
Abstract
Polymer coatings are widely employed to improve the surface performance of engineering components by providing corrosion resistance, wear protection, hydrophobicity, biocompatibility, and functional surface characteristics. Among various deposition methods, thermal spray technologies have emerged as highly effective methods for fabricating polymer and polymer-based composite coatings on metallic, ceramic, and polymeric substrates. This review provides a comprehensive overview of thermally sprayed polymer coatings, focusing on processing methods, coating characteristics, and key application areas, along with commonly used polymers such as polyethylene (PE), polyamide (PA), polyimide (PI), polyurethane (PU), polyether ether ketone (PEEK), polyethylene terephthalate (PET), and fluoropolymers. This review critically examines the development of polymer and polymer-based composite coatings fabricated via thermal spray techniques, including flame spraying, high-velocity oxy-fuel (HVOF), plasma spray (PS), and cold spray (CS) processes. Each process offers distinct advantages in terms of particle heating, velocity, deposition efficiency, coating density, and substrate thermal exposure. Flame spraying remains the most established method for large-scale polymer coating deposition, whereas cold spray has attracted increasing attention due to its low-temperature solid-state deposition capability that minimizes thermal degradation. High-velocity oxy-fuel (HVOF) and plasma spray (PS) processes are particularly suitable for producing dense coatings and polymer ceramic composites with improved wear resistance. Functional properties including wear resistance, corrosion protection, ice-phobic behaviour, self-lubrication, antimicrobial packaging, and biofouling/fouling resistance, and biomedical applications are systematically discussed. Future opportunities are highlighted for the development of multifunctional, high-performance, and sustainable polymer-based thermal spray coatings for advanced applications in aerospace, marine, energy, transportation, and infrastructure sectors.
Keywords
Introduction
A polymer coating is a polymeric layer applied to a substrate to meet specific functional requirements. The process involves depositing the polymer onto the substrate surface, where it adheres and solidifies. Polymers are high-molecular-weight materials composed of many small molecules with identical structures covalently linked in repeating units. They may be either natural or synthetic, such as polyurethane, polyvinyl chloride (PVC), acrylics, epoxy, phenolic, silicone, and other materials.1–3 Acrylic coatings, in particular, have been widely employed as low-cost corrosion protection layers in various applications, such as aerospace, road construction machinery, and automobiles.4,5 Polymer coating has recently been used in a wide variety of applications and is also utilized in solar cells, batteries, separation processes, diodes, corrosion protection, packaging, and healthcare. These coatings are universal and have various functionalities, owing to their varied characteristics, which include anti-wear, mechanical stability, corrosion resistance, electrical conductivity, biocompatibility, and surface chemistry. They are also used to alter surface characteristics, including adding hydrophobicity or enhancing the quality of paper.
Although mostly organic, polymeric coatings may include ceramic or metallic particles to increase durability, functionality, or aesthetics. In this coating method, a polymeric material is deposited on a supporting substrate, as shown in Figure 1. Polymers can be applied to metals, ceramics, and synthetic substrates to enhance appearance, performance, or surface characteristics. Polymeric coatings offer strong adhesion, protection, and customized surface attributes for substrates. These finishes have been produced for several decades through thermal spraying, and the technology is advancing to enhance the quality and functionality of these finishes. Polymer coatings can be deposited through various thermal spraying techniques, including flame spray (FS), plasma spray (PS), high-velocity oxy-fuel (HVOF), and cold spray (CS).6,7 Key factors affecting polymer powder behaviour in thermal spray processing.
6
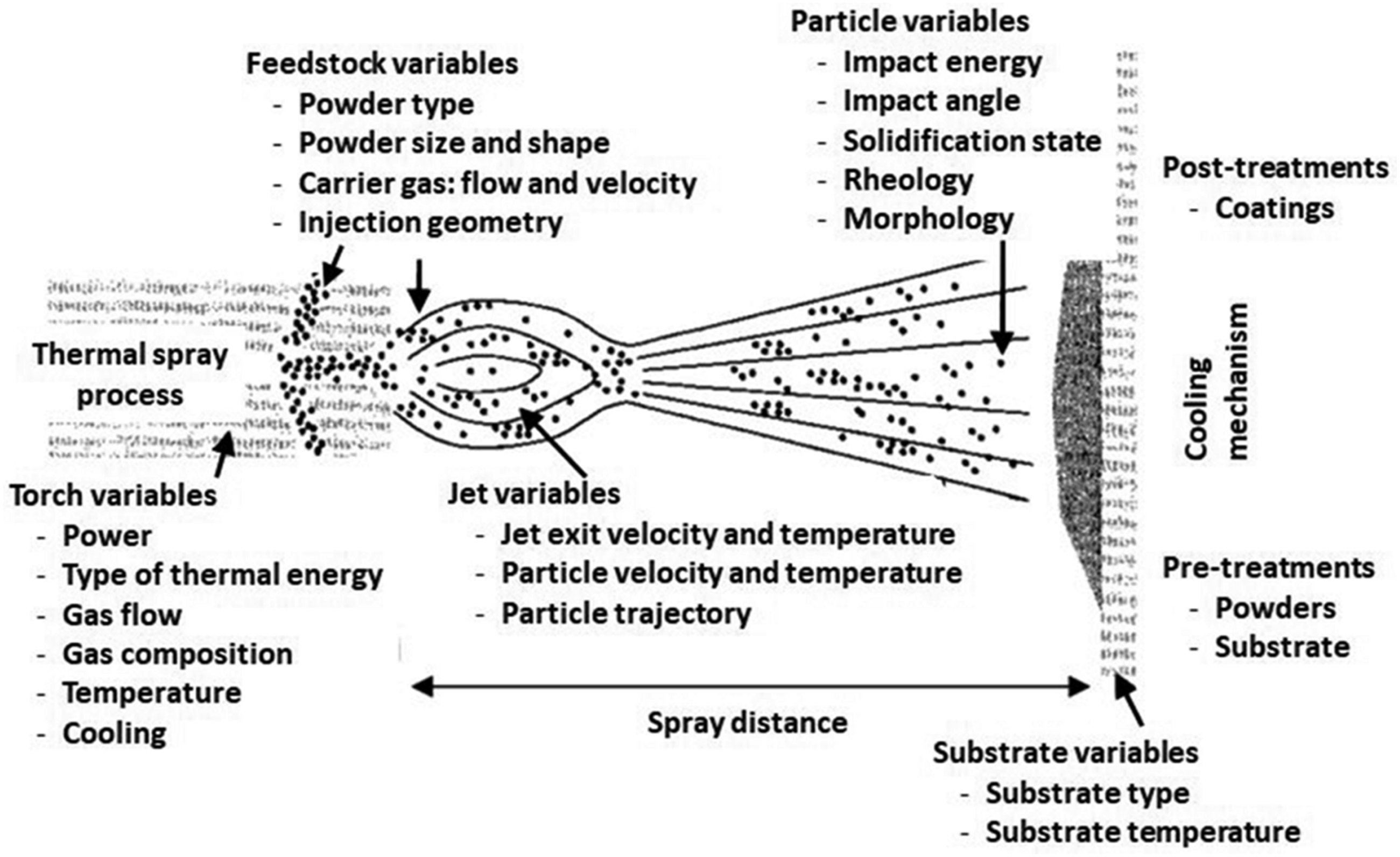
Figure 1 shows the key factors that control thermal spray processes, which differ according to the deposition method, the polymer type, and the substrate conditions. To optimize the thermal spray process for polymers and polymer-based coatings, it is necessary to pay attention to a variety of parameters, such as particle properties, gas conditions, substrate preparation, and process conditions. 8 Polyethylene (PE) coatings that are flame sprayed have been used to protect pipelines against corrosion, with the coating thickness normally between 1 and 3 mm. 9 Additionally, HVOF, PS, and CS have been used to produce polymers or polymer-based coatings.
Polymer materials with their melting points that are used in different thermal spray techniques.
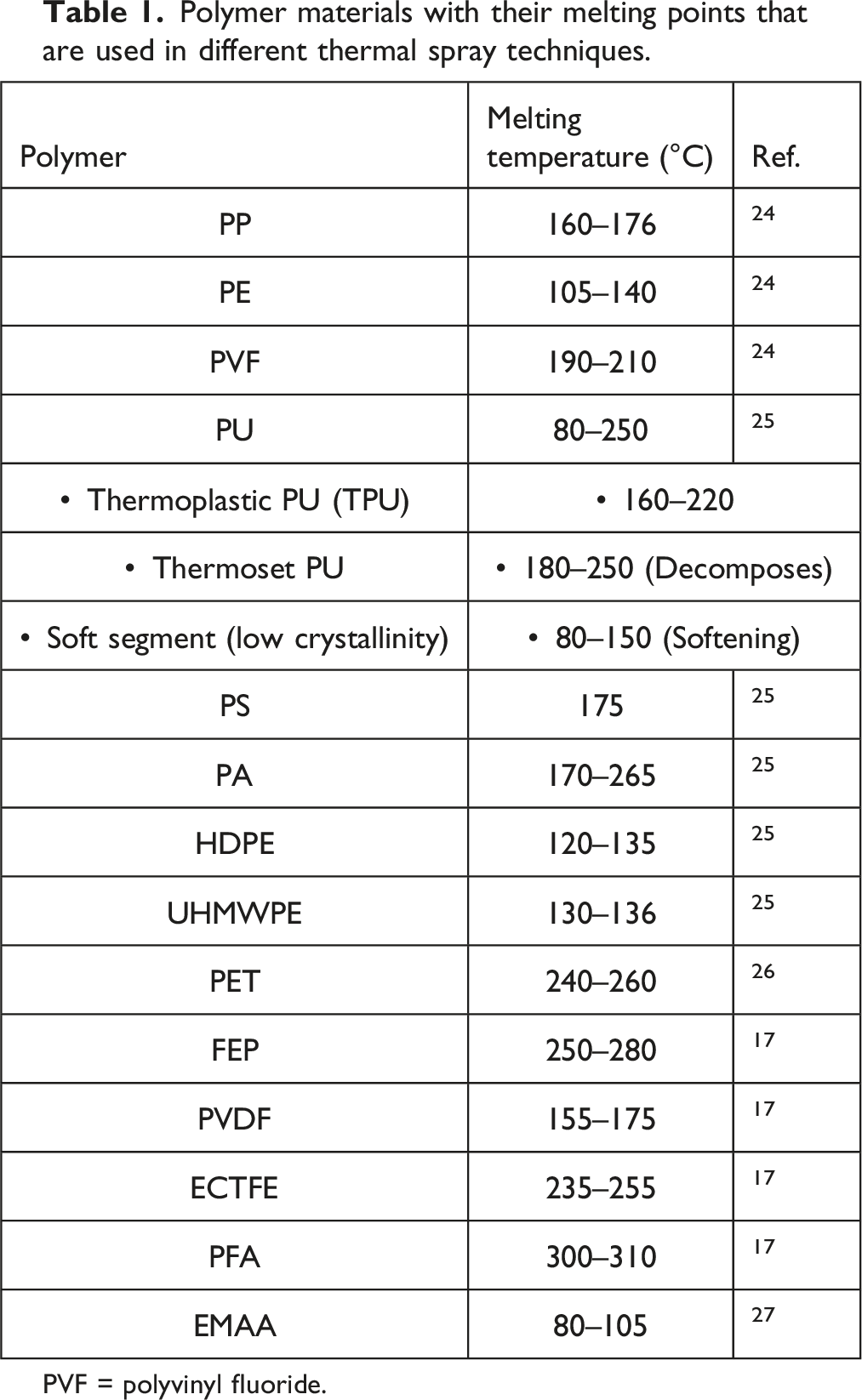
PVF = polyvinyl fluoride.
Despite extensive studies on thermally sprayed polymer and polymer-based composite coatings, several fundamental and application-level gaps remain unresolved.28–30 First, the interfacial bonding mechanisms between polymer particles and metallic substrates are not yet fully understood, particularly under different thermal spray conditions.31–33 Second, most studies rely on commercially available polymer powders that are not specifically engineered for thermal spray processes, leading to inconsistencies in coating quality and limited process reproducibility.34,35 Third, there is a lack of systematic comparative studies across HVOF/HVAF, flame spray, CS, and PS techniques for identical polymer systems, making it difficult to establish reliable process structure property relationships. Additionally, polymer degradation behaviour, crystallinity evolution, and in-flight thermal history during spraying remain insufficiently quantified.36,37 Finally, long-term performance under real-service conditions such as thermal cycling, UV exposure, and marine environments is still poorly investigated, limiting industrial validation of these coatings.
Techniques for developing polymer based coatings
Numerous methods are available to deposit ultrathin polymer films, each with distinct advantages and inherent limitations.
38
Figure 2 summarizes these techniques. Techniques for developing thin polymer films.
47
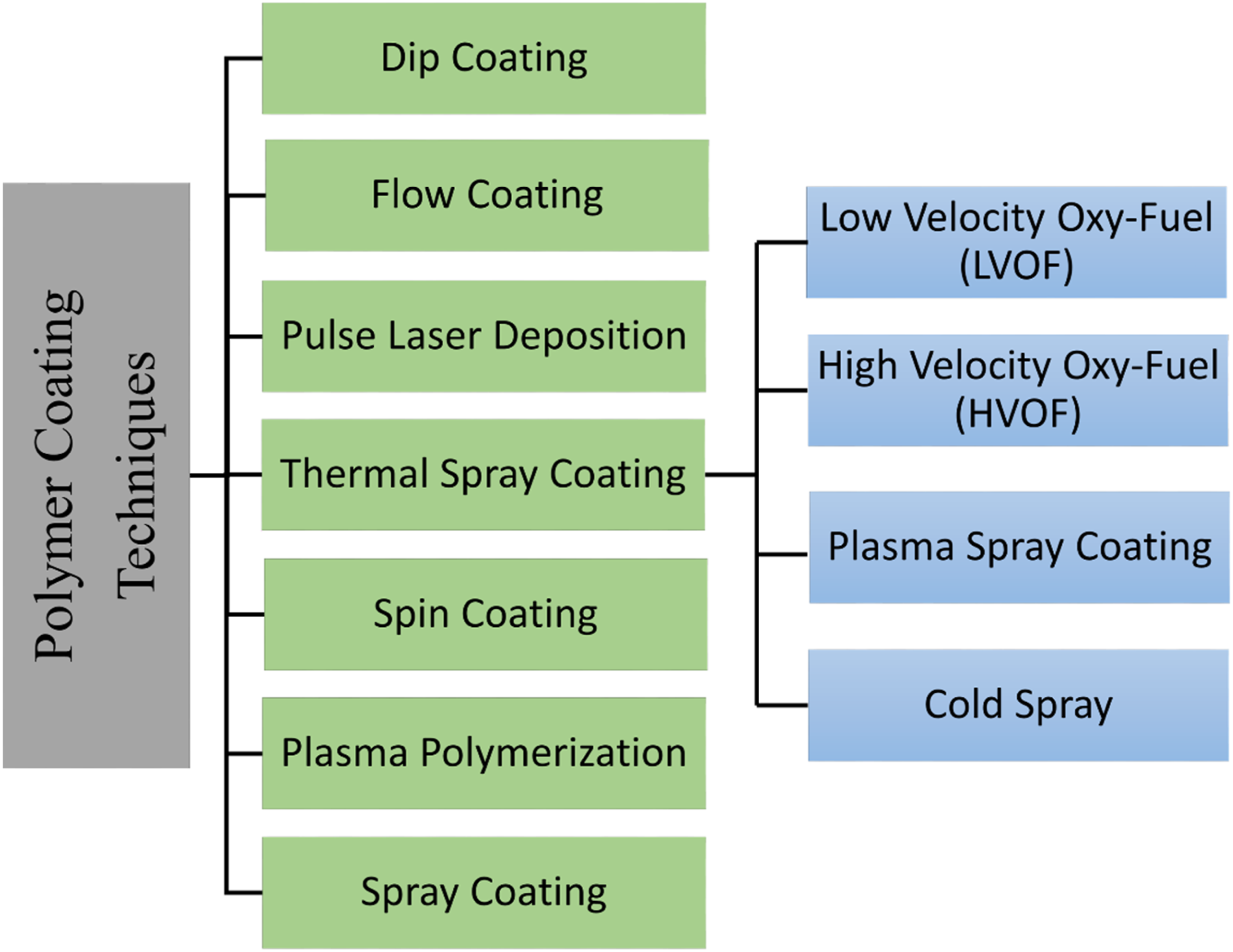
Despite differences in approach, the fundamental objective of all methods is to deposit a uniform polymer coating. In dip-coating, film thickness is mainly controlled by the substrate withdrawal speed from the polymer solution.39,40 In flow-coating, the deposited film thickness is determined by the substrate’s inclination angle and the polymer solution’s viscosity. 41 Spray coating offers faster deposition compared with flow and dip coating methods and is therefore generally used; however, for non-planar substrates, the control over film thickness is comparable to that achievable with dip-coating. 42 Most commonly, methods include: thermal spray coating31,43 and pulsed laser deposition, 44 which are without solvent, while plasma polymerization 45 and grafting 46 are governed by chemical interactions with the substrate. Plasma polymerization is typically performed under a magnetic field to induce polymerization, while grafting involves chemically anchoring polymer chains directly onto the substrate surface.
Cold spraying of polymer coatings
CS is a powder coating technology wherein coating particles are propelled to high-velocity gas-dynamic conditions (300–1200 ms-1) using a convergent-divergent (De-Laval) nozzle geometry and impact the substrate ballistically. CS methods include:
Overview of cold-spray polymer coatings.
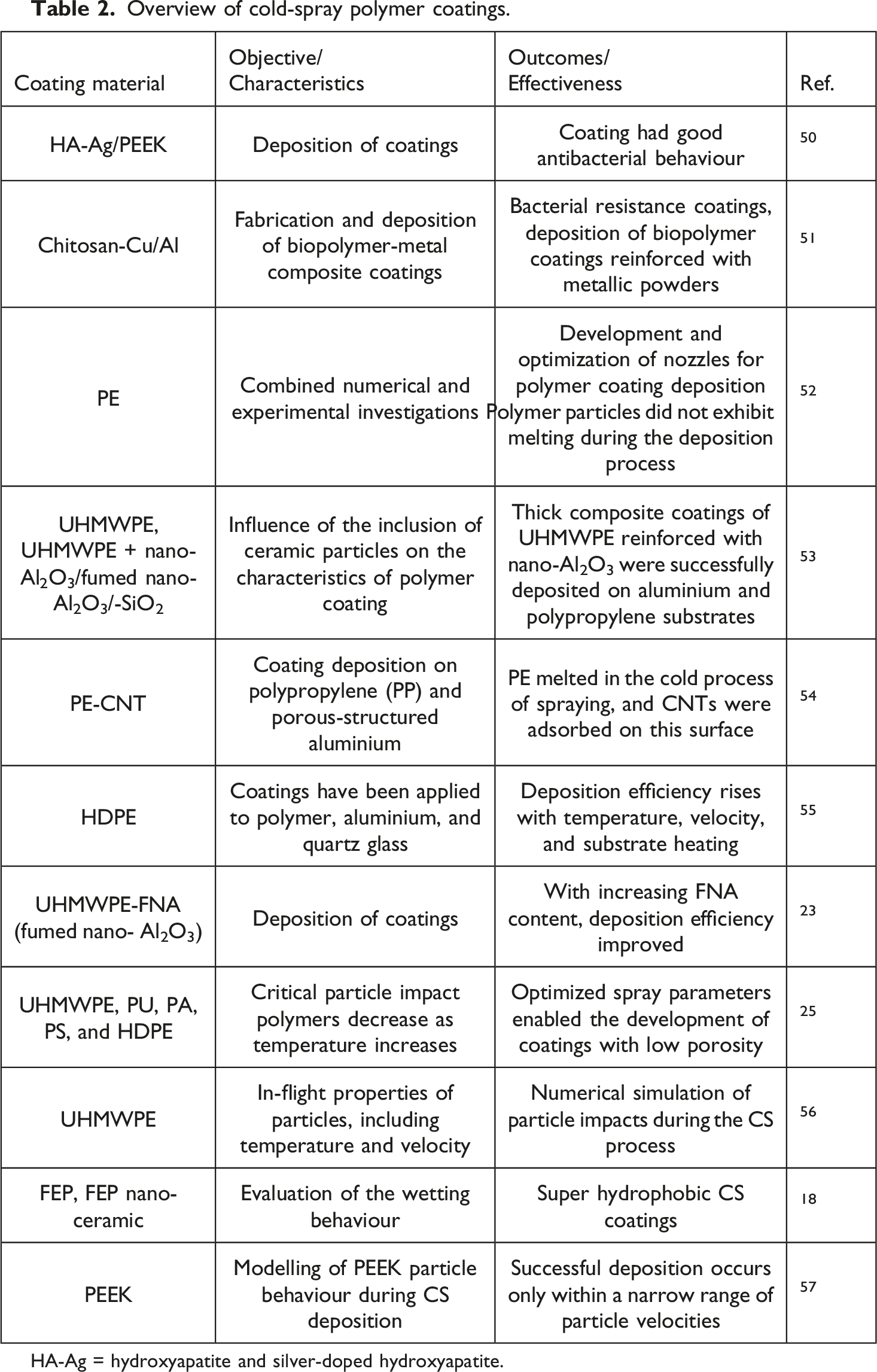
HA-Ag = hydroxyapatite and silver-doped hydroxyapatite.
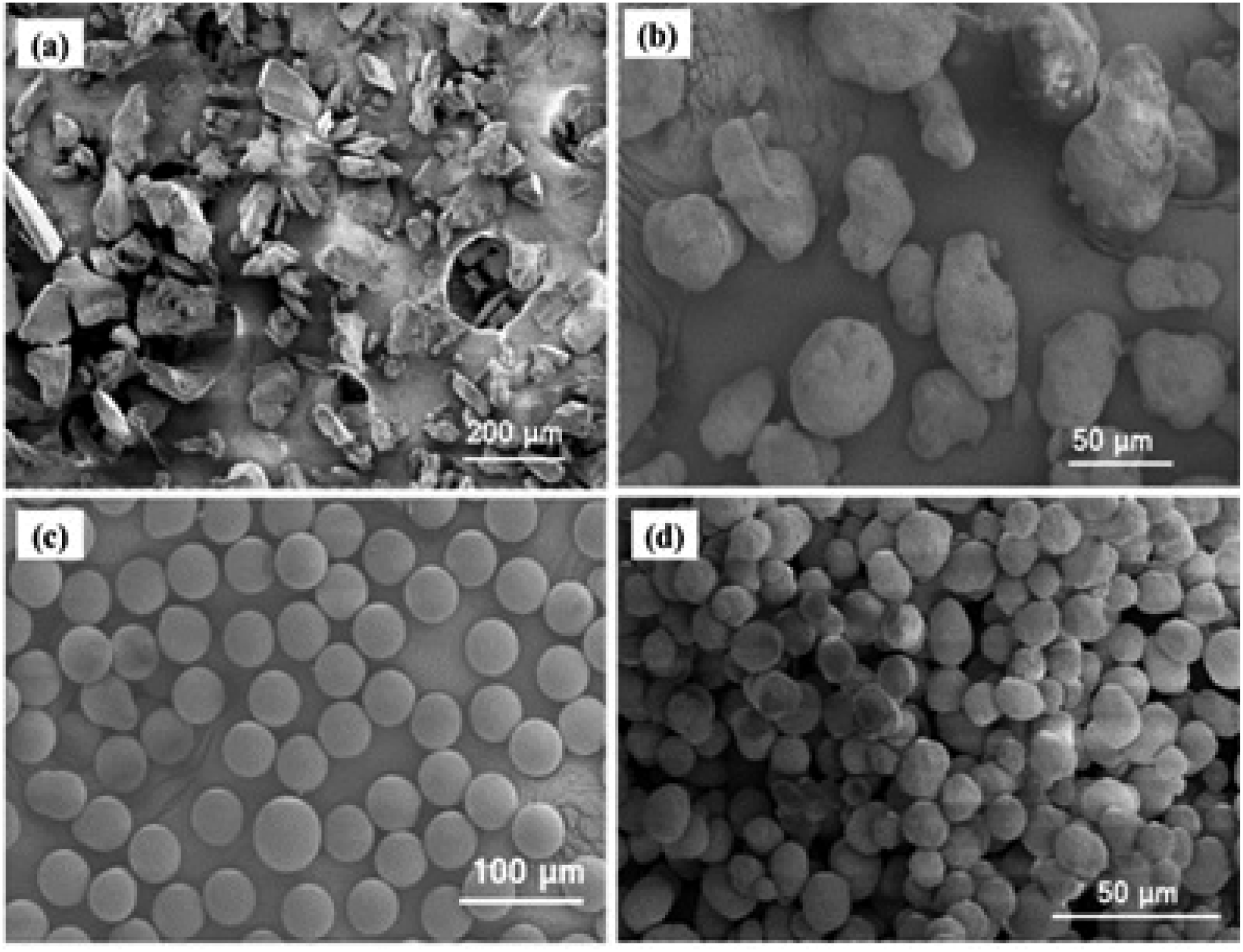
SEM micrographs of the feedstock powder particles: (a) PU, (b) PA, (c) PS, and (d) UHMWPE. 25
High-velocity flame spraying of polymer coatings
High velocity flame spraying has been used to fabricate polymer-based coatings, such as successfully depositing PET using the HVOF method.
11
The results were used to direct how the coating partially crystallized during the thermal spraying process, and the subsequent melting and quick-quenching reduced the overall crystallinity. Heat treated PET has superior tribological properties compared with untreated PET, which has a lower COF and wear rate.
11
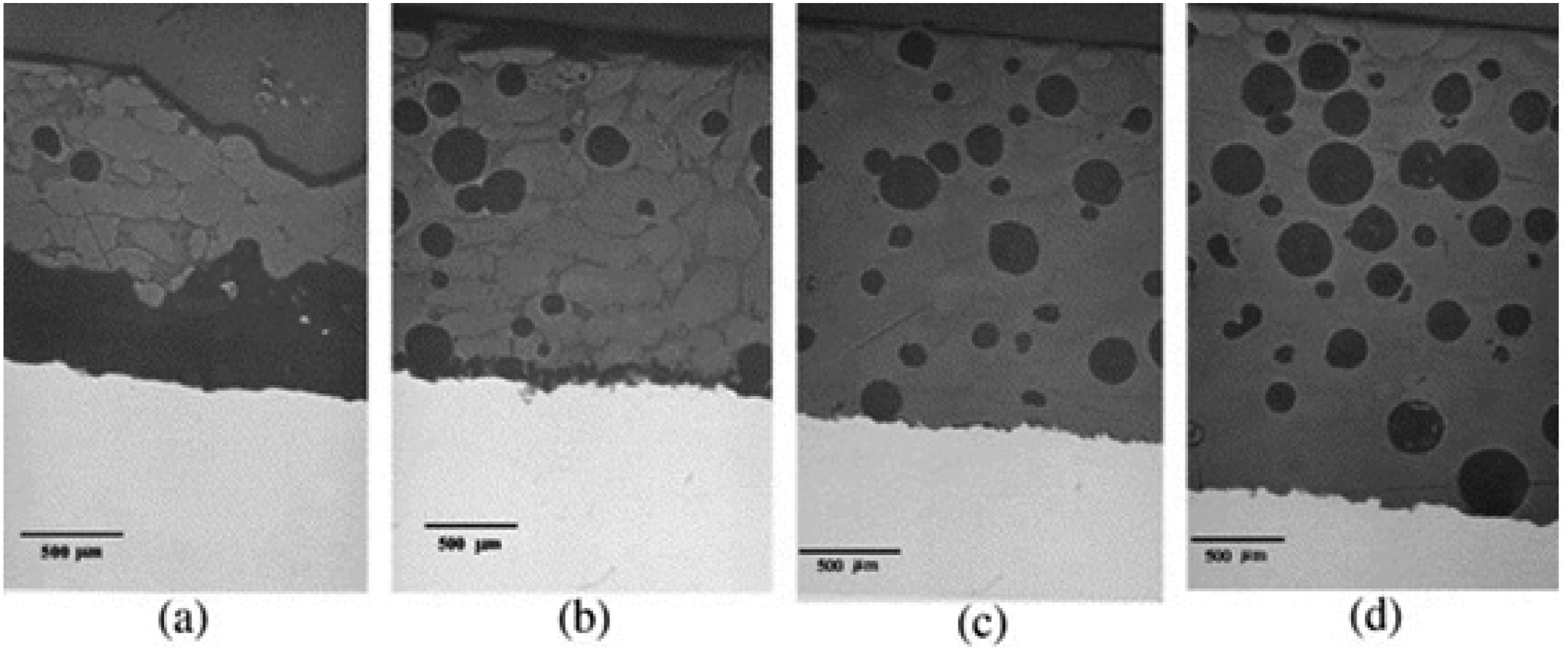
However, the LVOF deposited PET coatings have good resistance to alcohol, diesel oil, and gasoline, and this suggests that they could be used as corrosion-resistant films in a fuel chamber. Figure 4 shows the LVOF-sprayed PET coatings on steel microstructure. Without substrate preheating, a distinct layered structure formed, leading to poor adhesion, whereas preheating improved bonding but caused more internal bubbles due to enhanced PET thermal degradation at elevated temperatures.
26
The HVOF-sprayed PA coatings with silica reinforcement showed a lower COF than unreinforced PA coatings, which is attributed to changes in coating crystallinity.
58
A smearing mechanism was the main factor controlling the sliding wear of polymer coatings, although other wear processes like abrasive and fatigue wear have also been noted in polymer composite coatings.
58
Optical micrographs of PET coatings deposited: without substrate heating (a) and with substrate pre-heating at 170°C (b), 200°C (c), and 215°C (d).
26
HVOF-sprayed ceramic/polymer composite coatings, particularly silica-reinforced nylon systems, have been extensively investigated to enhance wear resistance. In these studies, composite feedstock powders consisting of a nylon core with silica particles added in the shell and pure nylon powders were used. The silica-reinforced nylon based coatings exhibited superior wear resistance compared to pure nylon coatings, which was attributed to chemical and structural modifications induced by the added nanoscale ceramic fillers. In another research, PET coatings had been deposited with the LVOF technique, the coatings had high resistance to gasoline, diesel oil, and alcohol, and it proved that the materials would be suitable to be used as corrosive barriers in the fuel tank. 59
Plasma spray of polymer coatings
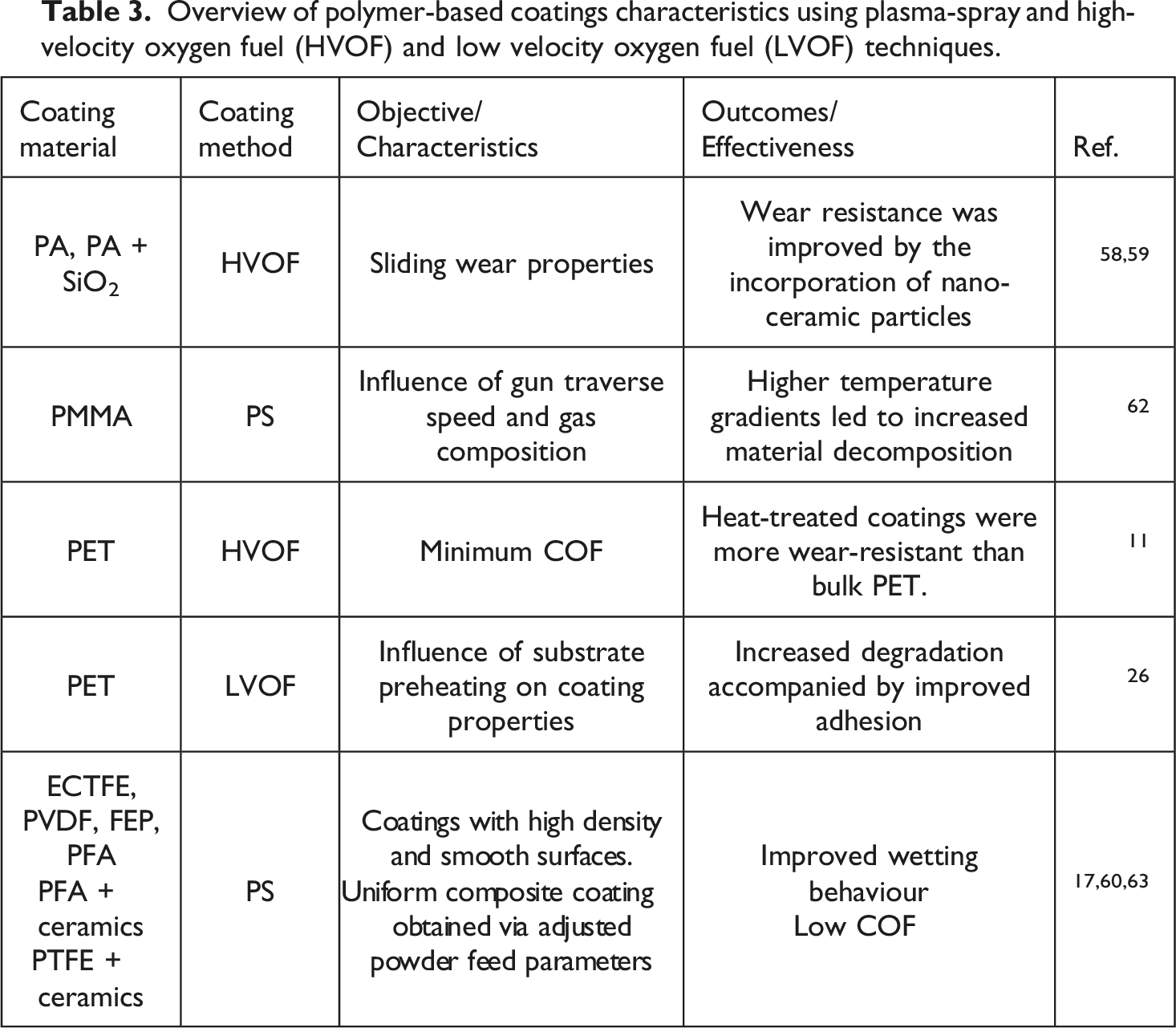
Overview of polymer-based coatings characteristics using plasma-spray and high-velocity oxygen fuel (HVOF) and low velocity oxygen fuel (LVOF) techniques.
Flame sprayed polymer coatings
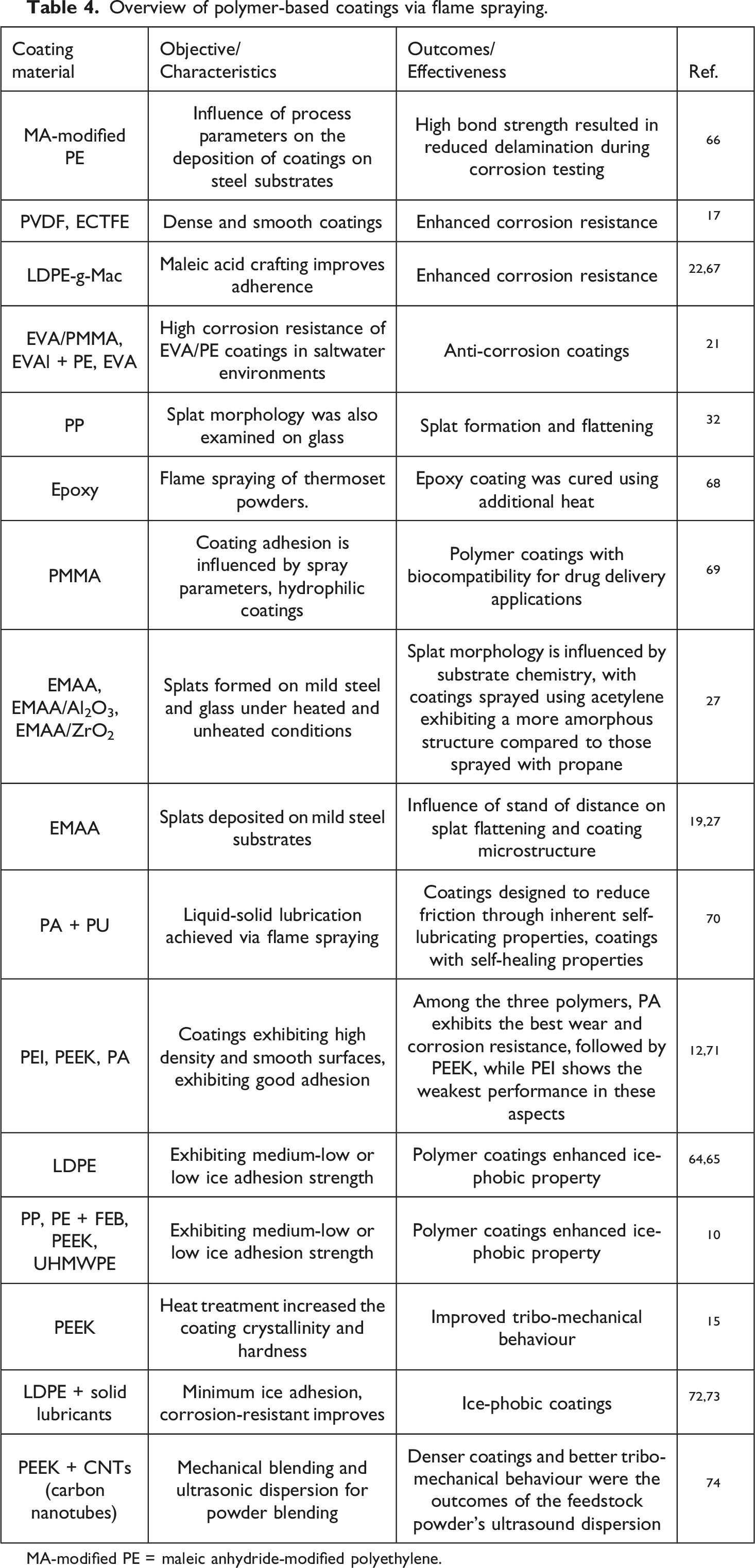
Overview of polymer-based coatings via flame spraying.
MA-modified PE = maleic anhydride-modified polyethylene.
Modelling of polymer coatings via flame sprayed
Flame spraying amorphous PEEK has been investigated for applications involving wear protection and friction reduction. In this process, relatively fine particles (typically <25 µm) are used to improve melting and deposition behaviour. The metal substrate is preheated prior to coating deposition, followed by post-spraying quenching. This thermal cycle promotes a semi-crystalline coating structure, which results in increased hardness and enhanced wear and friction performance.
75
Soveja et al.
76
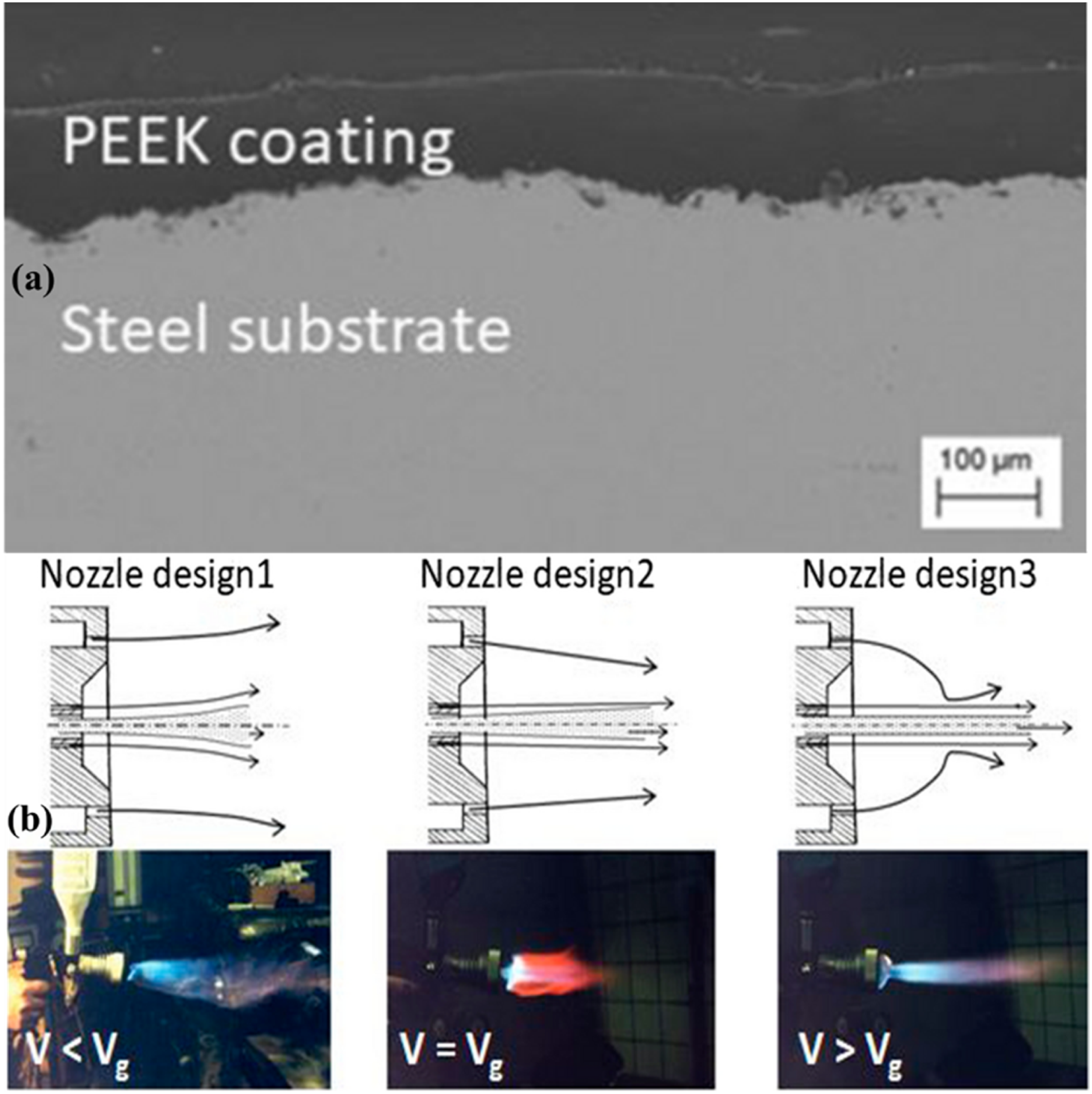
demonstrated that flame-sprayed (FS) PEEK coatings can be further densified through laser post-treatment acting as a controlled re-melting process. This treatment not only reduces porosity and increases coating density but also improves adhesion strength between the steel substrate and PEEK layer due to localized polymer fusion. Overall, flame spraying PEEK requires carefully controlling processing conditions, including substrate preheating and post-treatment, to achieve high-quality coatings. A critical factor is maintaining a relatively low processing temperature, which has been achieved through advancements in process optimization and nozzle design. Using these improvements, dense PEEK coatings (see Figure 5(a)) suitable for corrosion protection have been successfully produced.
15
Similarly, Lima et al.
12
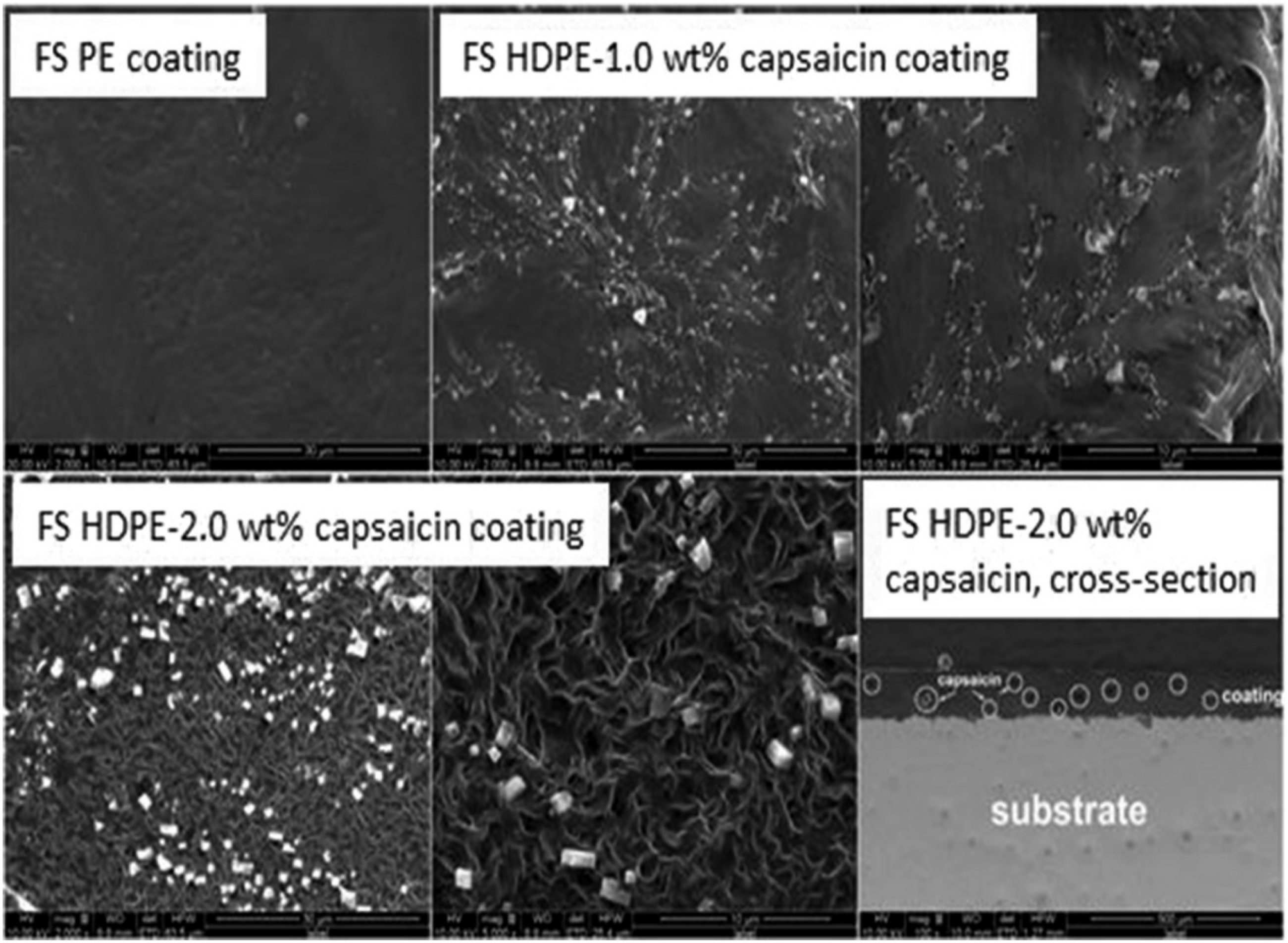
reported fabricating dense flame-sprayed coatings of PEEK, polyetherimide (PEI), and PA, and demonstrated this technique’s versatility for high-performance polymer coatings. Figure 6 shows the surface morphology and microstructural characteristics of flame-sprayed PE and PE-based composite coatings containing natural additives derived from capsaicin. In addition, dense PE coatings have been successfully fabricated, demonstrating that coating microstructure can be effectively tailored by modifying the feedstock composition.
77
Surface and microstructural characterization of PE and PE capsaicin composite coatings via flame-sprayed.
77
In addition to PE and PEEK coatings, studies on flame-sprayed fluoropolymer coatings such as FEP, PFA, ECTFE, and PVDF have reported the formation of dense and even surfaces, which are highly valuable for corrosion protection applications. 17 Similarly, flame-sprayed ethylene-methacrylic acid (EMAA) and polypropylene (PP) splats have been investigated to assess how process parameters affect splat formation and spreading behavior.19,32 For instance, spray distance significantly affects how the EMAA particles flatten, and the optimal spray distance varies depending on the substrate material. Xie et al. 19 reported that EMAA splat flattening on glass substrates increased with spray distance up to approximately 30 cm, whereas for steel substrates the effective limit was around 25 cm. This difference was attributed to higher splat temperatures on steel substrates, resulting from steel’s the higher thermal conductivity compared to glass. In recent years, liquid flame spraying (LFS) has emerged as a novel approach for polymer coating deposition, in which liquid precursors or suspensions are used as feedstock materials. In this process, the feedstock undergoes in-flame synthesis and is subsequently deposited onto the substrate surface. 78 Wang et al. 79 utilised an oxygen acetylene flame for LFS of PI and PI copper (PI-Cu) composite coatings. In addition, Liu et al. 80 investigated suspension flame spraying to produce PI-Cu composite coatings for antifouling and anticorrosion applications, combining the benefits of organic polymer matrices and inorganic phases.
Flame spraying of HDPE and HDPE reinforced with copper (HDPE + Cu) has also been investigated for antifouling and anticorrosion applications. This technique enables homogeneous and dense HDPE + Cu coatings using Cu-coated HDPE feedstock particles. 81 In addition, both FS HDPE and HDPE + Cu systems have been evaluated for anti-aging performance. 82 Accelerated aging tests using xenon lamp exposure showed that HDPE + Cu coatings exhibited superior aging resistance compared to pure HDPE coatings, attributed to the added copper’s stabilizing effect. Moreover, Liu et al. 77 applied flame spraying to develop HDPE capsaicin composite coatings for antifouling applications. In another study, PHBV/50PMMA coatings were successfully produced using oxygen acetylene flame spraying for biomedical applications. Such flame-sprayed polymer coatings have demonstrated potential for creating hydrophilic and biocompatible surfaces suitable for drug delivery systems following implant surgery. Flame-sprayed maleic anhydride (MAH)-grafted (LDPE) and MAH-g-LDPE/ultra-high-molecular-weight polyethylene (UHMWPE) composite coatings have also been developed for corrosion protection. These composite systems, particularly when combined with nano-fillers, exhibited improved corrosion resistance, while MAH-g-LDPE coatings showed superior abrasion resistance. 83 Additionally, flame-sprayed maleic acid (MAH)-grafted LDPE coatings demonstrated higher adhesion strength compared to conventional LDPE coatings. 22 Li et al. 78 investigated flame-sprayed PEEK reinforced with CNTs, which exhibited enhanced coating quality and improved tribological performance due to the lubricating effect of CNTs, resulting in superior wear resistance. Furthermore, the use of ultrasound-assisted dispersion for preparing PEEK/CNT feedstock led to denser coatings compared to mechanically blended powders. This improvement was attributed to enhanced splat formation and spreading behaviour of PEEK particles, which contributed to better overall coating performance. 74
Flame spraying of PA, HDPE, and PET has been carried out using an air propane flame spray system. In this process, heat input can be controlled through nozzle design, as illustrated in Figure 5(b). By adjusting the combustible mixture supplied through the central jet (V) and introducing additional air flow (Vg), the flame geometry can be modified, which significantly affects coating formation and final properties. The flame environment may be tailored to create oxidizing, neutral, or reducing conditions depending on the gas-to-air ratio. For instance, PA coatings produced under oxidizing flame conditions exhibit improved adhesion strength. This enhancement in coating–substrate bonding is attributed to forming oxygen-containing functional groups on the polymer surface during exposure to oxidizing flame conditions, which promotes better interfacial interaction. 84

Equation (1) shows that the Heat storage rate in the coating = Heat conduction rate in the coating.
The CFD model is often used at the process level to simulate flame jet behaviour, particle trajectories and spray plume characteristics. These models are used for optimizing process parameters like spray distance, gas-to-fuel ratio, nozzle geometry. Flame conditions such as oxidizing, neutral, reducing are also considered to model surface reactions and polymer modification during the deposition.43,89,90 The particle deformation, spreading and adhesion at the impact level are analysed through FEM. Such simulations give insight in splat morphology, the bonding strength between the splats and the substrate and how residual stresses develop which are vital for coating durability.87,88,91 Significant effects of substrate thermal conductivity and preheating conditions on cooling rate and interfacial solidification behaviour are reported. On the microstructural scale, crystallization kinetics and phase transformation models are applied to the predict how the semi-crystalline structures develop, especially for PEEK coatings. These models are used to relate cooling rate and thermal history to hardness, wear resistance and adhesion properties. 92
For polymer nanocomposite coatings, multiscale modelling tools are used, to take into account the reinforcement effect of the fillers like carbon nanotubes and metallic particles. These models are able to describe the benefits of the improved tribological performance and mechanical strength, arising from changes in load transfer and interfacial behavior. 92 In general, the integrated CFD-FEM thermal modelling approach offers a comprehensive understanding how the flame-sprayed polymer coatings form and can predict and optimize the coating performance.43,85,92
Major application areas of polymer coatings using thermal spray techniques
Coating to enhance ice phobicity of surfaces
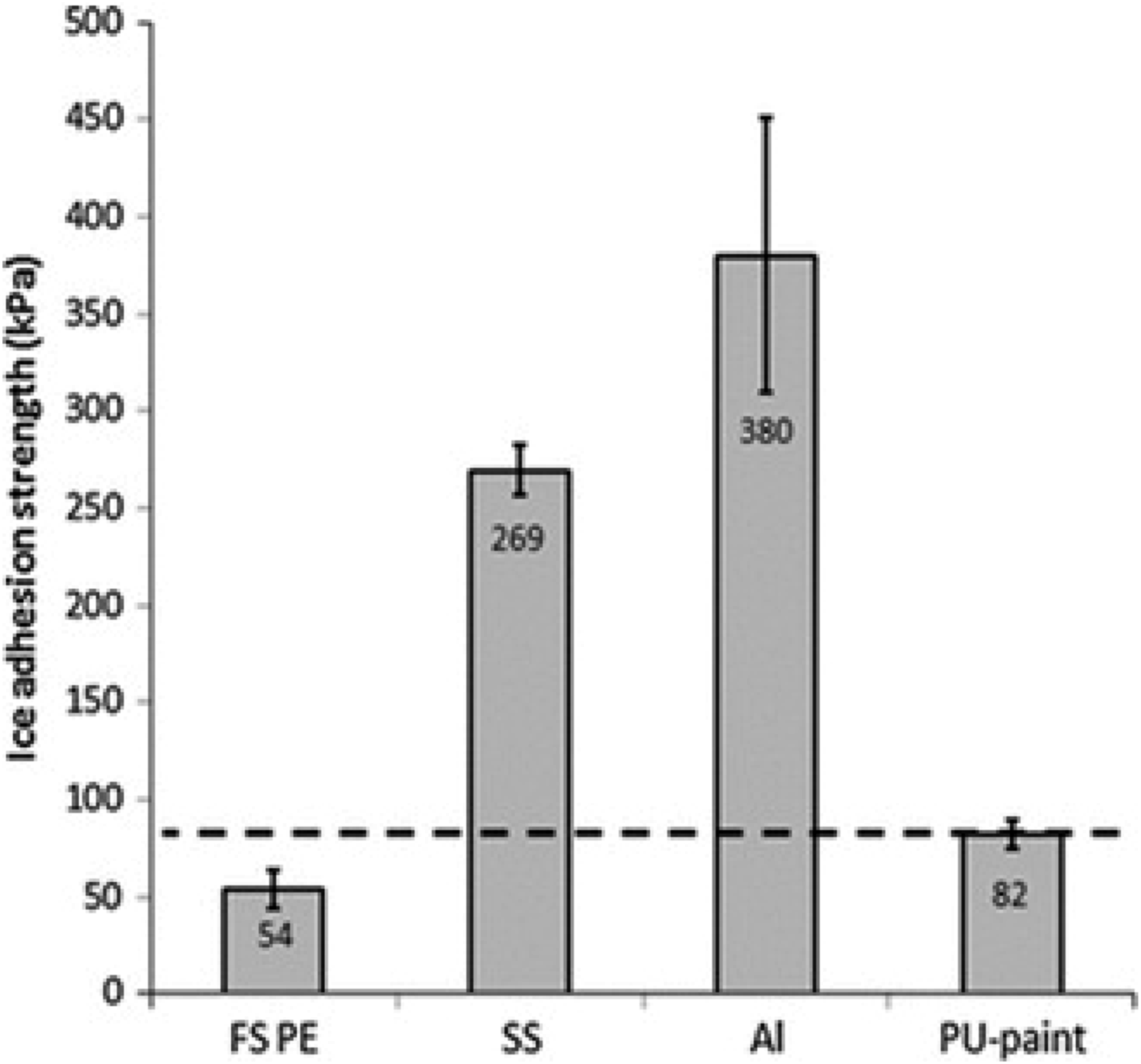
FS-PE64,65 and PE with fusion-bonded epoxy (PE + FEB) coatings exhibit low to medium-low ice adhesion associated with high longevity. Moreover, the ice adhesion of coatings can be diminished through surface polishing. Figure 7 demonstrates the markedly reduced ice adhesion of an FS-PE coating relative to aluminium, stainless steel, and polyurethane paint, indicating that the coated surface has enhanced de-icing performance. These coatings showed hydrophobicity, enhancing ice-phobicity, while low ice adhesion strength is crucial for ice-phobic efficiency.
65
TS-SLIPS exhibit remarkably minimal ice adhesion and can be considered innovative ice-phobic solutions. According to Donadei et al.
64
indicated that thermal spray process parameters substantially impact polymer thermal degradation, thereby influencing ice adhesion. Specifically, diminished thermal deterioration led to decreased ice adhesion, a situation attained by increasing the spray gun traverse speed. Ice adhesion strength values for FS-PE coating, stainless steel (SS), aluminium (Al), and polyurethane paint (PU paint).
65
Coating to enhance biofouling/fouling resistance
Marine biofouling refers to the accumulation of micro and macro-organisms on man-made surfaces in marine environments. It is a global issue that significantly impacts oceanic and aquatic industries.93,94 Biofouling can cause severe damage to shipping containers, submerged structures, heat exchangers, and offshore platforms. In marine vessels, biofouling increases surface roughness, leading to higher frictional resistance and, consequently, increased fuel consumption. 95 Additionally, it promotes the formation of corrosive environments, accelerating metal corrosion and structural degradation. 96
To overcome these challenges, various polymer-based coatings with antifouling properties have been developed to prevent, control, and manage marine fouling.97,98 To address marine biofouling, advanced antifouling polymer coatings have been developed, including polymer brush coatings synthesized using atom transfer radical polymerization (ATRP).
99
ATRP is a controlled radical polymerization technique that precisely tailors coating structures and properties.100,101 In recent years, biocide-based coatings have become widely used in commercial antifouling applications.
102
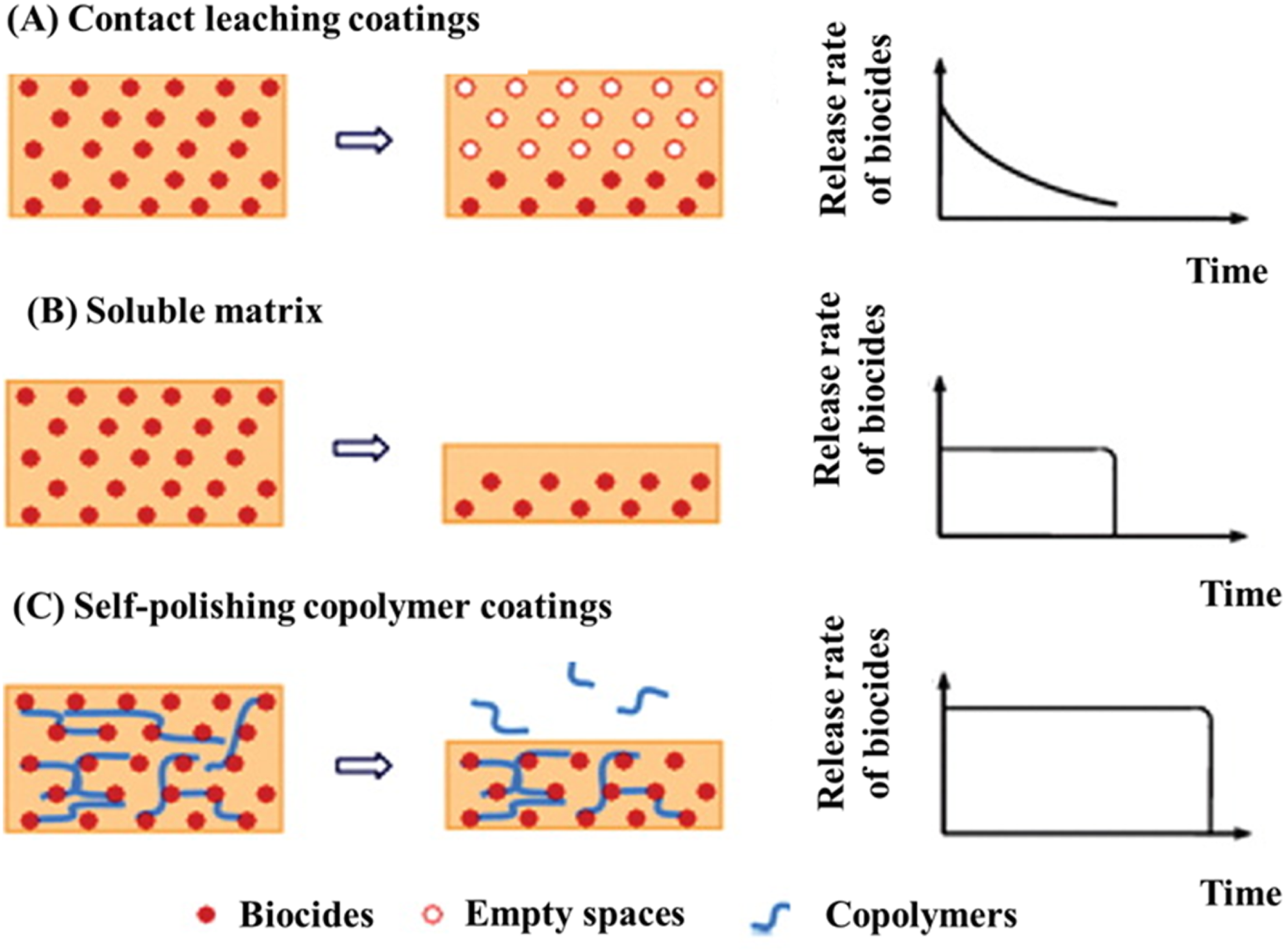
These coatings are typically classified based on their release mechanisms into controlled depletion polymer coatings (soluble matrix), contact leaching coatings (insoluble matrix), and self-polishing copolymer (SPC) coatings (Figure 8). Common polymer matrices such as epoxy, vinyl, acrylic, and rubber are generally insoluble in seawater and serve as carriers for toxic agents. However, the release rate of these biocides decreases over time, which reduces their long-term effectiveness. As a result, many antifouling coatings suffer from limited service life, restricting their practical applications. Therefore, further research is needed to enhance their durability and stability. One promising approach is the development of polymeric nanocomposite coatings, which may offer improved performance compared to conventional polymer-based coatings. Schematic illustration of biocide-based antifouling coating types: (a) contact leaching, (b) soluble matrix, (c) self-polishing copolymer systems.
102
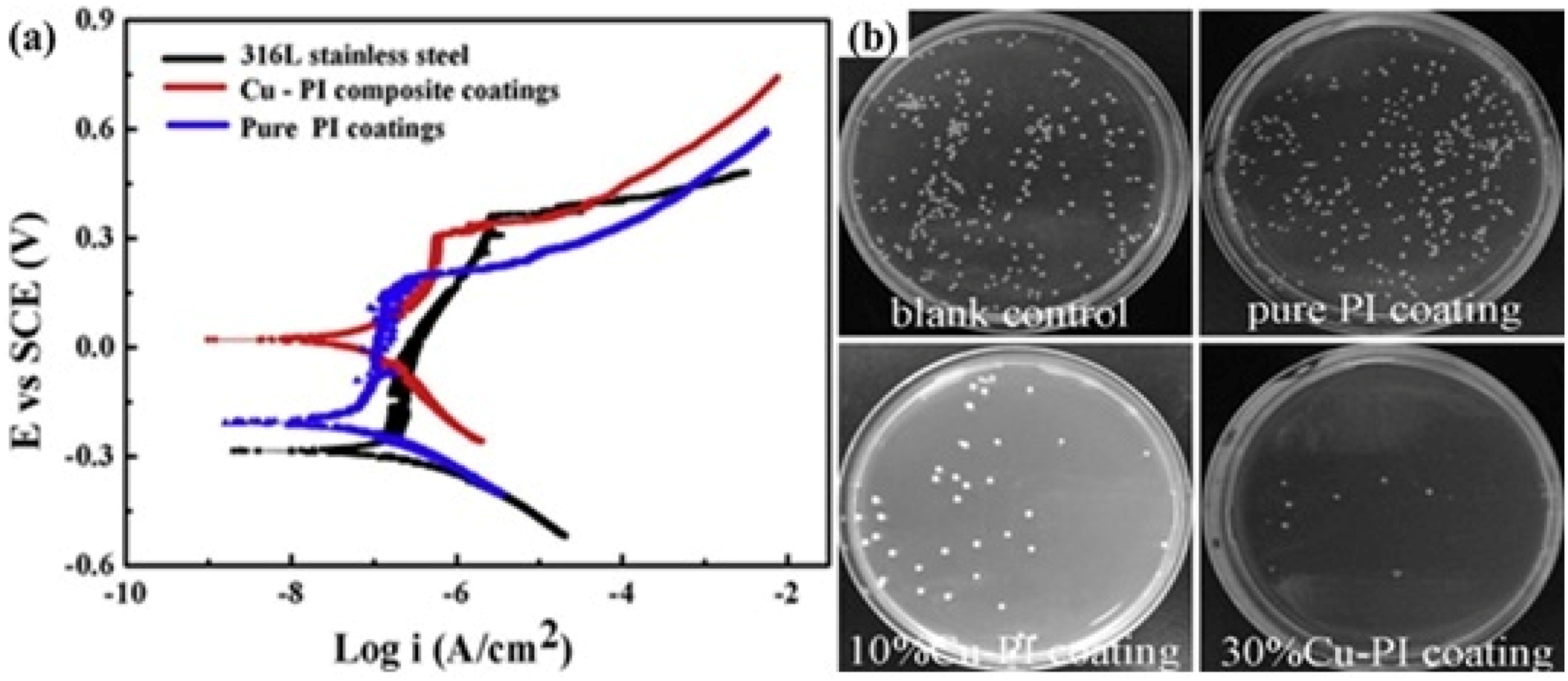
Liquid Flame Spraying (LFS) can deposit PI-Cu composite coatings with notable fouling-resistant properties, achieving thicknesses from tens of micrometres to several millimetres depending on processing conditions. LFS-PI coatings provided significant corrosion resistance, but LFS-PI and Cu coatings had superior antibacterial efficacy and accomplished sterilization against E. coli, signifying a robust fouling-resistant capability. Figure 9 depicts the corrosion behaviour and antibacterial test outcomes of LFS-PI, PI, and Cu coatings relative to the relevant reference materials.
79
Furthermore, HDPE and HDPE + Cu coatings deposited via flame spraying have been developed for combined fouling-resistant and corrosion resistance. In this study, Jia et al.
81
employed particles comprising an HDPE core enveloped by a copper shell, which were deposited using flame spraying to develop HDPE + Cu composite coatings. The core shell coating was designed to enable controlled copper release, ensuring prolonged fouling-resistant performance. (a) Polarization curves of stainless steel 316 L plate in seawater; (b) Antibacterial testing of the samples; digital photographs showing E. coli colonies on nutrient agar after 6 h incubation.
79
Coating to enhance corrosion resistance
Fluoropolymer coatings applied through thermal spraying exhibit excellent corrosion resistance properties. 17 David et al. 67 examined flame-sprayed maleic anhydride-grafted low-density polyethylene (FS MAH-g-LDPE) coatings and found superior corrosion resistance relative to flame-sprayed LDPE coatings, which was ascribed to improved coating adherence and elevated crystallinity in the coatings. FS-PE coatings incorporated with methacrylic acid modified poly (ethylene) (PE MAA) copolymer were applied for corrosion protection of steel. Polymer coating delamination reduces corrosion protection and must be considered in barrier assessments. 66 Nano clay-reinforced flame-sprayed MAH-g-LDPE/UHMWPE coatings enhanced corrosion resistance properties. 83 The corrosion rate dropped from 0.170 mm/year for uncoated mild steel to 0.028 mm/year for steel coated with FS MAH-g-LDPE/UHMWPE in a 3.5 weight percent NaCl solution. 83 In another example, Tailor et al. 15 examined flame-sprayed PEEK coatings on mild steel for corrosion mitigation. A dense coating was generated on steel that demonstrated a reduced corrosion rate by 82% in 5% NaCl solution. Annealing also increased wear resistance by increasing the coating mechanical characteristics, which led to a semi-crystalline PEEK coating having a COF greater than coating with an amorphous structure. 15 Lima et al. 12 examined the wear and corrosion behaviour of flame-sprayed PA, PEI, and PEEK coatings, finding that PA coatings exhibited superior abrasive wear resistance, attributed to higher crystallinity, improved adhesion strength, and lower residual stresses. The PA and PEEK coating had corrosion resistance better than PEI, which displayed colour change and disintegration after 2000 h in the H2SO4 solution. 12 The thermally sprayed coating of PEI, PA, and PEEK is also suitable, as corrosion resistance and wear protection of metallic substrates can be accomplished simultaneously.
Coating to enhance self-lubrication
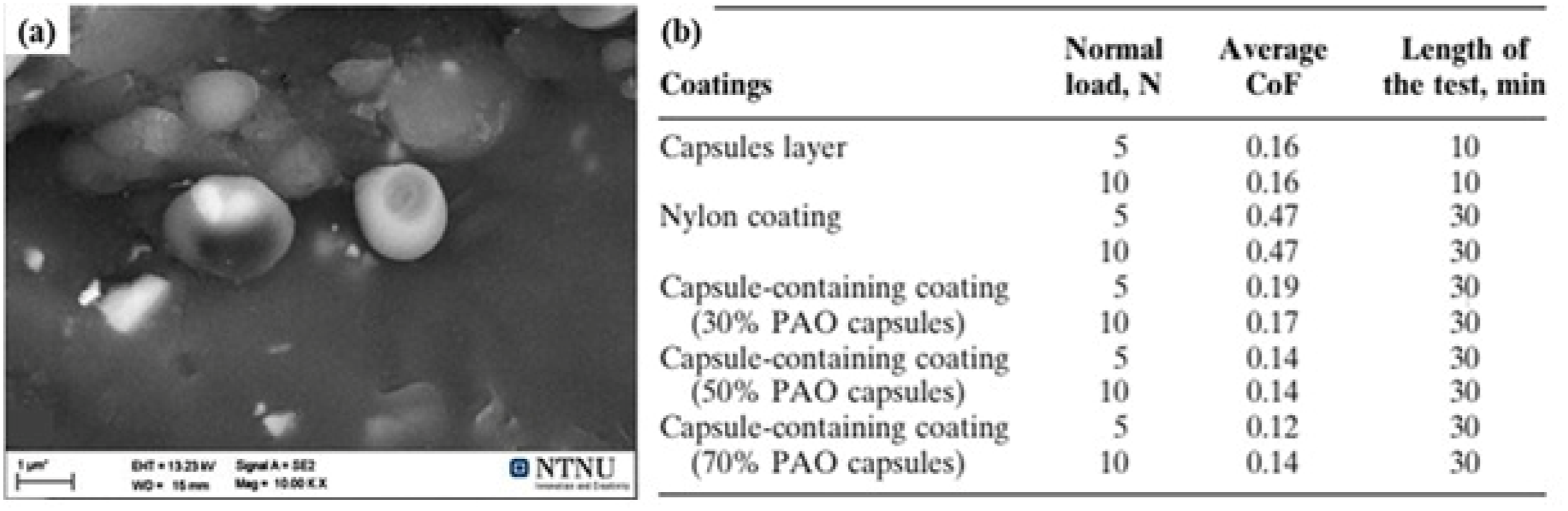
Polyurea microcapsules filled with lubricants were used to improve the lubrication of thermally sprayed polymer coating. Silicone oil and polyalphaolefin (PAO) were used as the encapsulating lubricants.
17
Armada et al.
17
successfully produced liquid-solid self-lubricating finishes through the flame spray technique, whereby the operating parameters were precisely monitored to ensure that the microcapsules were not damaged. The coating layers formed showed self-healing characteristics, indicating improved frictional performance (Figure 10). (a) SEM image of one single capsule at high magnification, (b) Various coatings, namely nylon, FS capsule layer, and three capsule-containing coatings, along with their corresponding COF values.
17
Coating to enhance antimicrobial packaging
A key application of polymer coatings is antimicrobial packaging, which releases antimicrobial agents upon contact with food.103–105 Different polymers have been applied in the antimicrobial packaging materials. Some are low density polyethylene, chitosan and methyl cellulose. The polymers are mostly used as carriers for the antimicrobial agents, which include benzoic anhydride, sorbic acid, imazalil and sodium benzoate. For example, Chung et al. 106 developed a commercial synthetic polymer emulsion, which contained propyl paraben and clay, for antimicrobial packaging material. It has been suggested that such an antimicrobial coating can be used for packaging liquids. The way propyl paraben-coated paper provides antimicrobial protection involves the active antimicrobial compound diffusing towards the interfacial region and then mass transfer to the food. Initially, propyl paraben concentration in the film was found to be 10.52 × 10-4 g/m3 at 30°C, whereas the propyl paraben diffusion coefficient in water varied between 7 × 10-11 to 11 × 10-11 cm2/s at 30°C. The diffusion mechanisms, release kinetics, and interactions between the antimicrobial and the contacting food, as well as the antimicrobial and polymer matrix are important characteristics in the design and performance of antimicrobial packaging systems. 106
Coating for biomedical applications
Polymer coatings have demonstrated significant promise across many biomedical applications, including tissue engineering, biosensors, orthopaedic materials, and drug delivery systems (see Figure 11).
107
Polymer coatings exhibit several advantageous properties such as corrosion resistance, electrical conductivity, mechanical strength, and biocompatibility making them suitable for high-performance engineering applications.
108
In particular, their biocompatibility, elasticity, and mechanical stability make polymer coatings highly important in tissue engineering.
109
Several materials have been used for this purpose, including synthetic polymers such as polyesters, polyurethane, polycaprolactone, poly(diol citrate), poly(polyol sebacate), and glycolide/lactide copolymers, as well as biological and natural polymers like proteins (elastin, collagen, fibrin) and polysaccharides (gelatin, cellulose, alginate, starch, and chitin).
110
However, the natural polymers which are derived from biological sources cannot be utilized in the development of tissue culture scaffolds. Polymer coatings also play an important role in drug delivery applications, particularly in advanced systems such as microneedles.
111
Polymer-coated microneedles have shown strong potential for efficient drug and vaccine delivery and offer several advantages over conventional hypodermic needles. Spray-coated microneedle patches have been developed using commonly used film-forming polymers such as hydroxypropyl methyl cellulose and carboxymethyl cellulose.
112
Recent research has also focused on developing novel non-metallic coatings for orthopedic applications.113,114 Conventional metal-to-metal bone resurfacing systems often suffer from issues such as corrosion and wear debris generation. In contrast, polymer-based coatings such as UHMWP used in acetabular cups for total hip replacement have demonstrated improved performance. These polymer-coated implants offer desirable properties including low density, appropriate elastic modulus, fracture toughness, and compressive yield strength, making them suitable for bone-related applications.
115
In addition, conducting polymer systems such as magnesium coated with poly(3,4-ethylenedioxythiophene) (PEDOT) using ionic liquid electrolytes have shown reduced corrosion rates and improved mechanical strength. Conducting polymers are also widely used in biosensor applications due to their flexibility, biocompatibility, and ease of deposition. For instance, poly(3-aminophenyl boronic acid-co-3-octylthiophene) has been coated on glassy carbon electrodes for biosensing applications, while conducting polymers and their nanocomposites are increasingly used in amperometric biosensors for nanotechnology-based diagnostics.
116
Despite these advances, further research is still required to develop novel polymeric nanocomposite coatings with improved performance for applications in biosensors, tissue engineering, orthopedics, and drug delivery systems. Polymer coatings in biomedical areas.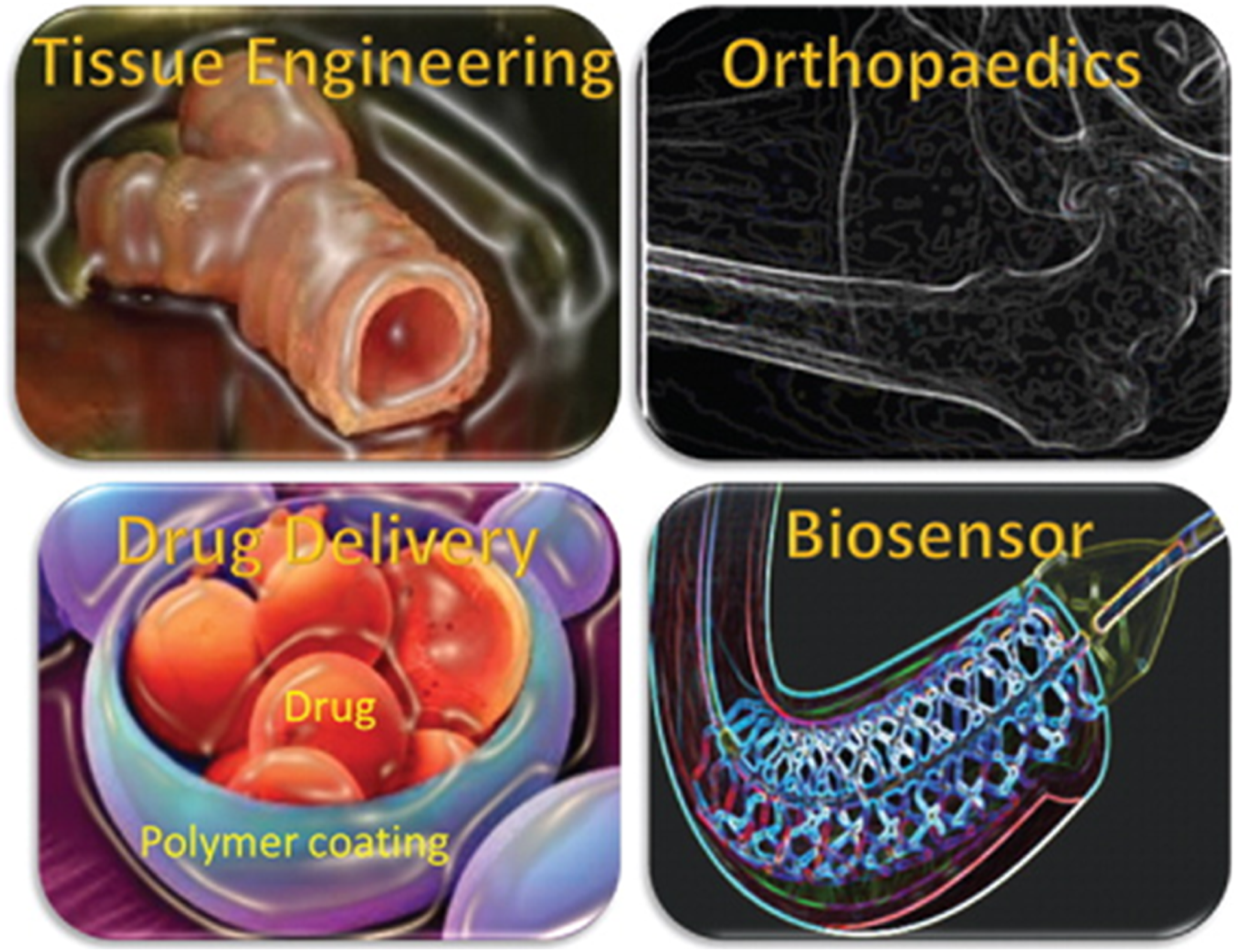
Conclusion and future outlook
This review critically analyzed the development of thermally sprayed polymer and polymer-based composite coatings using flame spray, HVOF/HVAF, PS, and CS techniques. The literature confirms that polymers such as PE, PI, fluoropolymers, and high-performance thermoplastics can be effectively deposited to achieve functional surfaces with improved corrosion resistance, wear protection, ice-phobicity, bio-fouling/fouling resistance, and self-lubrication, antimicrobial packaging, biomedical applications have been primarily focused on tissue engineering, biosensors, orthopedics, stents, and antibacterial surfaces. Among the available processes, flame spraying remains the most widely adopted due to its simplicity and industrial scalability, while CS is emerging as a promising low-temperature technique that reduces thermal degradation and enables dense coating formation. However, variability in coating performance arises from differences in feedstock morphology, particle thermal history, and substrate conditions, indicating the absence of standardized processing structure property relationships. Despite significant progress, limitations remain in understanding particle deformation and bonding mechanisms, along with a lack of engineered polymer powders and insufficient comparative studies across thermal spray techniques. Future research should focus on engineered feedstock design, in-situ diagnostics, and data driven optimization approaches to enable reproducible and scalable coating processes. Sustainable and bio-based polymer coatings also represent an important direction for environmentally friendly surface engineering applications.
Footnotes
Acknowledgement
The authors would like to express their sincere gratitude to Production and Industrial Engineering Department, Punjab Engineering College (Deemed to be University), Chandigarh, India, institution for providing the necessary facilities and support to carry out this review work. The authors also acknowledge all researchers whose valuable contributions in the field of thermally sprayed polymer coatings have helped in preparing this manuscript.
CRediT authorship contribution statement
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data will be available on request.