
Abstract
Cold roll bonding (CRB), a well established and widely used manufacturing process, is a solid state bonding process to join similar and dissimilar metals. The present work offers a review of the CRB process and effective parameters on bond strength of cold roll bonded materials. The effects of different amounts of reduction in thickness, annealing treatment, initial thickness, rolling speed, rolling direction, friction coefficient and presence of particles between strips on bond strength were evaluated. It was found that higher reduction in thickness and friction coefficient, lower initial thickness, rolling speed and amount of particles were the important factors involved in improving bond strength. In addition, annealing treatment before and/or after the CRB process increased bond strength, while the effect of prerolling annealing was more pronounced. Finally, it has been indicated that bond strength of cold roll bonded fcc materials is stronger than that of the bcc and hcp materials.
Introduction
Layered alloys and composites have attracted increasing attention for industrial applications. Among the technologies, the cold roll bonding (CRB) process for producing layered sheets and foils has witnessed rapid growth and development in recent years due to its unique service performance features in comparison with other methods. The CRB process is very simple and can be easily automated. Indeed, CRB is a solid phase welding process, whereby the bonding is established by joint plastic deformation of the metals to be bonded. Bonding is obtained when the surface expansion exposes the surfaces of the virgin metal or when the pressure reaches a value large enough to extrude the virgin material through the cracks of the fractured layer, which results in the establishment of contact and bonding between opposing virgin surfaces.1–3 The solid state joining technique in the CRB can be applied to a large number of materials, which may be the same, possessing identical attributes, or may be different, possessing widely varying mechanical and metallurgical properties.1–3
A number of studies have investigated the microstructures and mechanical properties of layered alloys and composite strips or foils produced by the CRB process, including Al,4–12 steel,13 Cu,14 Al–Cu,15–19 Al–Ti,20–22 Al–Mg,23 Al–Zn,24 Al–steel,25–32 Ag–Cu,33 Cu–Nb,34 Ti–Ni,35 closed cell aluminum foam,36–38 solid oxide fuel cell39 and metal matrix composite.40–42 In this process, bond strength is the most important. Many studies have been carried out on the parameters governing the bonding mechanism in order to understand its complex nature so that the conditions of the process have nowadays been well defined. It has been reported that the bond strength of cold roll bonded metals is affected by various factors, such as reduction in thickness during rolling,1–8,11,14,24–32,36,40,41,43,44 bonding temperature, 14 14,32 annealing treatment, 4 4,41 initial thickness of strips, 4 4,24 rolling speed, 4 4,30 rolling direction,4 friction coefficient between rolls and strips 5 29 5,29,45 and the presence of particles between strips. 36 40 36,40,41
Recent applications of CRB process prompted the present review to investigate the effects of processing parameters on bond strength. In the present study, the influence of reduction in thickness, annealing treatment before and after CRB process, initial thickness, rolling speed, rolling direction, friction coefficient, the presence of particles and lattice structure, as well as bonding mechanisms and theoretical models, are summarised and analysed.
Cold roll bonding process
The schematic illustration of the CRB process is demonstrated in Fig. 1. Two or more sheets, plates or strips of metals are stacked over each other and then roll bonded until an appropriate deformation is achieved to produce a suitable bonding between metal strips. To produce a satisfactory metallurgical bond by CRB, it is essential to remove contaminated layers from the surfaces of the metals to be joined. These layers are composed of oxides, adsorbed ions, greases, moisture and dust particles. A number of authors have stated that the best method of surface preparation is degreasing followed by scratch brushing with a rotating steel brush. 6 6,46 It is important to avoid touching the clean surface because any grease or oil from hand contamination on the faying surfaces may impair the formation of a strong joint. Welding should take place as soon as practical after surface preparation to avoid interference in the bonding from oxidation.
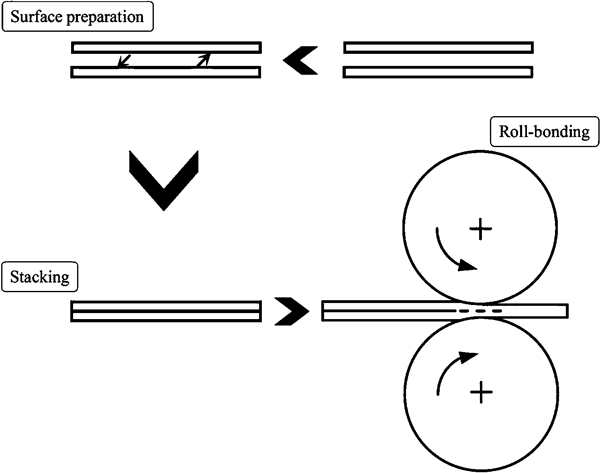
Schematic illustration of CRB process
There are several methods used for evaluating the bond strength of cold roll bonded metals, such as peeling test 4 5 6 8 10 13 15 16 19 4,5,6,8,10,13,15,16,19,22 and tensile shear test. 23 23,24 Figure 2 schematically illustrates the peeling and tensile shear test of samples.
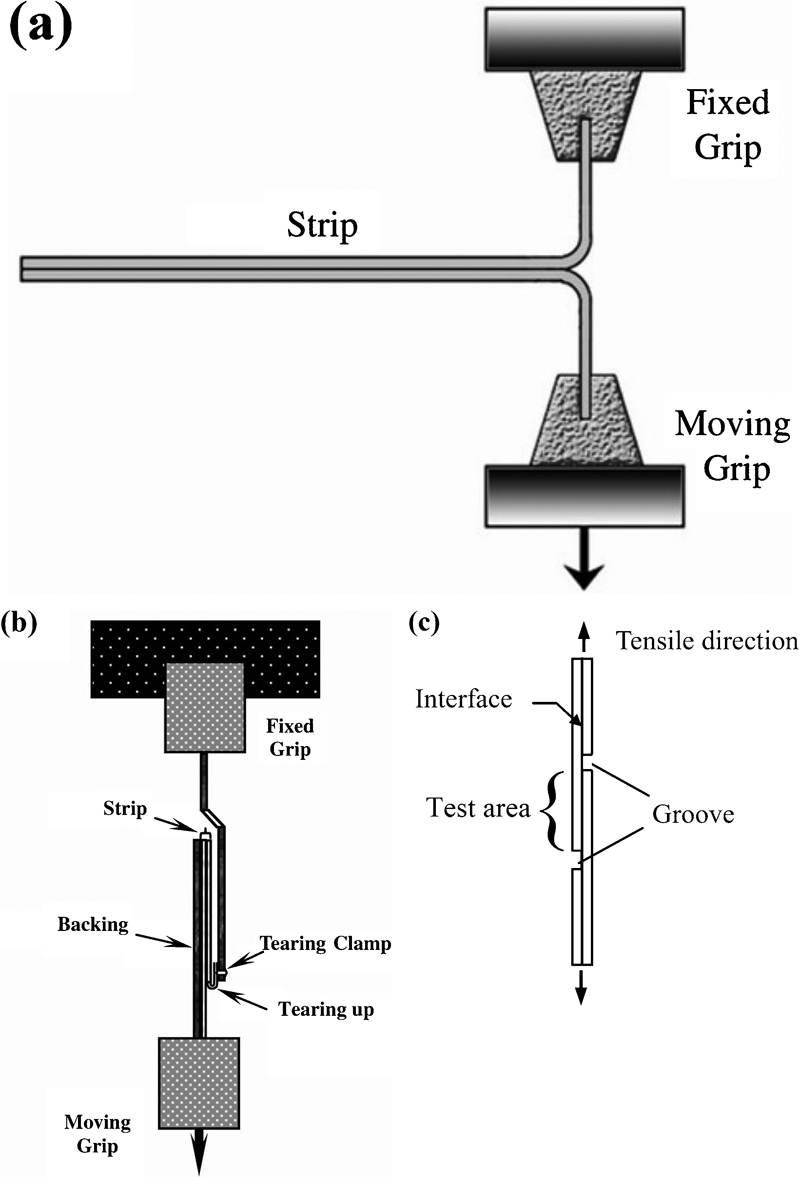
Schematic illustration of a, b peeling test and c bond tensile shear test
Mechanism of CRB
To date, many researchers have explained the CRB mechanism by optical microscopy (OM), scanning electron microscopy (SEM), transmission electron microscopy (TEM) and other analytical methods.46–67 According to the technique used to establish atom to atom bonding between strip layers, so far, four theories have been proposed to explain the mechanisms involved in CRB process. These include film,1–3,48,49,50,52,61 energy barrier, 50 52 50,52,61 diffusion bonding62 and joint recrystallisation63 theories. Vaidyanath et al.49 and Mohamed and Washburn52 have stated that the film theory is a major mechanism in CRB process since low rolling temperatures are involved. In fact, mechanical bonding caused by the force of attraction of the atoms overwhelms diffusion bonding. This is based mainly on the short time available for diffusion during rolling in which little mass transfer may occur.64 The film theory states that during rolling, two opposing brittle surface layers, break up coherently, exposing the underlying metals, and are then extruded under the action of normal roll pressure through widening cracks in the surface layers from both sides of the interfaces. It has been shown that the virgin metal surfaces cannot form a strong bond at deformations less than a threshold value Rt. In other words, Rt is defined as the minimum percentage reduction that consistently results in bonding emerging from the roll gap. Metallic junctions are formed between the high spots on freshly created surfaces entering contact through deformations higher than this value. Moreover, an energy barrier must be surmounted before two virgin metal surfaces can meet and bond.61 At contact surfaces, the required energy for rearrangement of the surface atoms to achieve a boundary configuration, the dispersal of any surface contaminants61 and activation energy for atom to atom bond formation57 cause an energy barrier. This mechanism has been confirmed by the SEM study of the fractured bond surfaces.47
Bay46 suggested two basic bonding mechanisms for scratch brushed surfaces during CRB process, namely, the fracture of the workhardened surface layer and that of the contaminant film of oxides and water. These mechanisms can be described as follows. First, the scratch brushing forms a heavily workhardened surface layer on the part of surface. This brittle cover layer fractures at even small surface expansions to reveal virgin metal, which extrudes through the cracks of the cover layer and meets the opposing surface to form a metallic bond. Second, where no brittle cover layer is present, bonding occurs when a threshold surface expansion causing fracture of the contaminant film has been exceeded.
Figure 3 demonstrates the schematic and simplified illustration of the film theory mechanisms. It is seen that at the outset, fracture of the brittle covering layer formed by scratch brushing is already underway when extrusion of virgin material through the cracks has just started and no bonds are visible yet. Then, where surface expansion is somewhat larger, contact is established between the highest asperities of the virgin material of the two opposing surfaces to form a metallic bond. Where surface expansion is considerably larger, extensive areas of the base metal are uncovered, and numerous bonds are formed. The unbonded regions of the brittle surface layer are confined to small isolated islands. 5 50 5,50,51
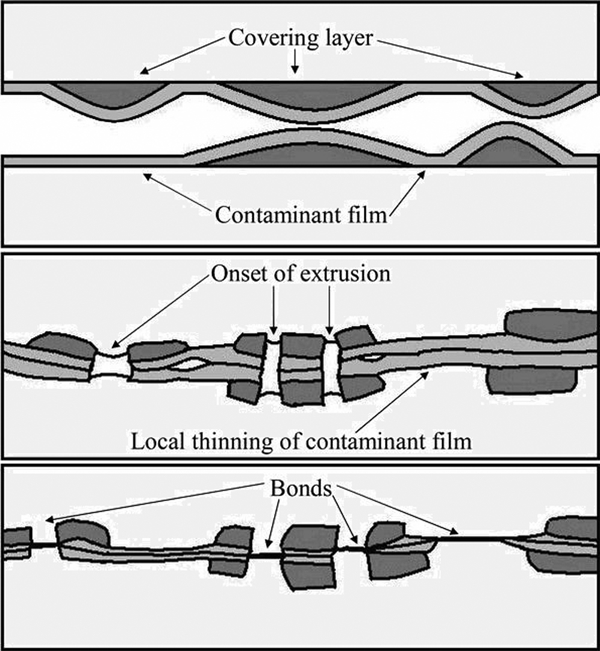
Bonding mechanism for scratch brushed surface5
SEM and OM images of surfaces after peeling test are shown in Fig. 4. The cracks are shown by arrows. A comparison between Fig. 4a and b illustrates that the dark traces in the OM fracture image are extruded virgin metal through cracks.4 The cracks and the extruded virgin metal through them are obvious. Since the brittle surface layers (oxidised scratch brushed layers) on both surfaces have little ductility and there is also a difference between hardness of underlying virgin metal and brittle surface layers, they break up under rolling deformation, and cracking occurs.

Images a SEM and b OM of fracture surfaces of aluminium strips after peeling test for R = 65%4
Effective parameters on bonding
Reduction
Among the many parameters affecting bond formation in the CRB process, reduction in thickness is the most important one.1–4,8,41 All investigations into the effect of reduction showed that when reduction increased, bond strength improved due to the enhancement of the rolling pressure, surface expansion and area fraction of cracks, as well as the greater percentage of the bonded areas at the bond interface. 4 4,41 The images shown in Fig. 5 confirm that increasing the amount of plastic deformation increased the size and number of cracks and dark traces on surface layers, and therefore, more new metal surfaces were brought together within a very close distance and the welded area becomes larger. This extension of the area available for atom to atom bonding results in a stronger bonding. Furthermore, when deformation is less than the threshold deformation (Fig. 5a), only a few surface cracks results, and therefore, the amount of virgin metals in contact with each other at the interface is very low so that new metal surfaces cannot bond together strongly. Analytical models of the CRB predict that when the reduction in thickness is increased, the initial bonded area shifts to the entrance of the roll gap. It means that the time of loading by normal pressure on the interface becomes longer, and thus, the bonding is easier to initiate.
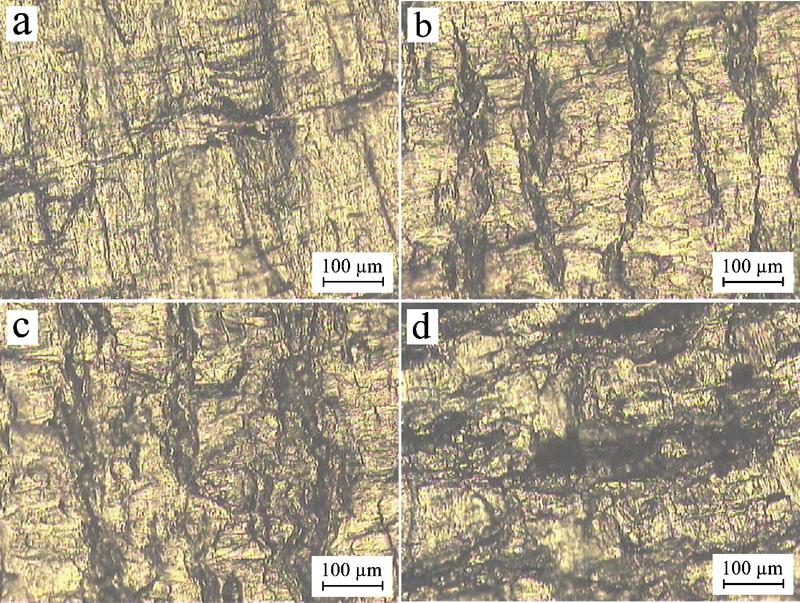
Fracture surfaces of aluminium strips after peeling test for a R = Rt = 30%, b R = 40%, c R = 50% and d R = 60%4
The schematic illustration of nascent (new) surface creation due to surface expansion during CRB process is shown in Fig. 6. Under plane strain roll bonding conditions, total thickness reduction has a direct relationship with new surface creation. With regard to this figures5
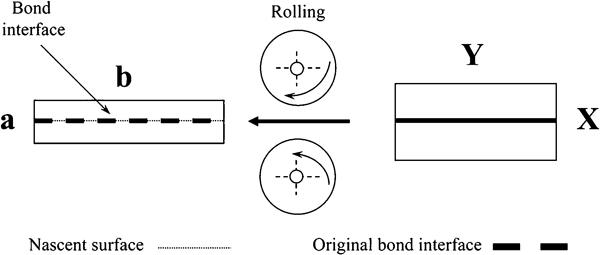
Schematic illustration of nascent (new) surfaces creation in CRB process5
Annealing treatment
Prerolling annealing
There are fewer researches on the effect of prerolling annealing treatment on the bond strength. The present authors, 4 4,41 in recent investigations of the effect of prerolling annealing of aluminium strips, showed that bond strength improved when the annealing treatment was carried out before rolling. However, it was found that the effect of prerolling annealing was evidently more pronounced at higher reduction in thickness. It can be concluded that prerolling annealing facilitates breaking of the surface layers and the formability of virgin metals in the underlying surfaces. This, in turn, gave rise to enhanced extrusion of new metal surfaces through more cracks in the interface; hence, stronger bonding at the interface of strips. In addition, prerolling annealing reduced strip hardness and, therefore, increased bond toughness. During the peel test, a crack propagates through the bonded area. Improvement of the bond toughness raises the required force for crack propagation, which increases bond strength. Furthermore, the threshold deformation for bonding decreases as a result of annealing treatment before the CRB process. It is necessary to overcome the activation energy of bond formation in order to initiate the bonding process. This energy is provided by the prerolling annealing process. Via this treatment, more atoms obtain the activation energy required for bond formation. Thus, deformation plays a less effective role in overcoming the energy barrier. Thus, the amount of threshold deformation required for bonding decreases by prerolling annealing. In other words, this treatment makes more bonding possible at lower thickness reductions.
Post-rolling annealing
To date, the post-rolling annealing treatment has been carried out for various metals, such as aluminium, copper and steel. 4 4,15 In all researches, it has been reported that post-rolling annealing, even at low times and temperatures, can improve bond strength. It was suggested that three phenomena may influence bond strength during annealing treatment after the CRB process. First, post-rolling annealing decreases strip hardness and so increases bond toughness. Improvement of bond toughness increases the force required for crack propagation in the peel test, thereby increasing bond strength. Second, enhancement of bond strength after post-rolling annealing may be attributed to the atomic diffusion phenomenon at the interface and thermally activated short range atomic movements. Third, annealing treatment after the CRB process helps the removal or reduction in residual stresses between the solid state bonded materials. If the extruded virgin metal is just partially bonded, the annealing treatment after the CRB process will improve and complete bonding. Furthermore, when the temperature of post-rolling annealing is increased, for some metals and alloys, the intermetallic or other brittle phases may be formed at the interface.20–22,27 Therefore, it should be noted that in order to achieve good ductility and therefore bond strength, an optimum time and temperature dependent post-rolling annealing treatment is determined in the metals.
However, the present authors4 indicated that the effect of prerolling annealing is more pronounced than post-rolling annealing. It can be argued that reducing hardness and increasing formability before the CRB process (via any treatment) are best for increasing bond strength.
Considering the occurrence of threshold deformation, it may be claimed that deformation plays a greater role than the annealing treatment in creating bonds because bonding does not occur until a threshold deformation is reached despite the annealing treatment being applied.
Initial thickness
Previous investigations have clarified that the initial thickness affects the location of the bond point and, hence, changes the bond strength.38 Movahedi et al.24 have investigated the effect of initial thickness on the bond strength of Al-3003 alloy and pure Zn strips. They found that by decreasing the initial thickness of both strips, the bond strength increases and the threshold reduction decreases. They suggested that the achieved results may be attributed to the following phenomena: when the initial thickness of the sheets is reduced, the required pressure to reach a certain reduction may increase, and similar to the effect of reduction in thickness, this result may be attributed to the bond point position that approaches the entrance of the roll gap at a certain reduction, when the initial thickness of aluminum and zinc strips is reduced.
In an early investigation, the present authors4 showed the effect of varying the initial thickness of aluminium strips on bond strength in CRB process. It was found that bond strength increases, but threshold reduction decreases when the initial thickness is reduced. The mean contact pressure P of multilayer strip rolling was calculated using the following relation
4
4,5

Rolling speed
The effect of rolling speed on the bond strength was investigated by some authors. 4 4,30 Results reveal that increasing the rolling speed increases the threshold reduction and decreases the bond strength. It can be related to the insufficient extrusion of the virgin metals through cracks in a short time due to high rolling speed. In addition, high speeds can result in width changes on the top and in the following parts of samples. In addition, the present authors4 indicate that the effect of rolling speed was more pronounced at higher reductions for Al/Al strips. It should be noted that the effect of rolling speed is twofold. While it affects the temperature at the interface (high speed causes high temperature that is good for bonding), it also affects the effective duration of bonding. Bond strength is observed to decrease as the speed increases, leading to shorter contact times. In our study, the results indicate that for cold roll bonded Al/Al strips, time is a more important factor than temperature in the effect of rolling speed.
Rolling direction
Rolling direction is the newest parameter affecting bond strength, as discovered by the present authors.4 To investigate the effect of rolling direction on bond strength, some strips were cut parallel to the transverse direction of the as received sheets. It was found that, when the CRB process is carried out in the transverse rolling direction of as received sheets, the bond strength decreases. It can be suggested that bond strength partly depends on the total actual area of contact. The surface asperities of the strips before the bonding will depend on the roll surface asperities. In other words, during the CRB of the strips, roll surface asperities will be impressed into the strips. The roll's surface will create its mirror image on the strips. If the actual area of contact is larger in the original rolling direction, this may contribute to the increased bond strength.
Friction coefficient
Hosseini and Kokabi45 have investigated the bond strength of CRB under three lubrication conditions: no lubrication (μ: ∼0·15), poor lubrication (μ: ∼0·13) and normal lubrication (μ: ∼0·11). It was found that bond strength increased with a higher friction coefficient. In addition, with a small friction coefficient and reduction, bonding was not successful. The results also showed that when friction coefficient is increased, Rt decreased. Manesh and Shahabi30 have also studied the effect of friction on the bond strength of Al/St and Al/St/Al strips, and found that the bond strength of the strips increased with the raising of the coefficient of friction. Finally, the present authors15 have investigated the bond strength of cold roll bonded aluminium strips under three lubrication conditions: lubrication by oil applied to rolls (low friction coefficient), dry friction or without lubricant (normal friction coefficient) and roughening of the surfaces of both strips (high friction coefficient). It was found that when the friction coefficient is increased, the bond strength improves. All these results are in agreement. These results can be related to increased mean contact pressure P with increasing coefficient of friction between the outer layers and the rolls. This is because the mean roll pressure increases with increasing coefficient of friction between the outer layers and the rolls. As mentioned before, the mean contact pressure of the multilayer strip rolling was calculated using equation (2). When the coefficient of friction between rolls and strips is increased, the length of roll strip contact L for a constant reduction is decreased. Referring to equation (2), when the roll strip contact length L is decreased, the mean contact pressure increases, which results in improvement of the bond strength. In other words, when the strip friction coefficient increases, the pressure needed to reach a certain reduction reduces.
Particles
In recent investigations, effect of particles on the bond strength was studied. Alizadeh and Paydar36 have been investigated the CRB of 1050 aluminium strips in the presence and absence of micrometre sized TiH2 particles at different thickness reductions. It was found that the bond strength and threshold deformation at all reductions in the presence of TiH2 particles decrease and increase respectively. Using the film theory, it can be suggested that TiH2 particles prevent the extruding of underlying surfaces through cracks, and therefore, the bonding area and consequently bond strength decrease. The reason for this phenomenon is clarified by the energy barrier theory. As mentioned before, it is necessary to overcome the activation energy of bond formation in order to initiate bonding in CRB process. In fact, the required energy for rearrangement of the surface atoms to achieve a proper bonding configuration, dispersal of any surface contaminant layers and activation energy for atom to atom bond formation markedly increases, when TiH2 particles are present between the strips.
Furthermore, Lu et al.20 has used the nanosized SiO2 particles between two 6060 aluminium strips. However, unlike the aforementioned researchers, they have found that SiO2 particles increase the bond strength between aluminium strips. The particles are thought to improve the bond strength by three following mechanisms: (1) the SiO2 particles at the interface play the same role as the second phase in composite materials, which induce the dispersion hardening. Thus, shear deformation leads to the pile-up of dislocations around the particles. This serves to locally harden the interface and enhance the bond strength; (2) it should be noted that the hardness of SiO2 particles is more than the aluminium. Therefore, the particles can break the oxide layer that exists on the surfaces of the strips to be roll bonded. The scratch brushing treatment has a similar influence, but the delay time between scratch brushing and CRB process causes re-formation of the oxide layer on the surface.6 Unlike the scratch brushing, the SiO2 particles cause fresh surfaces to be exposed, and without sufficient time to reform an oxide layer, the surfaces are bonded more effectively; (3) it is well known that the adhesion between the particles and the strips, caused by the atom diffusion, is attributed to the maximum static friction and bond strength at the interface. The smaller particle is helpful in increasing the atom diffusion from the particles to the strips. This will enhance the adhesion and, in turn, improve the bond strength.
Finally, the present authors5 has investigated the CRB of 1100 aluminium strips in the presence and absence of nanosized Al2O3 particles at different thickness reductions. It was found that the presence of Al2O3 particles reduces the bond strength of layered strips when compared to layered pure aluminium for the same deformation reduction applied through CRB process. In addition, it is evident that by increasing the Al2O3 particles between strips, the average peel strength and, therefore, the bond strength decrease. Using the film theory, it can be suggested that Al2O3 particles prevent the bonding of underlying surfaces due to the presence of interfacial cracks. Therefore, the bonding area and consequently bond strength decrease.
Therefore, it can be concluded that the type of particles plays a significant role in bond strength. Some particles such as TiH2 and Al2O3 decrease the bond strength, while the presence of SiO2 particles improves the bond strength of strips.
Cold roll bonding map
The map including different metals for successful bonding in the CRB process is shown in Fig. 7.11,25–29,37,39 This map is plotted according to the lattice structure and hardness of the metal at room temperature.66 The fcc materials are the most satisfactory for use of CRB process due to non-workhardening rapidly for metals with fcc lattice structure. The hcp metals, such as Mg, Cd and Zr, have bonding properties considerably inferior to those of cubic metals, such as Al, Cu, Fe and Pb. In other words, the hexagonal materials have a higher threshold deformation and lower bond strength compared to cubic materials.66
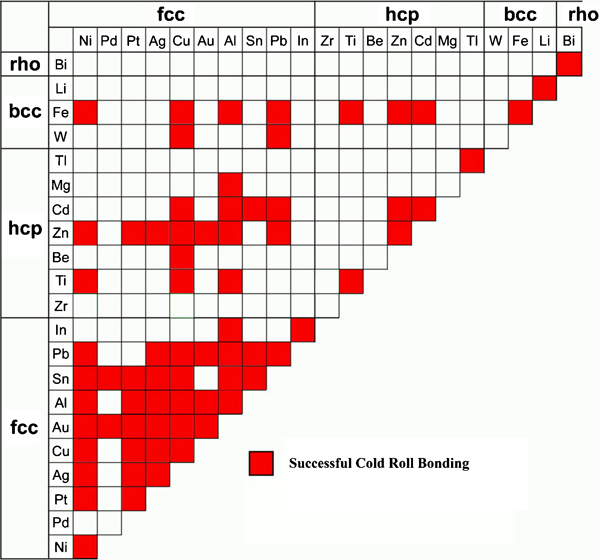
Cold roll bonding map according to lattice structure and hardness of metals66
Bonding theoretical models
Several authors have suggested some theoretical models for CRB process. For predicting the bond strength in CRB, Vaidyanath et al.49 have proposed the following equation

Recently, Hosseini and Kokabi45 have developed a new approach for estimating bond efficiency from peel test results for a 5754 aluminium strips used as the testing material. They proposed the following equation for predicting weld efficiency

Although several theoretical models have been proposed for CRB process, the general bonding mechanism of CRB is still unclear. It can be concluded that for determining the bond strength of metals, using the theoretical models caused some problems, particularly in the case of cold roll bonded dissimilar materials.
Conclusions
The present study has provided a review of the CRB process. The conclusions drawn from our paper can be summarised as follows:
The bond strength of strips improves and threshold deformation decreases, when the thickness reduction was increased.
With pre- and post-rolling annealing treatment, the bond strength of the strips increases, but prerolling annealing is a much better treatment for enhancing the bond strength between strips.
Increasing the initial thickness in the CRB process decreases the interlayer bond strength.
The effect of rolling speed on bond depends on the synergic effects of contact time and temperature of the rolling zone. Higher speeds create higher temperatures of the rolling zone but decrease the contact time of interfaces; hence, bond strength decreases accordingly.
The CRB process employed in the transverse rolling direction of as received sheets causes the bond strength to decrease compared to the original rolling direction.
Increasing roll strip friction coefficient yields increased values of mean contact pressure and bond strength.
The type of particles plays a significant role in bond strength. Some particles, such as Al2O3 and TiH2, decrease the bond strength, while SiO2 particles increase the bond strength of strips.
It is easy for fcc lattice structure metals to cold roll bond compared to bcc and hcp.