
Abstract
The use of replicative processes has become strategic and critical in industry to produce precise, microscopically detailed metallic parts and devices via low cost manufacturing routes. Metal powder hot embossing is an emerging process that brings some advantages associated with the reduction of production costs relative to powder injection moulding (PIM). The technology involves four distinct steps: preparation of the selected feedstock material (powder and binder); hot embossing; debinding; and sintering. The effect of continuous pressure during the hot embossing step as a means of replicating microdetails in 316L stainless steel parts is examined. Dimensional accuracy, microstructure and mechanical properties of the parts produced were evaluated. For the configuration tested, the most promising results were achieved when processing at 180°C for 30 min at a pressure of 14 MPa.
Hot embossing is a replication process for microparts in which forming is achieved by applying temperature and pressure.1,2 The production of metallic parts and devices characterised by high dimensional precision and microscale detailing at low cost requires new processing technologies capable of meeting the challenges imposed by micro-manufacturing.3,4 The importance of micro- and nano-manufacturing has been identified in several reports for a range of materials. 4 Hot embossing and micro-plastic injection moulding are replicative technologies that are well established for mass production of polymer components with low associated costs.1,4–6 However, there are many specifications that polymers cannot meet, such as improved mechanical properties and thermal stability.7,8 To date, micro-PIM has been almost exclusively used as a shaping technology for the production of small metallic parts. 6 Hot embossing of metal powder, as opposed to polymers or bulk metallic alloys, is an alternative micro-manufacturing powder metallurgy process with potential to produce easily a high level of complex geometries.9–12
The study reported below was developed within the Tooling EDGE project, a partnership between the Portuguese Scientific and Technological System and industry. The project's main goal is to develop scientific and technological knowledge, working methods and innovation adapted to the tooling sector that, through a process of demonstration and dissemination, has potential to increase the overall performance of industry and add value to its processes and products. 13 The need to maintain high levels of competitiveness for the Portuguese Engineering & Tooling sector has as a target the optimisation of manufacturing processes to obtain smaller products with tight dimensional tolerances and to facilitate production of complex geometries at acceptable cost, without loss of quality assurance.
The final goal of a particular strand of the Tooling EDGE project is to obtain a metallic insert mould for a light guide produced by hot embossing. To achieve this goal it is necessary to optimise this emerging technology, to allow reproduction of the final product with quality assurance. In this particular study, the feasibility to replicate metallic parts in the shape of a light guide, using a 60:40 (by volume) mixture of 316L stainless steel powder and a commercial binder, was studied using a silicone rubber die at different pressures. This is interdisciplinary research, bringing together know-how related to the production and selection of powder materials and binders, optimisation of feedstock, shape forming parameters and good practice for debinding and sintering. The metal powder embossing technology requires four distinct steps:
preparation of the selected feedstocks (powder and binder)
hot embossing (shape forming with temperature and pressure)
debinding
sintering
These steps are interrelated and the variables of each interact and affect the properties of the final product/part.
Experimental procedures
The metal powder used was composed of 316L stainless steel (Sandvick Osprey Powder Group) with a shape factor, typical of spherical particles, close to 1. This powder had a bimodal particle size distribution, which decreases the relative feedstock viscosity (Table 1). However, according to the literature,10,14,15 this powder has ideal characteristics for PIM. As shown in a previous study, 9 the powder has a two-phase microstructure consisting of austenite (major phase) and delta ferrite.
316L SS powder characteristics 9

The binder was a commercial system based on mixture of polyolefin waxes and polyethylene, with a density of 1000 kg m−3. The first component to melt has a melting temperature close to 60°C, which promotes pseudo-plastic behaviour. The binder is almost totally removed at 500°C. 9 The binder constituents were also characterised in the preliminary study. 9
Feedstock samples were produced by torque rheometry (Brabender Plastograph) by mixing at 140°C for 45 min at a blade speed of 30 rev min−1. The samples had a fixed powder load of 60 vol.-% and the final torque average value was 2·2 Nm. Previous studies showed that these mixtures were homogeneous9,11 and that the 60% powder loading ensures good densification. 14 The feedstock sample were milled and sieved before hot embossing.
The embossing step was done using a mould with a silicon rubber die of hardness 50±2 Sh A (Fig. 1), coupled to a tensile test machine equipped with an infrared heater chamber. The parts/specimens were embossed at 180°C for 30 min with heating and cooling rates of 10°C min−1. This thermal cycle had previously been shown to give good results.9,11 Pressures of 4, 7, 14 and 28 MPa were tested to determine optimum conditions for the hot embossing process. A continuous pressure was achieved by monitoring the force applied during the hot embossing step. For each pressure, five specimens were made. Die and mould were sprayed with a silicon-free mould release agent before each embossing to facilitate demoulding.
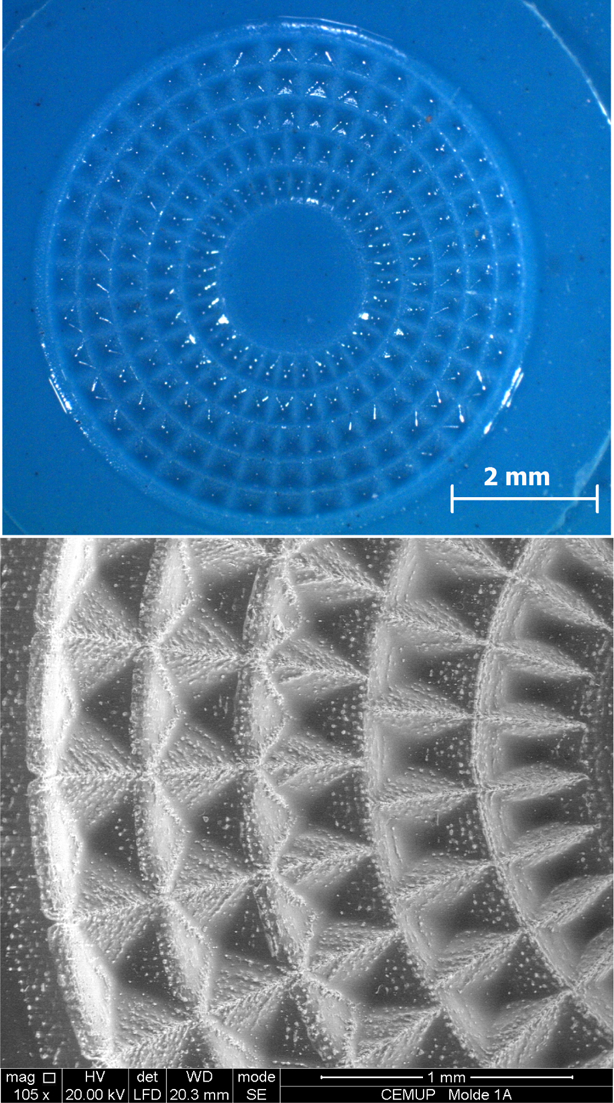
Silicone rubber die: stereo microscope image (top) and SEM image (below)
Debinding cycles were based on differential scanning calorimetry (DSC) and thermogravity (TG) analyses of the binder.5,15–17 Debinding was conducted at a heating rate of 1°C min−1 with dwells at 300°C (4 h) and 700°C (5 h), followed by cooling at 10°C min−1. The sintering cycle employed a heating rate of 1°C min−1 and dwells at 700°C (1 h) and 1300°C (2 h), followed by cooling at 3°C min−1. Both cycles were performed in an Ar/5 vol.-%H2 atmosphere at a pressure of 5 Pa.
Before and after sintering, one specimen for each pressure was analysed by SEM and measured with Alicona IFM equipment. The consolidated specimens were characterised using helium pycnometry, mercury intrusion porosimetry, optical microscopy (OM) and SEM/EDS. The morphology and microstructure of the final products were evaluated after etching in a 1∶1∶1 solution of HCl, HNO3 and H2O. Microhardness tests were performed with a Vickers indenter, using a load of 100 mN, for 15 s at room temperature.
Results and discussion
Hot embossing processes
Pressure, temperature and time are critical parameters in hot embossing. The temperature should be high enough to promote pseudo-plastic behaviour in the mixture. The pressure must be sufficient to ensure good replication of the structures; for the pressures tested, the replication of details increases with increasing pressure. Although use of a silicone rubber die improves release of the green parts, some problems (cracks, broken green parts) can occur during demoulding (Fig. 2). This happens when the pressure applied is too high (28 MPa). It was verified that all the die details were replicated in the green specimens (Fig. 3).
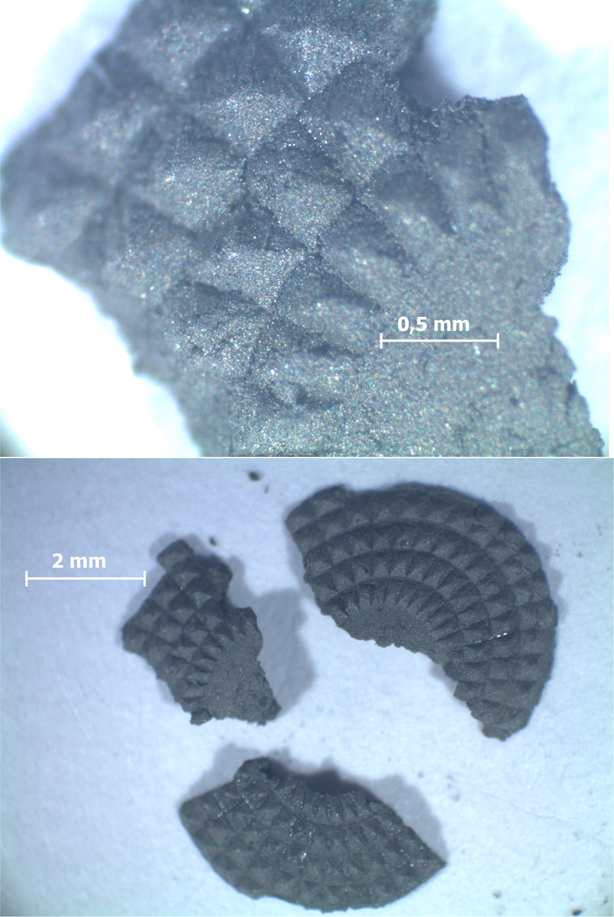
Stereo microscope images of broken green specimen processed at 28 MPa: broken part at high magnification (top) and broken specimen (bottom)
SEM images of details in green specimens at low and higher magnification
Microstructures and properties after sintering
Microstructures of sintered parts obtained by hot embossing at the different pressures (Fig. 4) showed similar microstructures; however, the porosity is more visible, and larger and more frequent pores are observed at lower pressure (4 and 7 MPa). In all cases homogeneous microstructures consisting of equiaxed austenite grains were obtained with twins present in the matrix.
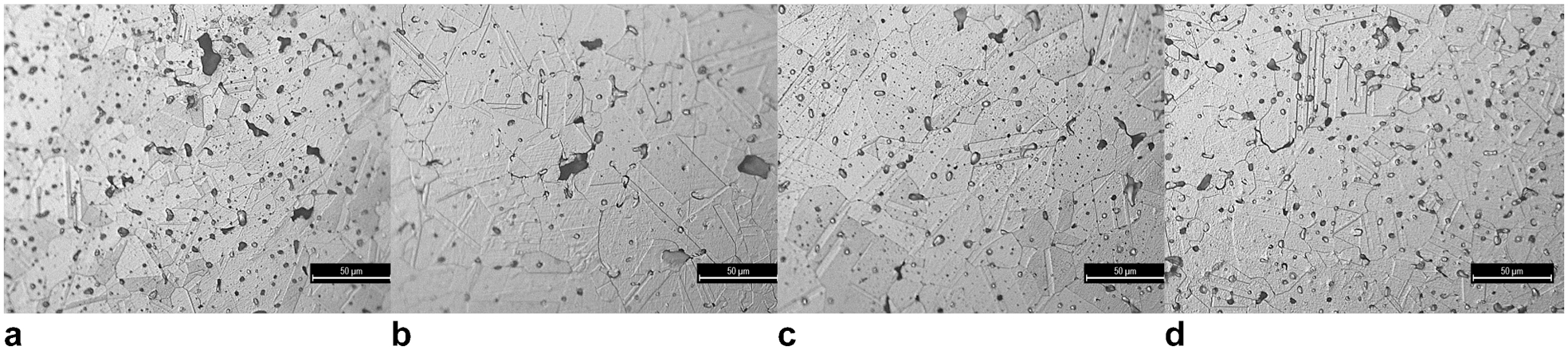
Effect of pressure on microstructures of hot embossed specimens (OM): a 4 MPa; b 7 MPa; c 14 MPa; d 28 MPa
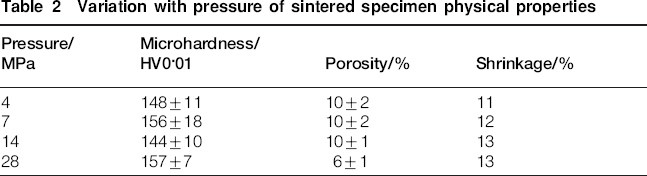
Average values of porosity and microhardness are given in Table 2. It can be seen that the values are analogous and these results are comparable with others reported in the literature for PIM components.5,18–21
Variation with pressure of sintered specimen physical properties
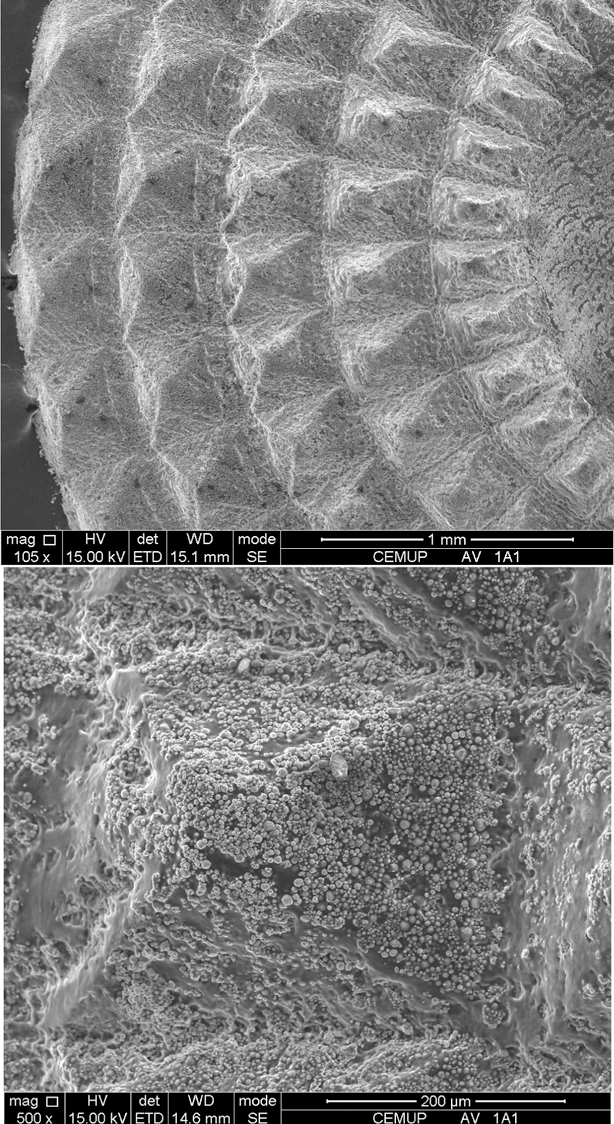
Examples of specimens after sintering are shown in Fig. 5. For the application intended, a mould for the production of PMMA light guides, the production quality needs to be improved; some parts have small defects and the surface roughness is not yet satisfactory. Through the 3D measurements made on one specimen for each embossing pressure, before and after sintering, it was possible to determine the shrinkage, which was similar for all pressures tested (Table 2). As an example, Fig. 6 presents 3D measurement images for one of the specimens processed at 14 MPa.
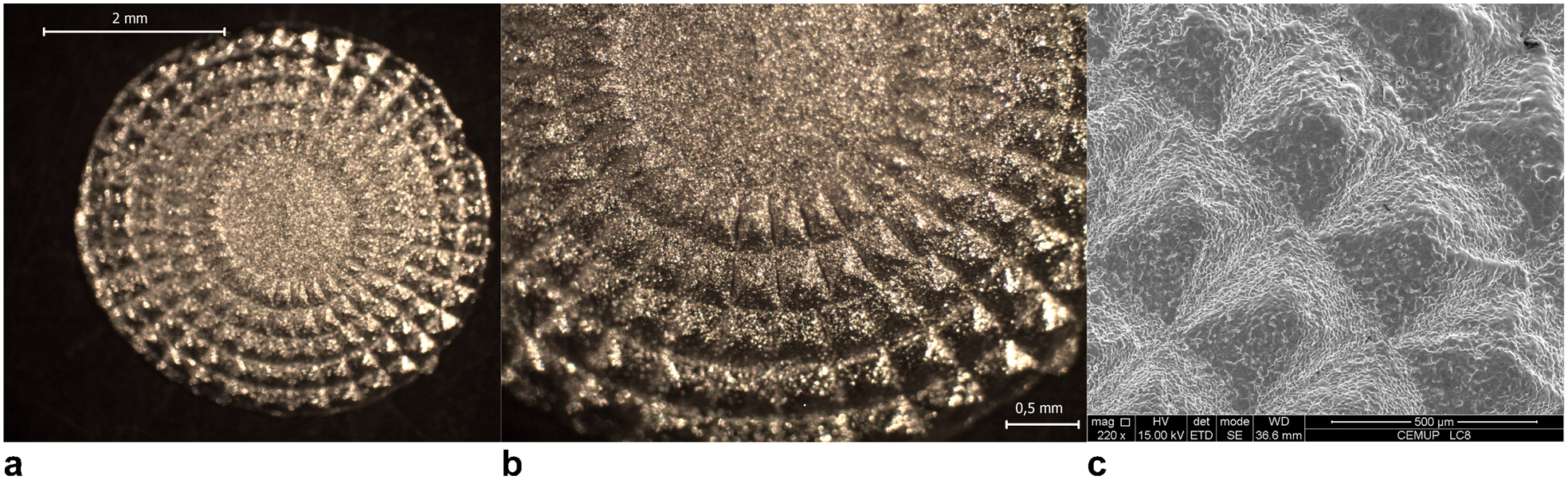
Specimens obtained by hot embossing at 14 MPa after sintering: a stereo microscope image at low magnification; b stereo microscope image at higher magnification; c SEM image
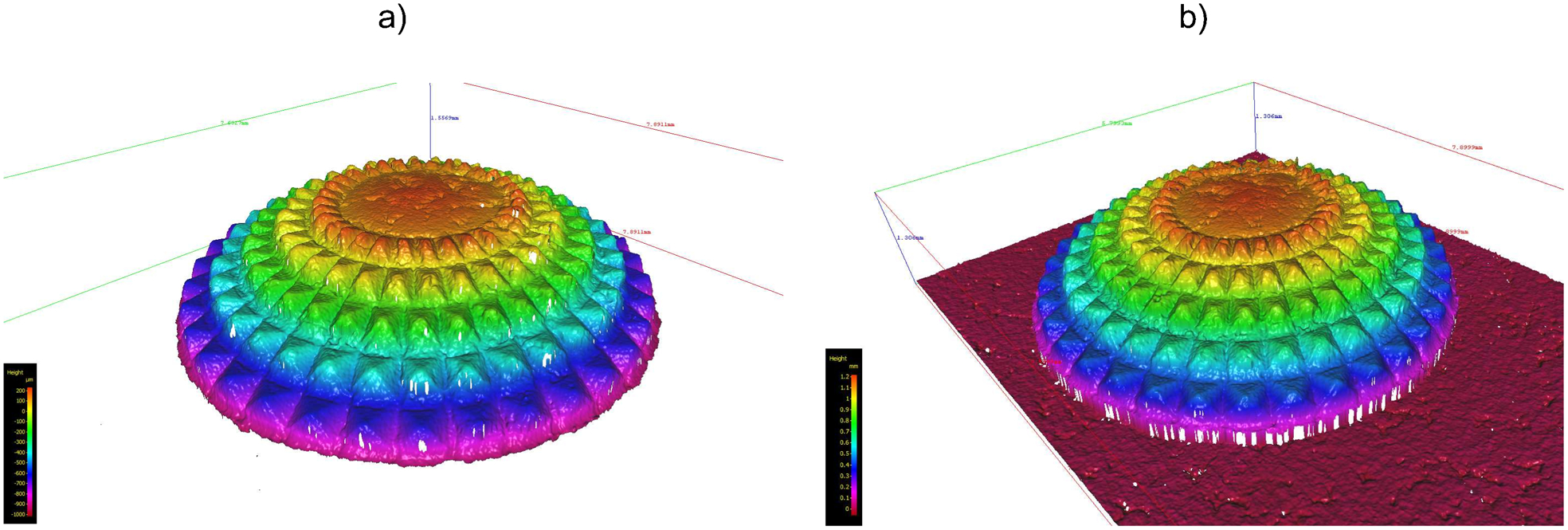
Example of 3D measurements of specimen processed at 14 MPa: green specimen (left) and sintered specimen (right)
Conclusions
Hot embossing can be a viable replication technology to produce 316L stainless steel parts/devices with microdetails processed from powder/polymer mixtures. In this study the best results were achieved at 14 MPa continuous pressures; at higher pressures some problems can occur during demoulding of green specimens and at lower pressures the replication of microdetails is worse. In spite of the promising results obtained, optimisation of the processing conditions is needed to improve surface quality and the physical and mechanical properties.
Footnotes
Acknowledgements
The authors acknowledge To Fundação para a Ciência e Tecnologia through the doctoral grant SFRH/BD/61840/2009; Tooling EDGE (Engineering and Tooling from Portugal). This research is sponsored by FEDER funds through the program COMPETE – Programa Operacional Factores de Competitividade – and by national funds through FCT – Fundação para a Ciência e a Tecnologia –, under the project PEst-C/EME/UI0285/2013. Based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 13–15 September 2013.