
Abstract
The aluminium composite foams reinforced by different volume fractions of SiC particles were manufactured with the direct foaming route of melt using different contents of CaCO3 foaming agent. The density of produced foams changed from 0·43 to 0·76 g cm−3. The microstructural features and compressive properties of the Al/SiCp composite foams were investigated. Compressive stress–strain curve of Al/SiCp composite foams is not smooth and exhibits some serrations. At the same relative density of composite foams, the plateau stress of the composite foams increases with increasing volume fraction of SiCp and decreasing weight percentage of CaCO3. The relation between plateau stress, relative density, weight percentage of CaCO3 and SiCp volume fraction of Al/SiCp composite foams with a given particle size was investigated.
Introduction
Metallic foams have lately attracted considerable attention as a lightweight structural components and energy absorption parts in automobile, railway and aerospace industries.1,2 Metal can be foamed in many methods.3–7 Direct foaming routes of melt using foaming agent are quite suitable for industrial production because of their handleability and low cost, but the cell structure of metallic foams is irregular and the cell size is inhomogeneous. Therefore, it is necessary to increase the viscosity of metal melts in order to prevent gas bubble from escaping and coalescing. Addition of ceramic particles such as SiC, MnO2 and Al2O3 to metal melts is a good manner for increasing the viscosity.3,8 The recently developed Foamcarp/Formgrip process, which was based on the remelting of Al/SiCp composites, is suitable for producing metal foams.5,6 Most of previous researches about the effects of ceramic additive on the manufacture of metal foams were focused on the foaming physics and interfacial forces. It was thought that ceramic particles changed the curvature of gas/liquid interface, increased the viscosity of melts, and stabilised the cell wall.7,9,10
Previous results on compressive properties of composite foams showed that the compressive stress–strain curves of A356/20SiCp composite foams included three distinct regions, i.e. the linear elastic region, the crushing collapse region and the densification region, and the linear elastic region only appears at very low strain.11 The SiC particulate aluminium composite foams had higher compressive stress, but a more brittle behaviour was found as compared with aluminium foams.12 However, the researches about the effect of the volume fraction of reinforced particles on the mechanical properties and deformation mechanism during compressive process of composite foams were very few.
The purpose of this work is manufacturing and to study the compressive properties of closed cell Al/SiCp composite foams and investigate the relationship of Plateau stress, relative density, weight percentage of CaCO3 powders in manufacturing process and volume fraction of SiC particles with a given size.
Materials and experimental techniques
Materials
Commercial A356 cast aluminium alloy was used as a base material. The reinforcement phase consisted of SiC particles with purity of 98·0 wt- and mean mass particle size of 10 μm. Heating SiC particles for 1 h at 950°C and then for 2 h at 650°C in a conventional air furnace was carried out to improve the wettability between SiCp and Al melt by removing adsorbed gases from the surface of particles. CaCO3 powders with purity of 99·5 wt- and 5 μm average size were used as blowing agent. CaCO3 powders were also heat treated at 200°C for 2 h to remove humidity and adsorbed gases from the surface and improve wetting properties and dispersion of CaCO3 powders in molten metal. Scanning Electron Microscope (SEM) micrograph of heat treated SiC particles and CaCO3 powders are respectively shown in Fig. 1.
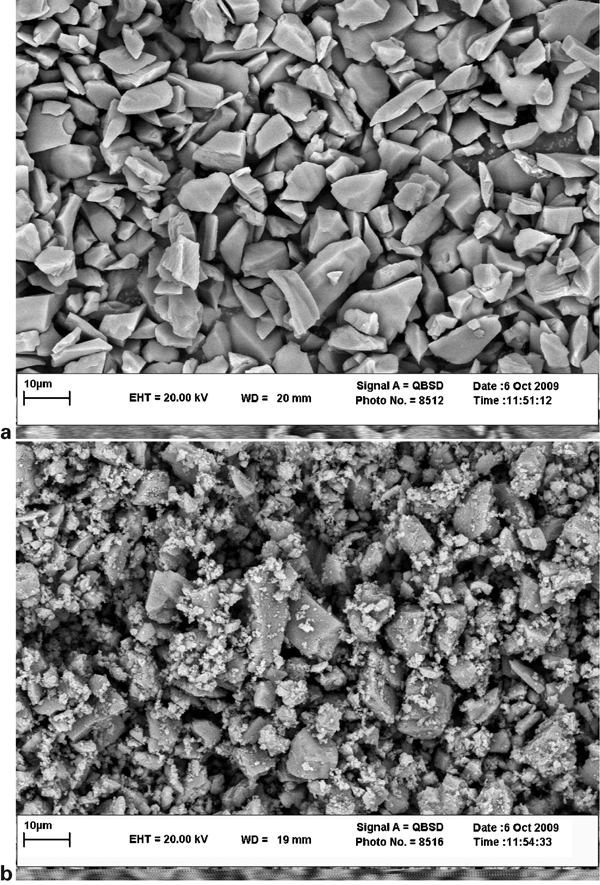
Image (SEM) of heat treated a SiC particles and b CaCO3 powders
Processing methodology
SiCp reinforced aluminium matrix composite slurry was prepared by conventional stir casting techniques at 650–680°C, and then it was poured into a steel mould to obtain a composite ingot. This ingot was melted again at 650–700°C and then it was stirred at 650°C. The rotational speed of the stir equipment was 1400 rev min−1. A content of 1 wt- of magnesium was subsequently introduced into the melt. After CaCO3 powders were added into the melt swirl, the melt was stirred unceasingly for <1 min and then held at 710–730°C for several minutes to allow CaCO3 blowing agent to decompose and release CO2 gas. The foamed melt was removed quickly from the furnace and cooled immediately in air. Different amounts of CaCO3 (1, 3 and 5 wt-) and SiC particles (5, 10 and 15 vol.-) was selected to produce composite foams with different relative densities and mechanical properties.
Oxides of aluminium and magnesium (assuming that Mg was introduced into the melt) form during decomposition of the CaCO3 and associated reaction with the melt. These oxides form on the inner surfaces of the cells created during foaming and they apparently help to stabilise the cells against coarsening and coalescence. They also inhibit the migration of ceramic particles to these surfaces.6
The porosities of composite foams were calculated using equation (1)
List of produced composite foams and amounts of relative densities, porosities and plateau stresses

Materials characterisations
The decomposition reaction of CaCO3 blowing agent can be written as equation (2)9

Scanning electron microscopy by means of a LEO 1450VP (35 kV) system and optical microscopy with an Olympus PM3 microscope were carried out to observing the cell structure and evaluate the distribution of SiC particles in Al/SiCp composite foams.
Specimens with the dimensions of 30×30×40 mm were prepared with a wire cutting machine for compression test. The size of compressive specimens was chosen to guarantee at least six cells in each direction because samples with smaller dimension can cause a significant loss of mechanical properties.3,13 All tests were performed using a Zwick Z250 universal test machine controlled by computer at a cross-head speed of 0·5 mm min−1. Three compression tests were done for each run to show the reproducibility of the results.
Results and discussion
Thermogravimetric analysis
The TGA curve of CaCO3 powders is shown in Fig. 2. The results show that synthetic calcium carbonate powders (CaCO3) undergo thermal decomposition above ∼620°C and that decomposition ends ∼850°C. Mass loss of CaCO3 powders was ∼27·48. The experimental data were in agreement with other TGA studies carried out by Gergely et al.6

Thermogravimetric analysis curve of CaCO3 powders
Microstructural features
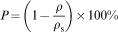
The microstructure of produced composite foam with relative density of 0·20 is shown in Fig. 3. It can be found that the structure of cells is uniform (Fig. 3a) and SiC particles uniformly distribute in the cell wall of composite foams (Fig. 3b).
a optical microscope and b SEM microstructure of produced composite foam with relative density of 0·20
Compressive properties
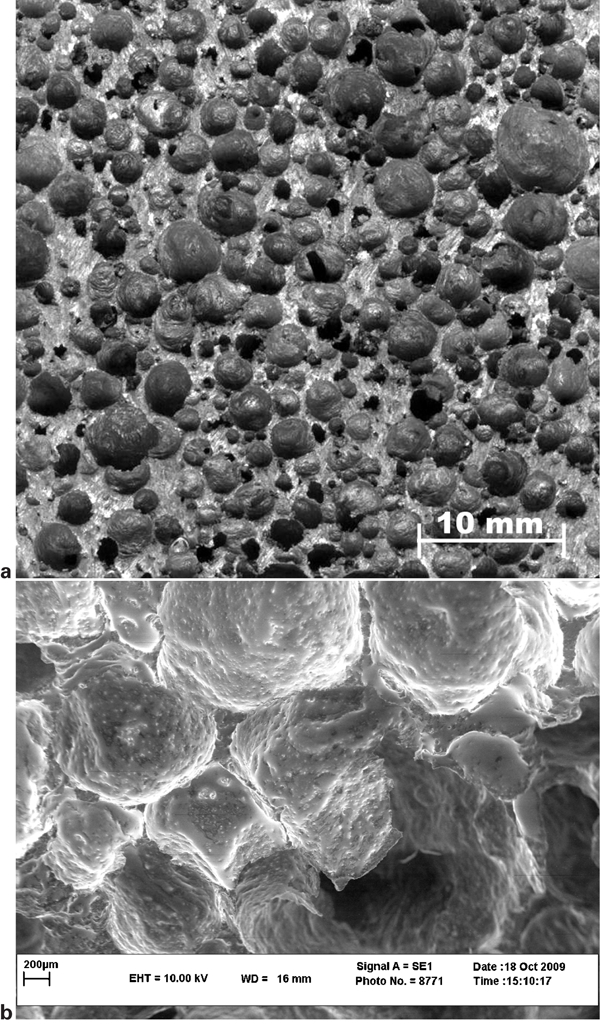
The compressive stress–strain curves of composite foams with different relative densities are shown in Fig. 4. It is seen that the stress is a strong function of relative density (Fig. 5). SiC particles in cell wall can support the stress until the stress becomes sufficiently large and causes the damage by the failure either at or near the interface, or by the fracture of particles (Fig. 4a). The results show that with decreasing weight percentage of CaCO3 powders, higher relative density and compressive strength was achieved (Fig. 4b). Just like other closed cell metallic foams, composite foams have characteristic compressive stress–strain curves, i.e. they involve three distinct stages: linear elastic deformation region, collapse plateau region and densification region.14–17
Compressive stress–strain curves of composite foams with different a volume fractions of SiC particles and b weight percentage of CaCO3 powders
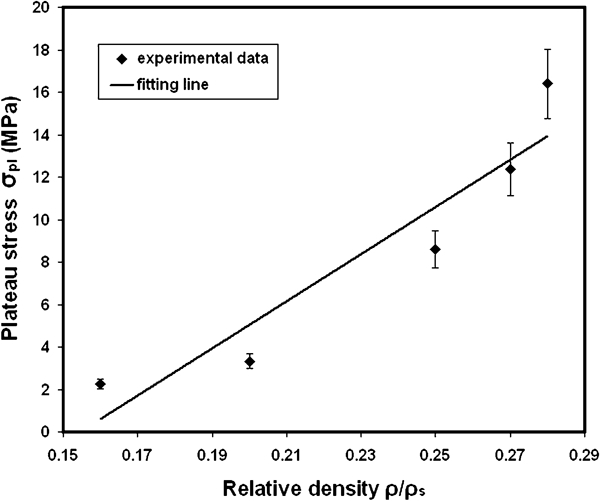
Effect of relative density on plateau stress of Al/SiCp composite foams
The linear elastic deformation region of composite foams appears only at low strain (<0·03) (Fig. 4). In the collapse plateau regions, the strain is about from 0·03 to 0·60. The collapse plateau stresses of composite foams are almost constants. When the relative density is 0·25, the mean plateau stress of composite foams is ∼8·6 MPa. The stress in the collapse region increases with increasing relative density.
During the compression loading of closed cell foams, the strain tends to localise into a thin band, which causes buckling of cell walls.15 A consequence of the topology of the cell structures is that the strain distribution tends, for all of foams, to be locally non-uniform. The onset site of local plastic deformation depends on the cell structure. Deformation initiates in a single band, which is in contact with the loading surface, and proceeds to other layer one after the other.
The plateau region of the compressive stress–strain curve of composite foams is not very smooth and exhibits some serrations. The main reason is the addition of SiCp to Al alloy. According to the mechanical properties of matrix materials, metallic foams include three types, i.e. elastic, plastic and brittle.18 The brittleness of Al/SiCp composites is generally more than that of Al alloy,19 therefore, Al/SiCp composite foams belongs to brittle foams. When the stress of Al/SiCp composite foams reached the maximum, it came into the collapse plateau region. With the increasing the compressive strain, parts of cell walls produced cracks and suddenly brittle rupture, the space inside these cells decreased, and the stress was also reduced suddenly. Then the stress rose again with the increasing strain, and the next decrease in stress, which results from the sudden rupture of other cell walls, occurred at a larger strain. In addition, during straining, some cell wall fragments were ejected from the boundary cells, which also indicated the local brittle fracture of the Al/SiCp composite foams. Consequently, the typical serration plateau was formed in the compressive stress–strain curve.8 This is expected in view of the higher ductility associated with the cell wall microstructure of Al/SiCp composite foams.
In the densification regions of the compressive stress–strain curves of foams, the internal surfaces of more and more cells touched each other, foams became more and more compact, and the stress rose when the complete compaction of forms commenced. The rates of densification are higher for the denser samples of composite foams.
The plateau stress of Al/SiCp composite foams are listed in Table 1. The effects of volume fraction of CaCO3 and weight percentage of SiCp on the plateau stress are respectively shown in Fig. 6. It can be found that when the weight percentage of CaCO3 is a constant, the plateau stress of the composite foams increases with increasing volume fraction of SiCp. This indicates that SiCp has a strengthening effect on the compressive properties of composite foams. The more the content of SiCp, the more evident the strengthening effect is. On the other hand, when volume fraction of SiCp is a constant, the plateau stress of the composite foams decreases with increasing weight percentage of CaCO3. It is the result of increasing volume fraction of porosities in the structure.
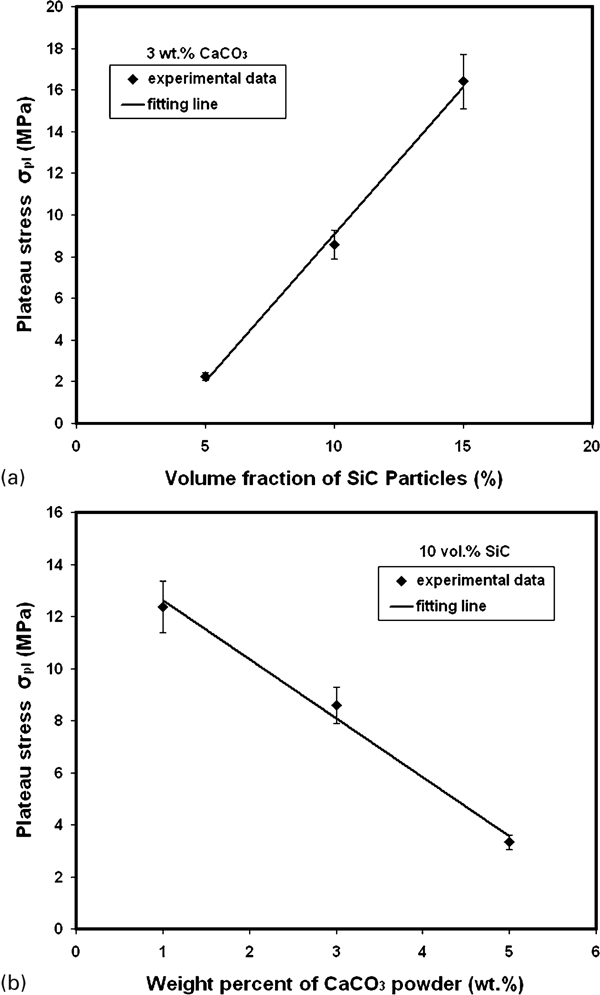
Effect of a volume fraction of SiCp and b weight percentage of CaCO3 powders on plateau stress of Al/SiCp composite foams
Conclusions
Al/5, 10 and 15 vol.- SiCp composite foams with porosities from 72·0 to 84·0 were fabricated by means of melt foaming route using CaCO3 blowing agent.
The compressive stress–strain curves of composite foams have obvious elastics region, plateau region and densification region. The plateau stress of composite foams increases with increasing relative density.
The plateau stress of Al/SiCp composite foams fluctuates acutely because SiCp in cell walls alters the deformation mechanism of Al alloy matrix.
At the same relative density, the plateau stress of Al/SiCp composite foams increase with increasing volume fraction of SiCp and decreasing weight percentage of CaCO3.
Footnotes
Acknowledgements
The authors wish to thank of Dr Babakhani and Mrs M. H. Sadeghian from Ferdowsi University of Mashhad.