
Abstract
Modern water-atomised steel powder grades are characterised by the presence of two types of surface oxides: a thin iron oxide layer, covering more than 90% of the powder surface, and more thermodynamically stable particulate oxides. The development of inter-particle necks and carbon dissolution in the iron matrix both require efficient removal of the iron oxide layer. Hence, carbon reactivity strongly affects the surface oxide reduction that determines inter-particle neck development and carbon dissolution, and so microstructure development. An analysis is presented of the effect of three carbon sources – synthetic graphite, natural graphite and carbon black – on microstructure and inter-particle neck development in Cr-alloyed PM steels. Metallographic and fractographic studies indicate that the most significant property of the carbon sources affecting reactivity is the carbon powder size. Carbon black shows the highest reactivity at elevated temperatures but is fully inert at temperatures below 900°C.
Carbon is the basic alloying element in sintered steels. However, its amount in the base powder is kept to the minimum 1 to avoid solid solution strengthening of the ferrite phase, which significantly reduces compressibility. Hence, prealloying is rarely an option and carbon has to be admixed with the base powder during the preparation of the powder mix. Dissolution of the carbon by diffusion into the steel powder matrix chemical reaction then takes place during the subsequent heating and isothermal sintering stages. 2 The rate of carbon dissolution is determined by the graphite grade and particle size3,4 as well as by processing conditions (sintering atmosphere, temperature profile, etc.).2,5
The most common carbon sources are natural and synthetic graphite grades,3,4,6 of which natural graphite currently dominates the market for PM steels. Apart from the higher purity of synthetic graphite, the basic differences between these two grades are crystallographic structure (crystallite size and orientation) and powder morphology.3,4 The apparent advantage of synthetic graphites over natural graphite–controllable, stable quality arising from a well established manufacturing process, and hence enhanced reactivity during sintering3,4,6 – makes synthetic graphite more and more attractive for conventional PM. The differences in dissolution rate reported for graphite grades in Fe–C sintered steels4,6 have not necessarily resulted in significant differences in the static mechanical properties of the sintered part. 6 However, a major influence of the faster carbon dissolution on the final dimensions and part-to-part consistency has been detected for Fe–Cu–C steels. 7
Two conditions are necessary for graphite diffusion into the steel matrix to begin:
austenitisation of the steel matrix, i.e. heating to above the α→γ transformation temperature for the base powder composition
reduction of the surface oxide layer, covering the powder particle surface and comprising a diffusion barrier for the carbon dissolution.8–10
The iron oxide layer can be reduced at low temperatures (350–550°C) if hydrogen is present in the sintering atmosphere.2,5,10 However, the reducing activity of hydrogen at typical concentrations (≤10 vol.-%) may not be high enough to provide a reducing ‘microclimate’ in the centre of massive compacts,2,5 leading to transformation of the residual iron oxide layer at intermediate temperatures (800–1000°C) into more thermodynamically stable (Cr–Mn–Si–O) oxides as well as the enclosure of oxide particles inside inter-particle necks.8–10 Hence, reactivity of the carbon source is of vital importance during sintering of prealloyed PM steels, because improved carbothermal reduction at lower temperatures will improve the reducing conditions of the ‘microclimate’ close to sintered neck regions.2,8–10
The mechanisms of carbon dissolution and the variation of reactivity with carbon grade are not well defined and have received little attention in the literature.4,6,11 In addition, recent research4,12,13 has indicated the potential of carbon black as an economical and efficient carbon source for PM steels.
Experimental methods
Water atomised powder prealloyed with 3 wt-%Cr and 0.5 wt-%Mo (Astaloy CrM), supplied by Höganäs AB, Sweden, was used as the base powder, admixed with 0.5 wt-% carbon. Six carbon sources were used in this study: fine (PG10) and coarse (PG25) natural graphite, ultra-fine (KS4), fine (F10) and coarse (F25) primary synthetic graphite and carbon black (Ensaco 250G), all supplied by Imerys Graphite & Carbon Switzerland Ltd (new name of the company from the beginning of 2014), Switzerland. Characteristics of the graphite grades are presented in Tables 1 and 2. The main characteristics of interest in the present context are crystal structure (amorphous or crystalline; crystallite size), purity (ash content and moisture), powder morphology and size distribution.
Characteristics of carbon sources studied

Particle size distribution of carbon sources studied (Laser Malvern)/µm
About 0.6 wt-% of Kenolube was admixed to the powder as a lubricant. Standard Charpy impact test bars (10×10×55 mm) were uniaxially compacted at 600 MPa to a green density of ∼7 g cm–3. Specimens were heated/sintered in Ar/10 vol.-% H2 in a Netzsch DIL402C dilatometer. To follow the dynamics of carbon dissolution, development of inter-particle necks and change in oxide state during sintering, specimens were heated to 900 and 1120°C and sintered for 30 min at 1120°C, applying the same heating rate of 10°C min–1 and cooling rate of 30°C min–1 in all cases.
Microstructural examination was performed on the etched cross-sections using light optical microscopy (Leica DMRX, nital–picral etchant: 1 vol.-% nitric acid and 2 wt-% picric acid in ethanol). The presence and composition of oxides were evaluated on fresh fracture surfaces by high resolution SEM+EDX (LEO Gemini 1550 equipped with INCA Energy analyser).
Results and discussion
As mentioned above, for carbon dissolution to start the iron oxide layer must be reduced and the powder matrix transformed to austenite. Hence, even if iron oxide layer is reduced below 550°C,8–10 traces of carbon dissolution became evident only at ∼900°C in hydrogen-containing atmospheres2,5 comparable with those in the present study. Quantitatively significant reactivity of carbon is observed only at ∼1000°C, as confirmed by thermogravimetry on the carbon sources of interest. 4 Above this temperature carbon begins to dissolve and diffuse in the steel matrix very rapidly to produce a homogeneous solid solution. Hence, 900°C was chosen as the starting temperature to trace carbon dissolution in the steel matrix, since the difference in carbon activity in the steel matrix will then be most evident. Microstructures of compacts admixed with different carbon sources and heated to 900°C clearly showed differences in the extent of the bainitic structure developing from the upper surface of the compact (Fig. 1). Hence, the activity of the carbon source during heating can be qualitatively judged from the extent of the carbide containing microstructure developed. 5 It must be emphasised that microstructure development results from the complex interaction between the reducing ability of the atmosphere in the pore ‘microclimate’ (a result of interaction between the sintering atmosphere and the carbon source) and carbon activity. The absence of any trace of carbon dissolution in the centre of the compact for all sources at this temperature suggests a continued presence of the iron oxide layer on powder particle surfaces due to the poor reducing ability of the pore ‘microclimate’, not a variation of carbon activity throughout the compact.
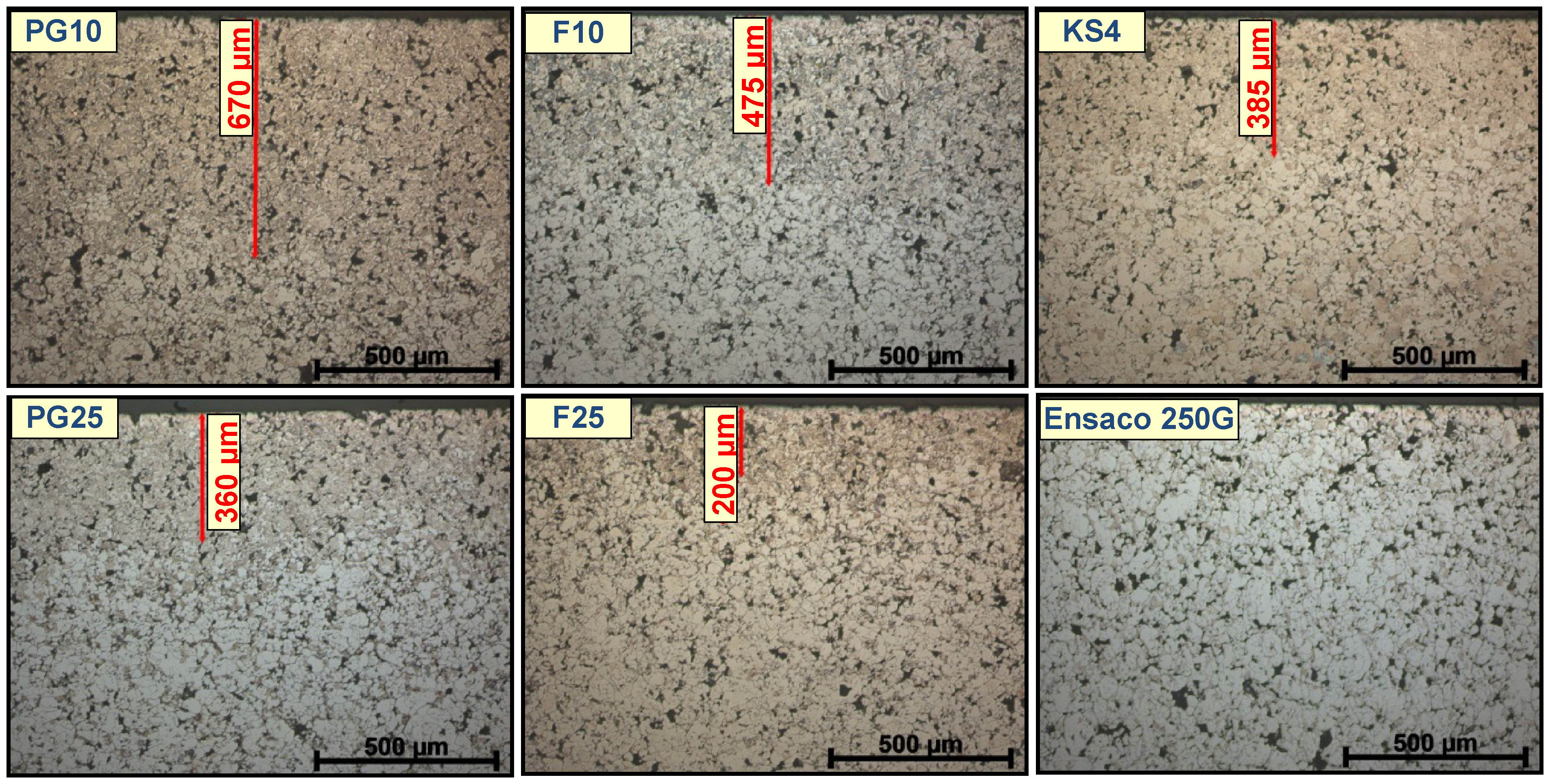
Microstructure of AstCrM, admixed with 0·5%C from different carbon sources, heated in Ar/10% H2 to 900°C: upper surfaces of compacts
The greatest extent of the bainitic structure was observed for the fine natural graphite PG10, followed by the fine synthetic graphite grades F10 and KS4 (Fig. 1). The coarse graphite grades, both natural (PG25) and synthetic (F25), produced much less extensive fully bainitic regions than the same graphite grades with smaller particle size (Fig. 1). Interestingly, the bainitic region was about half as large for the coarse powder (Fig. 1), whereas the particle size was about twice that of the fine powder (Table 2), suggesting that powder particle size is the dominant factor determining activity of the graphite source. Another factor accounting for the higher activity of natural graphite may be its flaky morphology compared with the more blocky particles of synthetic graphite having the same particle size. In that graphite is chemically active only at its edges, the higher activity of flaky natural graphite would be expected. However, the particle size effect dominates any effect from the graphite grade. Carbon black appears to be fully inert up to 900°C (Fig. 1), these compacts having a fully ferritic microstructure.
Further heating to the sintering temperature results in homogeneous microstructures for all graphite grades (Fig. 2). The microstructures consist of a mixture of bainite (>70%) and martensite, as would be expected for AstCrM at a cooling rate of 0.5°C s–1, assuming almost full carbon dissolution. This indicates a strong increase in carbon activity for all carbon sources between 900 and 1100°C, as confirmed by thermogravimetry.4,6 It is important to emphasise the strongest temperature activation is of carbon black, which switched from fully inert at 900°C (Fig. 1) to being most active at 1100°C, as indicated by full carbon dissolution even in the centre of the compact (Fig. 2).
Microstructure of AstCrM, admixed with 0.5%C from different carbon sources, heated in Ar/10% H2 to 1120°C: centre of compacts
A principal aim of tailoring the activity of the carbon source is to improve reactivity at lower temperatures and in processing atmospheres with low reducing ability. In other words, carbon reactivity must be strong enough to withstand an undesirable drop in reducing activity of the atmosphere at low temperatures due to insufficient flow, high furnace load, leaks in the furnace, etc. Previous reports2,5,13 have emphasised the effect of sintering atmosphere composition and purity on observed carbon dissolution and hence activity. The high sensitivity of the carbon activity to sintering atmosphere flow is evident from a comparison of the extent of the bainitic region on different sides of the compact: top surface (presented also in Fig. 1 for all compacts), where the atmosphere replenishment close to the surface is best, slightly worse on lateral surfaces of the compact and very restricted on the bottom (Figs. 3 and 4). These results clearly indicate a different carbon activity response for different carbon grades. With typical fine graphite grades such as PG105 and F10 (Fig. 3) the bainitic region is more than halved in extent on lateral surfaces relative to the upper surface and absent on the bottom surface. However, with ultra-fine graphite (Fig. 4), nearly the same extent of carbon dissolution as on the lateral surfaces is observed, confirming again that graphite powder particle size has the strongest effect on carbon activity.
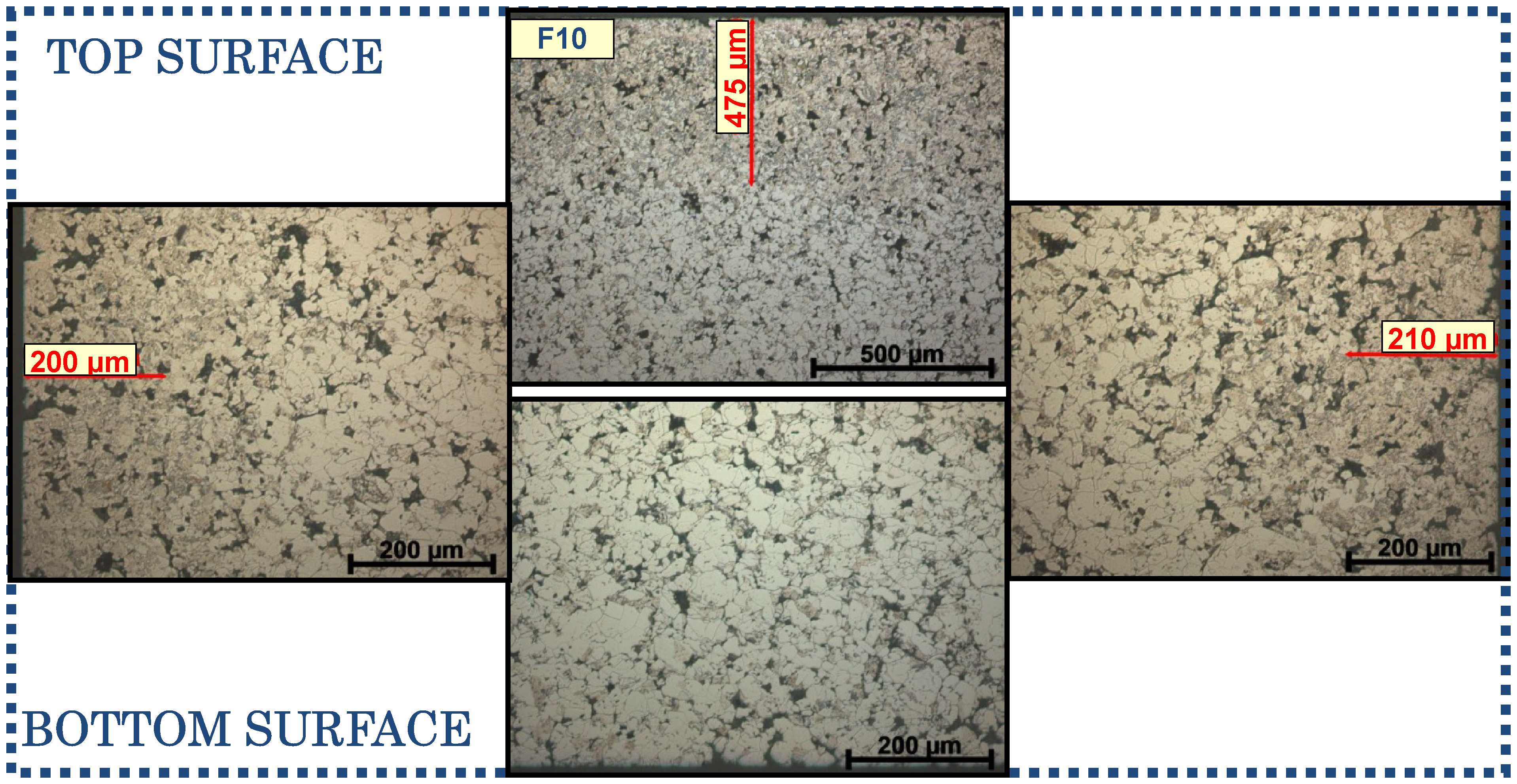
Microstructure at different sites of specimen (top, lateral and bottom surfaces) of AstCrM, admixed with 0.5% F10 graphite, heated in Ar/10% H2 to 900°C
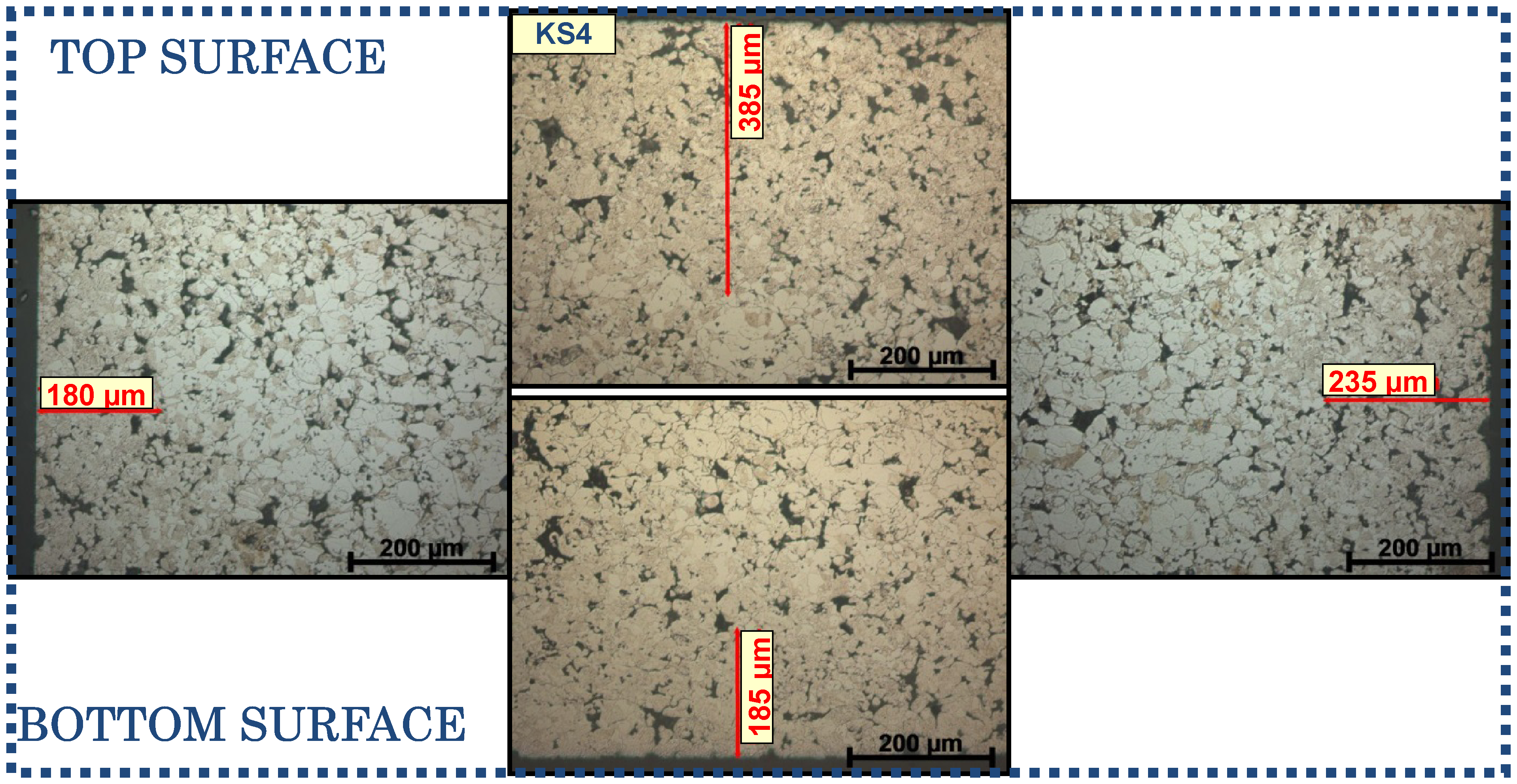
Microstructure at different sites of specimen (top, lateral and bottom surfaces) of AstCrM, admixed with 0.5% KS4, heated in Ar/10% H2 to 900°C
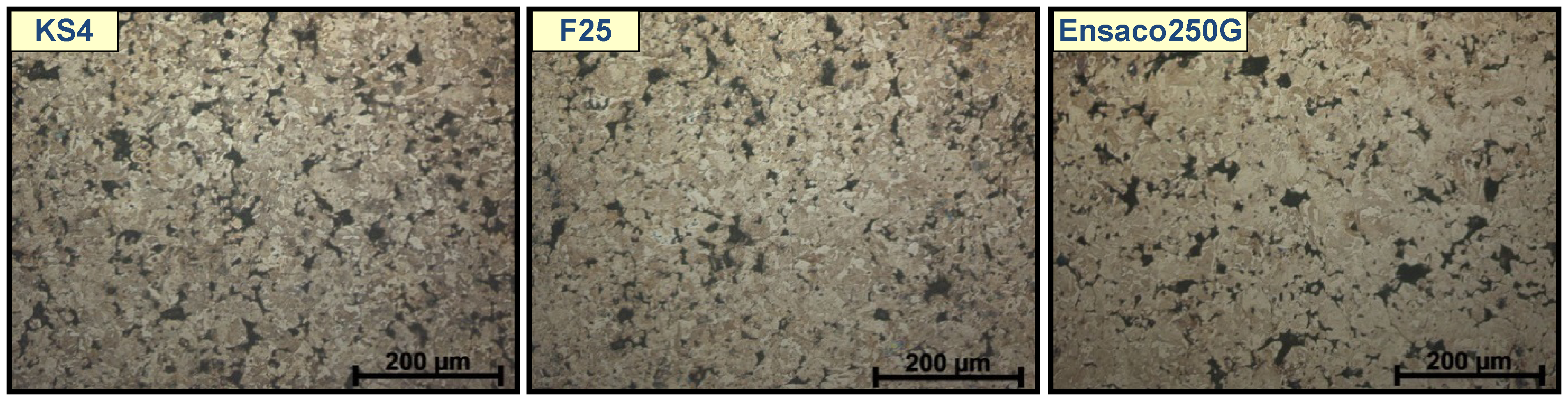
An even clearer indication of the difference in carbon activity at 900°C can be gained by analysing the character and strength of inter-particle necks on the fracture surface (Fig. 5). Ductile dimpled fracture is characteristic for material admixed with fine graphite grades, namely PG10, F10 and KS4. This indicates efficient reduction of the surface iron oxide during the initial stages of heating. For the coarse graphite grades PG25 and F25, branched line connections between the particles and dimpled ductile fracture close to the edges was observed, indicating less efficient surface iron oxide reduction (Fig. 5). The fracture surface of the compact admixed with carbon black showed no inter-particle necks (Fig. 5), confirming the inactivity of the carbon black at 900°C. Detailed analysis of the fracture surface of the specimens heated to the sintering temperature of 1120°C, presented elsewhere, 4 revealed full reduction of surface oxides, better quality of inter-particle necks and full carbon dissolution for the compacts admixed with carbon black. The high thermal activation of carbon black between 900 and 1100°C can be ascribed to its amorphous structure, which results in inert behaviour at low temperature. With increased temperature thermal activation occurs to a degree that is enhanced by the nanoscale particle size of carbon black, resulting in full reduction of even thermodynamically stable surface oxides 4 and rapid carbon dissolution (Fig. 2). The effect of this level of carbon activity close to the sintering temperature is very positive due to the enhanced reduction of residual surface oxides above 900°C when the greatest risk of massive oxide incorporation into developing inter-particle necks arises.8–10 In contrast, the higher activity of the fine graphite grades at lower temperatures and lower sensitivity of carbon activity to sintering atmosphere purity make them currently more attractive for sintering of prealloyed steel powder grades. Analysis of the fracture surface of the sintered specimens 4 also indicated traces of undissolved graphite in compacts admixed with coarse natural graphite PG25 and larger amounts of oxide phases enclosed in the inter-particle necks with both coarse graphite grades (PG25 and F25) than with fine graphite grades, especially KS4. Overall, the higher purity and controlled quality of the synthetic graphite grades appear to be more advantageous than the slightly higher activity of the natural graphite.
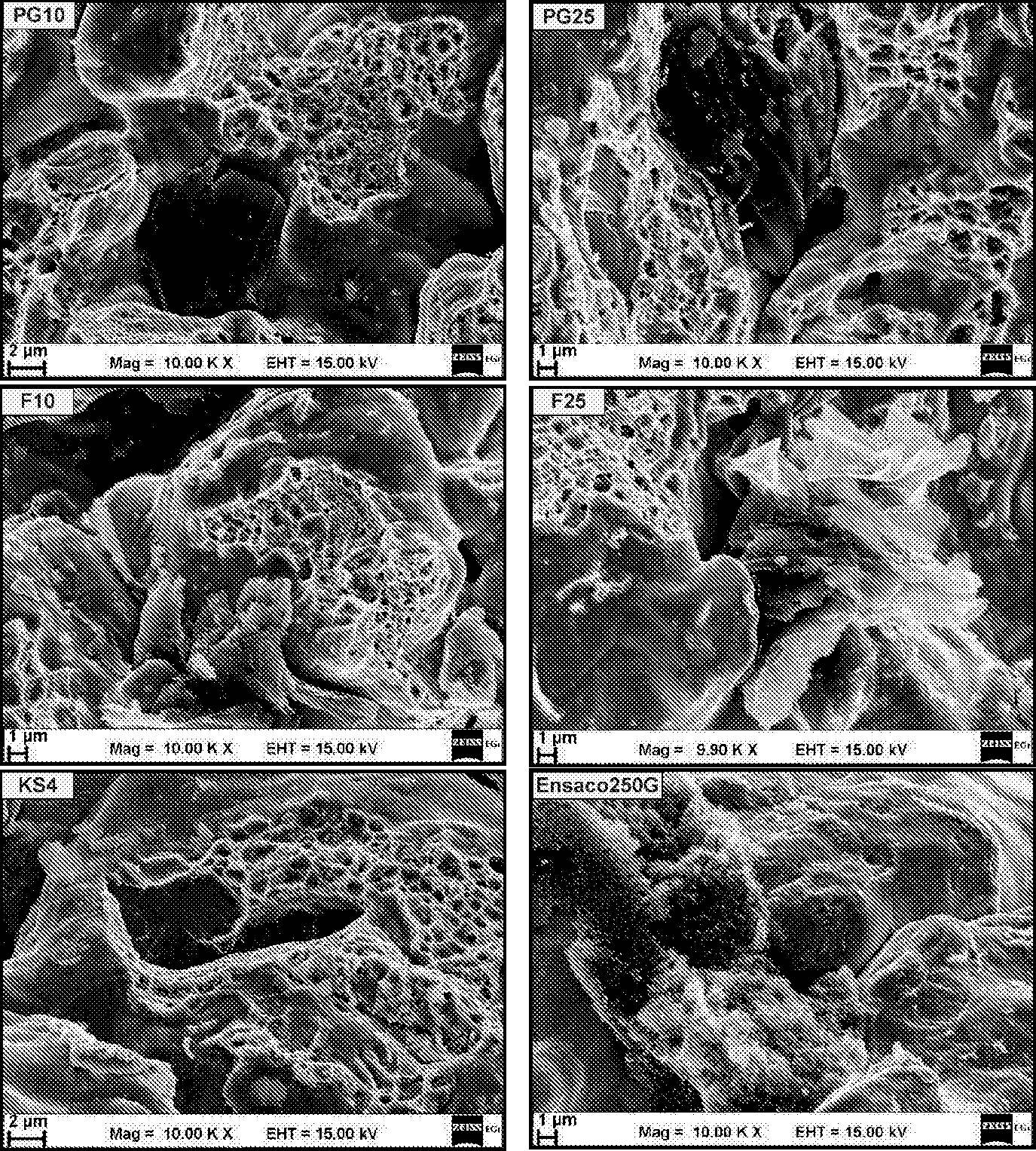
Fracture surfaces of AstCrM+0.5%C compacts utilising different carbon sources, heated in Ar/10%H2 to 900°C, showing development of inter-particle necks
Similar sintering trials performed in a laboratory tube furnace in N2/10%H2 atmosphere with poor control of the processing atmosphere purity indicated much reduced development of inter-particle necks. 13 This suggests that the activity of the studied carbon sources below 900°C is still too low to compensate for possible sintering atmosphere purity deterioration. The results demonstrate high potential to tailor the performance of the fine synthetic graphite grades by decreasing powder particle size and increasing distortion on an atomic scale. Increased carbon activity in this way will allow more flexibility in sintering powder prealloyed with high oxygen affinity elements such as Cr and Mn. A companion paper examines the effects and interaction of atmospheric and solid state reducing agents during the sintering process. 14
Conclusions
The most significant properties of the carbon sources, in determining chemical reactivity and dissolution rate, are the size and structure of the carbon powder. The highest carbon reactivity was detected for fine natural graphite. The most significant property of the carbon sources affecting carbon reactivity, and hence oxide reduction, is the powder size. Hence the highest carbon reactivity at temperatures up to ∼900°C was detected for KS4 and PG10. Carbon black is fully inert at 900°C, above which its activity is ‘boosted’, providing the highest reactivity between 900 and 1100°C. Coarse graphite grades were least active.
Different variations of carbon activity with sintering atmosphere purity and flow rate were observed for the carbon grades. This variation is expressed in the significantly different extents of the bainitic region formed in different locations in the compact due to atmosphere flow conditions close to the compact surface, which were most pronounced for coarse graphite grades. Similar extent of carbon dissolution (and hence of bainitic region) on the lateral and bottom surfaces, which are characterised by more restricted gas flow, was detected with the synthetic ultra-fine graphite, confirming that powder particle size has the strongest effect on graphite reactivity. The results indicate that efficient reduction of the surface oxides and effective carbon dissolution in the steel matrix will best be achieved using a modified carbon source, possibly composed of different graphite grades, where finer carbon powder is of vital importance.
Footnotes
Acknowledgements
Support from the Sustainable Production Initiative of Chalmers Area of Advance in Production is gratefully acknowledged. Further thanks are also extended to Professor Sven Bengtsson and Sigurd Berg, Höganäs AB, for scientific cooperation and supplying specimens. This paper is based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 13–15 September 2013.