
Abstract
Previous studies have demonstrated that it is possible to compensate for the absence of Co in a W–Ni–Fe liquid sintered composite alloy under industrial conditions by appropriate control of the process parameters, to achieve mechanical properties close to those of Co containing alloys. The present investigation offers an optimised description of this Co-free system, using phase analysis following long term vacuum heat treatment in a laboratory furnace, with the aim of identifying potentially brittle phases. This optimised system has been evaluated in tests with a small industrial kinetic penetrator (APFSDST CT40) against a semi-infinite target and inclined armour plate. Results show no degradation of the ballistic performance relative to conventional Co containing alloys.
Tungsten heavy alloys (WHA) have been widely used as composite materials since the 1930s. Their combination of high density, high ductility, high strength, relatively high toughness, high radiation absorption capability and corrosion resistance make them a preferred option for civilian and defence applications. Radiation shielding, crankshafts for vehicles, balancing weights, anti-vibration devices, medical devices, electrical contacts, kinetic penetrators and fragments are among the uses of these alloys.
For military applications requiring highly dense materials in particular, WHA faces constant competition in products and properties from depleted uranium (DU). In the development of kinetic penetrators, for example, erosion resistance and related materials failure properties are an essential factor in judicious alloy selection. It has been demonstrated experimentally1,2 that shear banding is the failure mechanism responsible for erosion, and further that the strains required to generate shear bands are twice as high for WHA as for DU. It is mainly for this reason that DU is considered by several authors a more effective material for ballistic penetrators than WHA.
Despite its favourable properties for kinetic ammunition, the use of DU has become more controversial because of environmental concerns. A growing number of unanswered and answered scientific questions 3 related to the potential environmental and health dangers of DU has encouraged a precautionary approach to its use or even its banishment in military applications.
Tungsten heavy alloys are essentially composite material made by liquid phase sintering of mixtures of high purity, grain size controlled tungsten with other elemental materials in the powder state. A typical tungsten heavy alloy (cf. Fig. 1) consists of spherical regions of the tungsten body centred cubic α-phase surrounded by face centred cubic binder γ-phase. In the present investigation, the mean α grain size Lα is ∼20 μm, obtained from a 4 μm W powder.
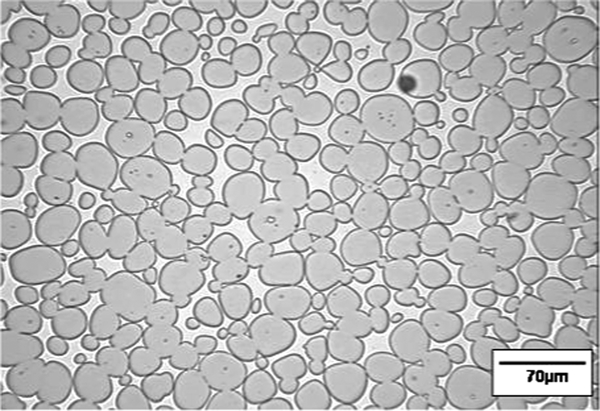
SEM image showing typical WHA microstructure: nodular W rich bcc α-phase (average grain size ∼20 μm) surrounded by fcc binder γ-phase
Thermomechanical processing is typically applied to enhance the hardness and strength of these alloys, although with some limitations. The main reason alloying was implemented has been to achieve higher levels of yield strength and other mechanical properties. The evolution of the composition and properties of WHA, as described in the literature4,45 and updated with recent alloy data, is summarised in Table 1.

Co additions up to 3 wt-% are fully soluble only in the γ-phase and the presence of Co changes local equilibria by increasing the solubility of W in the γ-phase, enhancing the solid solution hardening of the binder 6 and affecting the microstructure with an accompanying increase in mechanical properties. The Co addition allowed the WHA to reach the yielding domain, exhibiting an optimised compromise between ductility, high density and strength. Consequently, the presence of Co seemed not only to embody a major step in the evolution of WHA for kinetic ammunition, but also to be essential in facing the challenge posed by the properties of DU.
Subsequently, however, concerns7,8 were raised over the danger to human health of Co occupational exposure. Although the association between human cancer and this type of exposure is essentially based on studies where other ‘probable carcinogenic’ substances were present, the American Agency for Toxic and Substances & Disease Registry applied a precautionary principle by considering Co as a ‘reasonably anticipated’ 9 human carcinogen.
Recently, a simple screening corrosion test methodology 8 was reported which could serve as the starting point for a ‘tiered approach’ to toxicity testing. By testing several different WHA compositions (Ni, Fe, Co concentration) in phosphate buffered saline solution at 37°C, the anodic dissolution of the fcc matrix phase was evaluated. The matrix phase dissolution was found to be higher for a W–Ni–Co alloy (compared with a Co-free W–Ni–Fe alloy), whereas no difference was observed for W–Ni–Fe–Co alloys.
Other reports in the literature,10,11 stressed the importance of Ni/Fe ratio in optimising WHA properties. At the wrong ratio, brittle phase precipitation of intermetallic or carbides may take place at the tungsten/binder interface, affecting profoundly the mechanical properties, notably Charpy impact toughness. Thermodynamic simulations 5 have indicated that enhanced Ni/Fe ratios could be advantageous for Co-free WHA since the miscibility gap and domain of brittle phase formation are significantly reduced at equilibrium.
For applications where the presence of Co is considered an issue, high performance Cofree tungsten heavy alloys have been produced industrially since 2007 by Plansee Tungsten Alloys. A mechanical and metallurgical comparison with a high performance Co containing alloy has been report. 5 Equilibrium thermodynamic simulations assisted understanding of the effect of Co as an alloying element and a good compromise between ductility and mechanical resistance was achieved by compensating the absence of Co by Ni/Fe ratio control and appropriate heat treatment. Additionally, in firing tests against a semi-infinite target, Co-free alloys exhibited a similar level of penetration behaviour to a Co containing alloy of similar density.
It is thus necessary to validate the heat treatment applied by investigating the effect of longer treatment times, to determine the likelihood of brittle phase precipitation and to achieve near-equilibrium microstructures. Similarly, complementary firing tests against semi-infinite targets were performed to characterise fully the Co-free alloy for kinetic ammunition.
Laboratory test and phase characterisation
Two Co-free alloys (denoted B and C) were manufactured from high purity W, Ni and Fe powders. Alloy B had a target composition similar to the alloy reported in a previous study. 5 The two alloys were produced with the aim of achieving constant density after sintering. They had similar tungsten contents and different Ni/Fe ratios, with alloy C having an extreme value for this type of alloy (Table 2).
Composition, heat treatments, phase composition and density of experimental alloys B and C

The powders were mixed, pressed into round bars and sintered under pure H2. The bars were subsequently annealed for 720 h (one month) at 850°C under high vacuum, 12 to avoid any oxidation. They were characterised by microscopic observation, X-ray diffraction and EDS analysis. Some analysis of alloy B had been carried out in previous work. 13 The unusually long heat treatment by industrial standards promoted local modifications in both alloys.
At the outset, average α grain size remained unchanged, i.e. Lα = 20 μm as did density. In alloy B, the overall distribution of phases did not change significantly after heat treatment. Locally, as observed in Fig. 2, γ-phase of two compositions, differing in their tone, was found. The presence of carbides surrounding α-phase was exceptional and their presence was not detected by X-ray analysis The microstructure of alloy C after heat treatment was similar though the presence of carbides is more common, the carbide layers being slightly thicker than those rarely observed in alloy B (Fig. 3). The contrast observed between the two γ-phases in both alloys can be explained by the variation of W concentration, as shown by the EDS analysis results (Table 3).
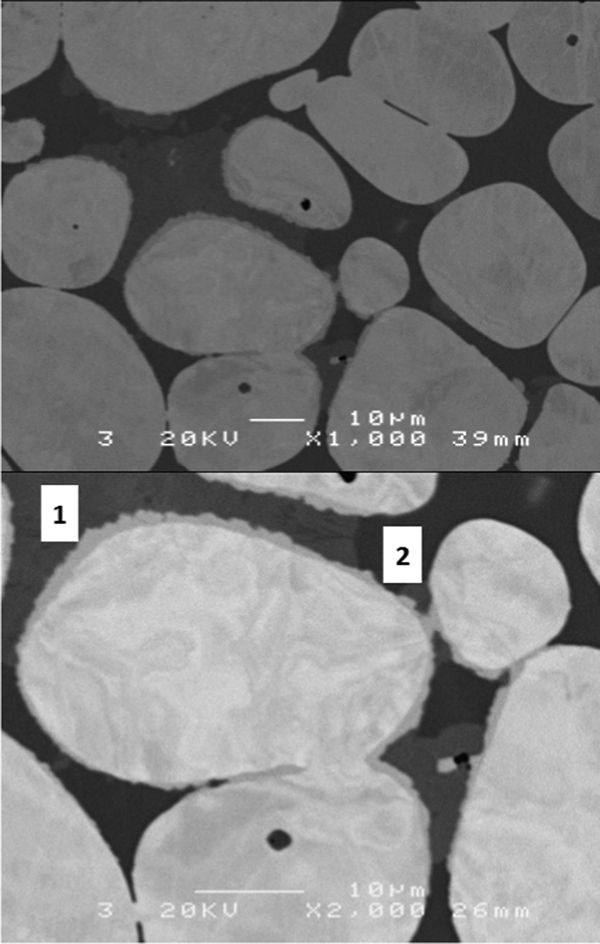
Microstructure of alloy B after heat treatment, at 850°C for 720 h
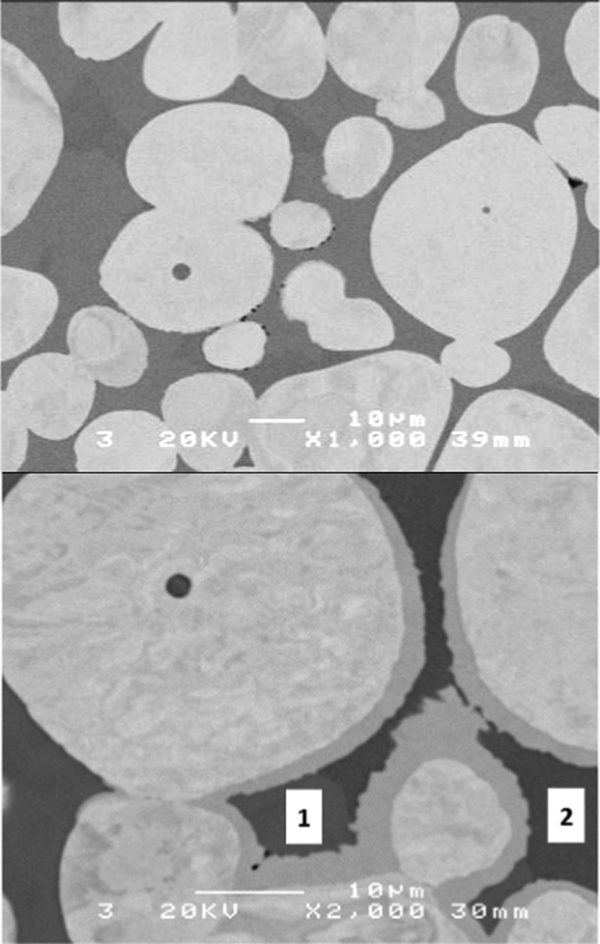
Microstructure of alloy C after heat treatment, at two magnifications. In high mag view (bottom), locally, two types of fcc phase are observed (light grey, 1 and dark grey: 2). Traces of carbides (∼3%) are observed at bcc/fcc interfaces
Analysis of light and dark grey fcc phases observed in alloys B and C following heat treatment
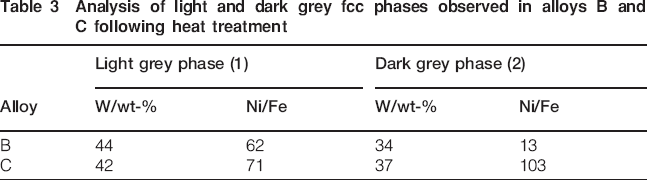
The Ni/Fe ratios found by EDS analysis are compatible with the presence of (NiW)6C. This carbide was for a long time considered in the literature 14 to be a NiW intermetallic, though recent work 15 has demonstrated it to be a carbide. Furthermore, X-ray analysis (Fig. 4) on alloy C showed characteristic peaks of (NiW)6C after heat treatment.
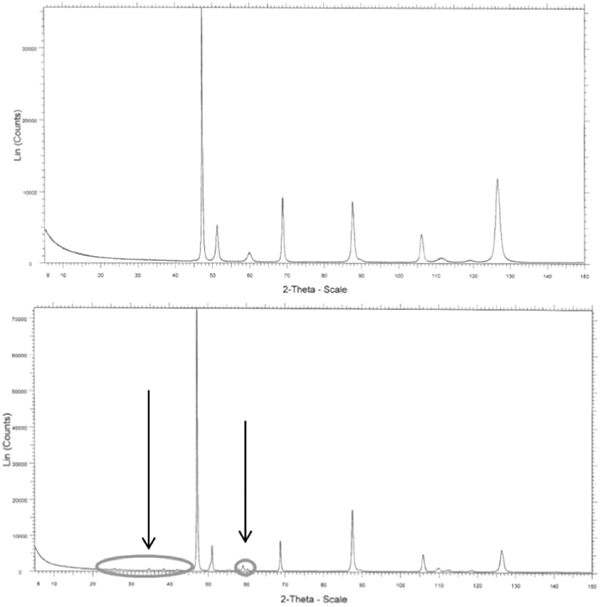
XRD plots for alloy C before (top) and after (bottom) annealing. After annealing, it is possible to detect small low angle peaks characteristic of (NiW)6C phase (arrowed)
The long term heat treatment assists the nucleation and growth of carbides that are not generally observed in industrial alloys. Even thought the quantities are small in both cases, the presence of carbide is more noteworthy in alloy C, i.e. high Ni/Fe ratio.
Ballistic comparison tests
Penetration performance of the two alloys (Co-free and Co containing reference) were assessed by Nexter Munitions through ballistic tests using small scale kinetic penetrators against semi-infinite metal targets at the firing range of Direction Générale de l'Armement – Land Systems. The chemical composition of the Co-free alloy was similar to that of alloy B reported above. The Co containing alloy was a typical commercial alloy. Their mechanical properties are summarised in Table 4.
Mechanical properties of alloys used in firing tests

Small-scale penetrators with an initial length to initial diameter ratio (Lo/Do) of 24·1 were used. The penetrators were launched according to a methodology previously described,2,5 against a steel target (hardness 300–325 HB). Target width is equal to twice the maximum recorded penetration length. For each firing test, a normalised effective penetration was calculated as
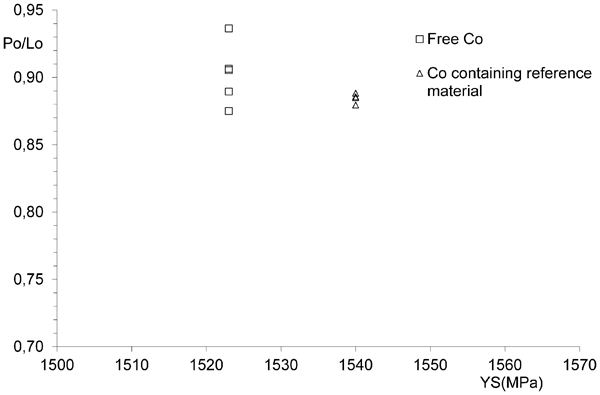
Variation of normalised penetration value divided by initial length with respect to material yield strength
It can be seen that the reference and Co-free materials present similar penetration behaviour against semi-infinite targets. The Co-free material results showed a larger scatter, though the normalised Po/Lo values are within the same range for both alloys. Recent ballistic results reveal a similar trend in terms of perforation of an inclined target. The two types of Co-free alloys tested, of yield strength 1420 and 1520 MPa, provided the same performance as the reference Co containing alloy. The data from these ballistic tests are currently under analysis and will be summarised in a future publication.
Conclusions
It is possible to fabricate successfully WHA Co-free alloys as long as the Ni/Fe ratio is optimised. Under long term heat treatment these alloys are susceptible to nucleation and growth of interfacial carbides, specifically for alloys with elevated Ni/Fe ratio. A compromise between composition and heat treatment can undoubtedly avoid the formation of brittle phases. The behaviour of a Co-free alloy in tests against a semi-infinite metal target shows a similar level of relative penetration to that of Co containing alloy, validating their use as a kinetic penetrator.
Footnotes
Acknowledgements
This paper is based on a presentation at Euro PM 2012, organised by EPMA in Basel, Switzerland on 16–19 September 2012.