
Abstract
Recent developments are presented on powder injection moulding of titanium from metal hydride powders and binders composed of polyethylene, paraffin wax and stearic acid. The feasibility of using this route to process fit for purpose, complex parts is assessed. Titanium hydride offers a low cost solution compared with pure titanium powders. Feedstocks for powder injection moulding were prepared in a sigma mixer. Tensile test specimens and demonstration parts were injection moulded. Solvent debinding in heptane was followed by thermal debinding and dehydrogenation under argon. Titanium parts were sintered at 1200°C under argon. Sintered parts exhibit a linear shrinkage of about 20%, good shape preservation and reproducibility. The yield strength (519 MPa), ultimate tensile strength (666 MPa), elongation to fracture (15%) and interstitial content measured by quantitative analysis meet the requirements for titanium grade 4.
Titanium grade 4 has the highest strength of commercially pure (CP) titanium grades. It has good ductility and good weldability and is highly resistant to many chemical environments including oxidising, alkaline and acidic media. Applications include non-magnetic parts with high specific strength and corrosion resistance for service temperatures up to 200°C. As is the case for other titanium alloys, the conventional processing of engineering parts requires several complex steps, 1 due to the alloy's limited formability and machinability.
Both part makers and end users seek cost-effective alternatives for net-shape manufacturing, and new solutions are being developed and tested.2–5 Recently, considerable progress in powder injection moulding of titanium and its alloys has been accomplished,6–13 owing to advances in production of good quality base powders, binders and sintering equipment. Titanium powders are available in different morphologies, sizes and compositions, depending on the powder production process. 14 However, the production cost of prime powders remains an important issue.
The use of titanium hydride powder, which has been explored since the 1990s,15–19 is an attractive alternative for cost reduction. Nevertheless, only recently have reports of research describing processing conditions and properties of sintered parts become more prevalent in the literature.20–27 Sintering of titanium hydride needs an additional dehydrogenation step, which results in higher shrinkages compared with conventional sintering. 23 The titanium yield after dehydrogenation is about 96 wt-%. Prices of gas atomised Ti grade 1, –45 μm powder, which is currently used to process Ti grade 4 PIM parts (grade 2 in some cases), is about €170/kg for batches of less than 100 kg. The price can drop to €110/kg for 1 t batches. The price of titanium hydride powder is about €75/kg for batches of less than 100 kg and €60/kg for 1 t batches. These prices imply a cost saving in starting powders of more than 40% if TiH2 is used instead of Ti. In addition, titanium hydride powders have the attractive qualities of being less reactive and easier to handle than fine titanium powders.18,20,23
Experimental
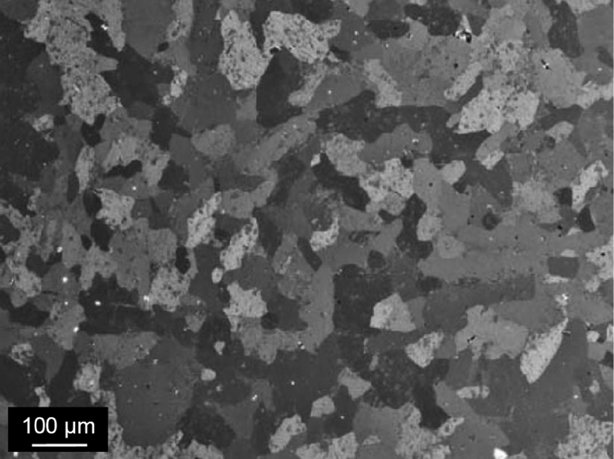
Angular TiH2 powder from AG Materials Inc., Taiwan, were used (TIH-020A grade, Fig. 1). The particle size distribution was determined by laser diffractometry in a Malvern Mastersizer 2000 apparatus as: Dv10 = 11·18 μm, Dv50 = 20·26 μm, Dv90 = 34·94 μm, D[4,3] = 21·82 μm. The specific surface area (SSA) was estimated as 6/(ρD[3,2]) = 0.09 m2g−1 where D[3,2] = 18·15 μm is the surface area moment mean diameter and ρ = 3·9 g cm−3 is the density of TiH2. The interstitials content measured by melt extraction was 0·07 wt-% for oxygen, 0·14 wt-% for nitrogen and 0·013 wt-% for carbon.
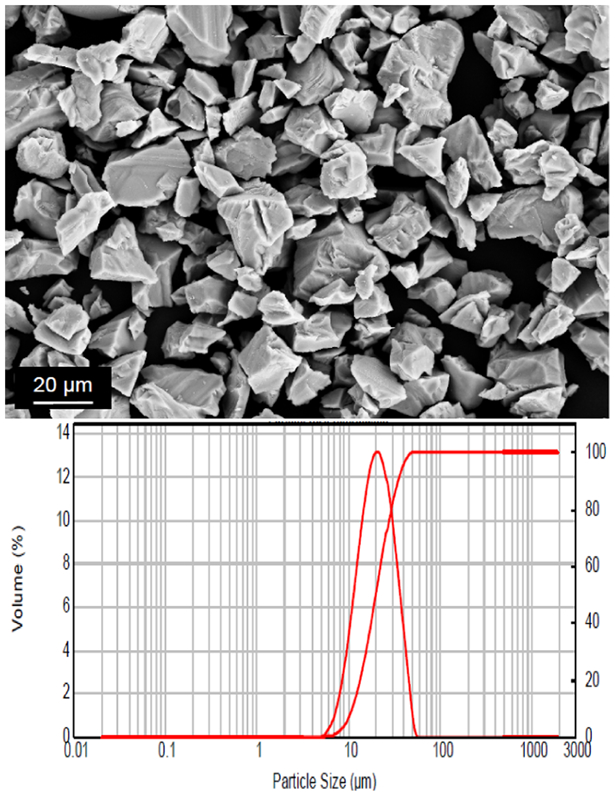
Scanning electron micrograph and particle size distribution of TiH2 powder
Feedstocks for powder injection moulding were prepared with a multicomponent binder consisting of 55 wt-% paraffin wax (Sigma Aldrich GmbH, Buchs, Switzerland), 35 wt-% low density polyethylene (LDPE Riblene MP30, Polimeri Europa, Italy) and 10 wt-% stearic acid (Sigma Aldrich GmbH). The solids loading was 60 vol.-%. Mixing was performed in a Coperion LUK 1·0 sigma blade mixer (Werner&Pfleiderer, Stuttgart, Germany) at 140°C for 4 h. Polymer powder granules were subsequently obtained by cooling and crushing the mixture by slow shearing.
Tensile test specimens and experimental watch bracelet segments were injection moulded in a 221K 350–100 machine (Arburg GmbH + Co KG, Lossburg, Germany). A detailed description of the tooling has been given previously. 23 After shaping, the parts were subjected to successive solvent debinding, thermal debinding, dehydrogenation and sintering steps.
Solvent debinding was performed in heptane at 50°C for 20 h, which made it possible to remove more than 98% of the paraffin wax and stearic acid.
Thermal debinding, dehydrogenation and sintering were performed in a single thermal cycle in a Nabertherm VHT8-16MO MIM furnace with molybdenum heating elements and a debinding retort (Fig. 2).
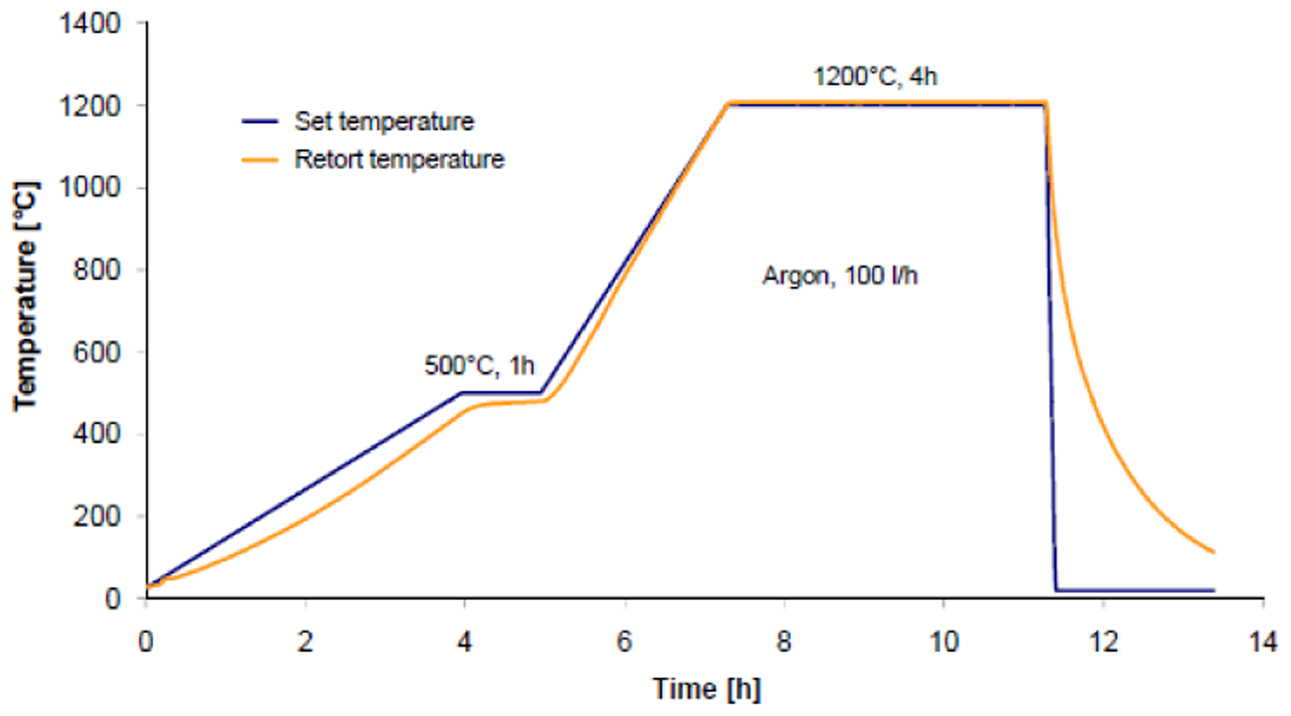
Thermal cycle for processing Ti parts from solvent debinded TiH2 based feedstocks
Thermal decomposition of the LDPE backbone polymer was accomplished during a debinding step of 1 h at 500°C under argon. A gas flow of 100 L h−1 was used to continuously renew the debinding atmosphere.
Thermogravimetric analysis of TiH2 powders performed in a Setaram TAG 24 device has shown that dehydrogenation occurs in two stages. As previously reported in the literature28–30 two overlapping endothermic events can be observed. The onset of hydrogen release is near 450°C, a second endothermic event occurs near 550°C, and dehydrogenation is completed at about 700°C. This made it possible to establish that the debinding temperature of 500°C is also an appropriate temperature for dehydrogenation. Hydrogen removal proceeds and is completed during the subsequent heating to the sintering temperature.
Sintering was performed at 1200°C for 4 h under 1 bar argon, which was continuously renewed with flowing gas at a rate of 100 L h−1.
The density of sintered parts was measured by the Archimedes method according to MPIF Standard 42, except that isopropyl alcohol was used instead of water. Metallographic preparation of sintered samples was performed by diamond polishing followed by etch polishing with a suspension containing colloidal silica and hydrogen peroxide. The grain structure was observed with cross-polarised light, and the mean grain size was estimated with ASTM grain size charts. Mechanical properties were obtained from standard tensile tests on a Zwick 1475 machine, on as-sintered net-shape specimens. Hardness measurements were performed with a Wilson-Wolpert (Instron, Norwood, USA) hardness tester. Scanning electron microscopy of fracture surfaces was performed in a LEO 1525 microscope. Quantitative analysis was performed by melt extraction with LECO systems to establish the content of interstitial elements O, N, C, H in base powders and sintered parts.
Results and discussion
Green and net-shape sintered titanium parts are shown in Fig. 3. The linear shrinkage is about 20%. This high value is because, in addition to the contraction during debinding, contraction occurs during dehydrogenation of the TiH2 base powder.
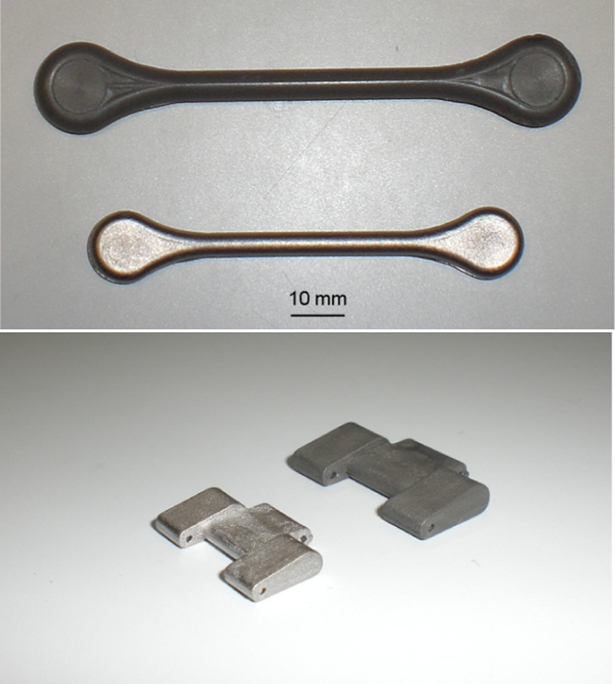
Green and sintered PIM-Ti tensile test specimens and watch bracelet segments
The interstitial content, density and mechanical properties of specimens sintered for 4 h at 1200°C are given in Table 1; it can be seen that the specimens meet the specifications of titanium grade 4. Stress–strain plots measured during tensile tests show a mean elongation value of 15% (Fig. 4). The measured hardness is 213±6 HV10. The metallographic observation of etch polished specimens reveals an equiaxed grain structure with a mean grain size of about 90 μm (Fig. 5).
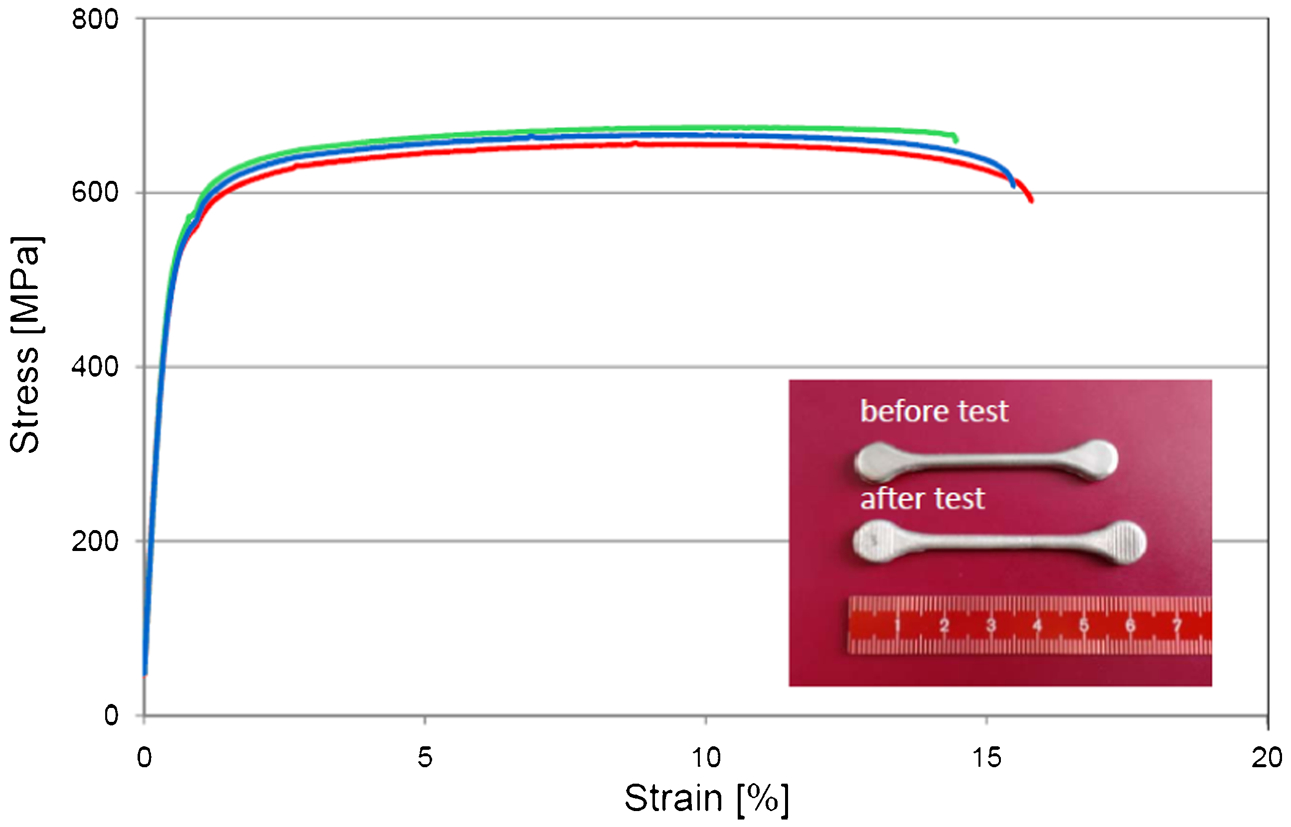
Tensile behaviour of PIM Ti parts from titanium hydride sintered for 4 h at 1200°C
Metallographic cross-section of PIM titanium grade 4
Interstitial content and mechanical properties of PIM Ti parts produced from titanium hydride powder

*ASTM Ti grade 4 specification.
Previous investigations have shown that sintering for 1 h at 1200°C results in poor ductility, whereas specimens sintered for 4 h have improved density and tensile properties. For the watch bracelet segment application, ductility is not a critical requirement and a sintering time of 1 h is sufficient to achieve a density of 95·8% with good shape preservation and reproducibility. The variation in weight and critical dimensions is about 0·4%. The parts can be subjected to optional surface treatments such as barrel finishing, etching, electropolishing and anodic oxidation. 22
It has also been reported that the use of finer TiH2 powder with a mean particle size of about 10 μm does not result in an improvement of the mechanical properties. Despite the enhanced sintered density obtained, the higher level of contamination of these powders leads to brittle behaviour. 22 Coarser powders with D50∼20 μm have a lower specific surface area, which results in lower reactivity and reduced contamination during production, handling and further shaping and consolidation treatments.
The use of coarse titanium hydride powder coupled with longer sintering times at 1200°C produced a ductile material with a density of 97·1% (Table 1, Fig. 4).
The fracture surface of a tensile test specimen is shown in Fig. 6. The overall fracture mode is ductile transgranular with microvoid coalescence (Fig. 6c), although a few regions showing cleavage with striations are also visible (Fig. 6d).
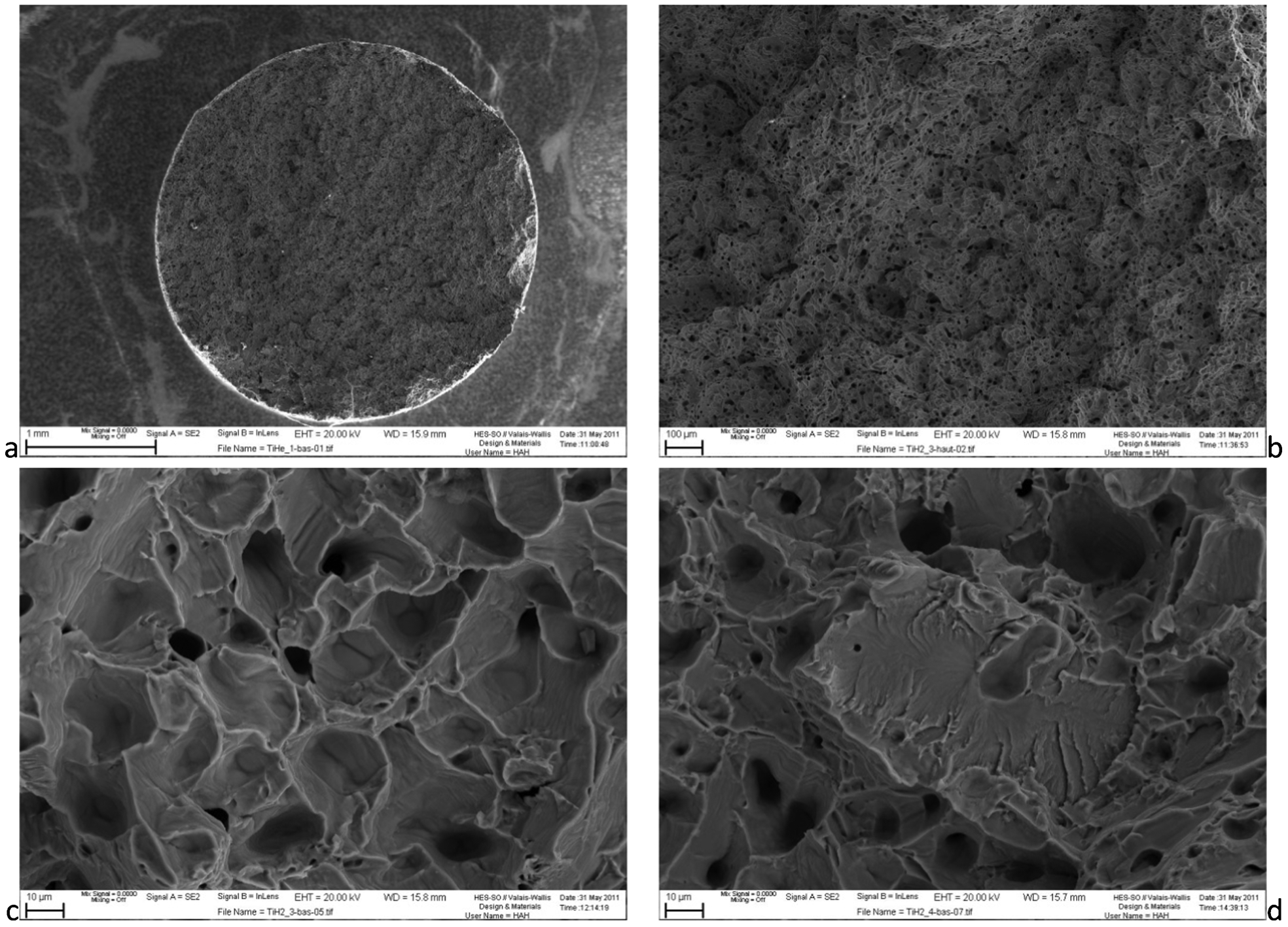
SEM images of fracture surfaces of PIM titanium grade 4 testpiece produced by injection moulding of hydride powders
Powder injection moulding of titanium grade 4 from titanium hydride based feedstocks is an interesting process, in which metallic parts are manufactured from ceramic powders. TiH2 has a fluorite-type crystal structure (δ phase), which after dehydriding transforms to Ti with an hcp structure (α phase). The δ→α phase transformation occurs in two steps TiH2→TiHx→α-Ti, where x = 0·7–1·5 depending on the specific type of starting powder.27–29 It has been suggested that the hydrogen release from TiH2 helps to limit the oxidation of powder during thermal processing.4,20 However, the specific kinetics of hydrogen release from TiH2 and the effectiveness of its reducing character on the quality of sintered parts is still matter of discussion.
CP titanium grade 4 is susceptible to hydrogen embrittlement due to the formation of hydrides. Both the ductility values and hydrogen contents obtained by quantitative analysis in the present work suggest that full dehydrogenation of starting powders is accomplished.
From the practical point of view, the production of titanium parts from titanium hydride is possible because of an effective combination of solvent debinding to create open porosity, thermal debinding of the backbone polymer, simultaneous thermal debinding and onset of hydrogen removal, complete dehydriding at higher temperature before pores are closed and appropriate sintering conditions.
Conclusions
Titanium hydride powders are a viable alternative to process PIM-Ti parts, at reduced cost compared with prime titanium powder. Despite their angular shape (which is currently associated with low packing and high interparticle friction) and a necessary dehydrogenation step, sintered densities up to 97% can be obtained. Net shape as-sintered parts show good mechanical properties, good shape preservation and reproducibility. The interstitial content and mechanical performance meet the specifications of titanium grade 4.
Footnotes
Acknowledgements
The authors thank Dr S. Krug for fruitful discussions. Based on a presentation at Euro PM 2011, organised by EPMA in Barcelona, Spain on 9–12 October 2011.