
Abstract
The hot ductility of in situ melted tensile specimens of Ti–Nb containing steels having C contents in the peritectic C range 0·12–0·17 with and without V has been examined over the temperature range 700–1000°C. An improved testing regime for simulating the continuous casting process was used, which takes into account both primary and secondary cooling conditions. For the Nb containing steels, the ductility improved in the temperature range 750–850°C as the Ti/N ratio increased. However, ductility at 800°C was still below the 35–40 reduction in area values required to avoid transverse cracking. This was attributed to the copious precipitation of sub 40 nm NbTi(CN) precipitates along the grain boundaries and finer precipitates within the grains. Adding V to the Ti–Nb containing steels resulted in significantly improved ductility with reduction in area values at 800°C in excess of 45. This improvement was due to a decrease in the fraction of fine particles, and in accord with this better ductility, transverse cracking of industrial slabs was avoided.
Introduction
A previous work by the authors1 has shown that in order to obtain hot ductility behaviour that can be used to predict transverse cracking in Ti containing steels, it is necessary to in situ melt and cool the specimens using a cooling regime shown in Fig. 1.1 In the continuous casting operation, the fast cooling from the melting point Tm in the mould is interrupted at the foot rolls, after which there is a rise in the surface temperature due to the large thermal gradient between the strand centre and surface. For this reason, the cooling rate at the strand surface during secondary cooling is slow. Without this undercooling step and subsequent slow cooling to the test temperature, Ti additions generally give rise to very poor ductility.2–5 In contrast to the poor ductility shown by the majority of laboratory work, in which only an average cooling rate has been used, commercial experience has shown that under the right conditions, Ti can be a very good element to add to reduce the problem of transverse cracking.2 Introducing the undercooling step, as shown in Fig. 1, not only gives rise to improved ductility, but this is also often sufficient to improve ductility over that given by a Ti free, Nb containing steel of otherwise similar composition, as shown in Fig. 2. In this way, laboratory and commercial experiences on adding Ti can be reconciled.
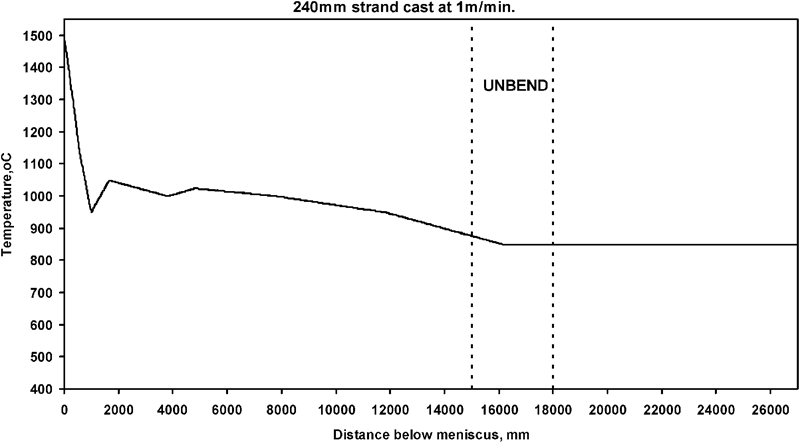
Typical thermal schedule used to generate off-corner thermal condition of 240 mm strand surface in continuous casting process1
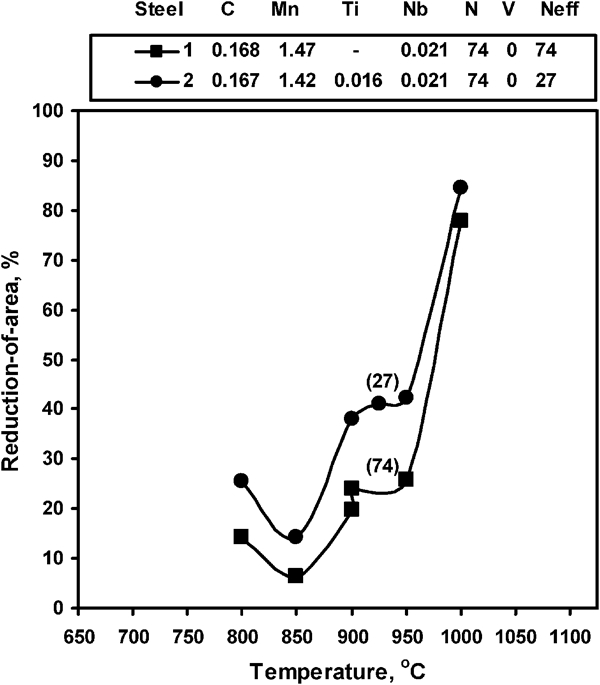
Influence of commercial cycling treatment on hot ductility of C–Mn–Nb, Ti containing steel of peritectic C content after melting showing that Ti addition is beneficial to ductility:1 numbers in parenthesis are Neff×10−4
In the previous work by the authors1 using this cooling regime, low C (0·04C) steels with Ti/N ratios in the range 0–7·5 were examined, and it was found that the hot ductility of the Ti–Nb containing steels improved with the increase in the Ti/N ratio, and at the 7·5∶1 ratio, ductility had ∼60 reduction of area (RA) in the temperature range 800–900°C, well above the 40 RA value needed to avoid transverse cracking.2 The present work focuses on the more difficult to cast peritectic carbon range, 0·12–0·17C, Ti–Nb containing steels. The influence of V additions on these Ti–Nb containing steels has been highlighted, as previous hot ductility work has indicated that it is a good element to add to improve the ductility in Ti free Nb containing steels.6,7
Experimental
Commercial casts were used, and the tensile specimens were machined from plates in the rolling direction and tested on a Gleeble machine using ∼240 mm strand off-corner thermal cycles,1 of which a typical one is shown in Fig. 1. The cooling rate for the primary cooling in Fig. 1, from the melting point Tm to Tmin was taken as 600 K min–1, and for the secondary cooling conditions, the cooling rate from Tmax to Tu, which was the start of unbending, was 12 K min–1. The steels were tensile tested over the temperature range 750–1000°C, and the tensile specimens were strained to failure using a strain rate of 3×10−3 s−1. The RA was taken as the measure of hot ductility. The work was carried out on two series of steels within the peritectic carbon range, one series of Nb containing steels having 0·165C, steels 1–3, and the other, V/Nb containing steels at a lower carbon level of 0·13C, steels 4–9.
Carbon replicas were extracted from the selected samples close to the point of fracture and examined with a TEM.
Results and discussion
Influence of Ti on Nb containing steels within peritectic C level
Nb containing steels are notoriously difficult to cast so that the increased precipitation likely to be present when both Nb and Ti are present might be expected to give even worse ductility. However, it has been shown that if the microalloying precipitates are coarse, they have little influence on hot ductility.2 For Ti to improve the ductility of Nb containing steels, it is not sufficient to remove all the N, in a coarse form as TiN, since the detrimental influence of Nb has also to be assuaged. Turkdogan8 has suggested that the way to achieve this is to ensure that coarse TiN particles are produced, which can act as nucleation sites for the precipitation of Nb. There is also the possibility that if all the N are combined as Ti rich compounds, then precipitation of Nb can only take place as carbide, and this does not take place until low temperatures, below that used for normal straightening.
The beneficial influence on hot ductility of increasing the Ti level in a 0·165C steel with 0·007N and 0·023Nb is clearly shown in Fig. 3, where it can be seen that increasing the Ti/N ratio from 0 to 2·16 to 3·5 in steels 1–3 leads to a continuous improvement in ductility in the temperature range above 800°C. Not only does the depth of the trough decrease but so does the width. However, even at the highest Ti/N ratio of 3·5∶1 when all the N will be combined as TiN, the ductility in the temperature range 750–850°C is still poor (∼30 RA), an RA value of 40 being normally taken as that required to avoid transverse cracking. A recent review9 has shown that this figure is likely to be too conservative, and a more realistic value is 35, this being the minimum value often given by low Al, plain C–Mn steels in which transverse cracking is not a problem.2 However, even with this revised lower figure, the present value of 30 RA would place the steel in the range where transverse cracking is likely to occur, unless the unbending operation is carried out at temperatures above 900°C (Fig. 3).
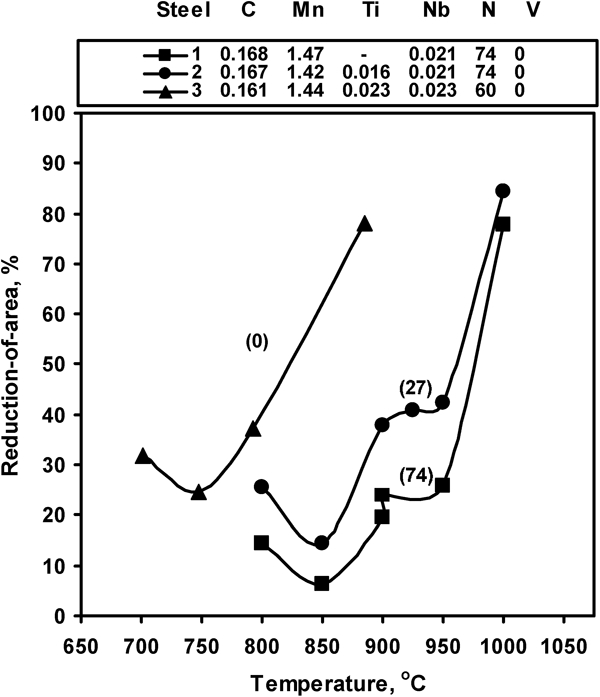
Influence of Ti on the hot ductility of 0·165C, 0·02Nb containing steels: numbers in parenthesis are the Neff×10−4 values
It should be noted that the beneficial effect of increasing the Ti/N shown in Fig. 3 was also observed in the previous examination on low C (0·04C) steels, but because of the lower C level, the RA values were generally higher.1
In the previous work,1 it was concluded that the slow secondary cooling rate of 12 K min–1 allowed the Ti–Nb rich precipitates to coarsen sufficiently so that they had little influence on the hot ductility. Other researchers2 have shown that when the average precipitate size is >20 nm, as was found in this previous work, they cause only a very small deterioration in ductility. It is then likely that the remaining N left in solution after combining with Ti dictates the hot ductility. The free nitrogen Neff is then able to precipitate out as carbonitride in a fine detrimental form on deformation, thus controlling the ductility. Less N is available for forming Nb(CN), i.e. the higher the Ti/N ratio, the better therefore will be the ductility. It can be seen from Fig. 3 that, in accord with this argument, as the Neff value (the N available in solution after the Ti has combined with the N) decreases from 0·0074 to 0, the ductility improves.
The hot ductility curves for Nb containing Ti free steels 4 and 5 and the Ti containing steel 6 at the lower C level of 0·13 are given in Fig. 4. It can be seen that increasing the Neff value again leads to a marked decrease in ductility. It is interesting to note that, in contrast to the previous work on low C steels, there is little influence of the [Nb][Neff] product on the ductility (Table 1). For example, in Fig. 4, the [Nb][Neff] product for steels 4 and 5 are very similar, 200 and 190 respectively, yet there is a marked change in ductility. Presumably, although increasing the Nb level will cause ductility to deteriorate in the peritectic C steels, the effect is much smaller than in the low C steels.
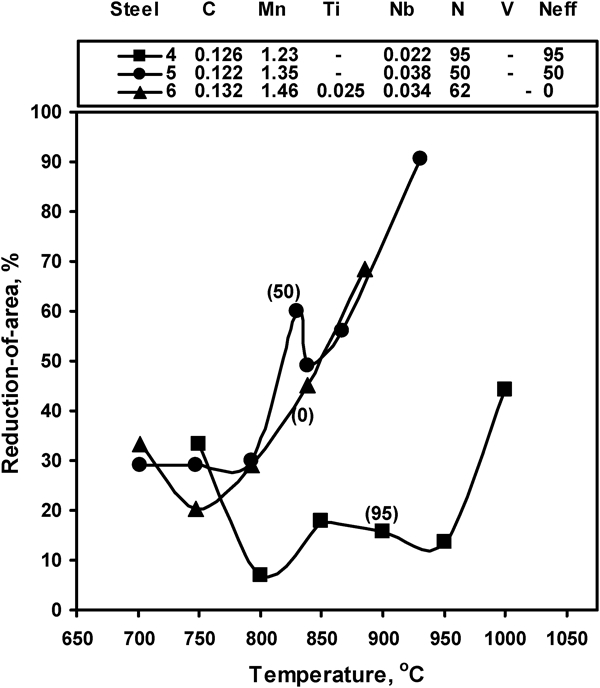
Influence of Ti, Nb and N on hot ductility of 0·13C steels: numbers in parenthesis are the Neff×10−4 values
Composition of steels examined*, wt-
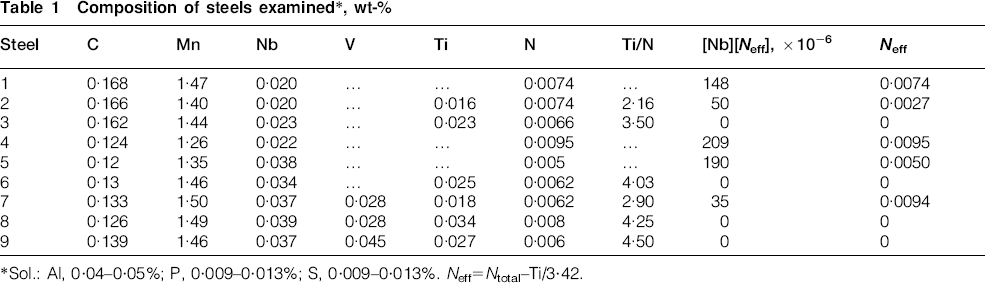
*Sol.: Al, 0·04–0·05; P, 0·009–0·013; S, 0·009–0·013. Neff = Ntotal–Ti/3·42.
The Ti/N ratio for steel 6 was 4·03∶1, i.e. in excess of the stoichiometric composition for TiN. However, ductility in the temperature range 750–800°C was again poor at 20–30 but increases to 45 when the temperature is at 850°C (Fig. 4). In this case, the Ti containing steel did not show any significant improvement in ductility over the Ti free steel. The reason for this may be related to the Ti free steel having a lower N content (0·005) compared to the Ti containing steel (0·0062). It should be noted that a previous work1 has shown that increasing the N in Nb containing low C (0·04C) steels from 0·003–0·004 to 0·006–0·008 range have a dramatic effect in reducing the hot ductility in the uncycled condition. The present work also again shows this potent effect of increasing the N level, this time on the industrially cycled higher C steels (0·13C), steels 4 and 5 in Fig. 4. Thus, although Ti containing Nb steels will give an improvement in ductility over Ti free Nb steels at the same N content, even a small change in N level may make a difference as to whether Ti free steel gives better hot ductility than a Ti containing steel. It is therefore recommended that, in addition to restricting the C levels outside the peritectic carbon range, N levels should be kept as low as possible to avoid transverse cracking in Nb containing Ti free steels.
Influence of V on hot ductility of Nb/V steels within peritectic carbon range
Although ductility improves with a Ti addition, at the highest Ti/N ratio used in the present investigation, 3·5∶1, the improvement given by Nb containing steels is still borderline for avoiding transverse cracking over the temperature range 750–850°C (Fig. 3). V/Nb/Ti steels were therefore examined, steels 7–9 (Table 1), to see whether a combined addition of V and Nb might have the desired effect. It can be seen from Fig. 5 that this is indeed so, the V/Nb combination (open symbols) giving better ductility than the V free steels 4–6 (solid symbols). The beneficial effect of V compared to Nb on hot ductility has also been found in a previous work6 on Ti free steels within the peritectic C steel range, in which a constant cooling rate to the test temperature was used; the V containing steels give better ductility than a 0·03Nb containing Ti free steels with 0·005N, provided that the product of [V]×[N] did not exceed 1·2×10−3 (corresponding to 0·1V and 0·012N). Furthermore, in this previous work,7 Nb/V combinations were also found to give better ductility than Nb containing steels, provided that the N level was not too high. This was believed to be due to the V producing both a coarser precipitation as well as delaying precipitation in Nb containing steels. Banks et al.10 have also found an improvement in ductility in 0·05C, high V (0·085V) containing steels having N contents between 0·0065 and 0·0122 in the 800–900°C temperature range, in this case, when 0·015Nb was added. Stress relaxation tests confirmed that the Nb addition to the V steels delay the onset of NbV carbonitride precipitation.10
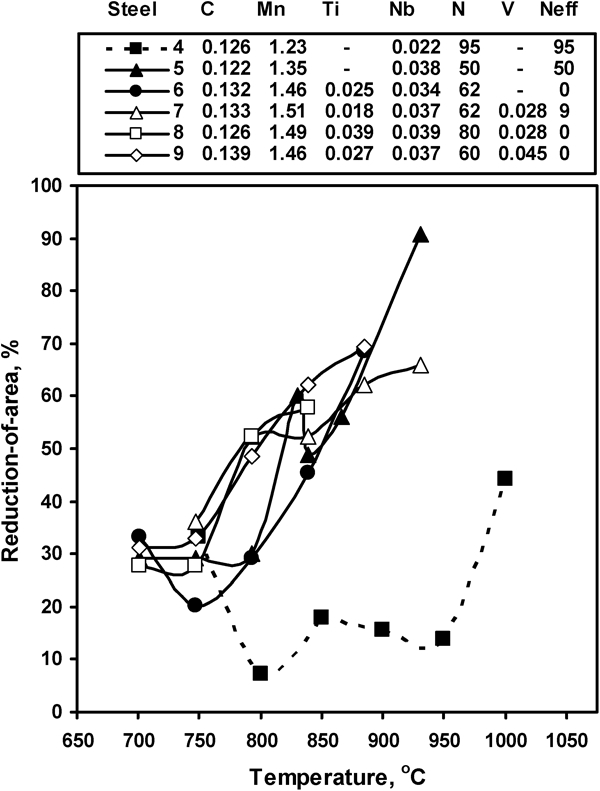
Influence of V on hot ductility of Nb containing Ti steels: open symbols are for the V containing steels 7, 8 and 9 and closed for the V free steels 4, 5 and 6
These observations are in accord with the work of Akben et al.,11 who have examined a Ti free 0·05C, 1·2Mn steel at the 0·035Nb and 0·115V levels with 0·006N. They showed that the kinetics of dynamic precipitation of Nb and V are fast (Fig. 6), with the V steel showing the slower kinetics. When present singly, the nose temperature was ∼900°C for the Nb containing steel and slightly lower at 880°C for the V containing steel. Nb precipitated out more rapidly than V at temperatures >880°C. At the nose, it needed ∼5 min to complete precipitation for the Nb containing steel and 8 min for the V steel. However, when 0·035Nb and 0·115V were combined, the rate of precipitation at the nose (900°C) was considerably slowed down, the time taken for completion of precipitation being 15 min. In the work carried out by Mintz and Abushosha6, the time to complete a tensile test was ∼3 min, so it was expected that substantial precipitation had occurred as had been noted in their replica examination. However, it was unlikely that precipitation would have gone to completion. Therefore, it was likely that precipitation would be reduced when both Nb and V are present together. Akben et al. suggest that V slows down the precipitation of Nb because it increases the solubility of Nb(CN). In Mintz and Abushoshas’ work,6 not only was there less Nb(CN) precipitation but also there was proportionally more coarser VN precipitation. From the Lifshitz–Wagner theory of particle coarsening,12 precipitates would also be expected to coarsen more rapidly in the V containing steel due to: the higher solubility of V in austenite compared with Nb and the higher solute content due to the presence of both Nb and V.
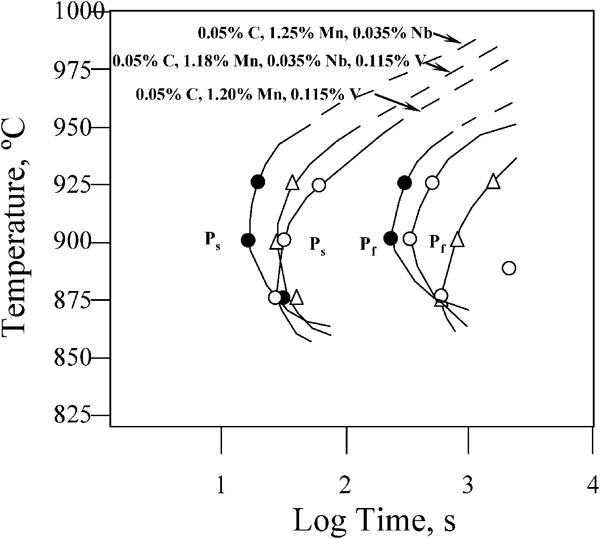
Dynamic PTT curves for Nb, V and Nb–V in combination (after Akben et al.)11
In the present instance, no V containing precipitates were observed presumably because of the presence of Ti, all N being combined with the Ti or as NbTi precipitates. All V, therefore, is probably in the solution and able to retard the precipitation of Nb, resulting in the absence of the finer detrimental carbonitride precipitation that occurs in the V free Nb–Ti containing steel, leaving only the coarser Nb–Ti precipitates that are formed on the slow cooling before deformation.
It is probable that both V and Nb precipitate out as carbides at lower temperatures below that used for straightening.
In order to investigate the mode of precipitation when Ti is added to these Nb/V steels, the Ti–Nb containing steel 9, having a V addition of 0·045, and the V free steel 6 of otherwise similar composition were selected and carbon extraction replicas taken close to the point of fracture at a test temperature of 850°C and examined with the TEM. At this temperature, the V free steel had given an RA value of 32 (Fig. 7) and the V containing steel 45 (Fig. 8). The V free steel showed copious precipitation (15–23 nm) of NbTi(CN) at the γ grain boundaries as well as some finer precipitation within the grains (Fig. 7). In contrast, only a few coarser precipitates of NbTi(CN) were observed in the V containing steel, and there were no V containing precipitates (Fig. 8). The superior ductility shown in the V containing steel can therefore be ascribed to the absence of the fine detrimental carbonitride precipitation that occurs on deformation and the presence of only the coarse precipitates that are formed during the slow cooling at 12 K min–1 before deformation. From a previous work,2 the coarse precipitates present in the V containing steel would not be expected to affect the ductility.
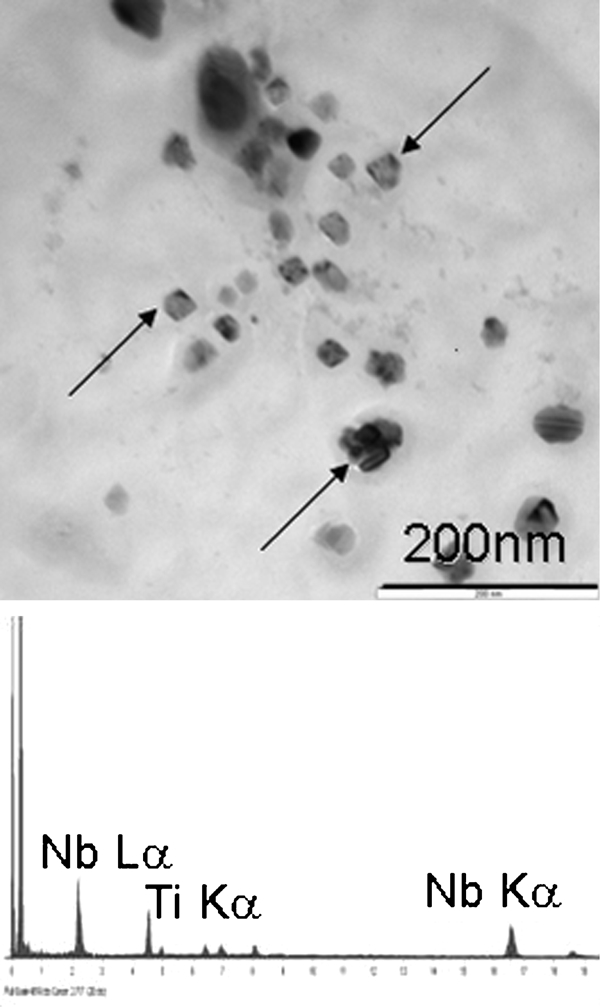
Copious precipitation of 15–23 nm NbTi(CN) at γ grain boundaries in V free steel 6 after testing at 800°C
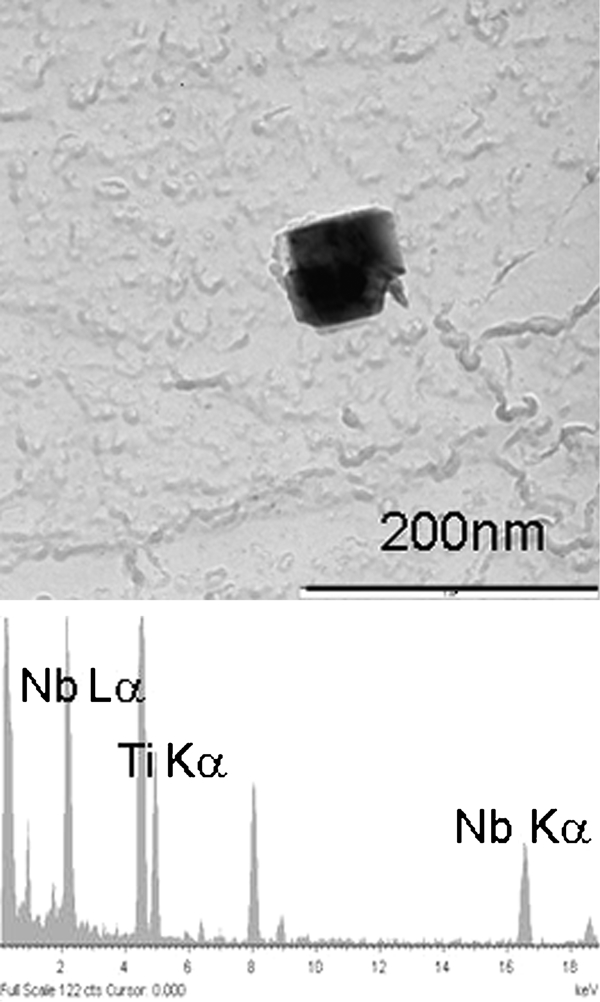
Isolated coarse precipitates of NbTi(CN) found in V containing steel, steel 9, after testing at 800°C
The V addition is therefore behaving in a very similar manner as to whether the steel does or does not contain Ti.
The load–elongation curves for the V containing and V free steels are given in Fig. 9 for the test temperature of 850°C. It can be seen that the addition of V considerably strengthens the steel. The curves show no evidence for dynamic recrystallisation, and the absence of vanadium precipitation indicates that this is a solid solution hardening effect of having the V all in solution.
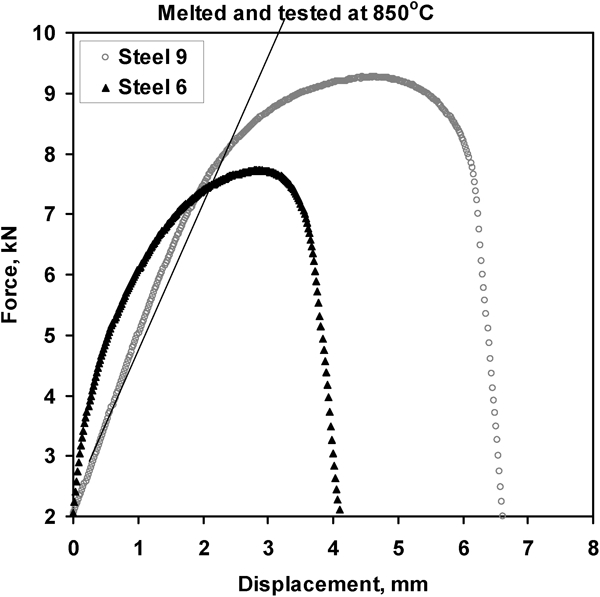
Load–displacement curves for steels 6 and 9 tested at 793°C
Finally, it should be noted that it is very important commercially, while for the Nb–Ti steels in this C range, transverse cracking was observed, the addition of V has been found to eliminate this problem.
Conclusions
For Ti containing steels, an undercooling cycle which incorporates both the primary and secondary cooling conditions during continuous casting to simulate the industrial cooling cycle needs to be introduced in order to use the hot ductility results to predict transverse cracking behaviour.
Ti additions to a Nb containing steel of peritectic carbon composition are beneficial, and ductility can be better than that obtained with a Ti free steel of similar composition. However, the beneficial effect is still not adequate to always avoid the problem of transverse cracking, particularly if the unbending operation takes place in the temperature range 750–800°C.
The N content of these steels seems to be very important probably because it controls the volume fraction of both Ti rich and Nb rich precipitates and should be as low as possible.
The addition of V to Nb containing steel is beneficial, and ductility in excess of 40 is obtained for temperatures above 850°C. This addition of V has been found to eliminate industrially the problem of transverse cracking in Ti–Nb containing steels.
Carbon extraction replica close to the fracture surfaces suggests that the V addition is beneficial because it prevents the precipitation of the finer detrimental NbTi(CN) precipitates, and the few coarse precipitates that are formed during the slow secondary cooling are too coarse to influence the hot ductility.
Footnotes
Acknowledgements
Two of the authors (K. M. Banks and A. Tuling) would like to thank Angela Coetzee at ArcelorMittal Vanderbijlpark Plate Mill for valuable discussions and specimens. Thanks are also expressed to ArcelorMittal for permission to publish.