
Abstract
Paulownia wood (PW) is a potential raw material for the production of densified products, such as pellets, provided that its influence on their physical and mechanical properties is well understood. This study evaluated the effects of PW proportion and densification temperature on pellet density, compression ratio (CR), spring-back (SB), diametrical compression strength (DCS), and extraction load, using Abies borisii-regis wood (AW) as a reference material. A full-factorial experimental design was employed with five PW:AW mixtures (0:100, 25:75, 50:50, 75:25, and 100:0) and three densification temperatures (90°C, 120°C, and 150°C). PW proportion had a stronger effect on pellet density than temperature, with density increasing progressively as PW content increased. At the highest tested densification temperature (150°C), a higher PW proportion is needed to maintain high density. Pellet CR increased consistently with PW proportion across all temperatures, while temperature was the most significant factor for the pellets’ mechanical strength. PW proportion also had a significant, but much smaller effect, while the interaction of temperature and PW proportion was also significant. The use of PW may increase energy demand during densification. At lower temperatures, a higher force is required to overcome die-wall friction, whereas higher temperatures reduce this resistance and improve process efficiency. Furthermore, spring-back decreased with increasing PW proportion, while temperature had no significant effect, and both factors acted largely independently. Overall, the enhanced compressibility, increased density, and reduced spring-back highlight the potential of PW for use in pellets or other densified products, although further validation under standardised conditions and industrial-scale processing is recommended.
Introduction
The Paulownia genus includes some of the lightest commercial hardwoods, with air-dry densities usually ranging between 220 and 350 kg m−3 and is gaining increasing attention as a short-rotation woody crop in many parts of the world.1–3 Its main cultivated species is Paulownia tomentosa, while the genus also includes Paulownia elongata and Paulownia fortunei, which, although they are also fast-growing, are less cultivated. 4 Due to its low density, paulownia wood (PW) can be typically used in non-structural applications; its relatively high porosity and thin-walled fibres facilitate high compressibility, resulting in significant volumetric reduction followed by increased mechanical integrity and energy density. Furthermore, its high porosity also increases steam permeability and efficient thermal softening. For the above reasons, PW could be considered a promising raw material for the production of densified products such as wood composites and solid biofuels.5–8 In the latter case, the products (primarily in pellet form) are fabricated by utilising the inherent bonding behaviour of the biomass. The process, known as pelletisation, involves the densification of biomass or other raw materials involving several mechanical and thermal steps.9–11 Thermal densification of wood and plant biomass exploits the thermoplastic behaviour of lignin (mainly) and hemicelluloses, which (when dry) reach their glass transition point and start softening between 125°C and 160°C. Furthermore, under the softening effect of water, their glass transition temperature is reduced, thereby avoiding thermal decomposition (Salmen, 1982). PW appears to avoid severe thermal degradation at temperatures up to 160°C, but when the temperature exceeds this level, mechanical properties decline due to thermal decomposition and, in some cases, damage to the wood structure.2,12,13
Regarding its chemical structure, PW contains a high proportion of hemicelluloses,6,14 which could contribute to higher compressibility during pellet formation, compared to other species. On the other hand, the high hemicellulose content is also a factor that could increase thermal degradation above 120°C. 15 Furthermore, low lignin content is associated with reduced mechanical performance due to weaker bonding and looser structure, and the pellets are more prone to breakage during handling and transport, 16 de Almeida. 17 Pegoretti Leite de Souza et al. 13 highlighted the importance of lignin on the microcracking of densified paulownia biomass, reporting that microcrack development was negatively correlated with the lignin content.
For this reason, process adjustments (densification temperatures, holding times, additives, etc.) to acquire adequate bonding in densified products may be required (Abedi and Dalai, 2017). 8
Existing evidence on PW densification is fragmented and, in places, conflicting. Some authors have reported that PW can meet the standard requirements for solid biofuels,18,19 and Spirchez et al. 7 found that the mechanical strength of densified Paulownia tomentosa and Paulownia elongata sawdust was adequate for pellet production. Conversely, Pegoretti Leite de Souza et al. 13 reported that paulownia pellet quality was limited by low bulk density, durability, and calorific value compared to denser hardwoods, being only marginally accepted by international standards. 7 Pham 4 showed that paulownia outperforms higher-density species in compaction efficiency when used in lightweight wood-based panels. These inconsistencies could arise because these studies have examined paulownia either as a single-species raw material or under a single set of process conditions; the combined influence of densification temperature and PW proportion in a mixture with a conventional reference species on pellet quality has not been systematically characterised.
The need for a deeper understanding of the factors that govern pellet mechanical performance has also been highlighted.20,21 Addressing the knowledge gap identified above, the objective of this study was to quantify, through a full-factorial design, the individual and interactive effects of PW proportion (0%–100% PW, in 25% steps, with Abies borisii-regis as the reference species) and densification temperature (90°C, 120°C and 150°C) on five key pellet quality indicators: density, compression ratio, diametrical compression strength, extraction load and spring-back. The intended outcome is a process-parameter map supporting the rational incorporation of PW into pellet production.
Materials and methods
PW wood, collected from 5-year-old Paulownia elongata trees, cultivated in Souroti, Greece was used for the study. Parts of the trunk at breast height were air-dried in a laboratory environment after manual debarking. For comparison, defect-free sapwood from a mature fir tree (Abies borisii-regis) (AW) originating from the Pertouli University Forest (Pindos, Greece) was used as reference material. AW was chosen as a common European species used for the production of pellets.22,23 Both materials were processed using a rotary knife mill and subsequently sieved through 0.5 mm and 1.0 mm using Endecotts sieves. For each of the above materials, a mixture consisting of 90% particles having a size between 0.5 mm and 1.0 mm and 10% particles smaller than 0.5 mm was used. To investigate the effect of PW proportion on pellet properties, five PW:AW mixtures (on weight basis) were prepared: 0:100, 25:75, 50:50, 75:25, and 100:0. Additionally, to assess the effect of densification temperature, three different temperatures were tested: 90°C, 120°C, and 150°C. A full factorial experimental design was employed, comprising 15 unique combinations of the above variables. For each of these variables, nine pellets were produced (n = 9).
Densification experiments were conducted using a custom-made single-pellet press (SPP) mounted on a 30-ton Shimadzu UH-300A hydraulic universal testing machine (Figure 1). The SPP consists of a stainless-steel cylindrical die with a single channel, 12 mm in diameter and 40 mm in length, and is equipped with a tightly fitted, chromium-plated piston. The press was heated using a proportional–integral–derivative-controlled heating mantle, while temperature was monitored via a K-type thermocouple embedded near the densification zone. The temperature was maintained within ±0.1°C of the setpoint. A stainless-steel pellet with a diameter of 12 mm and a thickness of 5 mm was used as a backstop. All SPP components were preheated to the set temperature before each pressing cycle. Due to heat loss during the initial seconds of densification, the maximum temperature deviation observed was 2°C–3°C. To prevent heat transfer to the testing machine, water coolers were employed during the process. Automatic control of the testing procedure and acquisition of testing parameters (pressure, time, and displacement) were performed using LabVIEW (National Instruments). Accurate control of the servo valve and real-time acquisition of force and displacement data were achieved using a LabJack U6-Pro (LabJack Corporation) data-acquisition device integrated into a LabVIEW virtual instrument. The load was measured with an accuracy of 10 N, and the deformation was recorded with an accuracy of 2 μm.

Densification setup.
Each densification was performed by loading approximately 1 g of material into the die channel and advancing the piston at a maximum rate of 100 mm/min until the target pressure of 200 MPa was reached. This load was maintained for 4 min to ensure uniform heating of the material. Following this holding period, the load was gradually released to 5 N over approximately 15 s while monitoring the spring-back behaviour. The spring-back (SB) was determined using the following equation:

Subsequently, the backstop was removed, and the pellet was ejected from the die channel while the maximum pressure required for this was measured (extraction load). Extraction load is closely related to friction between the pellet and the die wall and is an important indicator of material flowability and process efficiency with respect to energy requirements. 24 After pressing, all pellets were conditioned to constant mass at 20 ± 0.1°C and 65 ± 1% relative humidity in a Voetsch VC4150 climate chamber (Weiss Technik, Reiskirchen-Lindenstruth, Germany). Following conditioning, the dimensions of each pellet were measured using a digital dial test Indicator (Insize 2112) having a resolution of 0.01 mm. Mass was measured using a balance with a resolution of 0.001 g.
The compression ratio (CR) was determined on a thickness basis of the pellet:

Pellet strength was evaluated using diametrical compression testing, according to other works by Nielsen et al., 25 Croquelois et al., 26 and Horabik et al. 27 Five specimens per group were tested. Each specimen was placed between two parallel plates mounted on the previously described testing machine and subjected to a compressive load until failure (Figure 2). The crosshead speed was set to a constant value, ensuring that the maximum load occurred within 60 s of achieving a preload of 5 N. During testing, stress and strain data were continuously recorded.

Diametrical pellet strength test setup.
Diametrical compression strength (DCS) test was determined using Equation (3):

A factorial analysis of variance (ANOVA) was applied using SPSS Statistics 29 (IBM Corp., NY, USA) to evaluate the effects of independent variables (densification temperature and PW proportion) on pellet density, CR, DCS, extraction load, and SB (response variables). Statistical significance was evaluated at α = 0.05. Pairwise comparisons among factor levels were conducted using Tukey's honestly significant difference (HSD) test. Graphs were generated with MATLAB R2024b (MathWorks, Natick, MA, USA) and Statistica 12 (Statsoft, Tulsa, OK, USA).
Results and discussion
Descriptive statistics are presented in Table 1, and factorial ANOVA results are summarised in Table 2.
Summary of mean values and standard deviations (in parentheses) for the properties of the produced pellets.
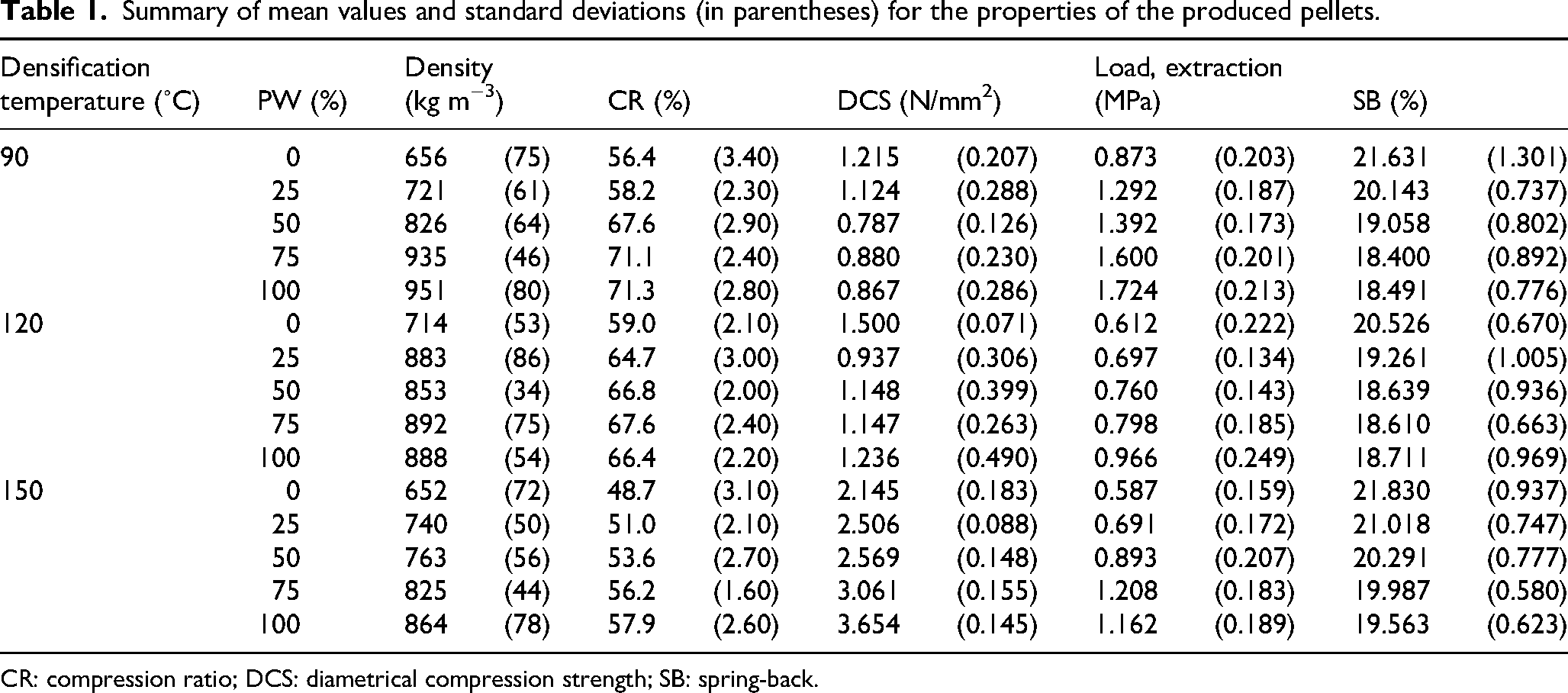
CR: compression ratio; DCS: diametrical compression strength; SB: spring-back.
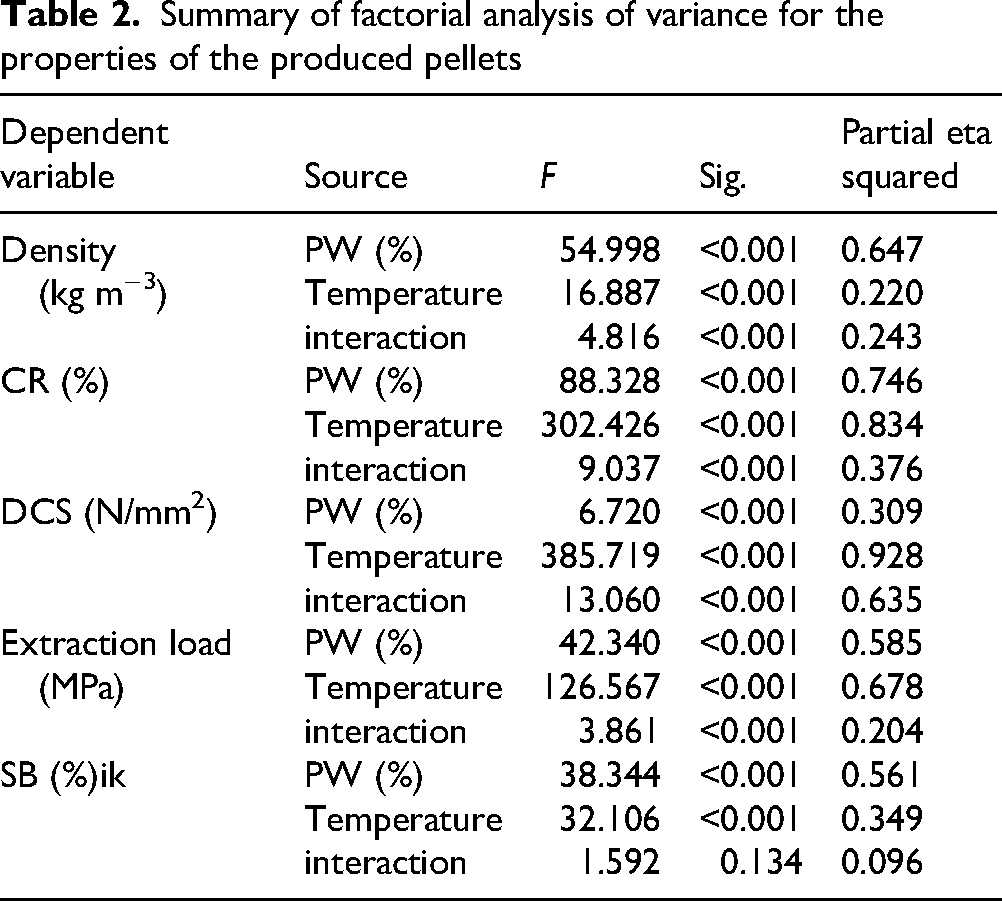
Summary of factorial analysis of variance for the properties of the produced pellets
Density
Regarding the individual response of AW and PW on pellet density, it was found that, across the tested densification temperatures (90°C–150°C), PW demonstrated significantly higher pellet density (864–951 kg m−3) than AW (652–714 kg m−3). Furthermore, Tukey's HSD Post hoc tests demonstrated that for each of the two wood types, pellet density remained stable (no significant differences were shown) upon an increase of densification temperature in the range of 90°C–150°C. This indicates that densification temperature (in the range of 90°C–150°C) does not induce a significant effect in the pellet density for AW and PW individually. This finding was also verified by Table 2, where it can be observed that the effect of temperature on pellet density was low (partial η2 = 0.220) while the effect of PW proportion was stronger (partial η2 = 0.647). In fact, density increased progressively as PW replaced AW in the mixture.
Figure 3 demonstrates the increase in pellet density upon increase in PW and densification temperature, and Tukey's HSD Post hoc tests revealed that a significant increase in density occurred when PW was incorporated at a proportion starting from 25% at both 90°C and 120°C, whereas at 150°C, significance appeared from 75% PW.
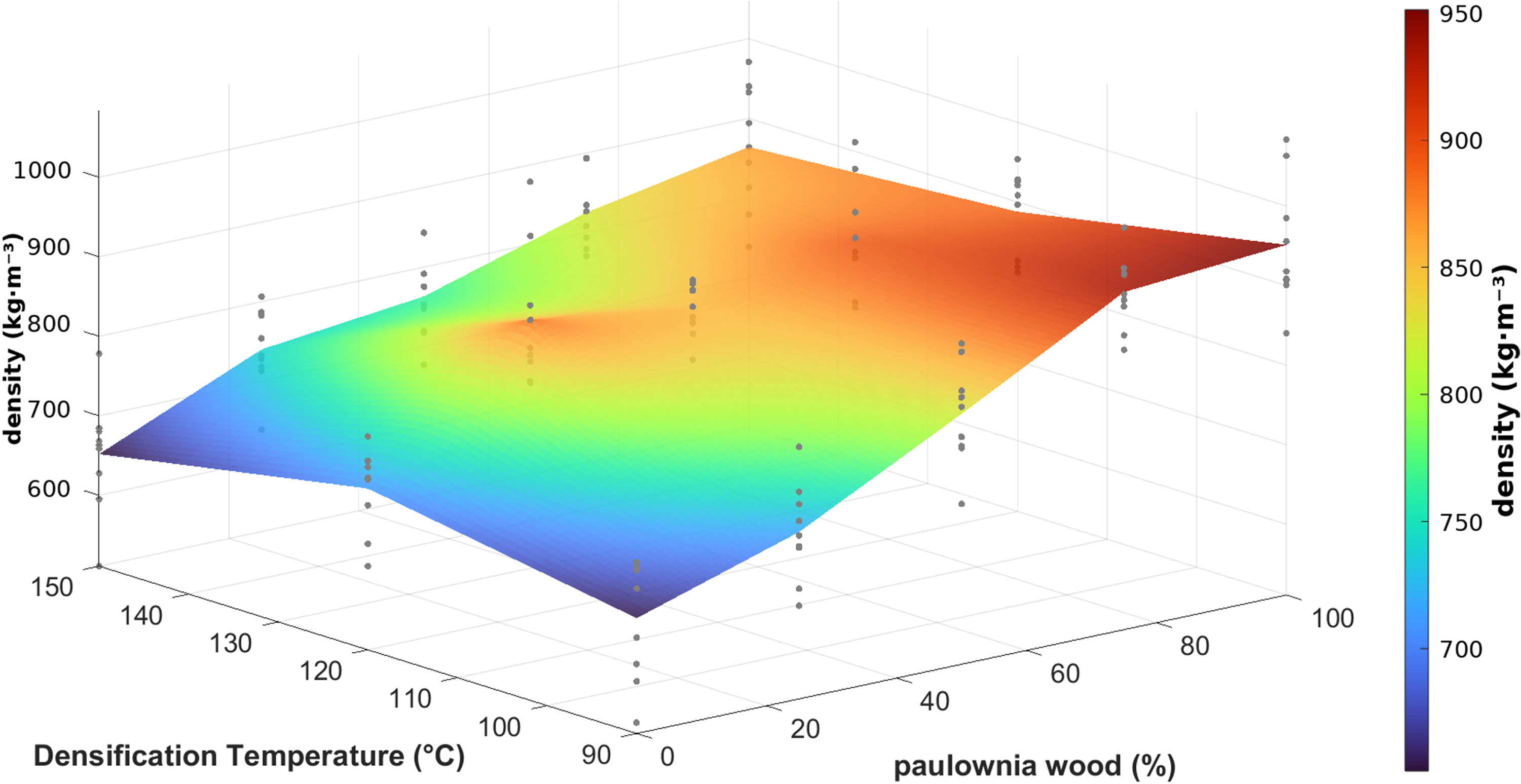
3D surface plot of pellet density (kg m−3) as a function of PW proportion and densification temperature.
Densification benefits from both increased PW proportion and higher temperature up to 120°C, since these promote lignin and hemicellulose plasticisation, thus binding particles more effectively.28,29 Nevertheless, at the highest tested densification temperature (150°C), a higher PW proportion is needed to counteract potential overheating effects and maintain densification behaviour.
Prior research also confirms that PW, due to its low density, thinner cell wall thickness and high porosity, is particularly suitable for compression-based modifications, 5 though these benefits may be compensated by cell wall degradation at 150°C or higher temperatures.14,30,31 Further explanation of the suitability of PW could be provided by its higher hemicellulose content (up to 35%) than AW (14%–21%), which promotes increased softening at the tested temperatures.13,14,32,33
Compression ratio (CR)
The results showed that AW (PW proportion 0%) did not exhibit significant differences in CR with increasing densification temperature from 90°C to 120°C, whereas at 150°C, a significant decrease in CR occurred. A similar trend was observed for PW (PW proportion 100%), which showed a significant CR decrease between all tested temperatures. Given the fact that, as shown in Table 1 and Figure 4, SB was not significantly affected by densification temperature, the above trend could be attributed to the effects of other parameters, such as rapid moisture loss under increased temperature. Water is a strong plasticiser for lignocellulosic materials, and a possible decrease in moisture content at elevated temperatures could increase stiffness and decrease the compressibility of the material.
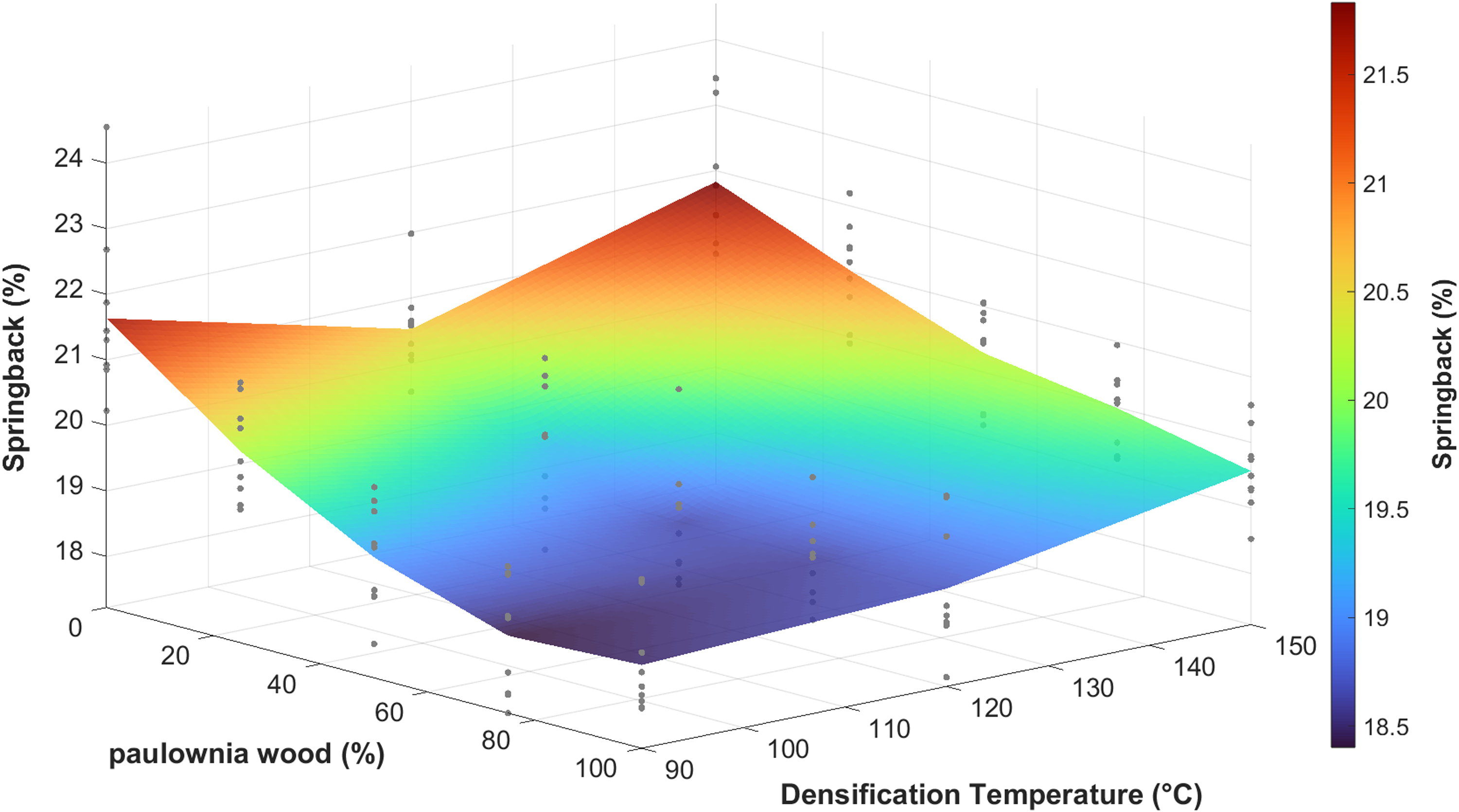
3D surface plot of pellet SB (%) as a function of PW proportion and densification temperature.
The results also indicated that, across all tested temperatures, the CR of PW was significantly higher than that of AW. Consequently, pellet CR consistently increased with increasing PW proportion across all tested temperatures (Figure 5). Post hoc comparisons confirmed that at 90°C, a significant increase in AW's compression ratio was observed upon incorporation of PW at 75%, whereas at 120°C and 150°C, significance was already achieved at 25% PW. This indicates that even a moderate addition of PW increases compressibility when moderate-to-high densification temperature is applied. As with density, the higher compressibility resulting from PW addition could be attributed to its cell-wall flexibility, which permits greater deformation during densification.34,35
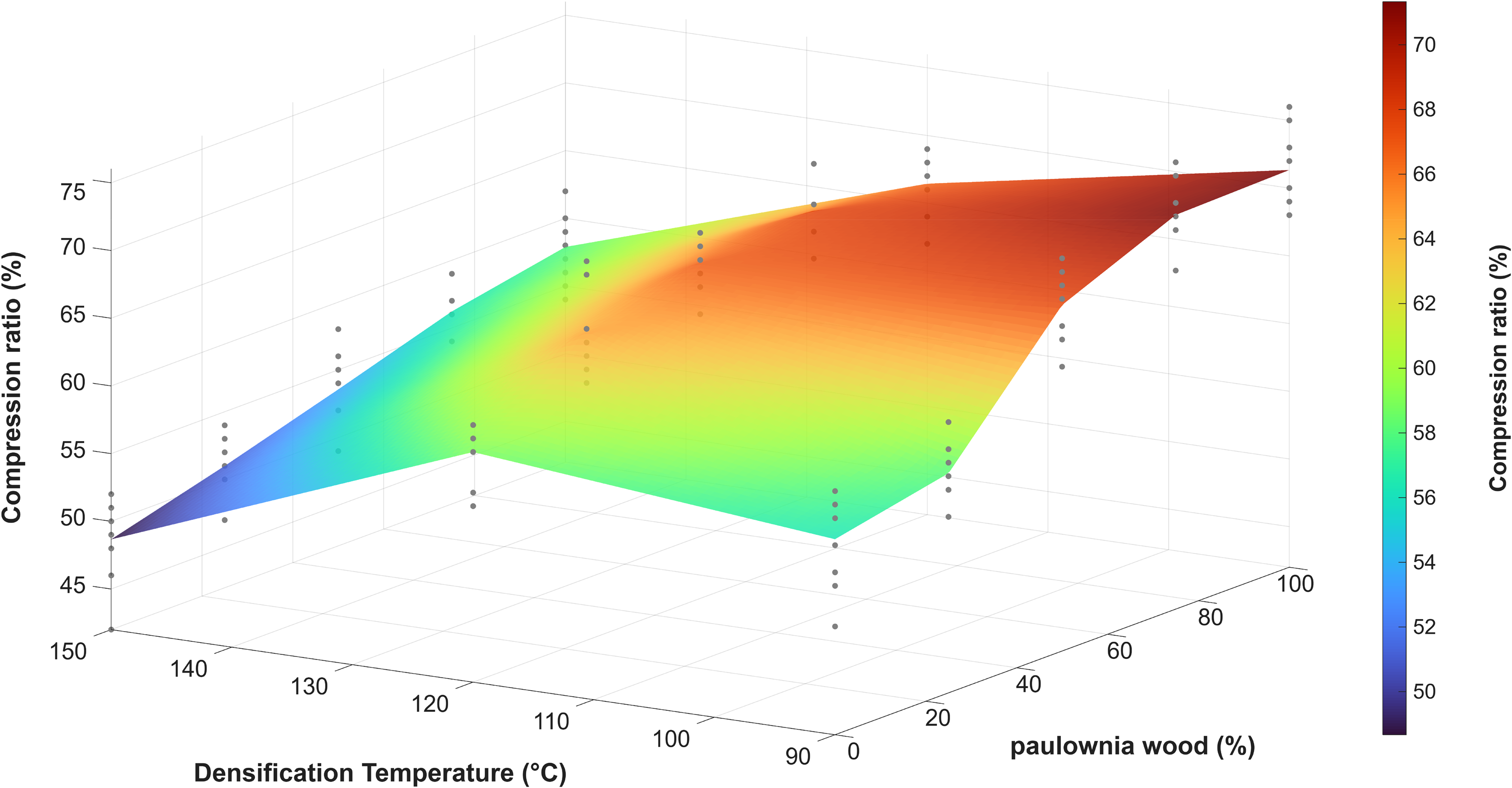
3D surface plot of pellet compression ratio (%) as a function of PW proportion and densification temperature.
The statistical analysis (Table 2) confirmed that PW proportion significantly affects CR (η2 = 0.746) and that temperature has an even stronger effect (η2 = 0.834). Furthermore, although weaker, the interaction between PW proportion and temperature is also significant (η2 = 0.376), indicating that the impact of temperature depends on PW proportion. According to Figure 6, CR is strongly correlated with density (r = 0.821), confirming that higher densification levels produce denser pellets. Figure 6 also shows the significant impact that higher temperature (150°C) has on the CR to density correlation.
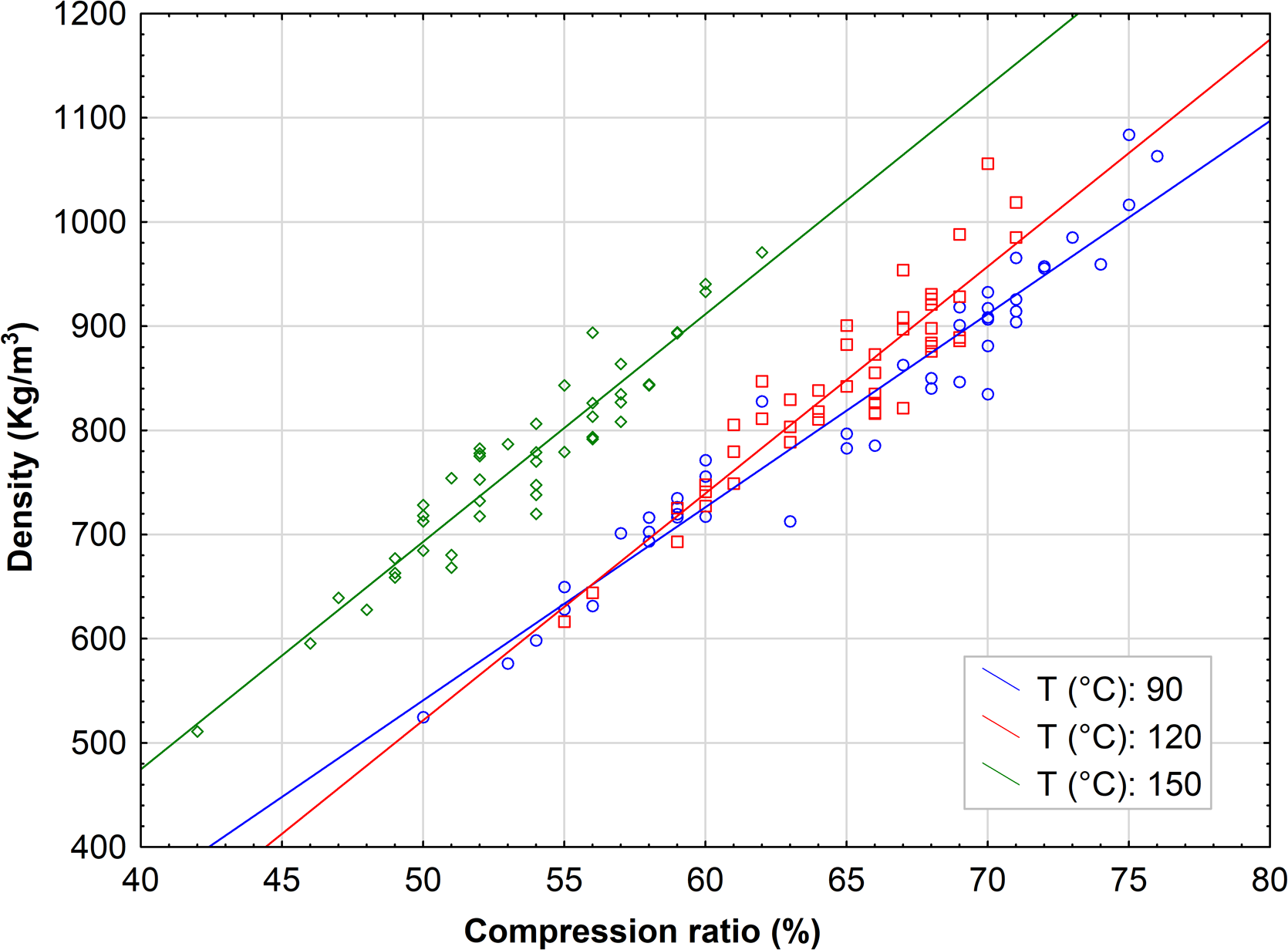
Scatter plot of pellet compression ratio against pellet density at three densification temperatures.
Moreover, CR is very strongly and negatively correlated to SB (r = –0.838), confirming that more strongly compacted pellets exhibit less elastic thickness recovery.
The above results agree with the related literature, where it has been demonstrated that optimal biomass densification temperatures are usually lower than 150°C 36 while other related works confirm that PW subjected to thermal compression at temperatures starting from 150°C begins to exhibit microstructural distortion, suggesting limited densification benefit beyond this temperature threshold. 5
The above results imply that a higher PW proportion enhances compression, supporting the suitability of this material for densification. However, to optimise the outcome, other factors such as thermal degradation and moisture content changes during the process should be considered when densification is carried out at elevated temperatures.
Diametrical compression strength (DCS)
According to Table 1 and post hoc tests, DCS changes differently from CR. In Abies wood (0% PW), the strength change upon increase of densification temperature from 90°C to 120°C was not significant (increase of DCS from 1.215 N/mm2 to 1.5 N/mm2, respectively), while at 150°C, DCS gets significantly higher (2.145 N/mm2). This indicates that AW requires the highest tested densification temperature, probably due to lignin softening, to develop stronger bonding during densification. In PW (100% PW), the pattern is similar, but the range is larger (0.867–3.654 N/mm2), which leads to the conclusion that PW also develops substantially higher strength only when densified at 150°C.
PW-based samples (100% PW) consistently outperformed Abies-based controls (0% PW), and post hoc comparisons confirmed that 100% PW pellets were significantly stronger than all other PW proportions. The increasing trend of DCS upon increase of PW proportion and temperature is also shown in Figure 7, and the highest mean DCS was observed in 100% PW at 150°C, which represents more than 200% increase (from 1.215 N/mm2 to 3.654 N/mm2) compared to 0% PW at 90°C.
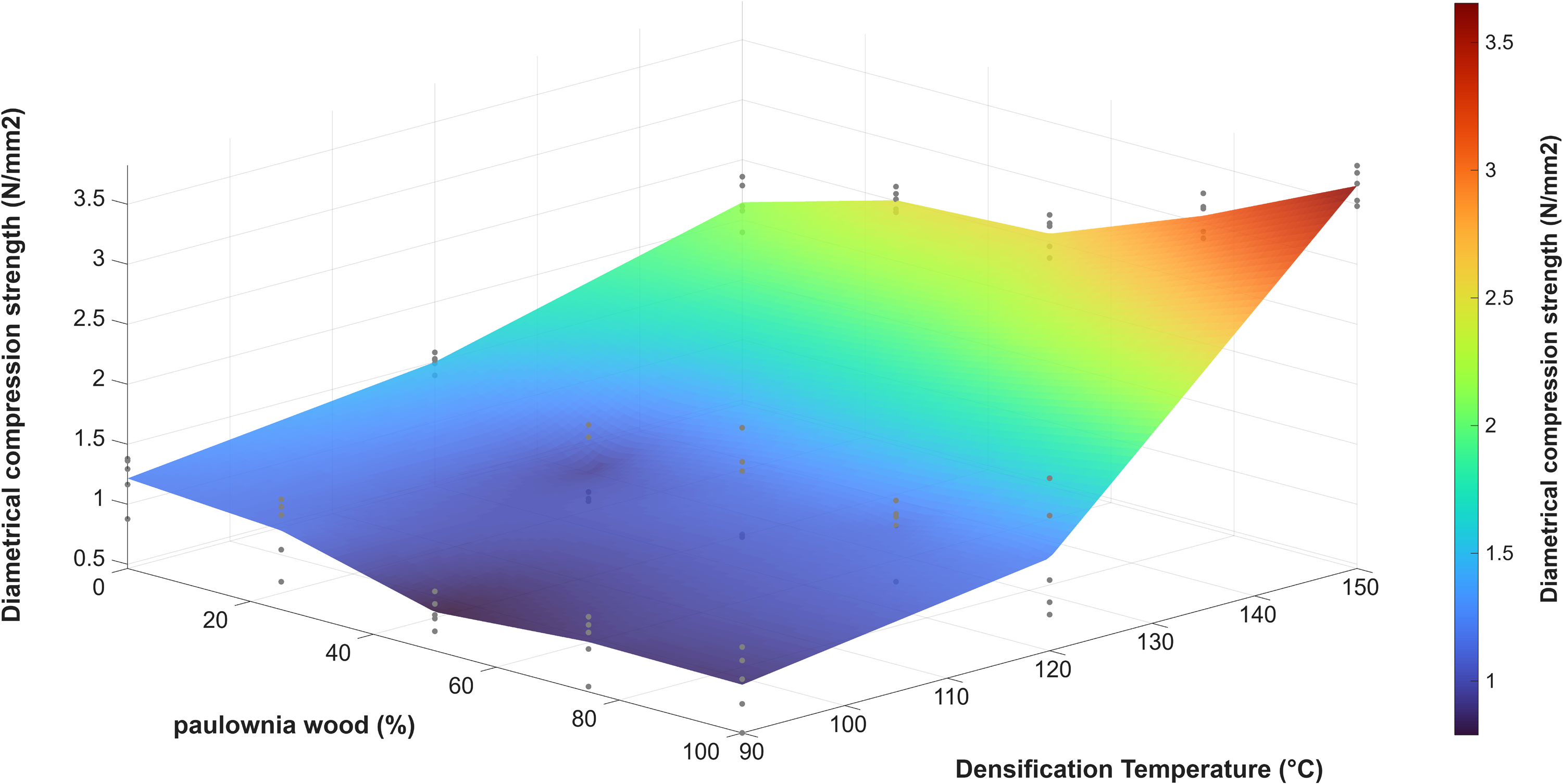
3D surface plot of pellet DCS as a function of PW proportion and densification temperature.
Factorial ANOVA results (Table 2) highlighted the major role of temperature in the pellets’ mechanical strength (η2 = 0.928). PW proportion also had a significant, but much smaller, effect (η2 = 0.309). The interaction of temperature and PW proportion was also significant (η2 = 0.635), confirming that the effect of high temperature was more pronounced at higher PW proportions, as also shown in Figure 7.
According to Figure 8, at 90 and 120°C, the correlation of DCS to CR and density was negative, while at 150°C, it was positive, confirming that for the development of high pellet strength, higher temperatures (150°C) should be employed and that the increase of compressive load during densification does not always result in improved strength.
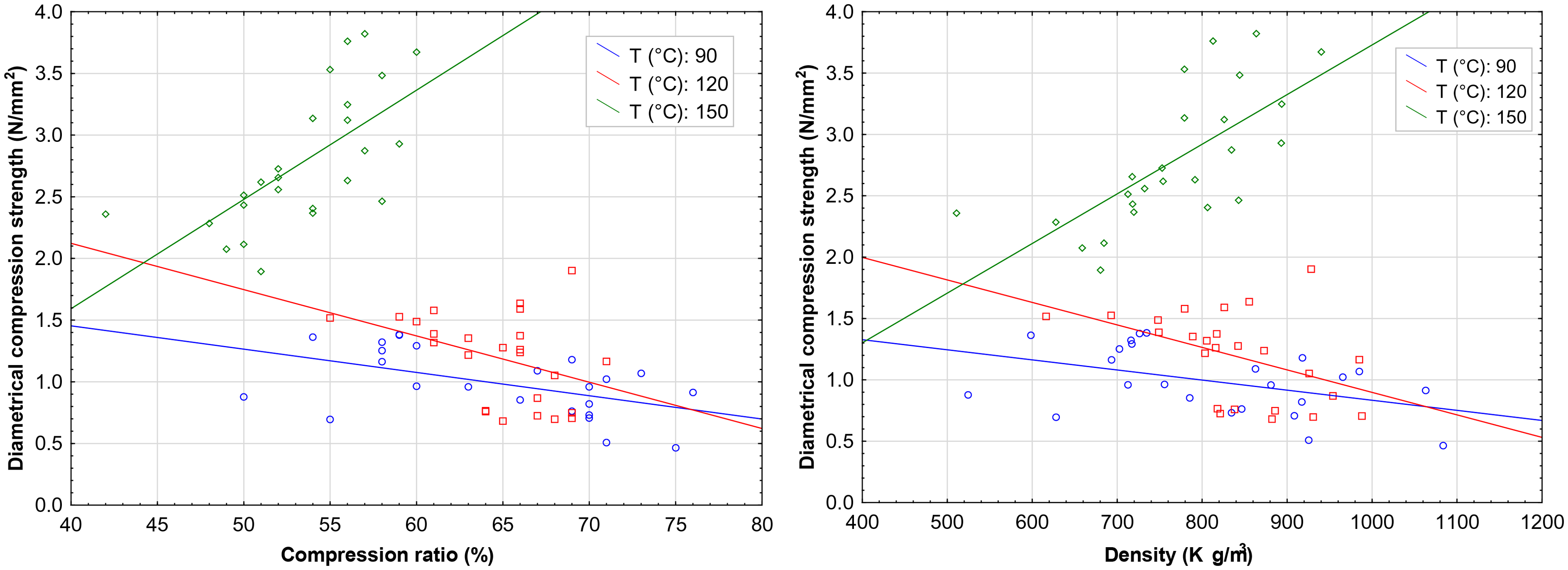
Scatter plots of compression ratio (left) and pellet density (right) against pellet DCS at three densification temperatures.
According to post hoc tests, at 90°C, the minimum PW proportion to induce a significant decrease in DCS was 50%, while at 120°C, the difference already appeared at 25% PW. At 150°C, the minimum PW proportion to induce a significant increase in DCS was 25%. Lower temperatures are probably not sufficient to fully soften cell wall polymers, and low PW proportions cannot yet contribute effectively through the interaction with AW polymers to improve bonding. Higher densification temperature results in polymer softening and creates thermoplastic bridges that improve stress transfer across particle interfaces.29,37,38
Extraction load
Extraction load also responded differently among the two wood types used. In Abies wood (0% PW), the increase of temperature in the range of 90°C–150°C resulted in a decrease in extraction load from 0.873 MPa to 0.587 MPa, but the differences were non-significant, showing that the frictional resistance between the pellet and the die wall over the temperature range of 90 to 150°C remains essentially unchanged for AW wood. For PW (100% PW), the extraction load was much higher than AW at all densification temperatures, peaking at 90°C (1.724 MPa) and significantly decreasing at 120°C (0.966 MPa), while further increase of temperature did not induce further significant changes. The difference between the two materials can be explained by the literature, according to which the lubricating effect of extractives is particularly evident in softwoods, which generally have higher extractive content and are easier to pelletise than hardwoods.39,40 The differences in the two materials with respect to densification temperature could be attributed to the different softening temperatures of AW and PW. AW contains more lignin, whose softening begins at relatively higher temperatures than hemicelluloses. Therefore, within the tested temperature range, lignin does not become sufficiently mobile to alter the interaction between the pellet and the die walls. On the other hand, PW hemicelluloses are still partly plasticised at 90°C, causing higher friction against the die wall, but as temperature increases, PW becomes softened, allowing easier particle rearrangement and development of smoother surfaces.41,42
The increase of PW proportion resulted in an increase of extraction load (Figure 9), while the increase of densification temperature lowered it. The factorial analysis of variance (Table 2) confirmed the strong influence of PW proportion (η2 = 0.585) and densification temperature (η2 = 0.678) on extraction load. The interaction between PW and densification temperature was also significant, although with a smaller effect size (η2 = 0.204). Post hoc results showed that at 90°C, a PW proportion of 25% is enough to induce a significant increase in the extraction load. This effect is reduced at higher temperatures (120°C–150°C), where a significant increase was reached at 75% PW. The above results indicate that the use of PW could increase the energy needed for the densification because at lower densification temperatures, more stress should be applied to counteract the friction between die walls and material, while to counteract this fact, higher temperatures should be applied.
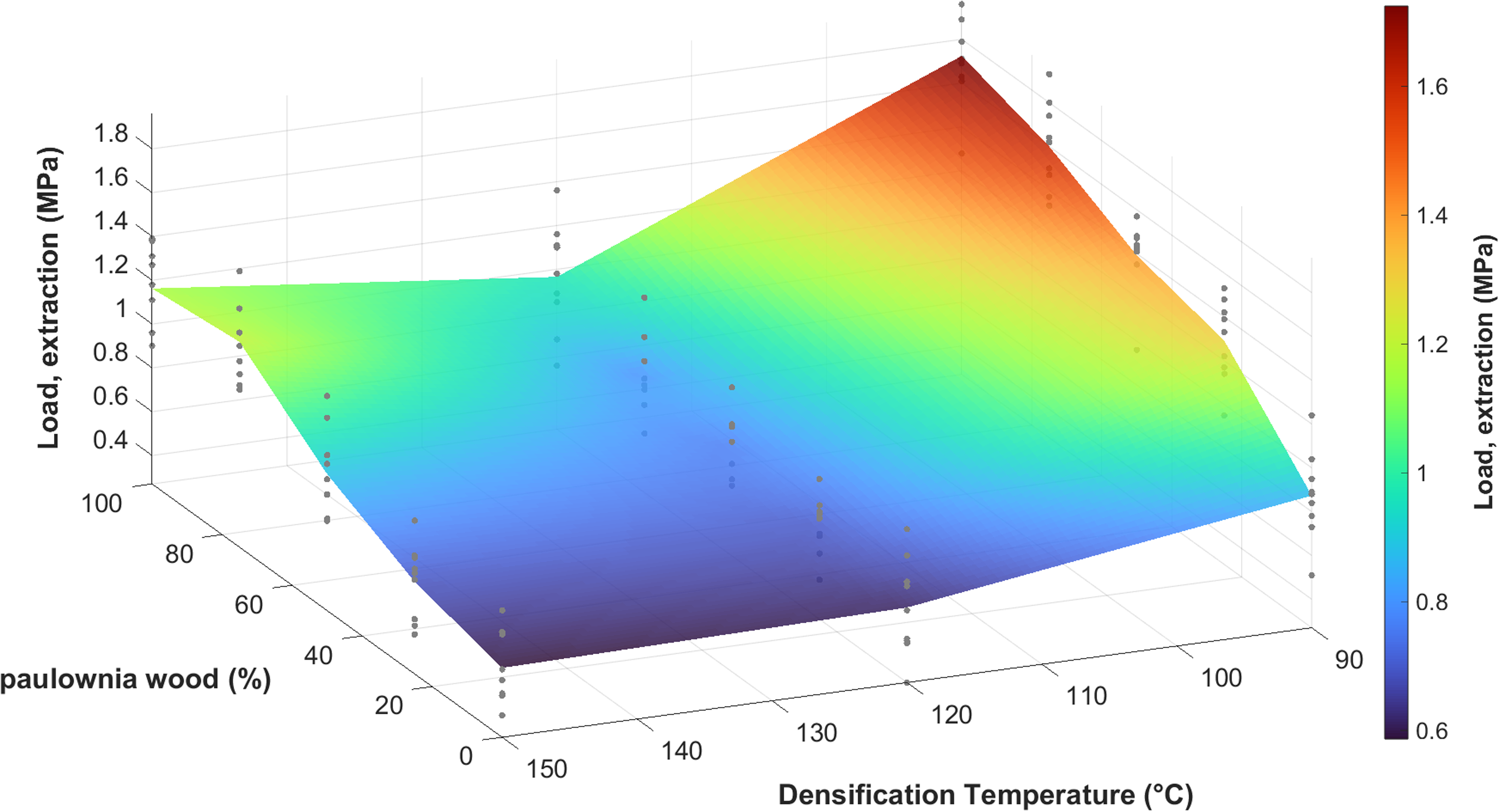
3D surface plot of pellet extraction load (MPa) as a function of PW proportion and densification temperature.
Spring-back
Figure 4 and Table 1 show that PW material (PW = 100%) presented lower SB than AW (PW = 0%) at all tested temperatures. For both materials, the effect of temperature on SB was not significant, as also confirmed by factorial ANOVA results (η2 = 0.349). Furthermore, the main effect of PW proportion on SB was significant (η2 = 0.561), indicating that increasing the proportion of PW was associated with lower SB values overall. The interaction between PW proportion and temperature was not statistically significant (η2 = 0.096), suggesting that the two factors affected SB largely independently. Post hoc results showed that SB was significantly reduced upon an increase of PW proportion to 25% at 90°C, while at 120°C and 150°C, 75% and 25% PW (respectively) is needed to induce significant SB reduction.
Since the principal reason for spring-back is the elastic strain energy stored in semi-crystalline microfibrils and lignin of wood, the observed trends could be attributed to the reduced density and high hemicellulose content of PW because, during densification, hemicelluloses are thermally degraded, leading to relaxation of internal stresses and resulting in less elastic recovery in the final material.43,44
Conclusion
In this work, the effects of PW proportion and densification temperature on pellet density, CR, SB, DCS, and extraction load of densified wood biomass were assessed, using AW as a reference material. The effect of temperature on pellet density was low while the effect of PW proportion was stronger, resulting in a progressive increase in density as PW replaced AW in the mixture. At the highest tested densification temperature (150°C), the higher PW proportion is needed to maintain high density. Pellet CR consistently increased with increasing PW proportion across all tested temperatures. However, to optimise the outcome, other factors such as thermal degradation and moisture content changes during the process should be considered when densification is carried out at elevated temperatures.
The major effect of temperature on the pellets’ mechanical strength was observed. PW proportion also had a significant, but much smaller effect, while the interaction of temperature and PW proportion was also significant. The use of PW could increase the energy needed for the densification because at lower densification temperatures, more stress should be applied to balance the friction between die walls and material, while to counteract this fact, higher temperatures should be applied. Furthermore, increasing the proportion of PW resulted in lower SB values overall. The effect of temperature on SB was not significant, and the two factors affected SB largely independently.
The results of this study underline the potential of PW for use in pellets or other densified products, although further validation under standardised conditions and industrial-scale processing is recommended.
Footnotes
Acknowledgements
The authors would like to thank Dr Konstantinos Spanos (Research Director) and Dr. Dionysios Gaitanis (Scientific Staff) of the Forest Research Institute (FRI) in Thessaloniki, Greece, for kindly providing the material for this research.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.