
Abstract
Monetite coatings were produced on H2O2 treated carbon/carbon composites by induction heating deposition in the presence or absence of ultrasonic agitation of the bath and then converted to hydroxyapatite coatings undoped with other cations by ammonia hydrothermal treatment. The phase, morphology and chemical composition of the as achieved monetite and hydroxyapatite coatings in the presence/absence of ultrasound were characterised by XRD, SEM and TR-XRF. The adhesion of monetite and hydroxyapatite to the H2O2 treated carbon/carbon substrates was evaluated by a scratch test. The results showed that no obvious differences in the phase and composition for the as obtained coatings were found. However, ultrasonic bath could produce denser and better bonded coatings. The ultrasonicated coatings showed an average critical load of 38 N, which is nearly three times as high as that of the hydroxyapatite coating without ultrasonic bath. The failure position of the hydroxyapatite coating occurred in the coating, and no delamination was observed.
Introduction
Carbon/carbon (C/C) composite is considered to be a promising constituent for orthopaedic and dental surgery, and has drawn increasing attention in the past decades. It possesses high strength, high toughness and good resistance to fatigue besides their biocompatibility; especially its elastic modulus is close to that of human bone, which helps to avoid ‘stress shielding’. However, C/C cannot be bonded chemically with bone tissue and easily encapsulated after implanting into the living body by fibrous tissue. In addition, due to friction damage during surgical operations, it may release carbon particles, which will deposit in the neighbourhood of the implant and the lymphatic node, causing ‘black skin effect’.1,2 These drawbacks of C/C composites have limited their potential applications.
Hydroxyapatite (HA) has a chemical composition similar to that of the inorganic part of human bones and has excellent biocompability in comparison with other implant materials.3,4 HA coated specimens achieve bone mineralisation directly on the coating surface. However, HA has lower fracture toughness than human bones and is vulnerable to failure under tensile loads. Therefore, in recent years, HA was coated onto C/C substrate surfaces to improve its mechanical properties. To date, many surface treatment techniques have been developed to prepare HA coatings on C/C composites, such as plasma spraying,2 electrochemical preparation,5 sol–gel processing6 and biomimetic deposition.7,8 The main problem of the present methods is the weak adhesion strength between HA coating and C/C substrate. Recently, in the authors’ research group, a novel technique by the combination of induction heating deposition with hydrothermal treatment (IHD/HT) was developed to coat adherent HA coating on modified C/C substrate.9 – 12 By this method, an adherent HA undoped with other cations on H2O2 treated C/C (HT-C/C) composites with the critical load of 13·1 N could be achieved.9 Meantime, it was found that if doped with Na ions, the HA coating on HT-C/C could reach the average critical load of 51 N.11 However, it was found that the HA coatings reported in the authors’ previous studies would delaminate from the C/C substrate after they failed, which should be improved.
Sonochemistry, the combination of ultrasound with electrochemistry, has recently received considerable attention, which provides various benefits over conventional, so called silent chemical methods.13 For example, sonoelectrochemical deposition has previously been reported to increase the hardness of the ceramic coating, markedly improve deposition rates and efficiencies and enhance adhesion of the coating to the substrate.14 In this study, the aim was to prepare improved undoped HA coatings on HT-C/C composites in ammonia aqueous by modified IHD/HT, namely, monetite coatings were produced on HT-C/C by IHD with ultrasonic agitation of the bath and then converted to HA coatings undoped with other cations by HT.
Experimental
Induction heating deposition was performed using SP-15 high frequency induction power (Shenzhen SuanPin Power Co. Ltd, Shenzhen, China). The experimental set-up for IHD process was described elsewhere.9 The IHD process was performed in the ultrasonic bath with the power of 150 W and frequency of 20 kHz. The used solution containing Ca and P ions in this study was prepared by dissolving given amounts of reagent grade chemicals of 0·08M Ca(NO3)2 and 0·048M NH4H2PO4 into distilled water.
Small specimens (Φ10×10 mm2) used as substrates were cut from bulk three-dimensional C/C composites with a density of 1·8 g cm−3. Before the coating runs, samples were pretreated in high pressure steam in a 50 mL autoclave with 40 mL 2M H2O2 solution at 160°C. After removal from H2O2 solution, these cylinders were rinsed ultrasonically with deionised water and dried in air.
All the deposition experiments were carried out at an applied current of 500 A at room temperature for 1 h. At the end of each run, the coated cylinders were rinsed with distilled water and then hydrothermally treated at 150°C for 4 h in an autoclave. After hydrothermal treatment, all the coated samples were annealed in vacuum to remove water in the coatings at 200°C for 1 h.
The crystalline structure, morphology and composition of the coated samples were characterised by a D8 Advance X-ray diffractometer (Bruker AXS GmbH, Karlsruhe, Germany; Cu Kα radiation), scanning electron microscopy (SEM) with an S-3400N (Hitachi, Tokyo, Japan) microscope and an s4 explorer XRF spectrometer (Bruker AXS GmbH). The adhesion strength of the HA coatings deposited on C/C substrates was determined by an S-3400N scratch tester fitted with a Rockwell C 0·2 mm diamond stylus with a preload of 1 N. The load speed, maximum load and scratch speed were 50 N min−1, 2·5 mm min−1 and 25 N respectively. The scratch trance of the HA coating was observed by a stereomicroscope (SM).
Results and discussion
Figure 1a and b shows the XRD spectra of the as deposited coatings on HT-C/C in the presence or absence of ultrasonic bath. From the XRD patterns, the crystalline phases of the two coatings were identified to be calcium hydrogen orthophosphate (CaHPO4, monetite), and no significant change is found for them. After hydrothermal post-treatment, both the two monetite phases are converted to HA with the same crystalline structure, as presented in Fig. 1c and d. The composition analyses by TR-XRF show that no other cation except for Ca ion is found in both the HA coatings. The Ca/P ratios are 1 for both the two as deposited coatings, while those of the two as converted coatings are both ∼1·55 being close to that of HA composition. The composition analyses are consistent with the above structural determination by XRD. These results indicate that as conversed HA coating is Ca-HAp undoped with other cations, and the as used ultrasound has no apparent effect on the phases and compositions of the as deposited and hydrothermally treated coatings.
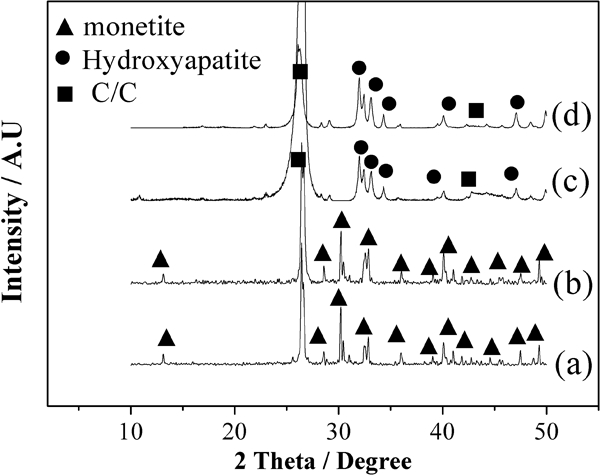
X-ray diffraction spectra of monetite coatings on HT-C/C prepared by induction heating deposition a under ultrasonication and b without ultrasonication, and hydroxyapatite coating c or d transformed from a or b respectively by ammonia hydrothermal treatment
The two as deposited monetite coatings on HT-C/C substrate show a thickness of 100 μm or so, and consist of particle-like crystals with smooth surface. These crystals agglomerate together to form dense morphology, and their morphologies are the same as that of the Ca–HA coatings after the hydrothermal post-treatment at lower than ×400 magnification. Further observation of SEM images at ×10 000 magnification shows that the Ca–HA coatings obtained in ultrasonic bath consist of nanometre grains, which is similar to that without ultrasound, as reported in the authors’ previous study.12 Thus, only the morphologies of the two Ca–HA coatings at ×400 magnification are presented, as shown in Figs. 2 and 3. From the two figures, it is found that the crystal sizes of the two Ca–HA coatings show no significant difference, but the morphology of the Ca–HA coating obtained in the ultrasonic bath has less holes and is denser than that without the ultrasonic bath. Figure 2
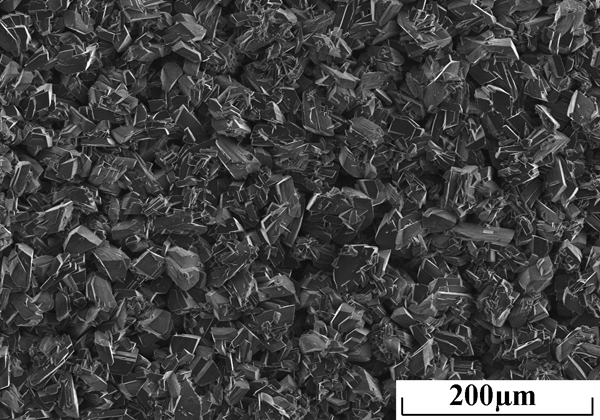
Morphologies of hydroxyapatite coating on HT-C/C without ultrasonication
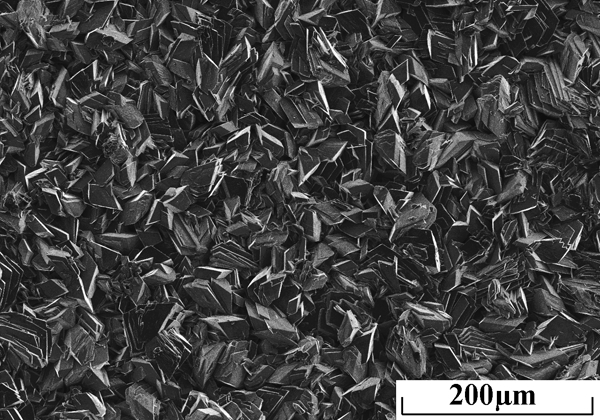
Morphologies of hydroxyapatite coating on HT-C/C under ultrasonication

Optical image of scratch test performed on ultrasonicated hydroxyapatite coating
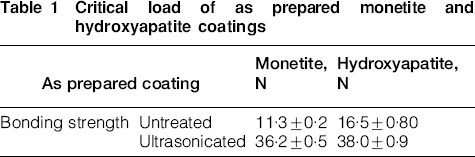
Table 1 presents the average critical loads for the monetite and Ca–HA coatings on HT-C/C. The average critical loads of the two coatings are 11·3 and 16·5 N respectively without the ultrasonic bath, while the average values are at 36·2 and 38·0 N respectively in the presence of ultrasound. The bonding strengths of the coatings in the presence of ultrasound are close to three times than those in the absence of ultrasound. The corresponding shear stresses were calculated to be ∼104·2 MPa for the ultrasonicated HA coating using the following expression10

Critical load of as prepared monetite and hydroxyapatite coatings
The stress strength of HA coatings on HT-C/C is greater than that of HA coatings deposited on C/C composites by plasma spray (7·15 MPa)2 and the loading stress on the hip joint during gait (<35 MPa).1 It is also higher than that of C/C composite bone, which is 2·44 MPa, 20 weeks after implantation in mouse,9 which is high enough for handling before implant and strong enough to survive in the living body.
Figure 4 shows the SM image of the scratch trace for the ultrasonicated HA coating. From Fig. 4, it can be seen that no fracture or chip is observed at the border or inside the scratch until the maximum applied load, and the coating materials are squashed along the track. Figure 5 gives the two curves for the ultrasonicated coating of frication v. load and scratch distance v. penetration depth respectively. The Ca–HA coating is not scraped off by diamond indenter until the load of 38·8 N. The damage site of the ultrasonicated coating is subsequently examined under the SM. The failure position of the coating occurs in the coating, and no delamination of the coating from the substrate is observed even if the maximum load is reached (Fig. 6). These results show that the improved Ca–HA coating can be prepared by ultrasonicated IHD/HT technologies.
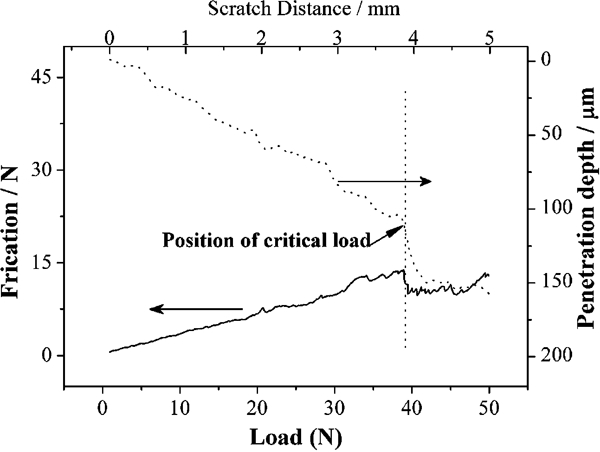
Plot of friction force v. load and penetration depth v. scratch distance
Optical image of failure site in scratch test performed on ultrasonicated hydroxyapatite coating
According to the above analyses, it can be deduced that the bonding strength of the Ca–HA coatings prepared by IHD/HT with/without ultrasonic bath is determined by the compactness and adhesion of its precursor monetite coatings, which may be related to ultrasound irradiation in the mother solution. It is well known that when ultrasonic wave passes through a liquid, acoustic cavitation will take place.15 During the ultrasonic cavitation process, the resultant microbubbles rapidly collapse resulting in lots of cavities. The temperatures and pressures inside cavities can reach values as high as 3400–4300°C and 20–50 MPa, and the cooling rate is over 764°C s−1 when the bubbles implode,16 which enables polar oxygenous functional groups to form on the carbon surface.17 The functional groups can act as the active sites to increase the CaP nuclei, which will be beneficial in enhancing the link between C/C and monetite, This is one of the reasons to improve the adhesive strength between them. In addition, the collapse of microbubbles will also produce the microjets and shock waves near the C/C and as deposited crystals. The arising shock wave is beneficial in dispelling weakly bonded CaP nuclei near C/C. This is the other reason that enhances the adhesive strength between C/C and the monetite coating. In the meantime, the generated microjets can facilitate the infiltration of Ca and P ions into the gap between the monetite crystals, resulting in dense morphology and thereby improving the cohesive strength of the monetite coating. Therefore, the as achieved monetite coatings in the presence of ultrasound show compacter morphology and higher bonding strength than those without the ultrasonic bath. After hydrothermal treatment, both the two monetites will topologically transform to the Ca–HA phases with no remarkable change in composition.12 Thus, these as transformed Ca–HA coatings can retain their morphologies similar to their precursor monetite coatings. Therefore, the Ca–HA coatings prepared by IHD/HT techniques in the ultrasonic bath still show compacter morphologies and further better bonding strength than those obtained in the absence of ultrasound. In addition, it is worth noting that these coatings prepared in ultrasonic bath show uniform plastic deformation according to the scratch morphologies of the as achieved Ca–HA coatings. In contrast, the Ca–HA coatings reported in the authors’ previous results without ultrasound always spalled off from the C/C substrate once they failed. This failure mode of the as received Ca–HA coatings in ultrasonic bath indicates that the adhesive strengths of these Ca–HA coatings is larger than their cohesive strengths, which is the most important among the advantages of the modified IHD/HT techniques for coating HA onto modified C/C.
Conclusions
The dense, crystalline HA coating undoped with other cations with strong bonding to HT-C/C substrate has been obtained using the methods of ultrasonic induction heating deposition and hydrothermal treatment. There are no obvious changes in the phases and compositions for the monetite and Ca–HA coatings obtained in the presence/absence of ultrasonic bath. The monetite and Ca–HA coatings obtained in ultrasonic bath have denser morphologies and stronger bonding strengths than that without the ultrasonic bath. The Ca–HA coating obtained in ultrasonic bath is on average 38·0 N, which is nearly three times as high as that of the Ca–HA coating without ultrasonic bath. The value of the adhesion between HT-C/C composites and HA is high enough for handling before implant and strong enough to survive in the living body.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China (grant no. 50702034) and the Shenzhen Science and Technology Research (grant no. PT200805200295A).