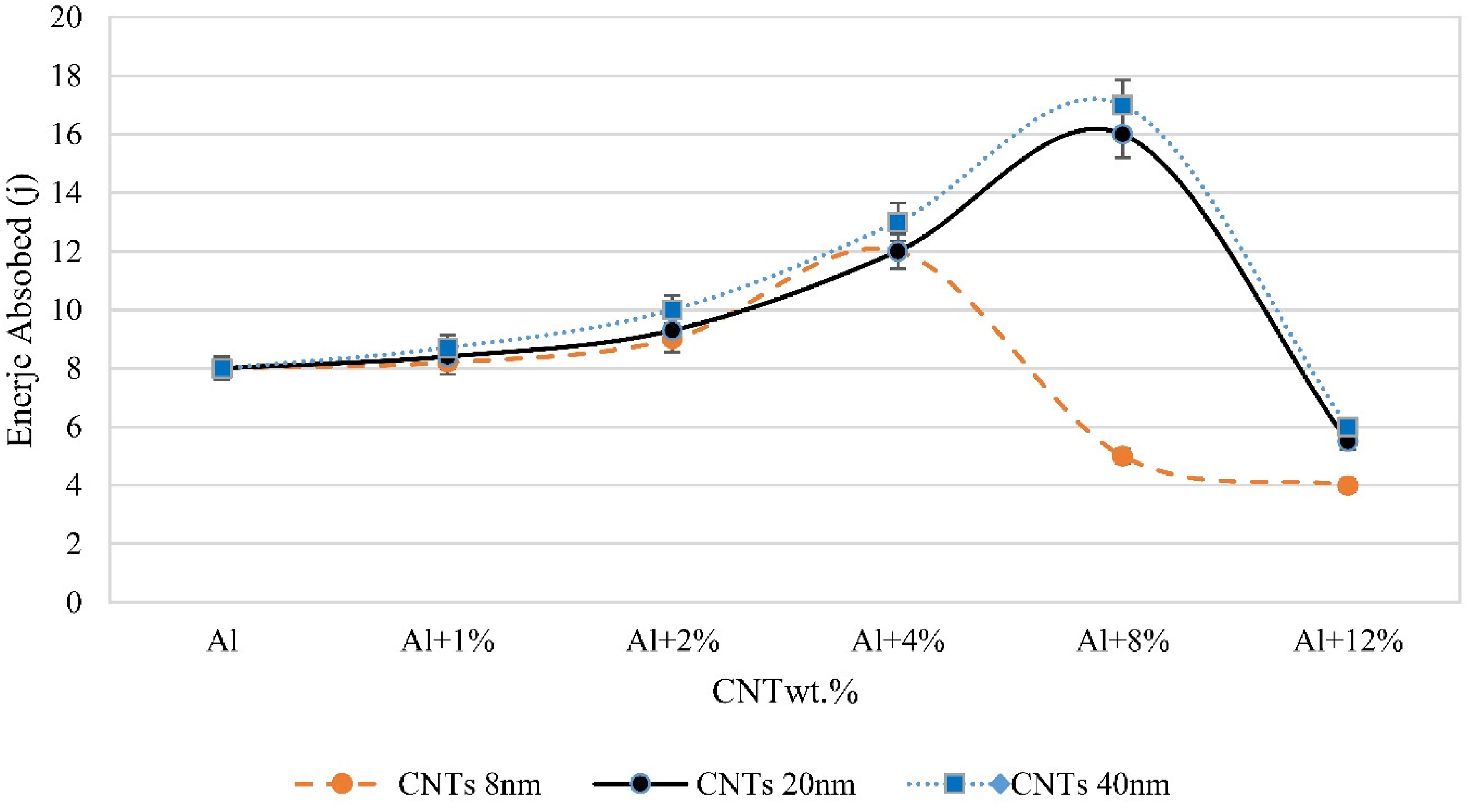
Impact behavior of Al/CNT nanocomposites at room temperature.
The ductile fracture of unreinforced Al can be very clearly seen in Figure 9 (a). The result of the impact test and fracture surfaces micrographs is to determine the fibrous (shear fracture), granular (cleavage fracture), or a mixture of both. As seen from Figure 9, the cleavage fracture amount has decreased and the shear fracture amount has increased with magnification of the diameter of CNTs in Al-8 wt.% CNTs. According to Figure 9 (b), it can be seen in Al- 8 wt.% CNTs (8 nm) that the surface of the sample has become more dimpled, light-absorbing, and found an opaque appearance. Meanwhile, in Figure 9 (c-d) in Al- 8 wt.% CNTs (20&40 nm), the surface of the samples has smooth facets, light reflection, and a bright appearance. These features find an upward trend upon increasing the diameter of CNTs. It has been observed that both clusters of CNTs and weak CNTs-Al bonding have caused preferential directions for the fracture mechanisms. 33

SEM micrographs of fracture surfaces of (a) Al, (b) Al-8 wt.% CNTs(8 nm), (c) Al-8 wt.% CNTs(20 nm), and (d) Al-8 wt.% CNTs(40 nm), after impact test at room temperature.
The failure behaviors reveal a weak Al-CNTs interface in Al-8wt% CNTs(8 nm), and the void nucleation surrounding the particles in Figure 9(b) is connected to the interface debonding. Weak Al-CNT bonding and CNT aggregation have both been shown to influence the preferred orientations of crack formation processes. Agglomeration zones may be used to explain this fracture process. The close proximity of the particles allows connection between small fissures and adjacent voids. In fact, the fracture propagation along the CNTs is seen in Figure 9(b). The impact strength of nanocomposites was significantly reduced by these fracture modes. 44
Bending strength of Al/CNT nanocomposites
The bending strength of Al/CNT nanocomposites with various CNT concentration and diameter ranges is shown in Figure 10. The findings of the Al/CNT nanocomposites’ bending tests were in good agreement with those of the impact tests. The sample containing 8 weight percent of CNTs(40 nm) has a maximum bending strength equal to 265.4 MPa, which is roughly 117 percent greater than pure aluminum. According to the findings, adding more CNTs up to 8 weight percent of CNTs will boost bending strength. However, a drop in bending strength is seen in the sample containing 8 weight percent CNTs with a diameter of 8 nm because of the presence of agglomeration (Figure 5 (b)). Al/CNT nanocomposites’ bending strength increases when CNT concentration and diameter are increased. This exceptional increase seems to be influenced by a number of variables, including the CNTs’ bending strength, length-to-diameter ratio (L/D), bridging behavior under loading, and the interface formed by the CNTs and the Al matrix.32,45,46 CNTs’ remarkable flexibility and high bending strength (about 14 GPa) are related. 47
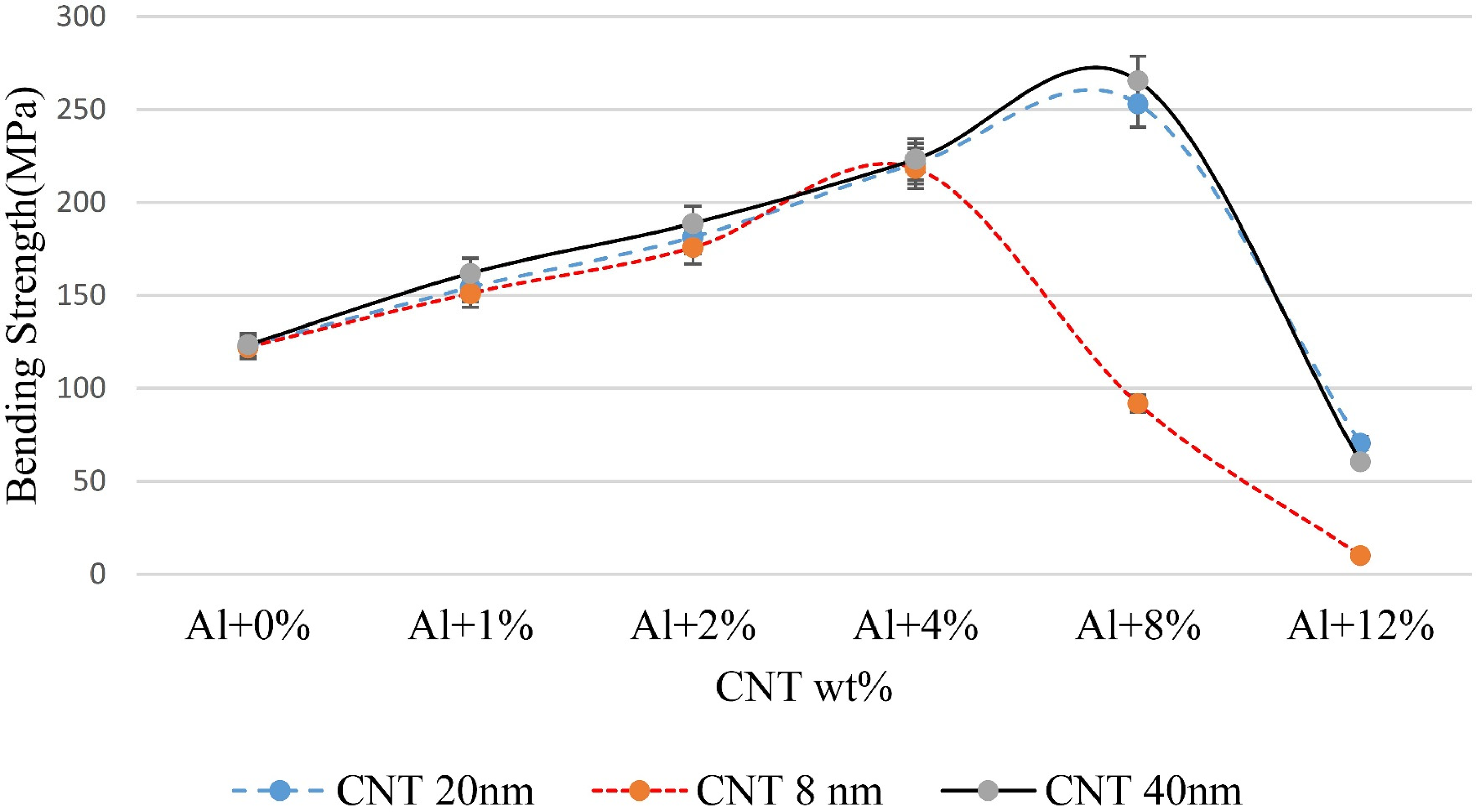
Bending behavior of Al/CNT nanocomposites.
In the current research, the aspect ratio fell as the diameter increased, assuming that the CNTs’ length remained constant. The strength of Al/CNT nanocomposites was increased by the CNTs’ reduced aspect. 48 The aspect ratio of CNTs may be decreased to increase their tendency to bridge under bending forces, which will increase the bending strength of Al/CNT nanocomposites. The interface between CNTs and Al studied by Yarahmadi et al.33,49 showed that the interface between Al-8 wt.%CNTs(40 nm) nanocomposite is relatively thin and delicate. The thin and delicate interface increases the load transfer in these nanocomposites. 50 The increment in load transfer improves the bending and impact behavior of the Al/CNT nanocomposites. This study showed that the bending strength greatly improved upon enlarging the diameter of the CNTs.
Conclusions
Researchers have taken into consideration Al/CNT nanocomposites because of their appealing mechanical characteristics. There have been studies on how CNTs affect these nanocomposites’ characteristics, but none have looked at how CNT diameter affects wear, impact, or bending strengths.
Al/CNT nanocomposites were created in the current study using the DPDS method. Through related studies, the effect of CNT contents and diameter sizes on wear behavior, impact resistance, and bending strength was assessed.
The following might be regarded as research findings:
* Comparing pure Al to Al/CNT nanocomposites, a reduced wear rate was found. From 0 to 8 weight percent CNTs, the wear rate and coefficient of friction decreased, and from 8 to 12 weight percent CNTs, the wear rate climbed quickly. The presence of CNTs plays a key role in the formation of a tribolayer, which lowers the friction coefficient and boosts wear resistance. The two basic processes are abrasive wear and sticky wear.
* Al4C3 is present at the interface of Al and CNTs, enhancing the wear resistance of Al/CNT nanocomposites. The better tribological performance in Al/CNT nanocomposites is due to uniform CNT dispersion. Additionally, Al/CNTs nanocomposites may have better wear resistance and friction coefficient due to the self-lubricant properties and unique structure of CNTs (up 8 wt. percent CNTs). Al-12 weight percent CNT nanocomposites have lower wear resistance than Al.
* With increasing CNT content and diameter diameters, the Al/CNT nanocomposites’ impact and bending strengths were improved. Al-8 wt. percent CNTs(40 nm) nanocomposites’ impact and bending strengths marginally increased to 17 j and 265.4MPa, respectively, as compared to plain aluminum. Reduced impact and bending strengths are a result of CNT clustering, agglomeration, and the emergence of Al4C3 at the contact. The impact and bending strengths decreased when the amount of reinforcing increased above 4 weight percent CNTs (8 nm) and 8 weight percent CNTs (20 and 40 nm), respectively, owing to CNT agglomeration and cluster formation in the nanocomposites’ microstructure. These flaws have set up ideal locations for crack initiation. The CNTs’ impact and bending strengths have significantly increased as their diameter has grown.
* The mechanical behavior of Al/CNT nanocomposites changed as a consequence of the effects of clustering, agglomeration, and Al4C3 generation caused by the usage of varied CNT diameter sizes. Al4C3 rods were not made from Al particles, but from CNTs. The diameters of the CNTs had a significant impact on the thickness of Al4C3.
Footnotes
Acknowledgements
The authors would like to acknowledge Semnan and Arak Universities labs for providing the research facilities.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.