
Abstract
As part of a project to develop a small batch metal atomisation system, based on free fall atomisation and close-coupled atomisation, the influence of the process parameters on various powder quality features has been investigated, using copper–tin alloys as feedstock material. Particle size distribution, appearance of satellite particles, particle circularity and the flowability were recorded as criteria of particle quality. From the data obtained in these experiments, the effects of the main process parameters (atomisation pressure, mass melt flow, and height of the spray chamber as well as the atomiser system) have been evaluated with respect to powder quality features. The atomisation system was optimised to produce high quality powder with narrow particle distributions (d84·3/d50·3 = 1·6 for free fall) and high circularity with mass melt flows in the range of 100 kg h−1 using melt volume between 100 and 1000 mL.
The system used for the powder production (Fig. 1) consists of three main parts, the vacuum vessel including the inductive melting system, the spray chamber, and the nozzle system. The vacuum vessel contains a graphite crucible with a maximal melt volume of 1000 mL, and is closed by a stopper rod that is used to start the pouring when the melt has reached the desired conditions. In the conducted experiments a melt volume of 250 mL was used, which corresponds to 2 kg of material. The spray chamber is located underneath the melting chamber and is built up from cylindrical tube elements. The height of the cylindrical part of the spray chamber is about 4 m. A conical section is attached to the bottom of the plant to collect the powder. The atomisation system is located at the interface between the two chambers. The system is modular so it is possible to use either a free fall mode (atomisation of a cylindrical melt stream below the melt nozzle) or a close-coupled set-up (lamella atomisation close to the melt nozzle). The plant is equipped with sensors to measure various temperatures and pressures. The melt temperature and the crucible wall temperature are measured to characterise the state of the melt. The measured pressures are the overpressure acting on the melt surface, the overpressure within the spray chamber (for security reasons) and the atomisation pressure.
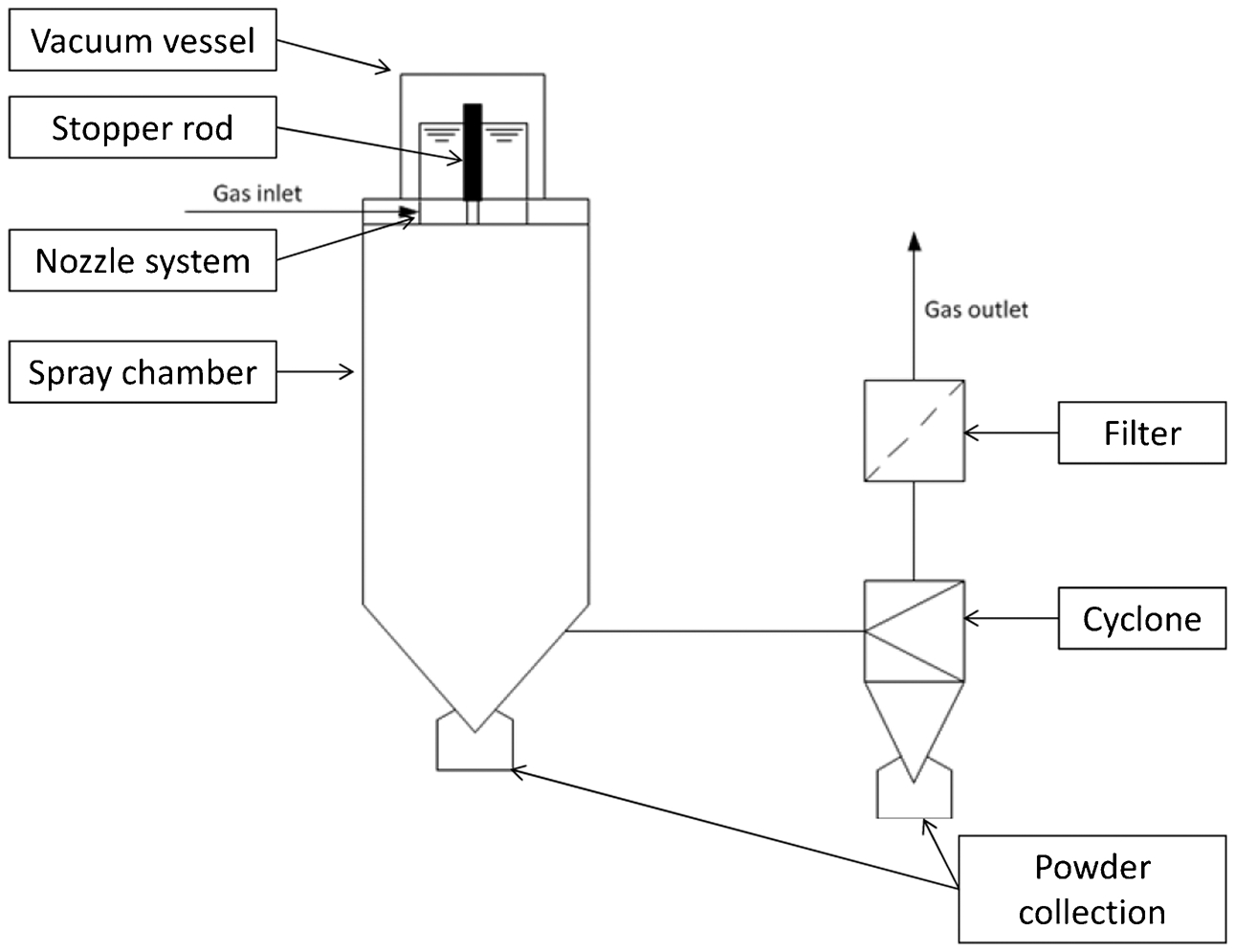
Plant setup for powder production
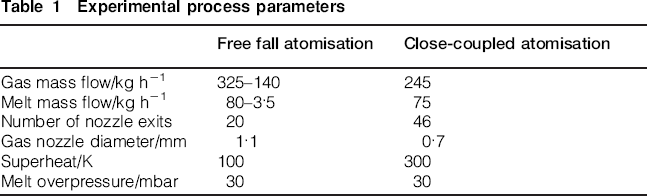
The alloy used for these experiments was a CuSn10 bronze with a liquidus temperature of 1015°C. The standard superheat for free fall and close-coupled experiments was 100 K and 300 K respectively. The atomisation pressure used was between 1 MPa and 2·5 MPa. Nitrogen was used for both modes of atomisation. An overview of the process parameters is given in Table 1.
Experimental process parameters
To characterise the powder produced, particles were measured with a Malvern Mastersizer 2000 laser diffraction spectrometer (LDS) to determine the particle size distribution (i.e. mass distribution), and a Malvern G3 Morphology optical measurement system to measure the morphology of the produced powders, i.e. circularity.
Results
In these experiments the main quality features of the powder that were assessed were the particle size distribution, particle morphology, and satellite particle generation of the process. The examined process parameters were gas mass flow, melt mass flow and the height of the spray chamber.
Reproducibility
To ensure that the process was influenced only by the desired parameter change, and not by any undesired external effects, four experiments using free fall atomisation with the same set of parameters were conducted. The gas mass flow was about 260 kg h−1 and the melt mass flow was 80 kg h−1. The melt superheat was 100 K and the melt overpressure was about 30 mbar. These experiments were compared using the particle size distributions obtained, as measured by LDS.
In Fig. 2 the cumulative mass distribution Q3(x) is plotted versus the particle diameter. The results are shown in terms of the size distribution. The mass median diameter d50,3 varies between 103 and 106 μm. Since the LDS measures the volume/mass distribution of a powder, the mass median diameter d50,3 was chosen as the particle mean size. The ratio d84·3/d50·3 was between 1·59 and 1·63. These results show that a process with a given set of parameters is stable and reproducible.
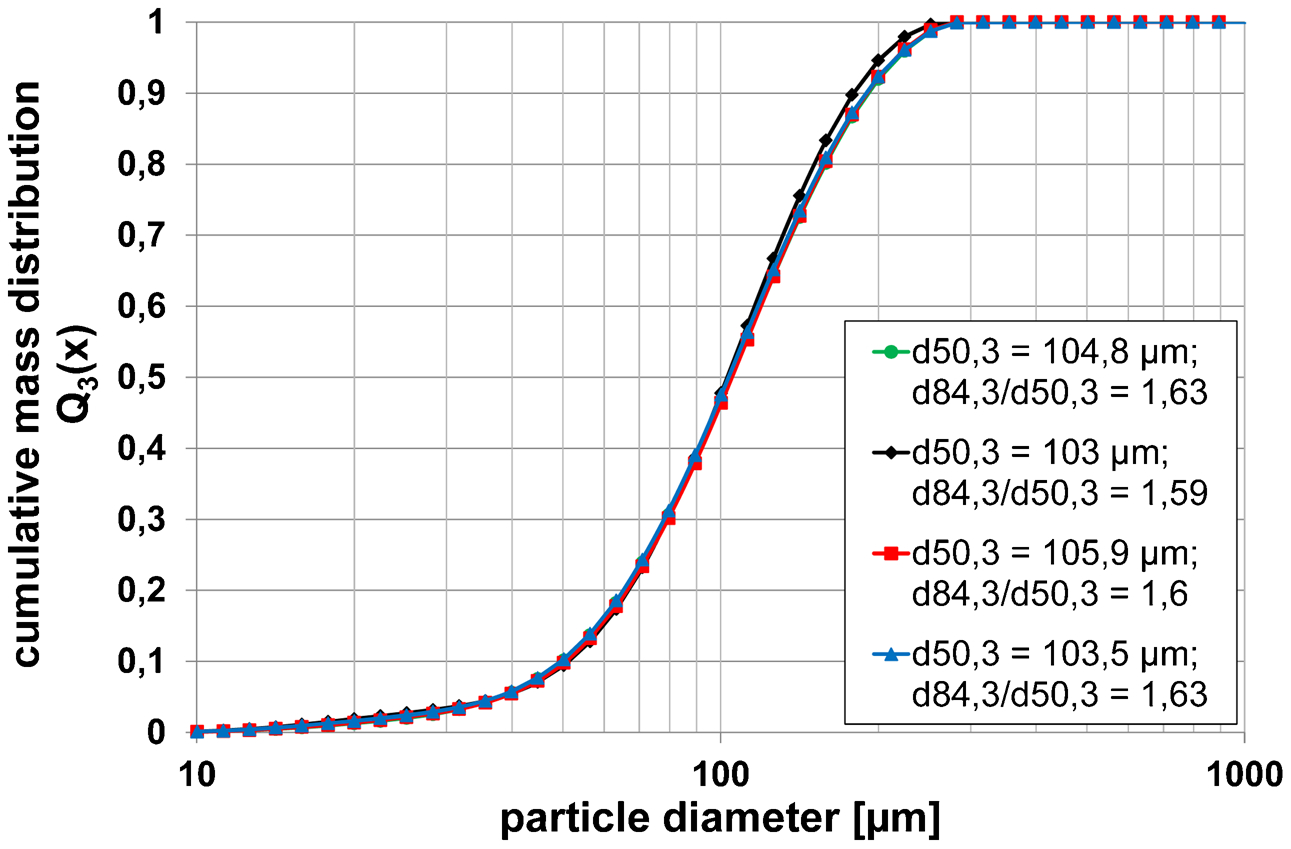
Reproducibility of particle size distribution using free fall atomisation
Particle size distribution
The metal powder produced by the plant is intended for applications such as selective laser melting (SLM) and metal injection molding (MIM) or in the area of research and development to examine the properties of new alloys. All these applications require specific powder properties, one important property being the particle size distribution. To characterise the size distribution of a powder the mass median diameter d50,3 and the ratio d84·3/d50·3 was used. To adjust the size of the powder the gas mass flow and the melt mass flow were varied.
First, the influence of the gas mass flow was assessed for variations between 140 and 325 kg h−1; the corresponding gas pressures were between 1 and 2·5 MPa. All experiments were conducted at a constant melt flow rate of about 80 kg h−1, corresponding to a melt nozzle diameter of 2 mm. The results are shown in Fig. 3. Here, the mass median diameter d50,3 is plotted versus the atomisation pressure and the corresponding geometric standard deviation.
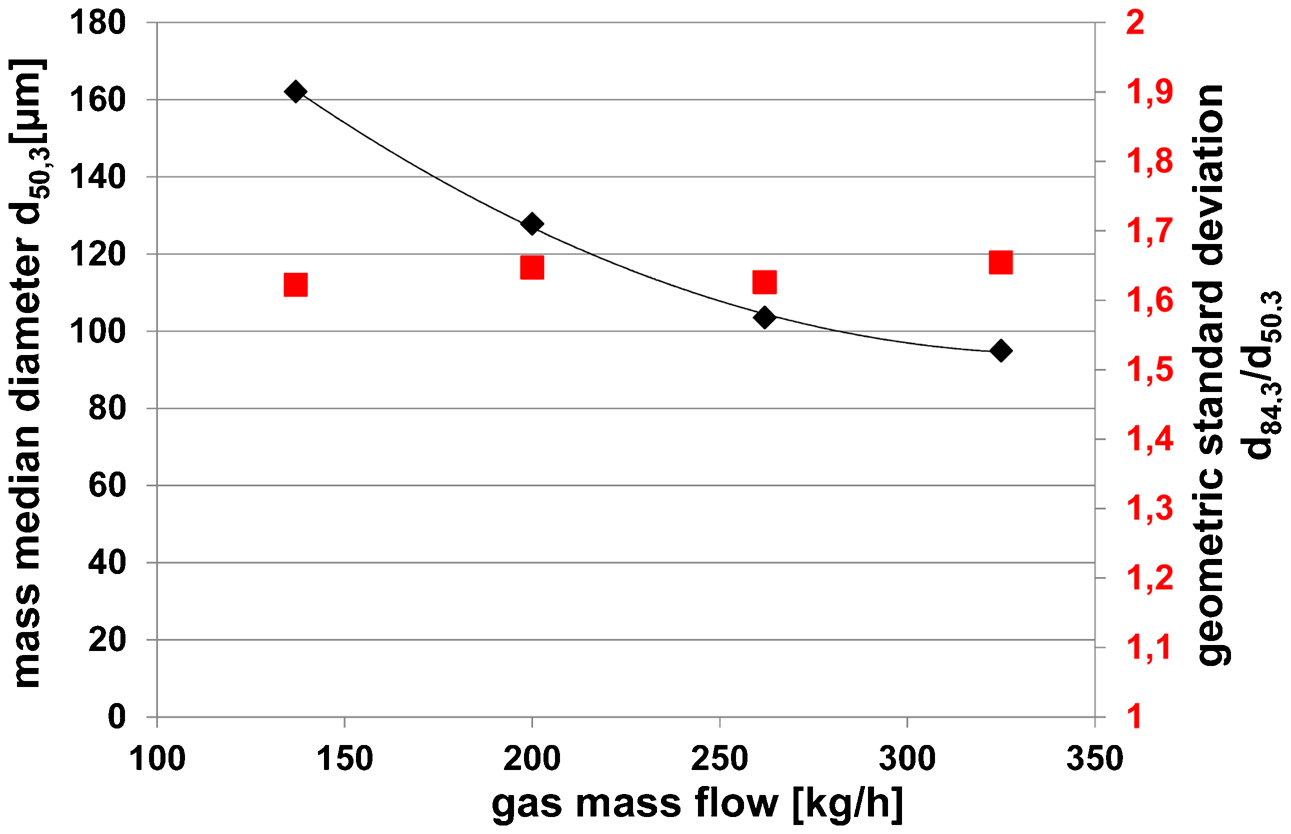
Mass median diameter (diamond symbol) and geometric standard deviation (square symbol) versus gas mass flow for free fall atomisation
The results in Fig. 3 show a decrease of the value of d50,3 with an increase of the gas mass flow. The measured mass median is d50,3 between 98 and 163 μm. The corresponding d84·3/d50·3 ratio varies between 1·6 and 1·7. To estimate the influence of the mass melt flow, experiments with melt flows between 3·25 kg h−1 and 80 kg h−1 were conducted. The melt flow was controlled by adjusting the melt nozzle diameter and by adjusting the overpressure. Nozzle diameters were in the range of 0·5–2mm. The overpressure was set to 30 mbar, and the gas mass flow was about 260 kg h−1. The results shown in Fig. 4 are plotted as the mass median diameter d50,3 versus the melt flow, and the corresponding geometric standard deviation is also shown. The trend of d50,3 shows no correlation between the melt mass flow and the median diameter.
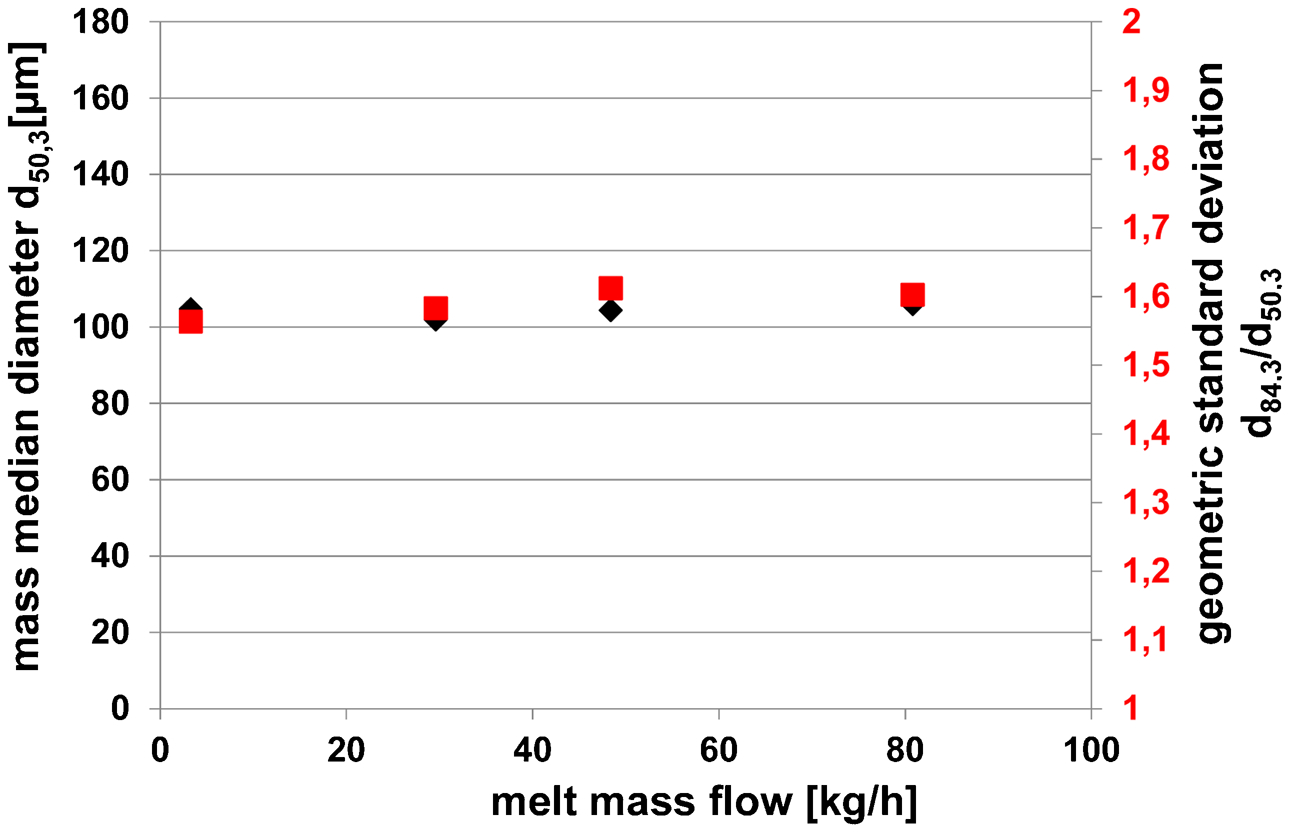
Mass median diameter (diamond symbol) and geometric standard deviation (square symbol) versus melt mass flow for free fall atomisation
To compare the results of the different experiments, the gas to metal ratio (GMR) has been calculated, based on the experimental data, defined as

 is the gas mass flow and
is the gas mass flow and
 is the melt mass flow. The GMR is a controlling parameter to adjust the mean particle size. A higher GMR, representing more gas, usually leads to smaller particles (see equation (2)), colder spray conditions, and more rapid cooling of the particles.
1
Values of d50,3 are plotted versus the GMR in Fig. 5 for the free fall and close-coupled atomisation experiments.
is the melt mass flow. The GMR is a controlling parameter to adjust the mean particle size. A higher GMR, representing more gas, usually leads to smaller particles (see equation (2)), colder spray conditions, and more rapid cooling of the particles.
1
Values of d50,3 are plotted versus the GMR in Fig. 5 for the free fall and close-coupled atomisation experiments.
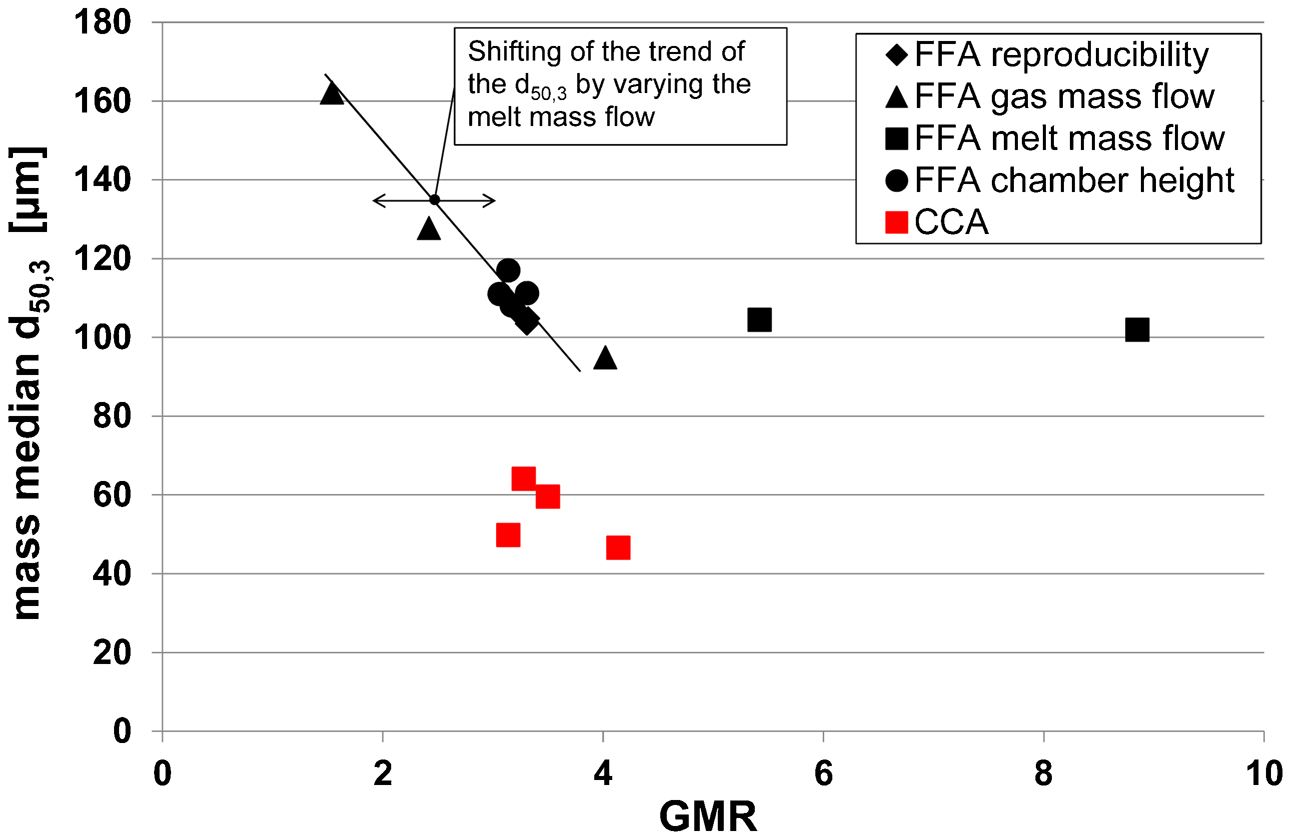
Mass median versus gas/metal ratio for atomisation runs: FFA, free fall atomisation; CCA, close-coupled atomisation
The values in black represent the free fall experiments, and the red symbols correspond to the close-coupled runs. For the free fall runs, the results indicate that with increasing GMR the particle size decreases. The change in GMR is achieved solely via change of the gas melt flow. This behaviour is similar to that shown in Fig. 3 and satisfies the empirical correlation obtained by Lubanska
2
and confirmed by Bauckhager
3
and Zhou,
4
for the mean diameter

Here k is a constant determined experimentally and
 and
and
 are the kinematic viscosity of the melt and the gas, dN is the melt nozzle diameter and the Weber number We is defined as
are the kinematic viscosity of the melt and the gas, dN is the melt nozzle diameter and the Weber number We is defined as

The close-coupled atomisation results for GMRs similar to those used for the free fall runs show much smaller particle sizes. This is due to the fact that close-coupled atomisation is characterised by a higher kinetic energy of the atomising gas. More detailed discussion on the different atomisation processes may be found elsewhere.5,6 The close-coupled values indicate a similar trend to those for free fall atomisation.
Particle circularity
As an influencing parameter for particle morphology, the height of the spray chamber, and hence the cooling distance, was varied. The experiments were conducted using four heights from 4 m (full chamber height) to 1·6 m in steps of ∼0·5 m. The height was varied by using a metal plate as an aperture to artificially shorten the chamber. All experiments were conducted with a gas melt flow of 262 kg h−1 and a melt mass flow of 80 kg h−1. To evaluate the morphology, the circularity
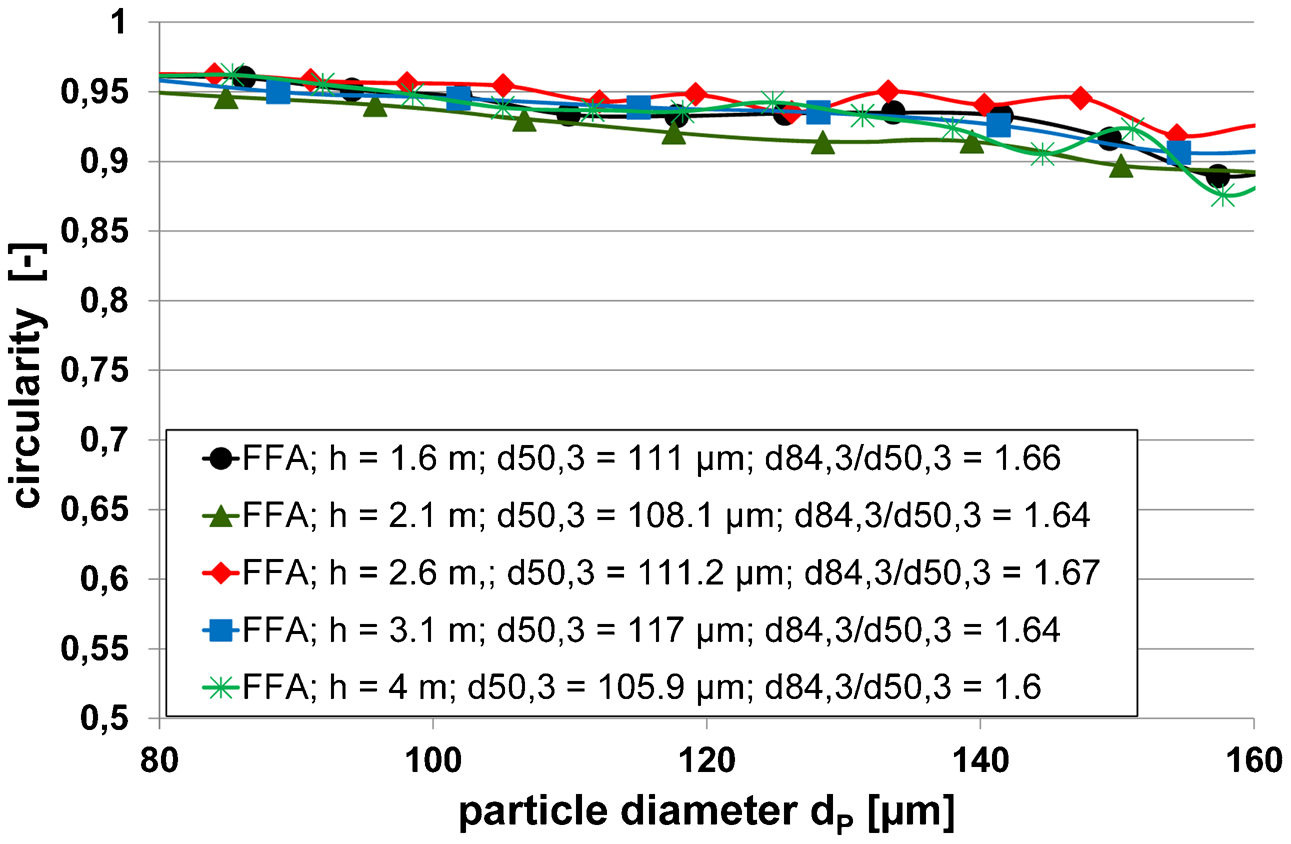
Circularity versus particle diameter for free fall atomisation using different chamber heights h
The results for a particle size range between 80 and 160 μm are displayed because this is the typical size range achieved by the free fall system with the aforementioned set of parameters. This range also contains about 50% of the produced powder according to Fig. 2. The trend shows a slow decrease of circularity for increasing particle sizes. Particles with a diameter of about 80 μm show circularities between 0·95 and 0·97 whereas particles with a diameter of 160 μm have a circularity of about 0·9. (A circularity of 1 would be a perfect sphere.) In Fig. 7 the result of a close-coupled atomisation run is shown for a particle size range from 20 to 80 μm (about 70% of the produced powder). Here the same trend is visible: with an increase of particle size, circularity decreases. For a particle with a diameter of 20 μm the circularity is about 0·95 whereas the circularity of a particle with a diameter of 80 μm drops to 0·83.
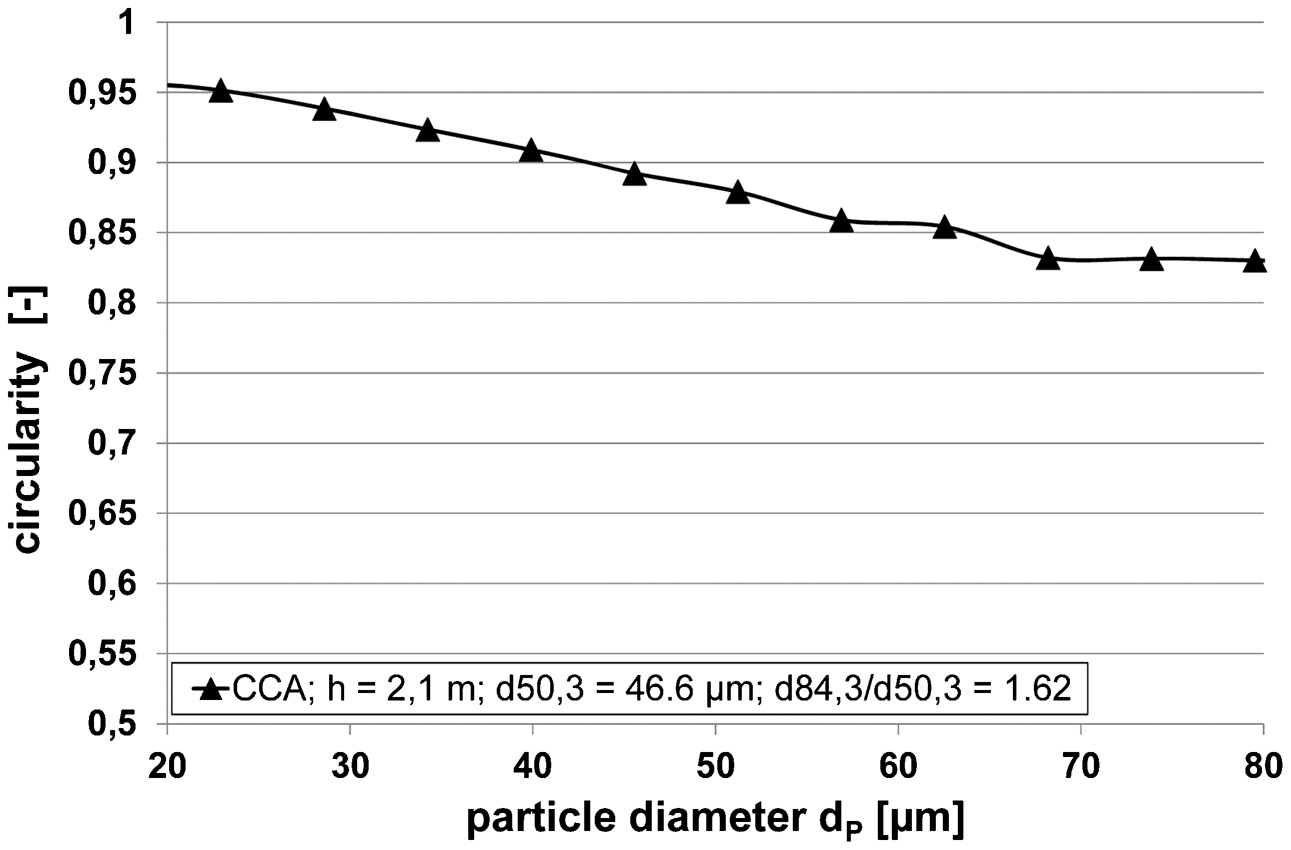
Circularity versus particle diameter for close-coupled atomisation using different chamber heights h
Similar observations have been made by Singh, 7 who observed the effect of particle size distribution and flight distance on particle shape, and Freyberg. 8 There is a higher probability for bigger particles still to be partly liquid or in some kind of a mixed state in which they will deform when colliding with the bottom of the chamber. Since the close-coupled atomised powder is smaller and therefore faster cooling, it might be assumed that the circularity will be similar to the free fall atomised powder. However, a comparison of the powders shows that the circularity is far lower than that of the free fall powders. This indicates that the cooling distance is not the only parameter of importance: other parameters, for example the probability of impact between small and large particles, also exert an effect.
Comparing the effect of different chamber heights for the free fall atomisation experiments shows no significant difference in morphology. Therefore it seems that a major fraction of the particles must already be solidified after a flight distance of 1·6 m, in agreement with the observations of Singh and Danwal. 7 Additionally, G3 measurements (see Figs. 6 and 7) of the powder mass flow rate of the produced powders were conducted to confirm the null effect of chamber height. In Fig. 8 the results of the mass flow measurements are plotted versus the chamber heights. The powder mass flow rates are in all cases about 21 kg h−1, which indicates that the particle properties are similar in shape and satellite droplet occurrence. Additionally, Figs. 9 and 10 are digital pictures taken by the G3 of single particles. The free fall atomised particles in Fig. 9 indicate high sphericity, but they also show a certain amount of satellite particles on the surface of the primary particles. According to the flow rate data from Fig. 8, the occurrence of satellite particles should be similar for all free fall atomised powders since there is no difference in the flow rates. The particles in Fig. 10 show a much higher presence of satellite particles and deformation. Since these are particles from a close-coupled atomisation run, the pictures correspond well with the measurements shown in Fig. 7.
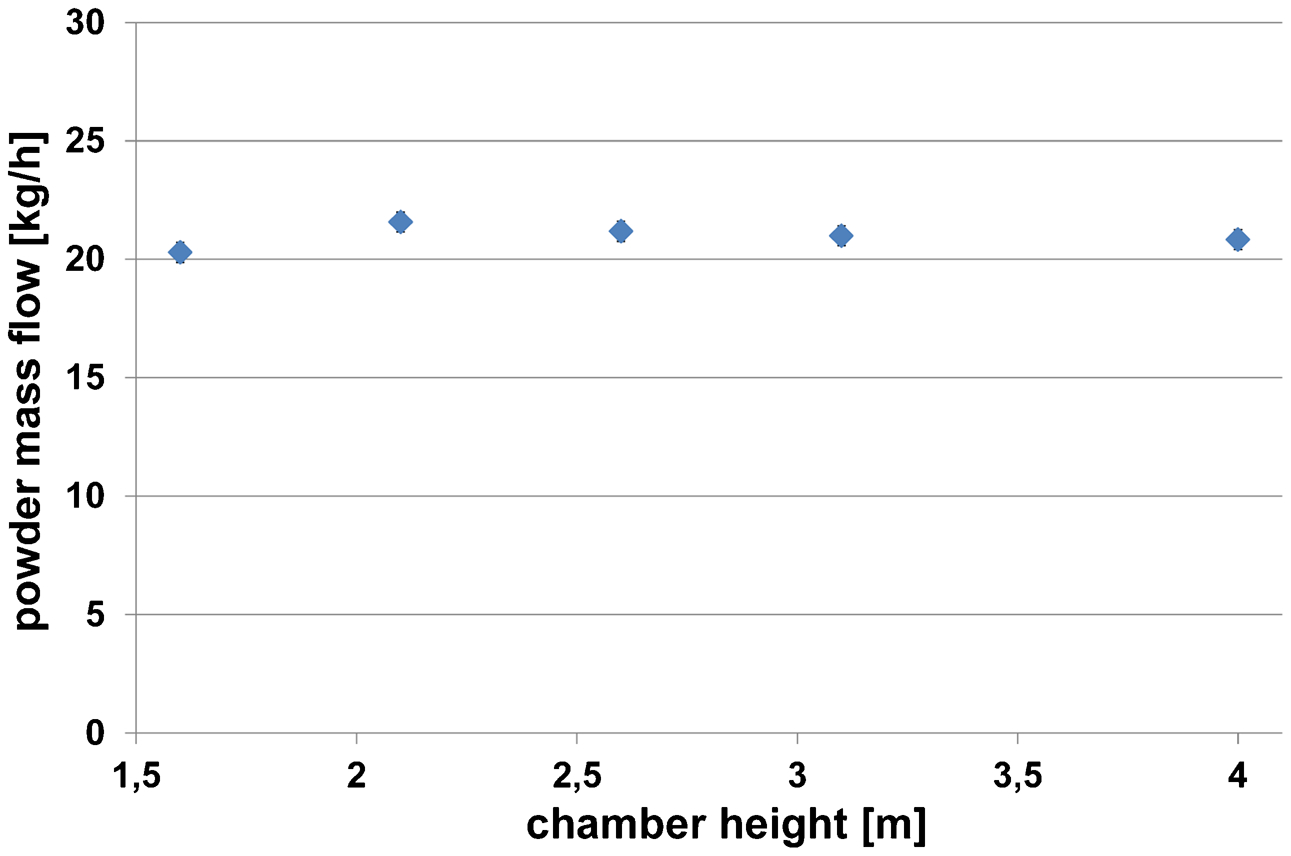
Variation of flow rate versus spray chamber height
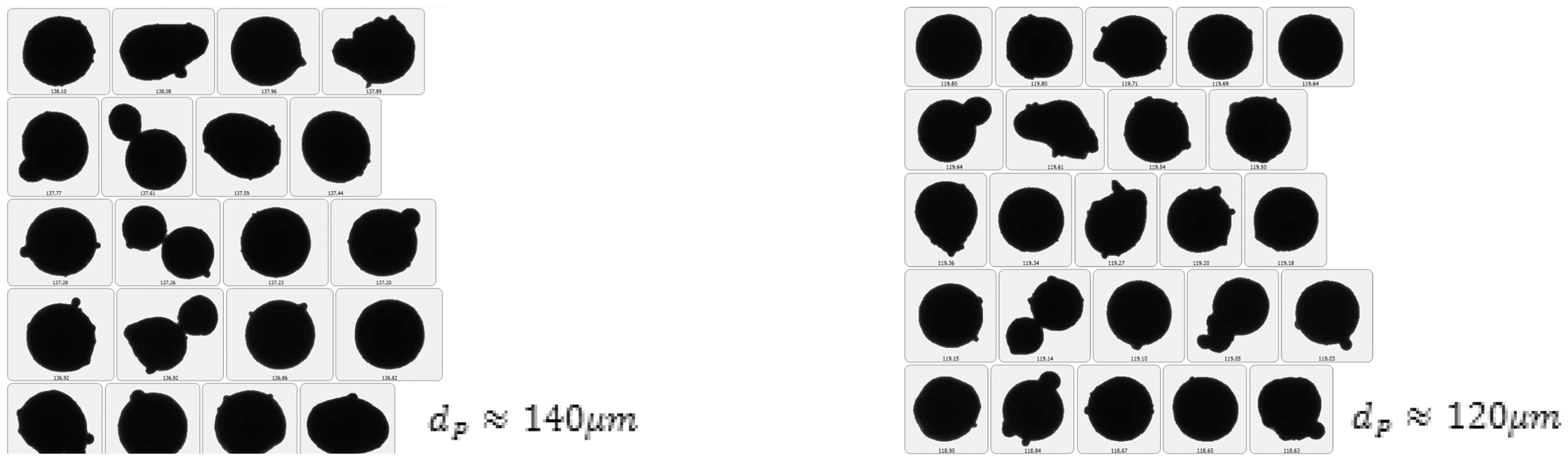
Particle images for free fall atomisation
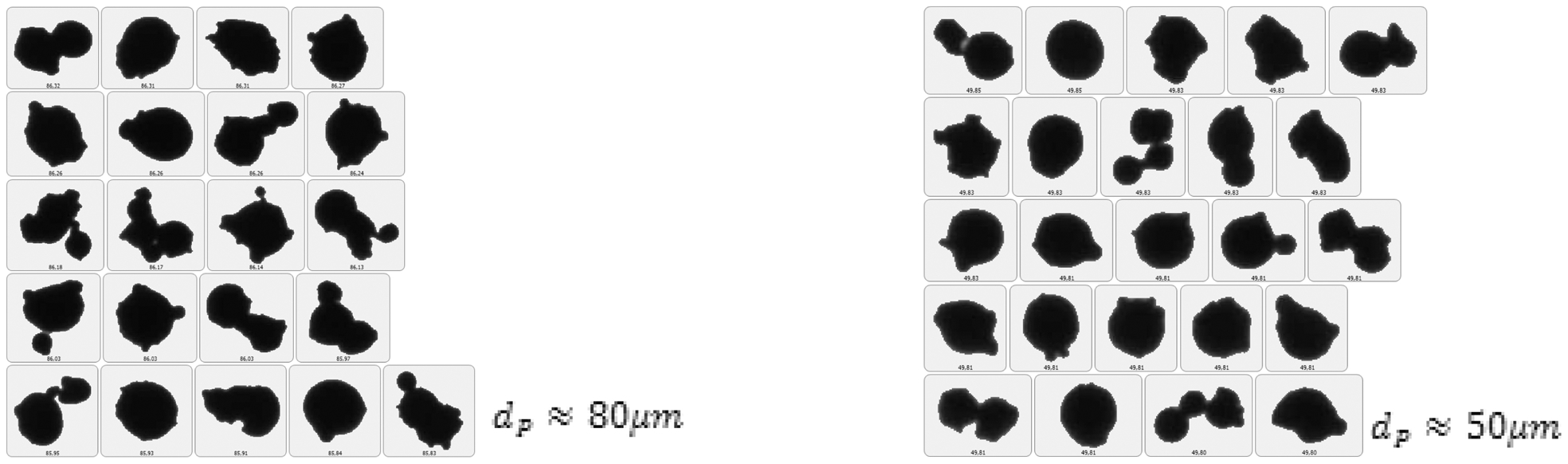
Particle images for close coupled atomisation
Conclusion
With the current configuration of the powder plant, it is possible to produce particles within a narrow size distribution with a controllable mean particle size. As reported above, the particle size can be influenced by adjusting the gas flow rate until a certain (saturation) combination of gas mass flow and melt mass flow is reached. The influence of the melt mass flow needs to be further examined, since no change of particle diameter could be observed with decreasing mass melt flow. It is reasonable to assume that the particle size can be controlled with the melt mass flow, since it is influencing the GMR. Using the melt mass flow to adjust particle size at lower gas mass flow levels could lead to a desired low gas consumption. The sphericity of the powder is influenced only by the particle size and showed no correlation with the spray chamber height in the experiments.
For the close-coupled system, the circularity of the resulting powder is also influenced by particle size and showed a lower circularity than the produced free fall atomised powders. More investigations are planned to further investigate the influence of the spray chamber height on the circularity, and the influence of GMR on the particle size distribution.
The system will also be equipped with a gas recirculation system to avoid the occurrence of satellite droplets, which is an undesired effect that must be dealt with to increase the powder quality, especially for the close-coupled atomisation process.
Footnotes
Acknowledgement
Based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden, on 15–18 September 2013.