
Abstract
The aim of the present work was to produce Fe3Al/TiC nanocomposite by mechanical alloying of the FeTi230Al10C60 (in at-%) powder mixture. The morphology and the phase transformations in the powder during milling were examined as a function of milling time. The phase constituents of the product were evaluated by X-ray diffraction (XRD). The morphological evolution during mechanical alloying was analysed using scanning electron microscopy (SEM). The results obtained show that high energy ball milling, as performed in the present work, leads to the formation of a bcc phase identified as Fe(Al) solid solution and an fcc phase identified as TiC and that both phases are nanocrystalline. Subsequently, the milled powders were sintered at 873 K. The XRD investigations of the powders revealed that after sintering, the material remained nanocrystalline and that there were no phase changes, except for the ordering of Fe(Al), i.e. formation of Fe3Al intermetallic compound, during the sintering process.
Introduction
Intermetallic matrix composites reinforced with carbides, nitrides, borides or oxides have received a great deal of attention during the last few years. These composites are expected to combine the high temperature and wear resistance properties of ceramic with the engineering properties of intermetallics.1–4 The Fe–Al alloys possess advantageous properties, in particular a high specific strength (strength/density ratio), good corrosion resistance at elevated temperatures under oxidising and sulphidising atmosphere and good fatigue and creep strength. 5 5,6 Thus, they are very attractive materials for the aircraft and defence industries.7 In some early reports, TiC reinforced AlFe3 intermetallic composites with improved mechanical properties were manufactured by in situ production,1 pressureless melt infiltration,2 cermet melt infiltration processing,4 hot processing8 and spontaneous melt infiltration.9 The improved mechanical properties can be further obtained by decreasing the grain size of both the matrix and the reinforced phase to nanometre scale.8
Since 1966, many kinds of alloys and composites were produced by mechanical alloying. It can also achieve reactive milling synthesis and intermetallic compounds as well as alloying at the atomic level. The mechanical alloying process is characterised by repeated welding and fracturing of powder particles, and microstructural changes during mechanical alloying are influenced by the mechanical behaviour of the powder components and process variables.10 Mechanical alloying yields amorphous, crystalline or nanocrystalline structures.11
Many attempts have also been made for fabricating composites based on iron aluminides by mechanical alloying. In most studies, high purity elemental powders or/and compounds, such as titanium, carbon, iron, aluminium, etc., have been used.12,13 The aim of the present work was to produce nanocrystalline powder by mechanical alloying of the FeTi2–Al–C powder mixture and to study the phase changes that take place during different milling periods.
Experimental
The raw material powder mixture containing 30 at-%FeTi2 (−500 μm, 70%Ti, 29%Fe and 1% impurity), 10 at-%Al (−50 μm, 98%) and 60 at-%C (−50 μm, 99·99%). Mechanical treatment was performed in a Retsch PM100 type ball mill (Retsch GmbH, Haan, Germany). The milling media consisted of 21·6 mm diameter balls, confined in a 527·7 mL volume vial. The ball and bowl materials were hardened chromium steel. In all milling runs, the ball/powder weight ratio was 20∶1, and the vial rotation speed was 300 rev min−1. A total of 15 g powder was milled under argon atmosphere to avoid oxidation. After milling to the given periods from 1 to 20 h, the 5 and 20 h milled powders sintered at 873 K for 1 h. The phase changes that occurred during ball milling and sintering investigated by X-ray diffraction (XRD) analysis using a Philips X'Pert MPD diffractometer (PANalytical, Almelo, The Netherlands) with Cu Kα radiation (λ = 0·15405 nm). The lattice parameters and the mean crystallite size (determined by the Williamson–Hall method) were calculated from the XRD patterns. Morphology and cross-sectional microstructure of powder particles examined were by scanning electron microscopy (SEM) using a Philips XL30 microscope (FEI, Hillsboro, OR, USA). Differential thermal analysis (DTA) was carried out in an STA 503 BÄHR thermal analyser (BÄHR GmbH, Hilhorst, Germany) under flowing argon atmosphere in alumina crucibles, within a temperature range of 300–1273 K, applying a heating rate of 20 K min−1.
Results and discussion
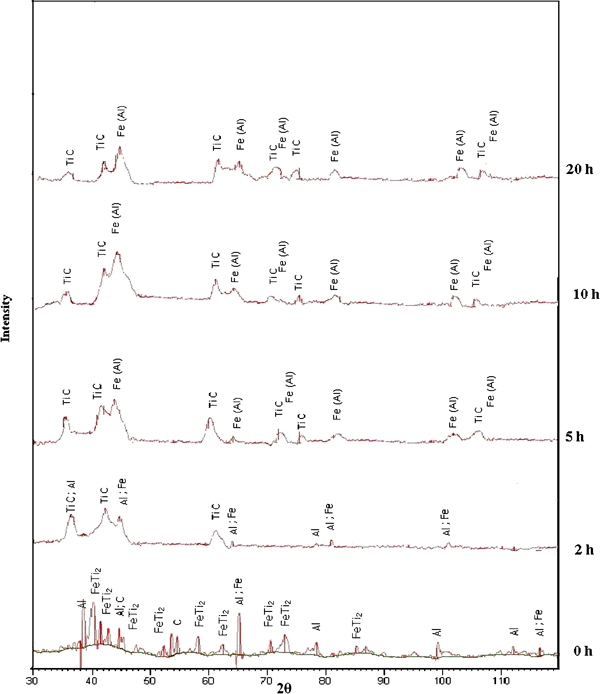
The XRD patterns of the powder mixture in the initial state, after various milling times, are shown in Fig. 1. The milling sequence runs from the bottom to the top of the figure.
X-ray diffraction results of powders milled at different periods
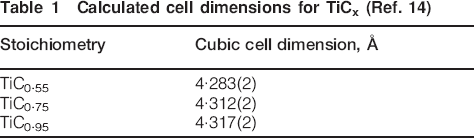
The XRD results show that after 2 h of milling, all of the ferrotitanium diffraction peaks disappear. The Al (111) and Al (311) lines, which do not overlap any other peaks, are considerably less intense than that for the initial powder mixture, and finally, this figure shows the formation of TiC after 2 h of milling. The cubic TiCx phase is stable in the range of 0·55<x<1·00 and can be formed as a pure phase.14 Table 1 lists the variation in lattice parameter of TiCx.14 After 2 h of milling, the lattice parameter of TiCx, calculated from XRD data, is equal to 4·28 Å. According to Table 1, the amount of x is 0·55. In this pattern, additional broad lines are attributed to a bcc phase identified as Fe appears. Another feature, which can be seen in this pattern, is a broadening of the diffraction lines due to the reduction in grain size and the increase in lattice strain.
Calculated cell dimensions for TiCx (Ref. 14)
In the XRD pattern obtained after 5 h of milling, all the Al peaks disappear, and all the Fe peaks become slightly shifted towards lower angles, which indicate that the lattice parameter of Fe has increased. These changes suggest that a bcc Fe(Al) solid solution begins to form during this stage of the process.10 In this pattern, broad Fe based solid solution peaks and a small broad halo can be seen. The peak broadening may be due to severe plastic deformation or due to an amorphous component seeming to overlap the most intense peak.10,11
Alloying in immiscible systems as well as extension of solid solubility has been reported in many systems. From the binary phase diagram of Fe–Al, it can be found that Al is soluble in Fe up to 45% at 1583 K and up to 20% at room temperature.10
Further milling brings about still other structural changes: after 10 h, the broad halo disappears, and all the peaks become sharper. However, they are still much wider than those peaks in the pattern from the initial powders. This sharpening is due to a small increase in the grain size and to the transformation of an amorphous component into crystalline phases. The appearance of an amorphous phase in the middle stage of the mechanical alloying process in the case of milling of Al–Fe–Ti–C alloy has been reported.11 After 10 h of mechanical alloying, the lattice parameters of TiCx and Fe(Al) solid solution are equal to 4·30 and 5·81 Å. According to Table 1, the amount of x is <0·75 for TiCx. For this sample, the mean crystallite sizes, determined by the Williamson–Hall formula, are 16 and 18 nm for TiCx and Fe(Al) respectively. Prolongation of the process time to 20 h does not change phase composition and very slightly alters the lattice parameters of the existing phases, to the values of 4·295 and 5·80 Å. For the 20 h milled sample, the mean crystallite sizes, determined by the Williamson–Hall formula, are equal to 13 and 16 nm for TiCx and Fe(Al) respectively. The final product obtained in the present experiment is a nanocrystalline powder consisting of TiC particles distributed within the Fe(Al) solid solution matrix.
Figure 2 shows the morphology of powder after different milling times. Figure 2a shows an SEM image of the initial reactants. In the case of the powder milled for 2 h, as shown in Fig. 2b, particle size increased. Figure 2c shows the morphology of powder milled for 5 h. The mechanical alloying process of ductile/ductile system can be conveniently divided into five stages, that is, flattening by microforging (first stage), extensive cold welding of powder components (second stage), formation of equiaxed particles with decreasing of particle size (third stage), random welding orientation in particles (fourth stage) and steady stage in terms of saturation of hardness and size of powders (final stage). In the final stage, the rate of fracturing and welding of powders is balanced.15 In the present study, 5 h of milling corresponds to the third stage in which the morphology of powders becomes equiaxed and the size of the powders decreases. Figure 2d shows the morphology of powder milled for 10 h. From the appearance of the size and morphology, steady state is reached at 10 h of milling because, as shown in Fig. 2e, the morphology and size of the 20 h milled powder do not change.
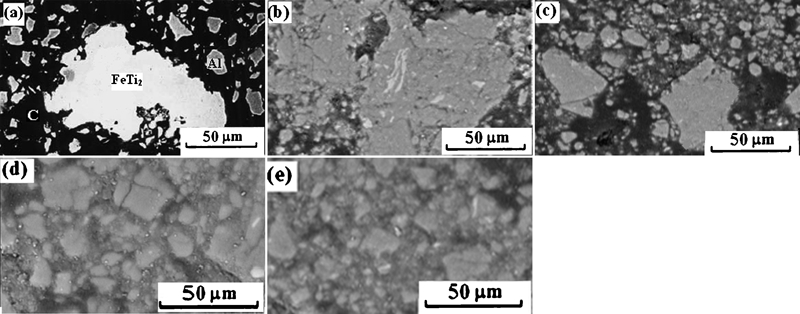
Morphology of powder milled for different milling times
DTA experiments can help to confirm the presence of an amorphous phase in the middle stage samples, i.e. after five of mechanical alloying. For this powder, an exothermic heat effect can be expected, which will not occur in the case of samples after longer milling times. Figure 3 shows the DTA results obtained for the 5 h milled sample (curve a) and for the final product, milled for 20 h (curve b). Curve a shows an exothermic peak due to crystallisation from an amorphous state, and curve b shows a broad exothermic peak most probably due to the Fe(Al) solid solution being ordered. In order to verify these suppositions, the similar samples subjected to DTA were sintered and examined by XRD. As shown in Fig. 4, the XRD patterns obtained for the two powders are very similar, and the appearance of the (111) and (200) superlattice reflections in both patterns confirms the ordering of Fe(Al) and its transformation into a Fe3Al intermetallic. The mechanical alloying is a chemical solid state process, and diffusion has an essential role on the formation of different phases in solid state. Raising temperature increases the diffusion and formation rate. The sharpening of diffraction peaks is due to an increase in the grain size and a decrease in the mean lattice strains of AlFe3 and TiC.11

Differential thermal analysis curve of powders milled for 5 and 20 h
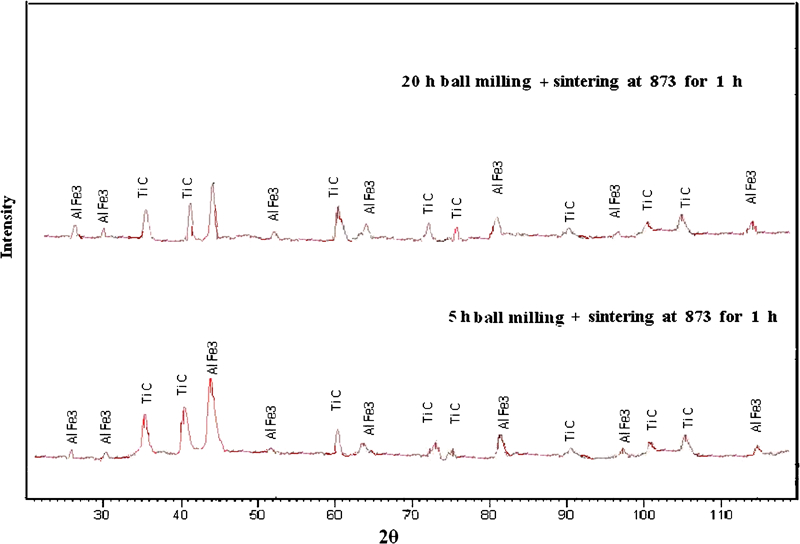
a XRD pattern of 5 h milling powder after sintering and b XRD pattern of 20 h milling powder after sintering
According to Fig. 4, after sintering of 5 h milled powders, the mean crystallite sizes, determined by the Williamson–Hall formula, are equal to 36 and 33 nm for AlFe3 and TiCx respectively. Furthermore, after sintering of 20 h milled powder, the mean crystallite sizes of the existing phases very slightly alter to the values of 34 and 30 nm for AlFe3 and TiCx respectively.
These DTA and XRD results indicate, for the 5 h milled sample, that crystallisation of the amorphous phase at ∼673 K and ordering of the existing Fe(Al) solid solution occur during heating in the calorimeter.
Conclusions
The following conclusions can be made from the present research.
TiC reinforced AlFe3 intermetallic composites can be produced by mechanical alloying of FeTi230Al10C60 (at-%) powders.
Mechanical alloying of FeTi2, Al and C powders proceeds by repeated welding and fracturing of powders and promotes Fe(Al) solid solution and TiC formation after 2 h milling.
The solid solution process starts after 5 h of milling and rapidly advances up to 10 h of milling.
Mechanical alloying under the condition of the present study does not precipitate Fe3Al and TiC phases.
DTA experiments help to confirm the presence of an amorphous phase in the middle stage samples, i.e. after 5 h of mechanical alloying. For this powder, an exothermic heat effect can be seen, which will not occur in the case of samples after longer milling times.
The small grain growth and ordering of Fe(Al) solid solution occur during the sintering process; thus, nanocrystalline intermetallic–carbide composite is obtained.