
Abstract
Progress with the EU DIRA-Green/AutoInspect programme is reported. The target of the programme is to develop the capability for inspection of powder metallurgy (PM) parts – including sintered parts, ideally inline – in production environments, to improve the quality of output batches and to reduce scrap to the greatest possible extent. An important component of the inspection system, which is based on digital radiography, is the development of an advanced data processing system for pattern recognition and feature characterisation. This system will utilise modern image processing and pattern recognition techniques such as the Canny algorithm, active shape modelling and comparison with traditional cross-correlation and distance template matching. It is anticipated that the developed quality control system will be sufficiently versatile to favour its adoption by the wider PM community, among other industry sectors. In particular, the pattern recognition capability will be useful for integration into image processing and automation systems.
Powder metallurgy production methods are constantly being developed and improved to mass produce high strength precision components.1– 4 Mixing elemental or alloy powders, cold or warm pressing of the mixes to form a green part (preform), and then sintering or heating the part in a controlled atmosphere to diffusion bond the particles are general processes in PM. Desired qualities of the output parts are typically high strength, uniform density, no defects and narrow dimensional tolerance. It is commonly observed that there is around 5% scrap rate in present PM manufacturing lines. The reasons for rejection often involve visible surface defects such as cracks and voids (porosity). However, it is recognised that further process defects can develop during service, leading to structural failures. The sources of this type of failure are initially undetected internal defects, such as cracks and voids (porosity), which are in the latent stage during the initial inspection.5 These latent defects are very difficult to detect, and even more difficult to repair.6 During service, they can develop into a critical defect, leading to failure.
There is continuing active experimental and applied theoretical research to determine how features such as pores, cracks or secondary phases evolve in time, including possible transitions from latent to critical in terms of size or proportion. From a physical viewpoint there are many important parameters; thermodynamically the most important are the internal (and surface) energy of the material and entropy. These parameters change as flaws and defects are generated and evolve. One obvious consequence here is that these flaws/defects are potential sites of cracks initiation, leading to failure of the whole part. For example, gross porosity tends to accelerate fatigue failure of PM materials.3 As another conclusion, it should be noted that defects can be healed under suitable conditions if energy is transferred from the environment (e.g. via re-pressing, hot isostatic pressing or annealing), to minimise the total free energy of the system and achieve a stable condition,7 thus restoring material performance. These factors provide a compelling incentive to detect defects in the green state, so that the appropriate healing processes can be applied to achieve the desired engineering properties. This approach would become commercially viable if the healing option were more energy/material efficient than the traditional approach: just to recycle the parts with detected defects.
Nowadays, the application of industrial computed radiography ranges from non-destructive evaluation of materials (detection of defects such as cracks, flaws, wall thickness analysis of cast parts) to reverse engineering. A wide variety of radiography and image processing systems for industrial applications is available on the market. The technique can be a part of a multiresolution system with 3D ultrasonic imaging (lower resolution), X- or ϒ-ray microtomography and 2D transmission electron microscopy (higher resolution). Optical inspection8 and the resonant acoustic method (RAM) can act as complementary tools.9,10 Unlike conventional radiography, methods based on more than one angle of view can determine the 3D location of the defect. Furthermore, the 3D approach can increase robustness in the detection itself. Generally, detection performed on each view is followed by geometrical combination of the defect projections. Tomographic reconstruction requires many views, but provides a volumetric description on which a 3D detection algorithm can be built. All these methods require geometrical calibration of the system.
Radiographic image processing
Detection of defects by analysing X-ray images of material parts can be considered as an inverse problem, which is affected by many parameters of generation, propagation and detection of X-rays. The imaging process is defined by the X-ray detector, inspected material parts and X-ray source. A Volterra kernel series can be considered as an analytic description for radiography imaging, which relates the ideal image G(x,y) and the sensed image F(x,y) using some operator. For a linear shift-invariant imaging system it is sufficient to expand the sensed image intensity to the first-order Volterra two-dimensional space kernel

CLAHE thresholding
Thresholds can be determined from pixel intensity histogram analyses by determining the valley points that can serve as thresholds. It is often the case that, however, no simple thresholding procedure provides good segmentation over an entire image. In such cases variable and multilevel threshold techniques based on various statistical measures are used. A typical digital radiographic image of a metal injection moulded (MIM) part before processing is shown in Fig. 1a. It can be seen that contrast limited adaptive histogram equalisation (CLAHE)11 makes the cloud-like defects visible (Fig. 1b). These defects are then thresholded using the Renui entropy12 and Shanh bag13 algorithms (Fig. 1c) and Sobel edge imaging (Fig. 1d). The horizontal arrows indicate the location of the cloud-like discontinuity in the green part from two views.
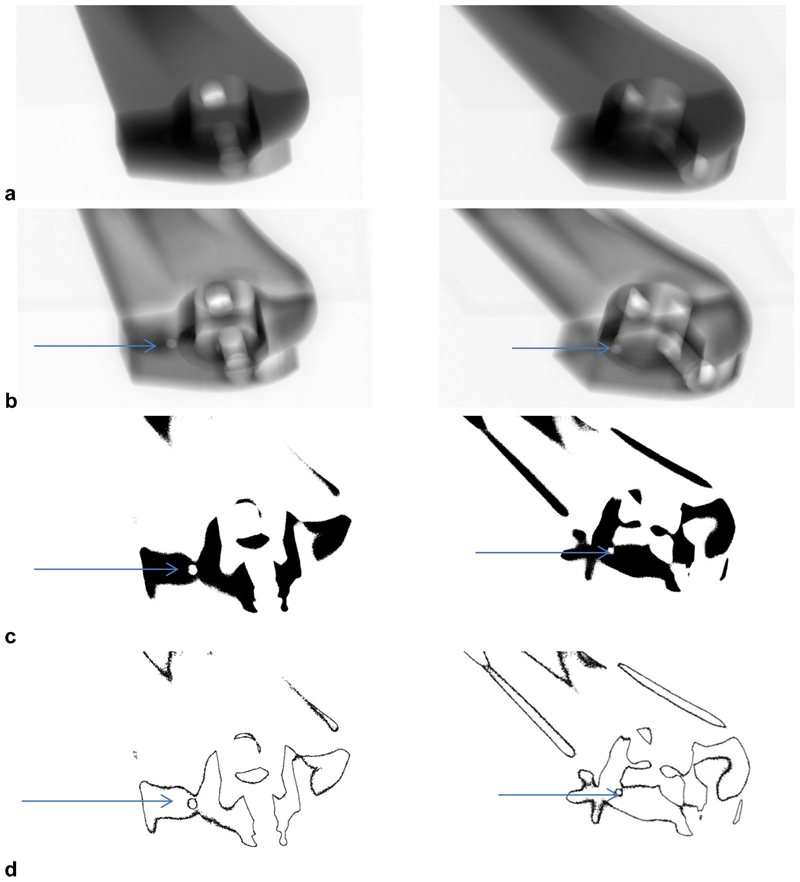
a initial radiography image; b after gamma correction and contrast limited adaptive histogram equalisation (CLAHE); c after Renui enthropy thresholding (left) and Shanh bag thresholding (right); d after Sobel edge detection
The image of a green part in Fig. 2 shows that sometimes there is no need to use gamma correction and histogram equalisation; it is sufficient to perform moment-preserving thresholding. Here, the first four moments of the grey-level image should be equal to the first four moments of the target binary image.14 Sobel edge detection then clearly identifies the edges of the green crack (indiacted by the horizontal arrows).
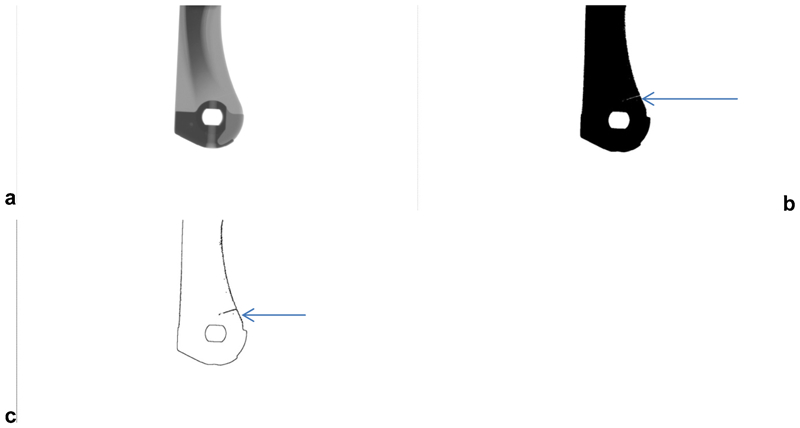
a initial radiograph; b after thresholding with moments; c after Sobel edge detector
Laplacian filter, Canny edge detection
Another set of radiography images may require another approach such as the Laplacian technique. The Laplacian method is introduced here to detect sharp changes in the image intensity that are likely to indicate sharp changes in the materials such as cracks, voids or agglomerated porosity. Marr and Hildreth15 suggest that the filter applied should use the second derivative of the image at a specific scale. A suitable choice for the derivative in two dimensions is the Laplacian function. The optimal scale can be estimated by filtering the image with a two- dimensional Gaussian filter. This filter is based on intensity changes on the specific spatial scale of the component concerned. Because of linearity of the image derivative and blurring operations, the resulting operation is equivalent to convoluting the image with the Laplacian of the Gaussian distribution. The smoothing scale is equal to the standard deviation of the Gaussian derivative kernels used to compute the second-order derivatives of the Laplacian function. Figure 3 demonstrates the efficiency of the Laplacian approach together with contrast enhancement and Canny edge detection.16 Canny edge detection is used for segmentation in the images of a PM-MIM part (safety lock) in both green and sintered states (Fig. 3c); this procedure includes computation of the gradient magnitude, suppression of local non-maximum gradient magnitudes, and hysteresis thresholding.
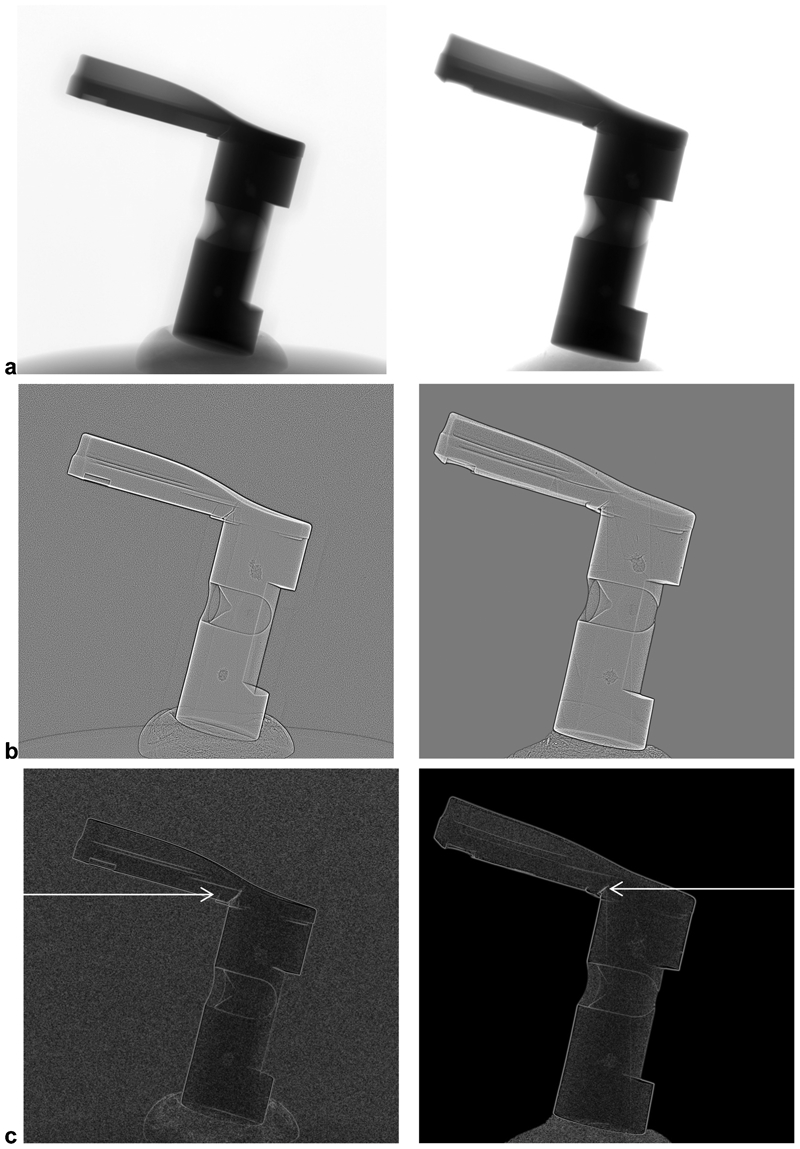
a initial radiograph; b after Laplacian and standard contrast enhancement; c after Canny edge detection
Effective representation in moment space
After confirming the ability of the algorithms to obtain defect segmentation, the next step will be to build a database of defects. The best approach is likely to be to use representation in moment space. Moments can be represented as orthogonal projections of the intensity function

Conclusions
The ability of radiography data processing algorithms for detection and segmentation of cloud-like discontinuities and cracks in both green and sintered PM parts has been clearly demonstrated. Detection and segmentation are achieved by applying both relatively conventional image processing techniques such as Canny edge detection and Laplacian approaches, and more modern data processing methods such as Renui entropy, moment thresholding, and contrast limited adaptive histogram equalisation.
The preliminary results of attempts to develop a defect classification data set have been presented. These results confirm the effectiveness, within the scope of the current data analysed, of the defect detection system being developed. This digital radiographic system will make possible detection of defects non-destructively, in both green and sintered states, in the early stage of the PM process and therefore enhance production quality assurance. In addition, the ability to detect defects non-invasively in the green state would enable suspect parts to be redirected for healing if necessary, a specialist process that could conceivably be combined with the sintering process.
It is anticipated that the healing of suspect features such as latent defects, detected early by a non-destructive digital radiographic system, will be much more energy/material efficient than merely recycling defective parts to scrap.
Footnotes
Acknowledgements
The research leading to these results has received funding from the European Union's Seventh Framework Programme managed by REA Research Executive Agency http://ec.europa.eu/rea/ (FP7/2007-2013) under grant agreement no. 283288. The AutoInspect project is a collaboration between the following organisations: Accent Pro 2000 srl, MIMTech ALFA SL, Polkom Badania, InnotecUK, Federal Mogul, TWI Ltd, Brunel Innovation Centre, Brunel University, Vienna University of Technology (![]() ). This paper is based on a contribution to the Euro PM 2012 Congress organised by EPMA in Basel, Switzerland on 16–19 September 2012.
). This paper is based on a contribution to the Euro PM 2012 Congress organised by EPMA in Basel, Switzerland on 16–19 September 2012.