
Abstract
An aromatic azo-polymer, poly(thiourea-azo-naphthyl), has been synthesized using 1-(5-thiocarbamoylaminonaphthyl)thiourea and diazonium salt solution of 2,6-diaminopyridine. Poly(thiourea-azo-naphthyl) was easily processable using polar solvents and had high molar mass, 57 × 103 g/mol. Electrically conducting and mechanically and thermally stable polymer/multi-walled carbon nanotube nanocomposites were obtained via melt processing technique. Fine distribution of multi-walled carbon nanotubes in a polymer matrix played an essential role in the preparation of polymer/multi-walled carbon nanotube nanocomposites based on interfacial interaction between multi-walled carbon nanotubes and polymer matrix. Field emission-scanning electron microscopy images revealed good dispersion of filler and adhesion of matrix on the surface of multi-walled carbon nanotubes. Accordingly, increasing the amount of multi-walled carbon nanotubes from 1 to 5 wt% increased the electrical conductivity from 2.42 to 4.11 S cm−1. Percolation behavior of the composite was also studied. Tensile modulus for 1 wt% nanocomposite was 4.2 GPa, which increased up to 6.8 GPa on 5 wt% filler addition. A relationship between nanotube loading and thermal stability of the materials was also observed. Ten percent gravimetric loss increased from 502℃ to 538℃ in the presence of 1 wt% multi-walled carbon nanotube. Similarly, glass transition increased from 227℃ to 245℃ in the presence of 5 wt% multi-walled carbon nanotube. Enhancement of the physical properties of multi-walled carbon nanotube-reinforced polymer nanocomposites was accredited to the non-covalent interactions (π–π interactions and secondary bond forces).
Keywords
Introduction
Polymer composites reinforced with strong and high strength fibers have constituted an important class of lightweight materials usually characterized by excellent mechanical properties.1–3 Introduction of high aspect ratio fibers to a polymer matrix has been known to increase the strength and modulus of a composite through stress transfer mechanism from the matrix to the fiber during external loading.4–7 Application of long fibers in the polymer matrices has been recognized to produce composites with strength and stiffness comparable to metals at a similar fraction introduced.8–10 However, long fibers have the tendency to break readily during composite manufacturing. Comparatively, short fibers make the material processing much easier; however, here, the ability of the reinforcement to carry load is reduced. In this regard, carbon nanotubes (CNTs) and polymer/CNT composites have been extensively studied.11,12 The properties of polymer/CNT composites are strongly dependent on the extent of CNT dispersion. Nanotube dispersion within the polymer matrix can be improved via enhancing the interaction between the polymer and CNT components through the melt mixing technique, leading to non-covalent polymer wrapping or covalent CNT functionalization with the polymer matrix.13,14 Using CNTs as a reinforcing component in polymer composites requires the ability to tailor the nature of the CNT surface to control the interfacial interactions between CNTs and polymer chains. Furthermore, research has shown that unfunctionalized CNTs produce poor adhesion between the nanotubes and the polymer matrix. In order to overcome the traditional difficulties in CNTs integration, and to enable preparation of CNT-reinforced composites, efforts have been invested into the development of an efficient surface treatment and functionalization technique for improving the dispersion and interfacial interaction of CNTs with various matrices. Up to now, the main approaches for the surface modification of CNTs can be grouped in two broad categories: (a) covalent functionalization through reactions onto π-conjugated skeleton of CNTs and (b) non-covalent adsorption on the sidewall of CNTs.15–18 Currently, different processing techniques (solution mixing, coagulation, melt compounding, in situ polymerization, latex technology, solid-state shear pulverization, and so forth) have been used to prepare polymer/CNT nanocomposites.19–24 In this regard, melt compounding has been recognized as a simple and effective technique and also the most probable method to fabricate high-performance composites with mass production. The electrical and mechanical properties of polymer/CNT composites can be altered due to their dependency on CNTs dispersion in the polymer matrix. The electrical conductivity of polymer/CNT composites can be produced with extremely low CNT content because of high aspect ratio of CNT and a wide range of electrical property values has been reported for polymer/CNT composites with variations in the multi-walled carbon nanotube (MWCNT) type and the mixing methods. Considering the magnitude of the mechanical properties of MWCNTs, significant improvement on current composites should be possible, provided there is a means to harness the unique attributes of MWCNTs exhibited at nanoscale and transfer these to the macroscale.25,26
In this study, initially we have prepared a new polymer poly(thiourea-azo-naphthyl) (PTAN). Afterwards, we have reported the fabrication of a new nanocomposite using melt blending technique. By physical linking of MWCNT with the matrix, materials with mechanically and heat stability and electrical properties were attained. This was a feasible approach to fabricate low-cost, high-performance nanocomposites that would in turn facilitate commercial scale-up. A better understanding of the relationship between processing, morphology and composite properties was the major goal of this research, which may lead to optimal reinforcement of polymer matrices with MWCNT. A major challenge at this point was to attain fine performance through the homogeneous dispersion of nanotubes in the polymer matrix and interfacial interaction between nanotube and azo-polymer. The interaction expected between the polymer backbone and nanotube surface was through π–π interaction and hydrogen bonding. Although these are weaker bonds than covalent bonds, the computation of π–π interactions may cause a large net-stabilized structure. Such type of polymer/nanotube composites may offer significant advantages in many applications including microelectronics, sensors and energy systems.
Experimental
Materials
2,6-Diaminopyridine (97%) and 1,5-diaminonaphthalene (97%) were provided by Aldrich (St Louis, Missouri, USA). Ammonium thiocyanate (98%) and tetrahydrofuran (THF) (99.5%) were procured from Merck (Nottingham, UK).
Measurements
Nuclear magnetic resonance (NMR) spectra were scanned at room temperature using BRUKER (Karlsruhe, Germany) spectrometer (300.13 MHz for 1H NMR) in deuterated dimethyl sulfoxide (DMSO-d6). Infrared spectra were recorded using using Fourier transform infrared (FTIR) spectrometer, Model No. FTSW 300 MX, manufactured by BIO-RAD (California, USA) with 4 cm−1 resolution. The number and weight-average molecular weight (Mn and Mw) were calculated through gel-permeation chromatography using THF and refractive index detector. Field emission-scanning electron microscopy of freeze-fractured samples was performed using JSM5910 (JEOL, Japan). Thermal stability was verified by Mettler Toledo TGA/SDTA 851e thermogravimetric analyzer using 1–5 mg of the sample in an Al2O3 crucible at a heating rate of 10℃/min. Differential scanning calorimetry (DSC) was performed by Mettler Toledo DSC 822e differential scanning calorimeter taking 5–10 mg of samples in aluminum pans and heating at a rate of 10℃/min. The electrical conductivity of thin films was measured using a Keithley 614 electrometer and the four-probe method. The stress–strain response of the blend samples (strips) (with ca 14 × 5.8–8.2 × 0.27–0.69 mm dimensions) was monitored according to Deutsches Institut Rir Normung (DIN) procedure 53455 having cross-head speed of 5 mm/min using Testometric Universal Testing Machine M350/550. Standard procedures and formulae were applied to calculate various tensile properties including stress, strain, initial modulus and toughness. The tensile behavior of the samples was determined by plotting these stress–strain values using software origin. The electrical measurement for the determination of the percolation threshold value of the composite film was executed using Agilent 4339B high-resistance meter coupled to an Agilent 1600 BB resistivity cell. The resistivity cell allowed performing automatic surface resistivity electrical measurement by placing the film on two electrodes and applying voltage between 0.1 and 100 V.
Synthesis of MWCNT
MWCNTs were obtained using our patented technology.
27
The details regarding the production of 97–98% MWCNT can be found reported in the above-mentioned patent. The high-resolution transmission electron microscopy and X-ray photo-electron spectroscopy analyses were performed for the nanotubes produced. The reported MWCNTs possessed large surface area and the diameter range obtained using this method was from 10 to 100 nm, with lengths ranging from 20 to 100 µm (Figure 1).
(a) HRTEM characterization of MWCNT and (b) XPS analysis of MWCNT (reproduced from Hussain ST, Patent 2009208403, USA, 17 February 2009).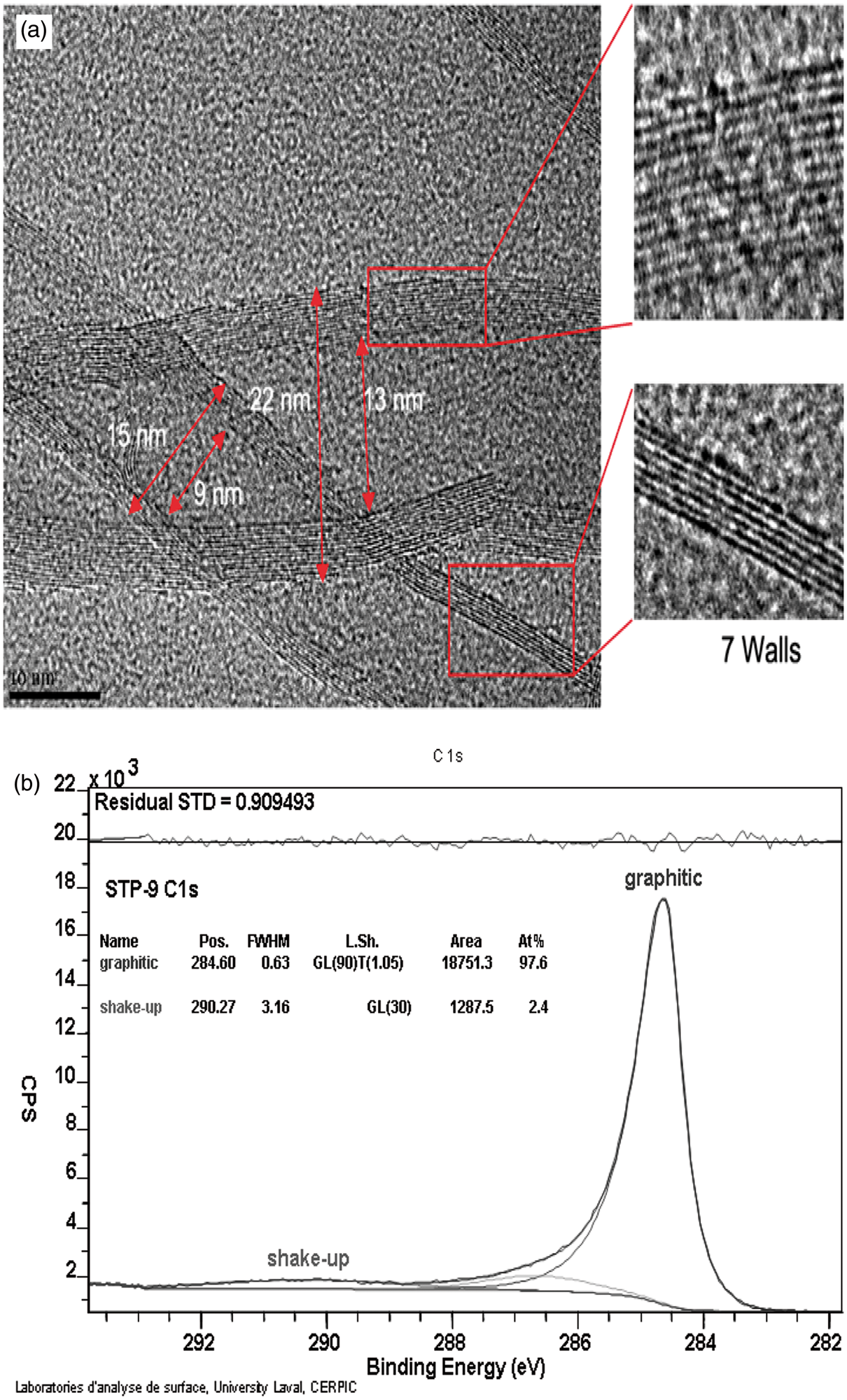
Functionalization of MWCNT
Raw MWCNTs were initially annealed at 400℃ for 0.5 h to remove any amorphous carbon content. In order to eradicate metal catalyst, which was incorporated inside the nanotubes during synthesis, the MWCNTs were refluxed in HCl for 3 h at ambient temperature. First, the purified MWCNTs were refluxed and sonicated at 70℃ (2, 6, 8 and 24 h) in a mixture of 8 M sulphuric and 5 M nitric acids (3:1, respectively). After that, 300 ml of deionized water was added to the above mixture, filtered (using cellular membrane filter paper, pore size 0.2 µm) and washed several times with deionized water to obtain pH ∼ 6 to obtain functionalized MWCNTs. This is a well known method to introduce carboxylic acid functionality (–COOH) on the surface of MWCNTs.
28
The introduction of carboxylic acid group (3426, 1720 cm−1) can be detected by FTIR (Figure 2).
FTIR spectrum of carboxylated MWCNT.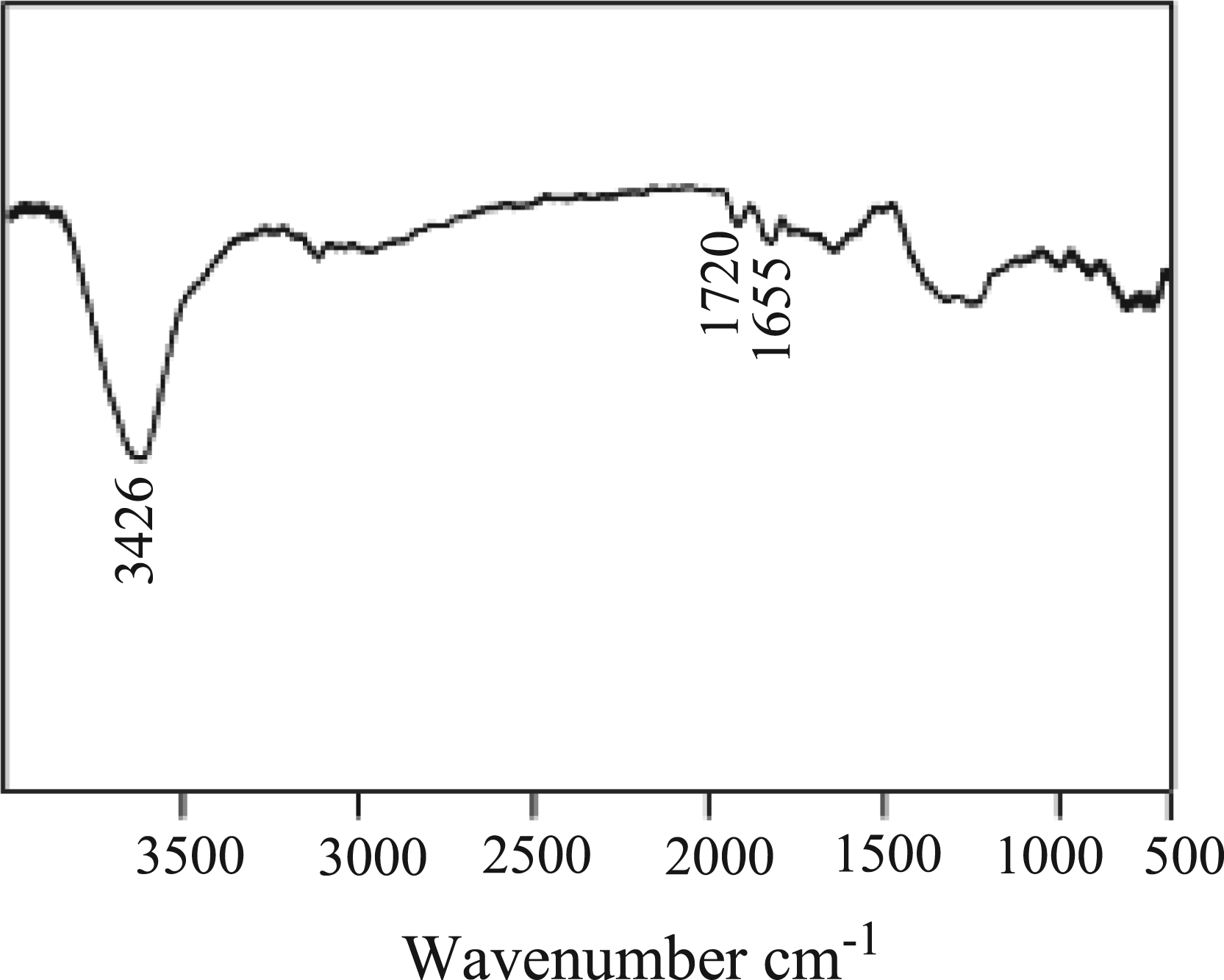
Synthesis of monomer
Synthesis of 1-(5-thiocarbamoylaminonaphthyl)thiourea
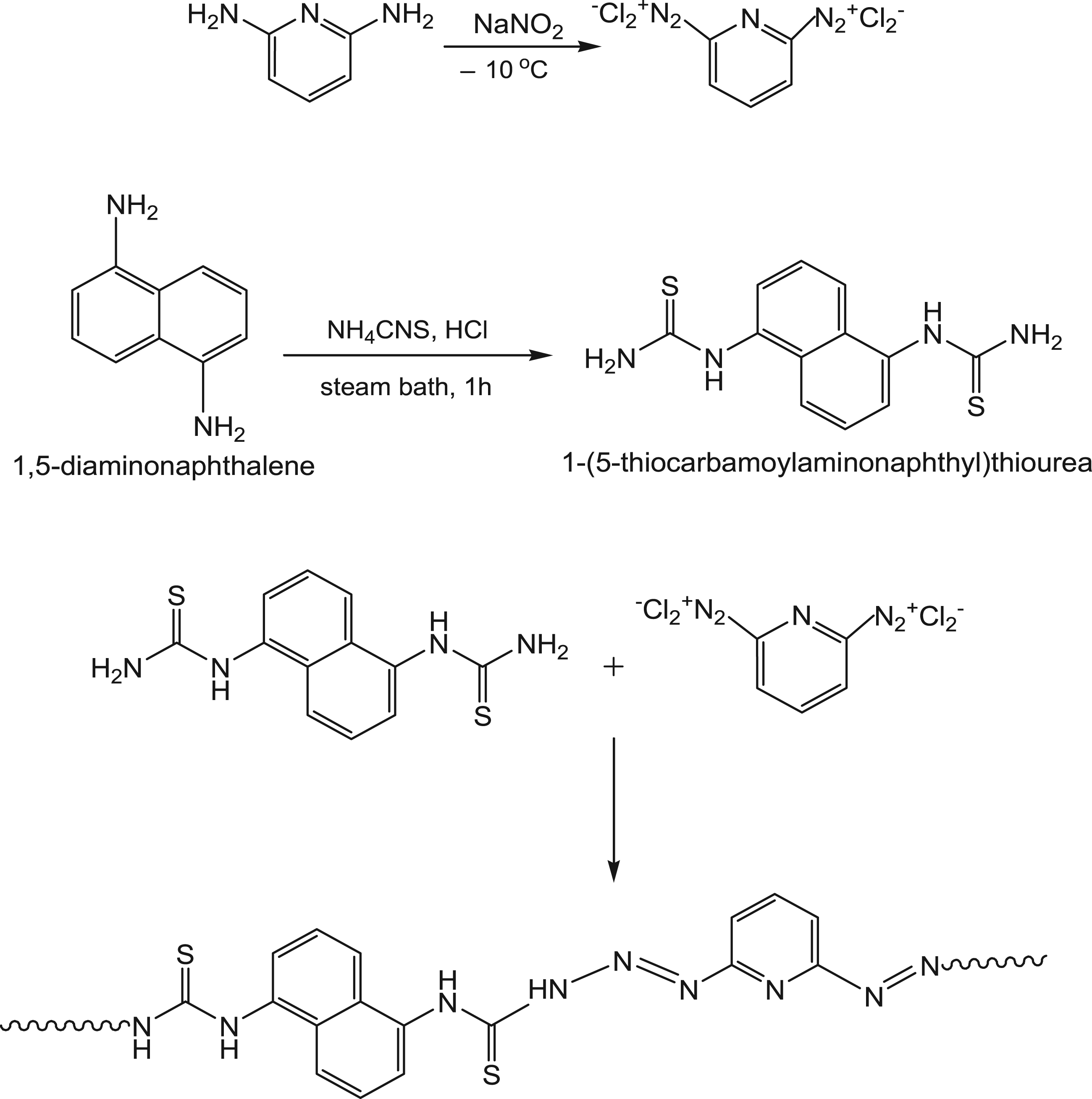
1,5-Diaminonaphthalene (0.2 mol), concentrated HCl (16 ml), ammonium thiocyanate (0.2 mol) and deaerated water (120 ml) were heated in a porcelain dish (2 h) on a steam bath. The mixture was allowed to cool to room temperature. The mixture was then gradually evaporated to dryness for 6–7 h. The product was boiled with charcoal in ethanol, filtered and cooled; 1-(5-thiocarbamoylaminonaphthyl)thiourea (TCANT) was recrystallized from ethanol and dried under vacuum at 90℃ (36 h). 29 Elemental analysis for C12H12N4S2: Calculated = %C, 52.15; %H, 4.38; %N, 20.27. Found = %C, 51.07; %H, 4.19; %N, 19.41. FTIR (KBr): 3319 cm−1, 3276 cm−1 (N–H stretch), 3036 cm−1 (aromatic C–H stretch), 2934 (aliphatic C–H stretch), 1598 cm−1 (N–H bend), 1411 cm−1 (C–N stretch) and 1153 cm−1 (C = S stretch). 1H NMR (300.13 MHz, DMSO-d6, δ ppm): 4.14 (s, 4H, Ha), 9.26 (s, 2H, Hb), 6.45 (d, 2H, Hc), 7.01 (t, 2H, Hd), 7.22 (d, 2H, He). 13 C NMR (75.47 MHz, DMSO-d6, δ ppm): thiocarbonyl C = S 177.2 (C1), 141.4 (C2), 107.3 (C3), 125.1 (C4), 110.2 (C5).
Diazotization
2,6-Diaminopyridine (0.04 mol) was first added to concentrated hydrochloric acid (10 ml) and then dissolved in distilled water (50 ml). The mixture was placed in a freezing bath to cool to −10℃, which resulted in a brown colored precipitate. To the above suspension, 0.04 mol of sodium nitrite solution (20 ml) was added carefully, with constant stirring. After complete addition, the mixture was stirred for 1 h at −10℃ to avoid the decomposition of diazonium salt. At the end, excess of nitrite was removed by the addition of urea (2 g) with stirring for 20 min, resulting in a brown colored diazonium salt solution.
Synthesis of PTAN
TCANT (0.04 mol) was dissolved in sodium hydroxide (10%) and the diazonium salt solution obtained (see Diazotization) was added dropwise, keeping the temperature below −10℃. The mixture was stirred for 3 h and acidified with dilute HCl (10%). The resulting precipitate was filtered, washed with hot water and then with hydrochloric acid (3%). The precipitate was again dissolved in sodium hydroxide (3%) followed by re-precipitation in HCl.30,31 The polymer was dried under vacuum at 80℃. FTIR (KBr, cm−1) (Figure 3): 3332 and 1597 cm−1 (sec. amine N–H stretch and bend), 3082 cm−1 (aromatic C–H stretch), 1413 cm−1 (–N = N– stretch), 1126 cm−1 (C = S stretch), 829 cm−1 (C–S stretch). 1H NMR (300.13 MHz, DMSO-d6, δ ppm): 8.82 (s), 9.93 (s) (N–Hs chemical shifts), 7.44 (d), 7.53 (d), 7.88 (t) (pyridine unit), 6.55 (d), 7.15 (t), 7.21 (d) (naphthalene unit).
FTIR spectrum of PTAN.
PTAN/MWCNT nanocomposites
Prior to preparation of PTAN/MWCNT nanocomposites, the acid functionalized MWCNTs were dried in a vacuum oven at 70℃ for 24 h. A Brabender Plastograph 200 Nm W50EHT mixer with a blade type rotor (Duisburg, Germany) was used to blend PTANs and MWCNTs with a rotor speed of 50 rpm and temperature around 200–250℃ (depending upon the material) for 20 min. After blending, the nanocomposites were pressed into 1-mm-thick films using a hydrolytic press. The standard specimens for further characterization were finally prepared. In this way, 1 g PTAN and 1 wt% non-functional MWCNT (PTAN/MWCNT NF), 1 g PTAN and 1 wt% functional MWCNT (PTAN/MWCNT 1), 1 g PTAN and 3 wt% functional MWCNT (PTAN/MWCNT 3), 1 g PTAN and 5 wt% functional MWCNT (PTAN/MWCNT 5) and 1 g PTAN and 7 wt% functional CNTs (PTAN/MWCNT 7) were melt blended. FTIR (KBr) of PTAN/MWCNT 1 nanocomposite (Figure 4) exhibited secondary stretching and bending vibration due to N–H at 3298 and 1594 cm−1, respectively. Aromatic C–H stretching vibration was found at 3009 cm−1. The stretching vibration for –N = N– was found at 1411 cm−1, for C = S at 1121 cm−1 and 826 cm−1 (C–S stretching).
FTIR spectrum of PTAN/MWCNT 1.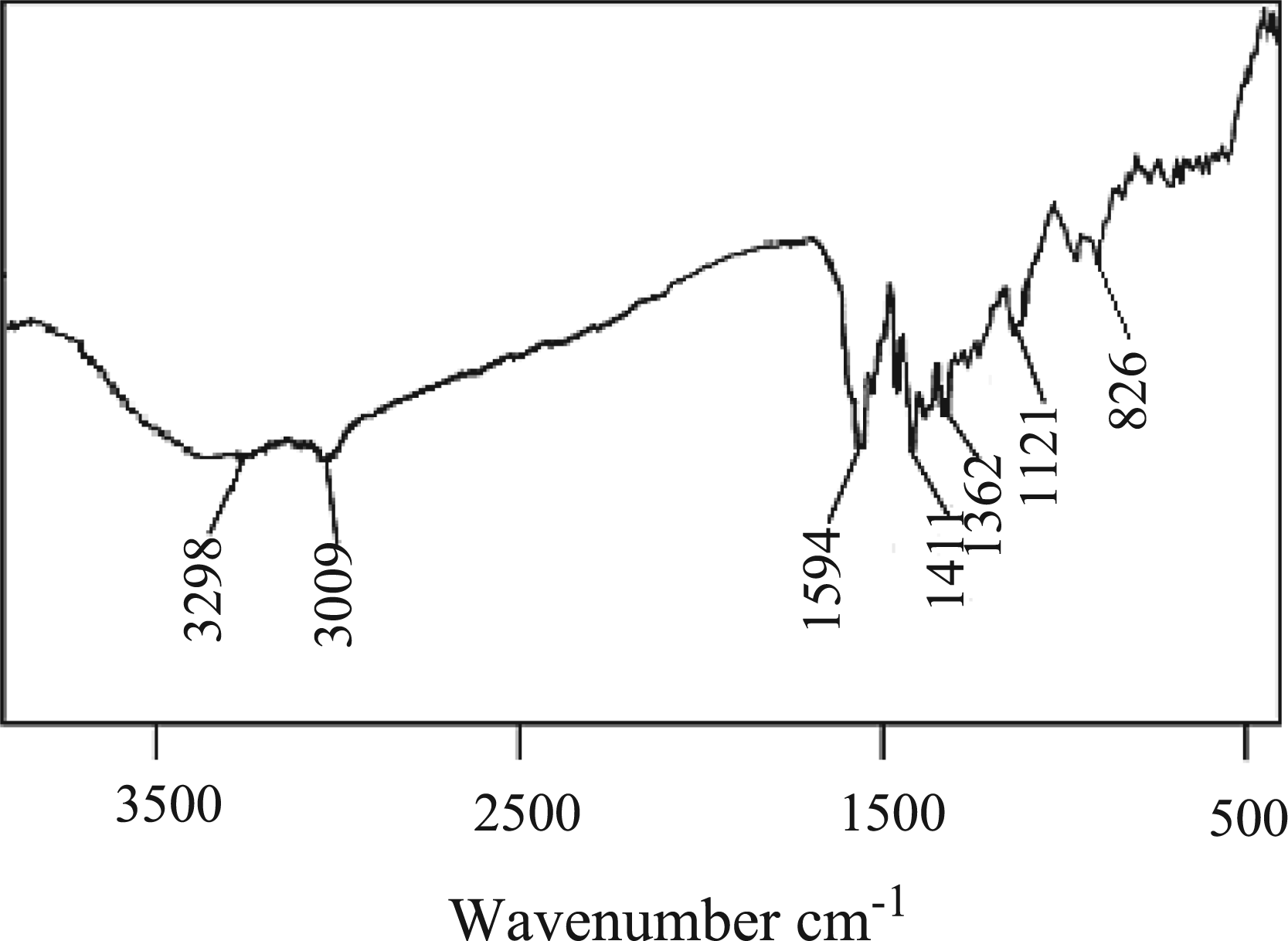
Results and discussion
Preparation of PTAN/MWCNT nanocomposites
Scheme 1 shows the preparation of PTAN having the sole combination of azo, thiourea and naphthalene linkages via a simple and straightforward route. High molar mass PTAN (57 × 103 g/mol) showed good solubility in THF. Fine electrical conductivity and heat stability owing to the structural architecture of PTAN was achieved. Later on, the conducting polymer was exploited as a matrix with MWCNT filler to improve mechanical, conducting and thermal properties of new materials. Azo-polymer was melt blended with functional and non-functional MWCNT in desired proportions. Physical characteristics of the PTAN/MWCNT system were enhanced considerably with an increase in MWCNT content and melt compounding technique adopted. Improved mechanical, thermal and conducting properties of new materials were accounted for by the secondary bond interactions and π–π stacking.
PTAN revealed major vibrations around 3332 and 1597 cm−1, assigned to the N–H stretching and bending, respectively. The bands due to aromatic C–H stretching and C = S appeared at 3082 and 1126 cm−1, respectively. On the other hand, the PTAN/MWCNT 1 nanocomposite spectrum (Figure 4) showed a shift of the thiocarbonyl band of PTAN to lower wave number (1121 cm−1). This shift may be due to the hydrogen bonding between C = S and hydrogen from amide linkage. The broadening of the peak in the region of 3000–3300 cm−1 may also be attributed to H-bonded amide N–H stretching to produce compatible nanocomposite. Other characteristic bands observed were around 3298 cm−1 for N–H.
Mechanical properties
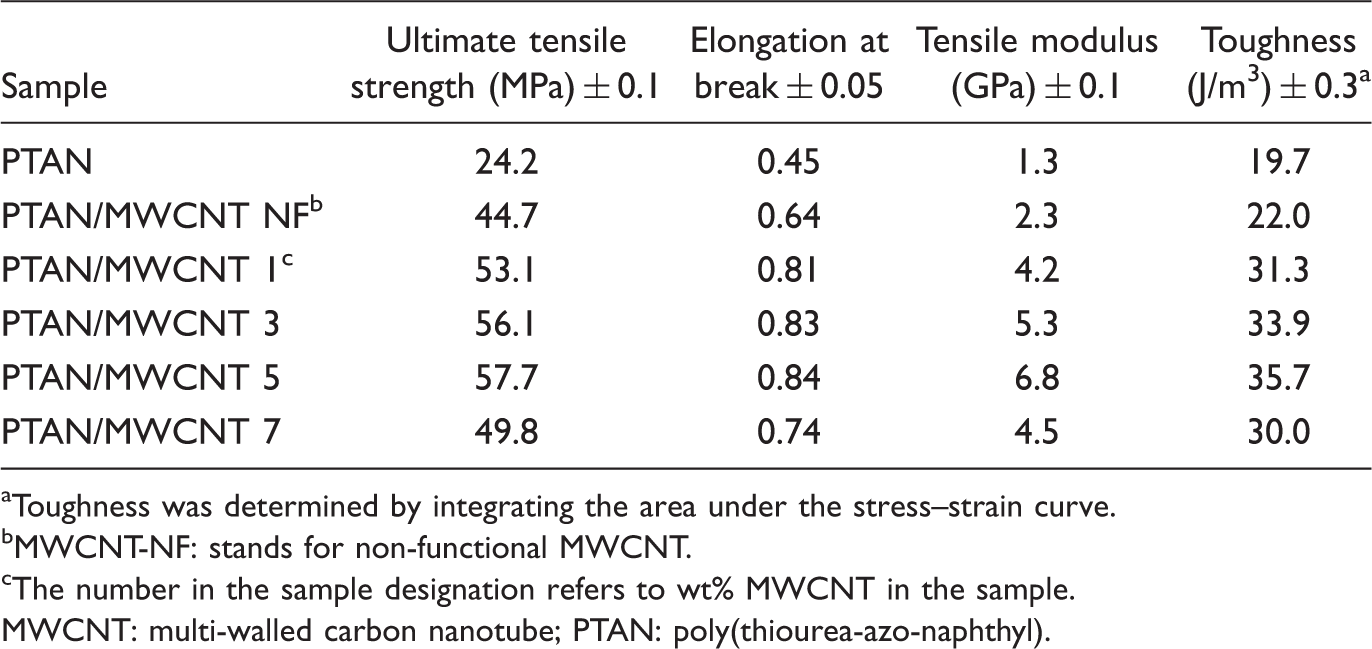
Figure 5 and Table 1 show the tensile strength of PTAN/MWCNT nanocomposites at different MWCNT loading content. In the sample coding, MWCNT-NF was designated for non-functional MWCNT, whereas the number in the sample designation referred to wt% MWCNT in the sample. Tensile strength obviously increased when MWCNT content was increased from 1 to 5 wt%. Tensile modulus calculated from the initial slopes of stress–strain curves was rationally high and showed an increase up to 5 wt% MWCNT in the matrix. Tensile modulus for PTAN/MWCNT 1 was 4.2 GPa, which increased up to 5.3 GPa for PTAN/MWCNT 3 and 6.8 GPa for PTAN/MWCNT 5. However, the tensile modulus was lower for PTAN/MWCNT NF (2.3 GPa). The ultimate tensile strength for PTAN/MWCNT hybrids was also enhanced with increase in filler content. The maximum value of ultimate tensile strength was observed for PTAN/MWCNT 5 (57.7 MPa), while with 1 wt% filler, the tensile strength was comparatively low (53.1 MPa). The 1 wt% nanotube-based hybrid had maximum elongation at break value of 0.81 that increased to 0.84 with 5 wt% MWCNT. Toughness, calculated by integrating the area under the stress–strain curves, of PTAN/MWCNT 1 with 1 wt% MWCNT showed value of 31.3 J/m3 that increased with added reinforcement and was maximum of 35.7 J/m3 for 5 wt% content. This positive effect on tensile strength was probably due to the stiffness of the MWCNT layers, contributing to the presence of immobilized polymer phases
32
and to the nanoscale dispersion of nanofiller layers in the polymer matrix.
Stress–strain curves of PTAN and PTAN/MWCNT nanocomposites. Mechanical properties of PTAN/MWCNT nanocomposites. Toughness was determined by integrating the area under the stress–strain curve. MWCNT-NF: stands for non-functional MWCNT. The number in the sample designation refers to wt% MWCNT in the sample. MWCNT: multi-walled carbon nanotube; PTAN: poly(thiourea-azo-naphthyl).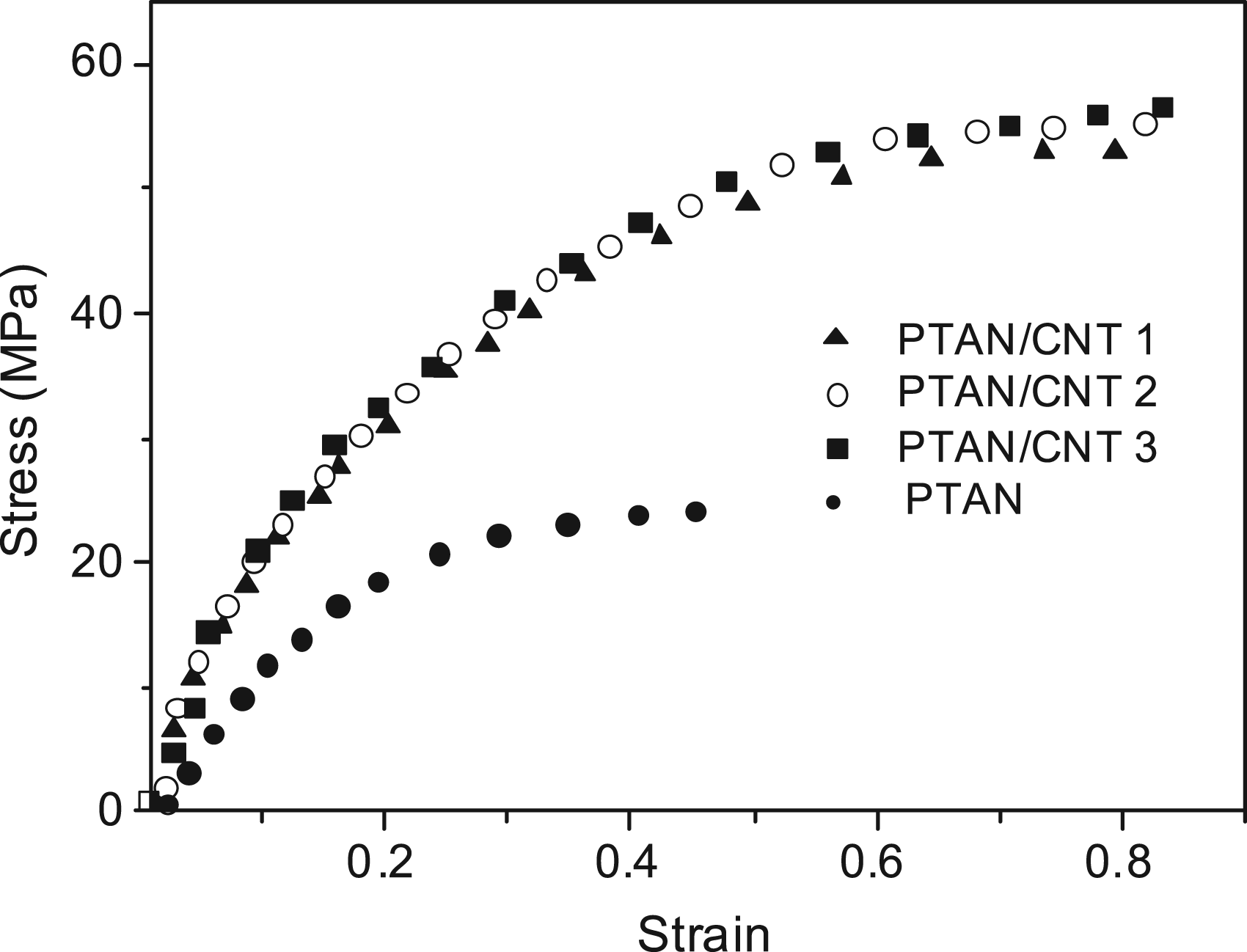
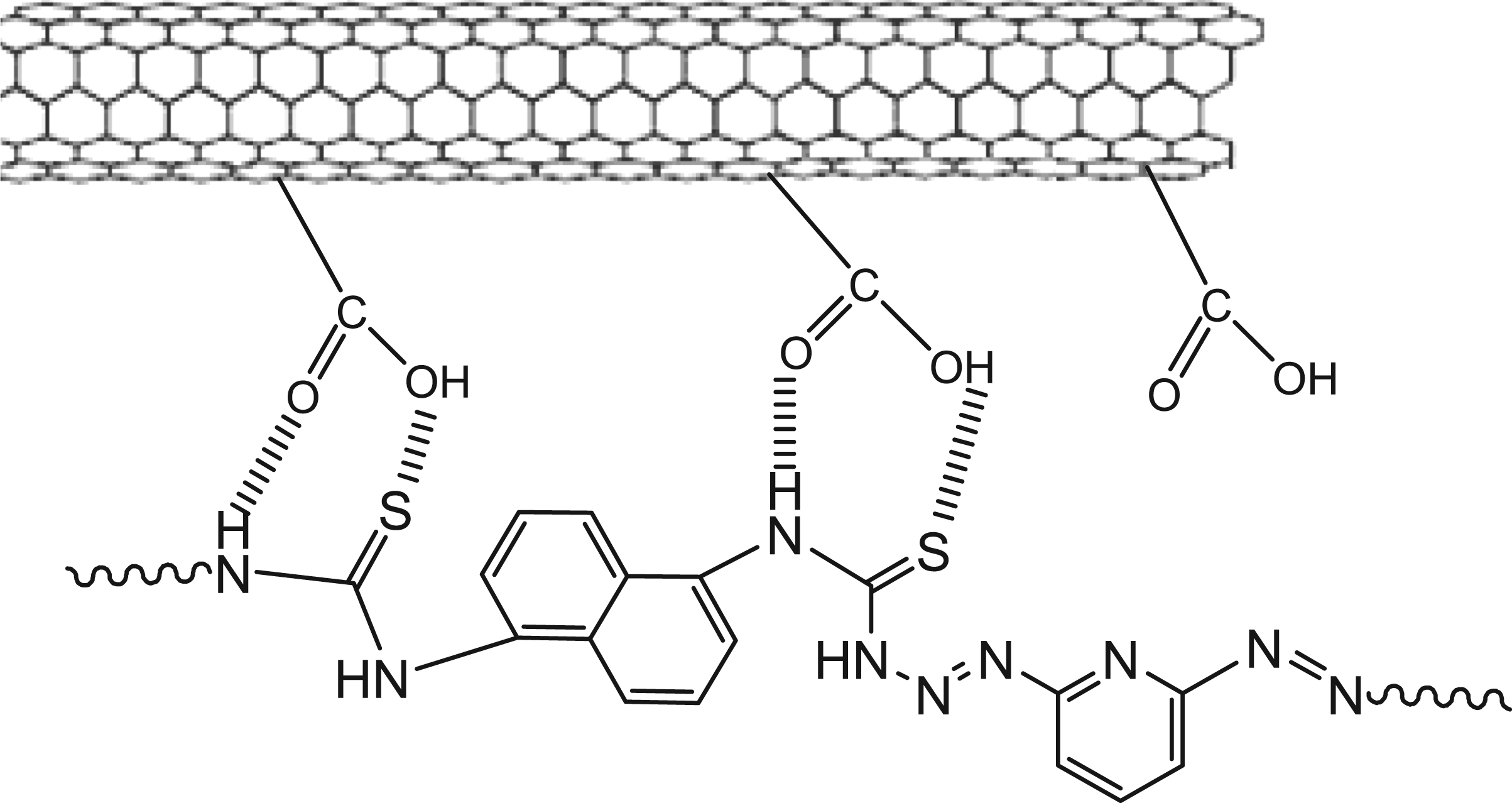
The nanotube layer and macro-molecular orientation may have contributed to the observed reinforcement effect. However, fillers may tend to bundle together because of intrinsic van der Waals attraction between the individual tubes in combination with high aspect ratio and surface area of the MWCNT, which may lead to some agglomeration on the polymer matrix. 33 Certainly, the decrease in tensile strength at filler content above 7 wt% (PTAN/MWCNT 7) could be attributed to expected aggregation of the nanotubes. Experiential increase in tensile strength revealed interfacial interaction because of free carboxylic acid groups of nanotubes hydrogen bonded to the chains of PTAN matrix (Scheme 2). This effect was not observed in the case of PTAN/MWCNT NF showing lower tensile strength, where the matrix was reinforced with non-functional MWCNT. These results demonstrated that the stress transfer or strength of polymer/nanotube nanocomposites can be effectively increased by these interactions. This was most likely attributable to some void defects symptomatic of more scope for property improvement.
Morphological aspects
The morphology investigation of PTAN/MWCNT nanocomposites is indispensable as it affects the mechanical properties of the hybrid system. Generally, fine dispersion of MWCNT in the matrix and well-built interfacial adhesion between the two phases are essential to attain a composite material with reasonable mechanical properties. Scanning electron microscopy was used to study the fracture surface of PTAN/MWCNT nanocomposites, in which the major component (PTAN) formed the matrix and the minor component (MWCNT) constituted the dispersed phase. In Figure 6(a) (PTAN/MWCNT NF), the bulk matrix and non-functional MWCNT can be seen separately without any linking, whereas, in the case of PTAN/MWCNT 1, functional MWCNTs were observed to be embedded in the matrix and smooth interfaces between MWCNT and PTAN can be observed. Consequently, MWCNTs were considered to have good wettability for matrix due to the physical contact. There was, therefore, an adequate dispersion and homogeneity of functional MWCNT in the matrix. With the increase in MWCNT loading up to 5 wt% (Figure 6(c) and (d)), there was sufficient dispersion and good interfacial adhesion between the filler and matrix. The probable physical interaction between the filler and matrix is outlined in Scheme 2.
FE-SEM images of (a) PTAN/MWCNT NF (500 nm), (b) PTAN/MWCNT 1 (500 nm), (c) PTAN/MWCNT 3 (500 nm) and (d) PTAN/MWCNT 5 (500 nm).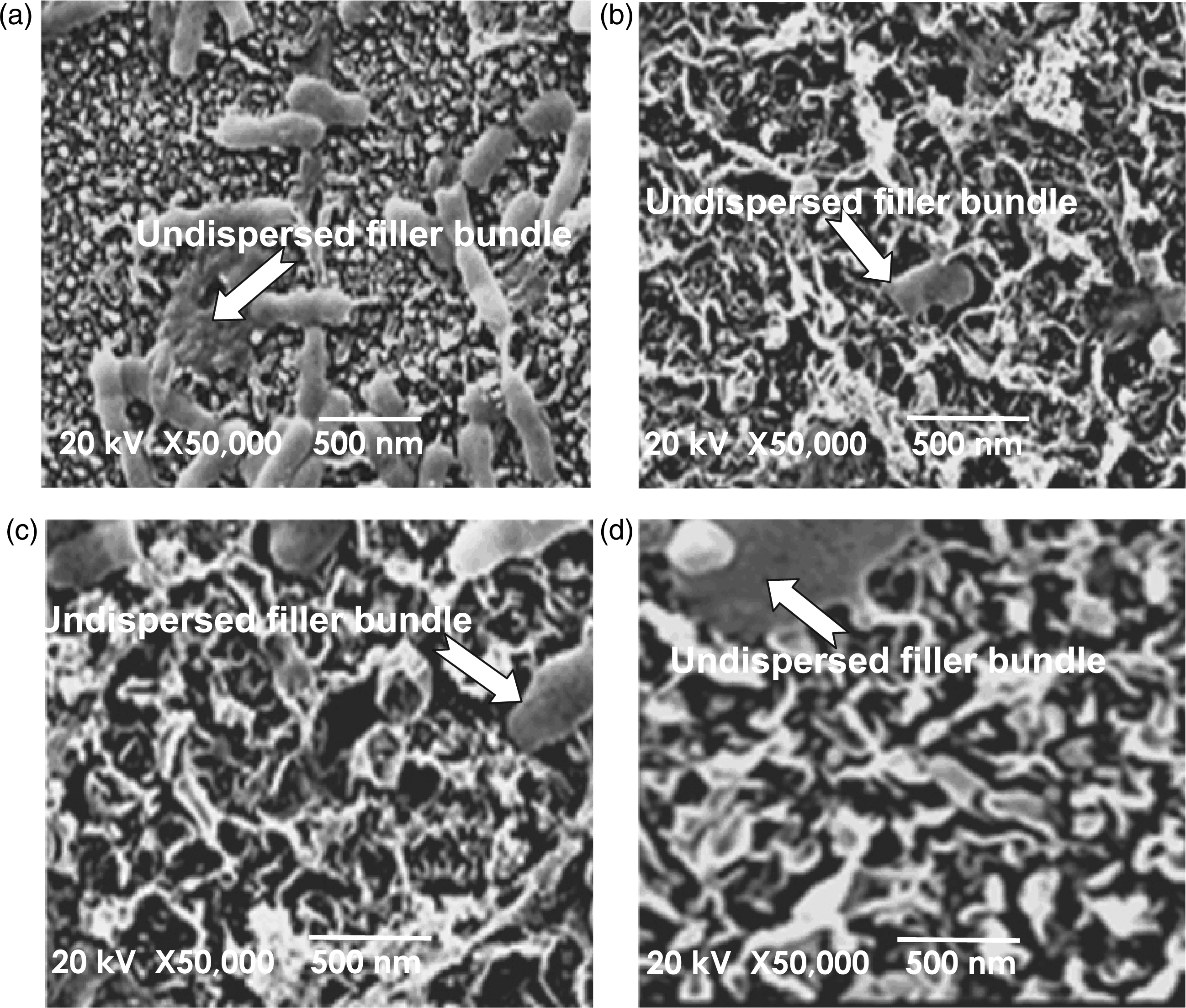
According to the literature, in such type of composites, the extent of π–π interactions and hydrogen bonding were found to be less due to less perfect graphitic structure of the nanotubes. However, the morphology of such composites indicated that the hydrogen bonds between polymer chains and nanotubes resulted in highly improved state of filler dispersion.34,35 Adhesion between the two phases was also responsible for the observed diameter divergence, i.e. the diameter of PTAN/MWCNT 5 (5 wt%) was larger relative to PTAN/MWCNT 1 (1 wt%). The state of filler dispersion in PTAN nanocomposites suggested the presence of favorable filler-matrix interactions in composites, as discussed previously. A representative optical microscope image is presented in Figure 7, showing the significantly better state of dispersion of MWCNT. The micrograph shows that the composite had a representative two-phase morphology composed of islands of diameter of the order of several microns. The matrix that was the majority phase was expected to become the continuous phase while filler was dispersed as atoll. This examination supported the high-resolution studies by scanning electron microscopy.
Optical microscope image of PTAN/MWCNT 1.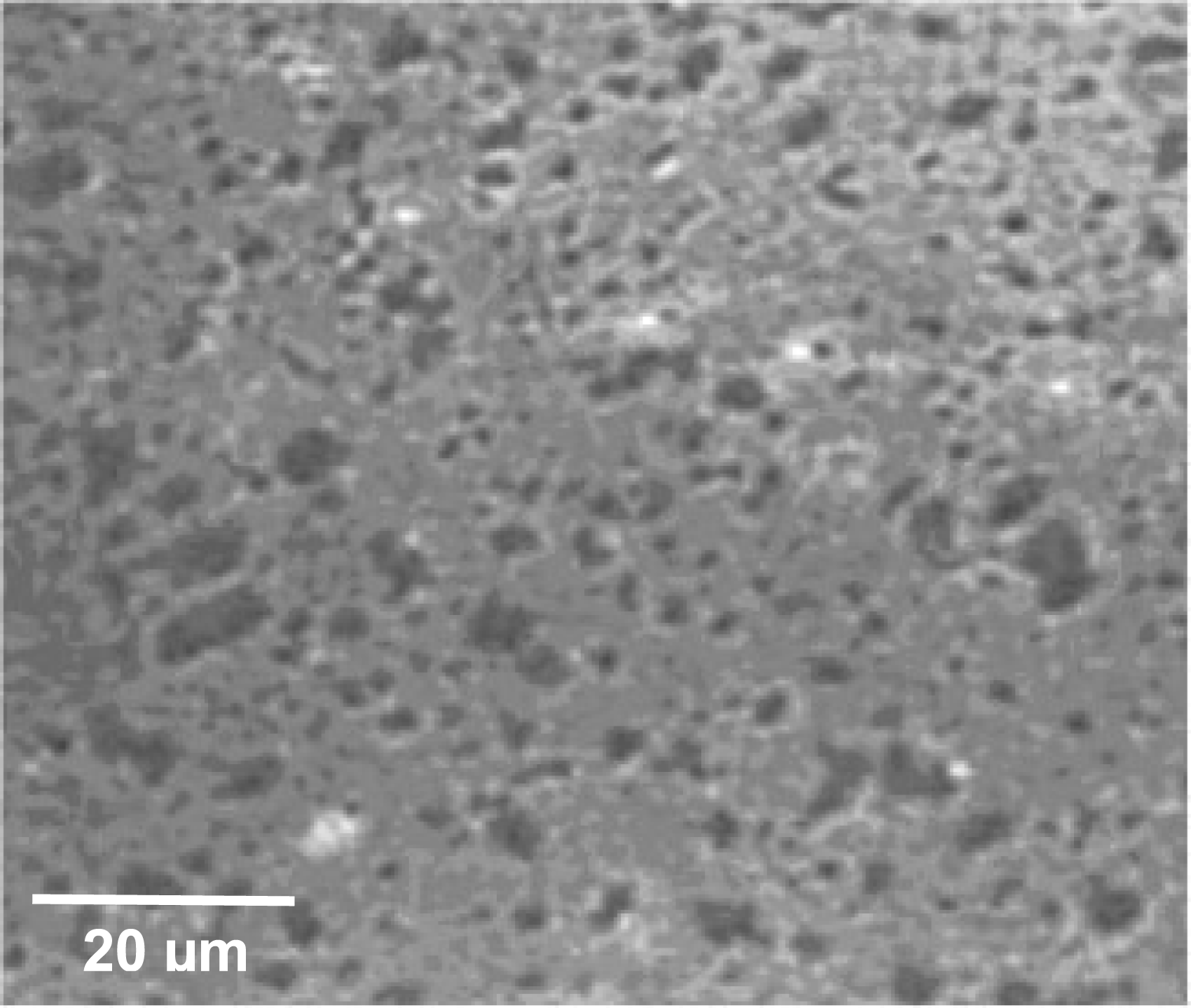
Thermal stability
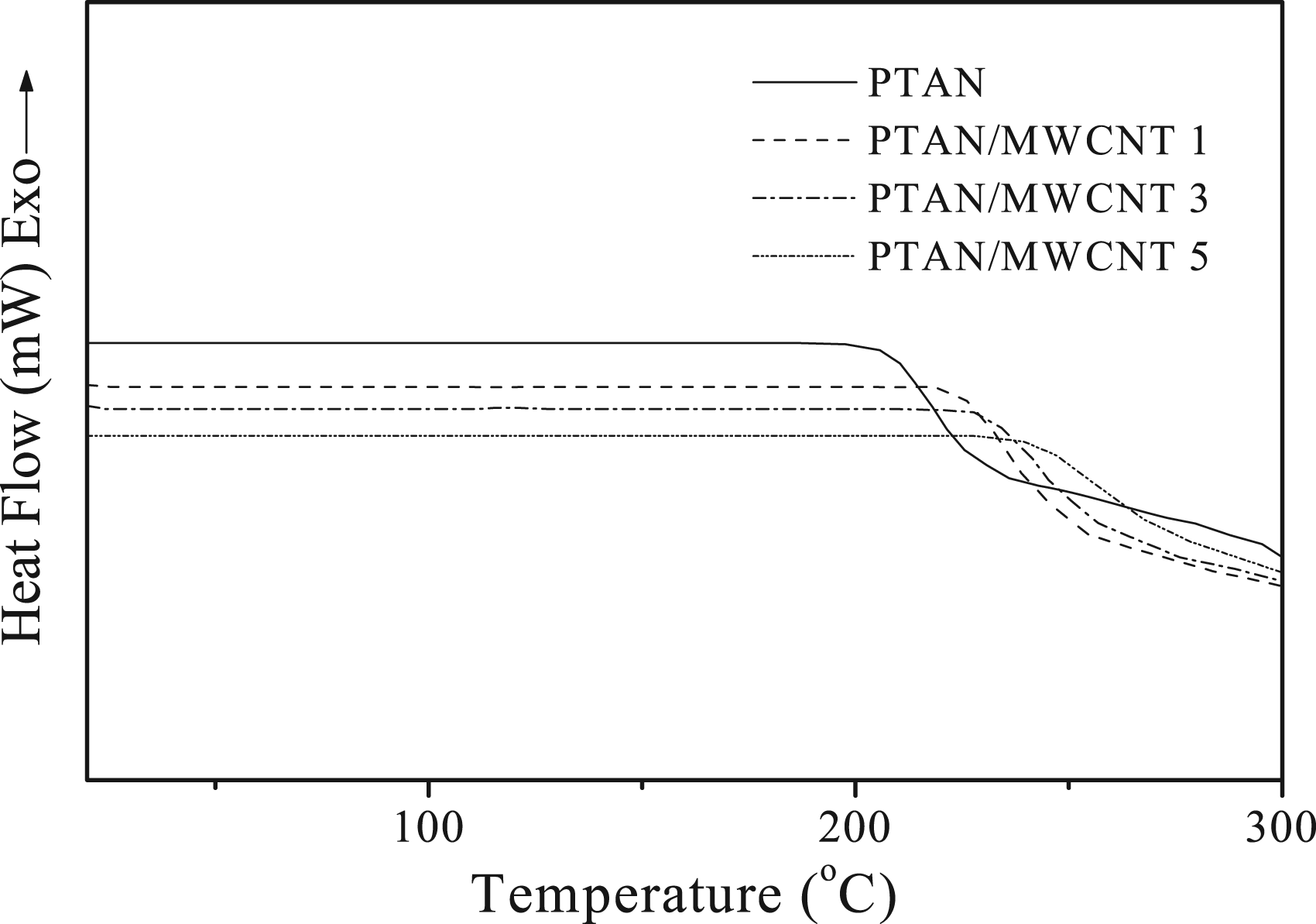
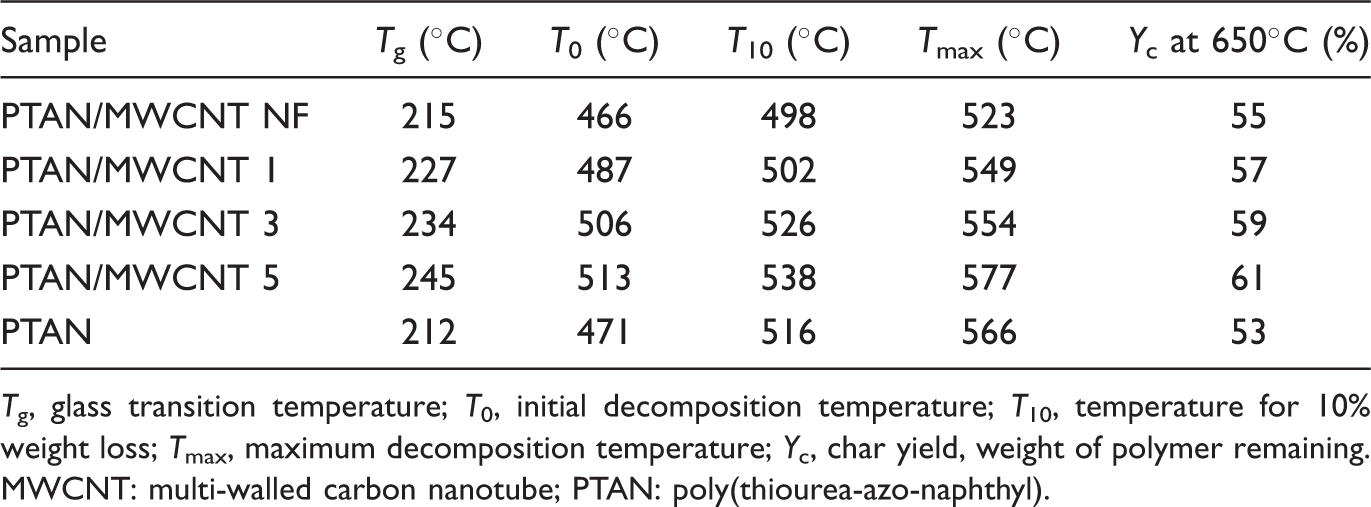
The thermal stability of PTAN/MWCNT nanocomposites and pure resin was studied using thermogravimetric analysis (TGA) and DSC. TGA thermograms of functional as well as non-functional PTAN/MWCNT nanocomposites are shown in Figure 8 and data are presented in Table 2. PTAN/MWCNT showed single-stage decomposition with core weight loss between 450℃ and 550℃. Thermogravimetric curve showed initial decomposition T0 at 466℃, 10% gravimetric loss T10 at 498℃ and the decomposition continued up to 523℃ for PTAN/MWCNT NF with 1 wt% filler. On the contrary, on increasing functional MWCNT filler content from 1 to 5 wt%, the degradation occurred at higher temperature. PTAN/MWCNT 1 exhibited T0 at 487℃, T10 at 502℃ and Tmax up to 549℃. PTAN/MWCNT 3 also showed good heat stability among these PTAN/MWCNT nanocomposites, i.e. T0 at 506℃, T10 at 526℃ and Tmax up to 554℃. Furthermore, PTAN/MWCNT 5 with 5 wt% filler had highest heat stability among these hybrid materials: T0 at 513℃, T10 at 538℃ and Tmax up to 577℃. The inclusion of functional reinforcement, thus, significantly improved the heat stability of the new polymer. Char yield of polymer/functional MWCNT hybrids was sufficiently higher, 57–61% at 650℃, relative to non-functional filler-based material (50%). Nevertheless, these thermal stability values were higher compared with pure polymer used. Overall thermal stability data showed better results compared with the reported polyamide/MWCNT materials.36,37 DSC was used to determine the Tg values of nanocomposites via measurement of heat flow versus change in temperature. The variation of glass transition temperature of PTAN/MWCNT with increase in functional MWCNT loading (PTAN/MWCNT 1–5) can be studied from Figure 9. The inclusion of functional nanofiller enhanced the thermostability of nanocomposites (Tg 227–245℃), which may be due to decrease in the mobility of polymer chains around the nanofiller by strong interfacial interactions, while the glass transition was lower in the case of non-functional MWCNT loading in PTAN/MWCNT NF, i.e. 215℃.
TGA curves of PTAN/MWCNT nanocomposites at a heating rate 10℃/min in N2. DSC thermograms of PTAN/MWCNT nanocomposites at heating rate 10℃/min in N2. Thermal analyses data of PTAN/MWCNT nanocomposites. Tg, glass transition temperature; T0, initial decomposition temperature; T10, temperature for 10% weight loss; Tmax, maximum decomposition temperature; Yc, char yield, weight of polymer remaining. MWCNT: multi-walled carbon nanotube; PTAN: poly(thiourea-azo-naphthyl).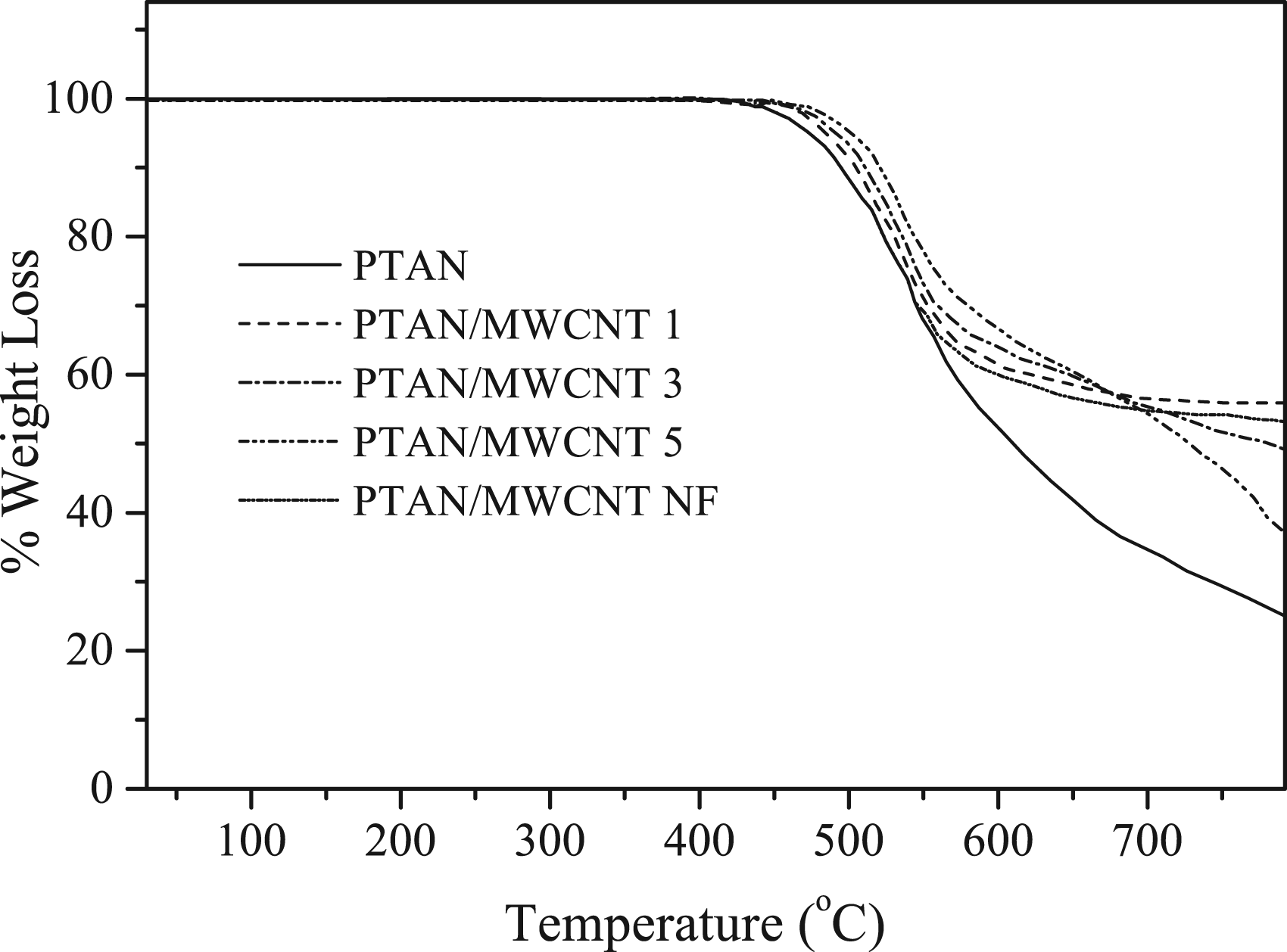
Electrical conductivity
Conductivity measurement of PTAN/MWCNT nanocomposites.
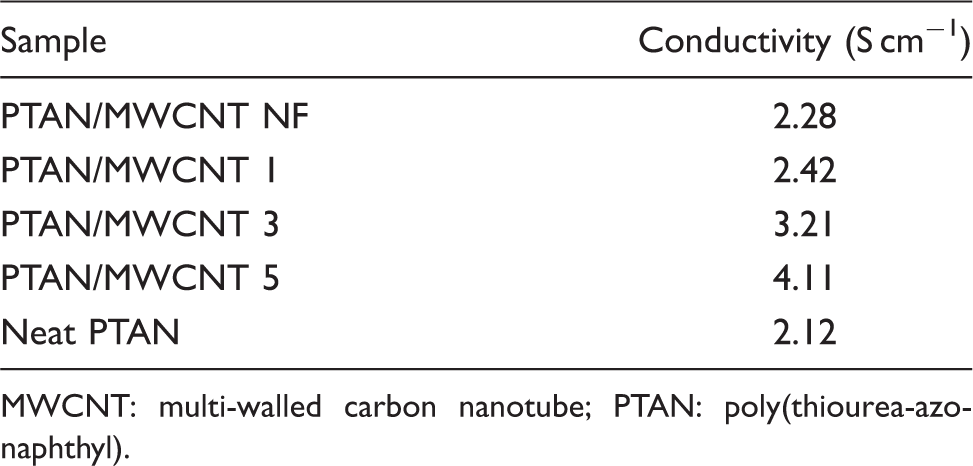
MWCNT: multi-walled carbon nanotube; PTAN: poly(thiourea-azo-naphthyl).
PTAN/MWCNT 1 composite exhibited a percolation behavior, as shown in Figure 10. Electrical measurement showed that the melt mixed sample has percolation threshold around 1 wt% for PTAN/MWCNT composite. PTAN/MWCNT 1 thick film exhibited electrical resistivity near the percolation threshold around 1 MΩ/square. Similar behavior of low wt% MWCNT-based composites was studied by Sandu et al.
39
The percolation behavior of PTAN/MWCNT 1 film prepared by melt mixing. Scheme for the synthesis of monomer and PTAN. Interaction in PTAN/MWCNT nanocomposites.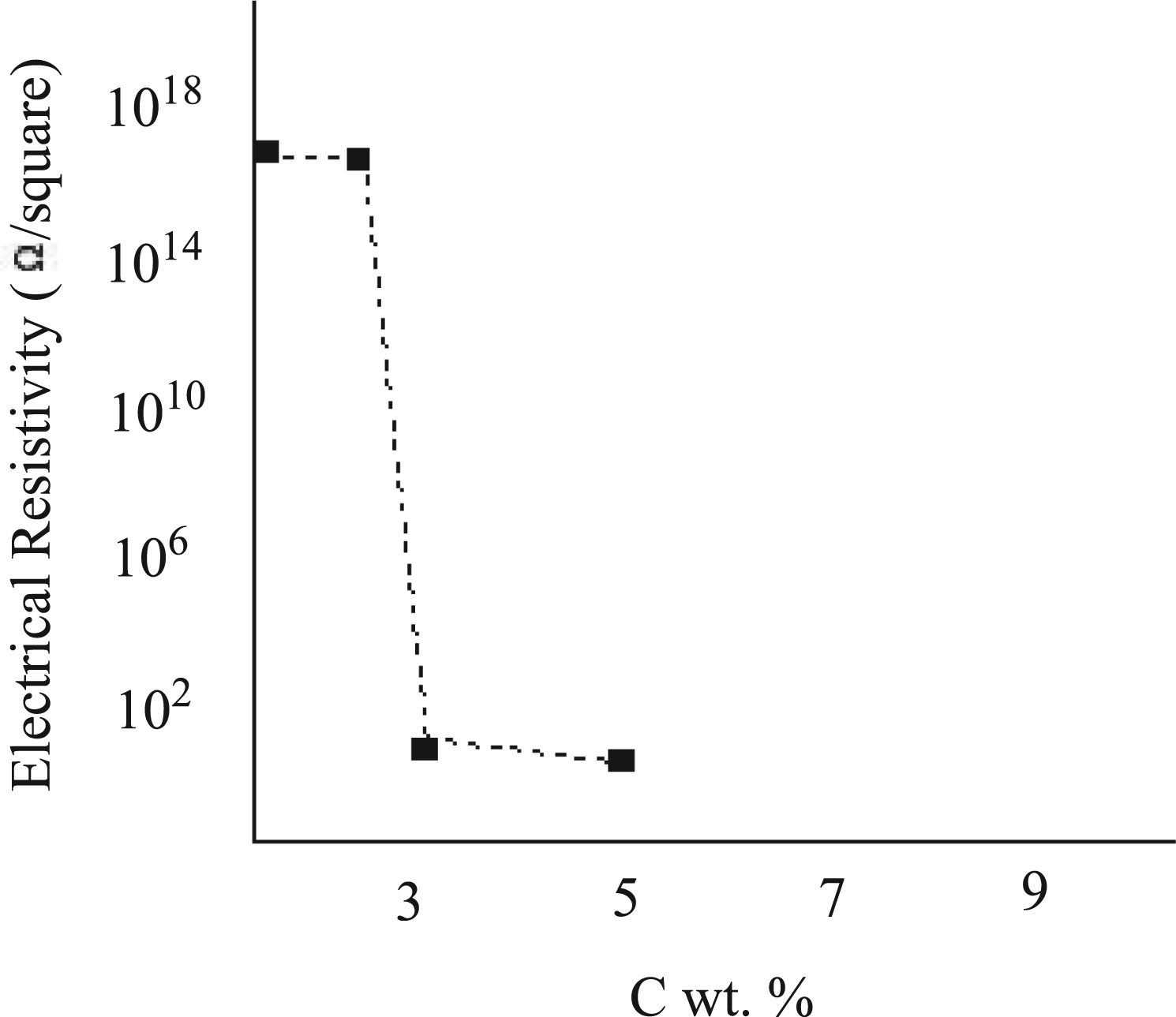
Conclusions
In this study, melt processing technique was used to fabricate new polymer/MWCNT hybrid materials. A new matrix material was prepared in this case, i.e. PTAN. MWCNT, having excellent electrical conductivity, high tensile modulus and thermal properties, proved to be an ideal filler for new polymer nanocomposites. A number of reactive functional groups were capable of attaching physically to polymers and the technology for developing fully integrated nanotubes and PTAN nanocomposites by functionalization can therefore be extended to other polymer systems to proffer a variety of hybrid materials. TGA and DSC tests showed that the MWCNT inclusion in the matrix raised the heat resistance to a significant extent. Values of tensile strength increased up to 5 wt% CNTs loading 57.66 MPa and excess of filler above this weight percent caused aggregation of the nanotube phase and thereby reduced compatibility between the acid-treated MWCNT and PTAN. Moreover, the electrical conductivity of azo-polymer was increased from 2.42 to 4.11 S cm−1 with MWCNT addition. PTAN/MWCNT 1 had an electrical resistivity close to the percolation threshold (1 MΩ/square). Finally, PTAN/MWCNT hybrids showed improved thermal, electrical and mechanical properties because the interfacial forces are the weaker hydrogen bonds and π–π interactions.