
Abstract
Spectrally selective Al/AlN/Al/AlN tandem solar absorbers were deposited onto soda lime glass substrates using inline ac magnetron sputtering in a reactive atmosphere containing argon and nitrogen. To achieve a reproducible and homogenous deposition process, the deposition of multilayer Al/AlN/Al/AlN films under different process conditions was investigated. Two main variables, ac power and the speed of substrate movement in the chamber, were varied in the ranges of 1–10 kW and 10·47–31·4 mm s−1 respectively to obtain films with high absorption and low emittance. The effects of film thickness of different layers and deposition conditions on the optical performance of selective coatings were also studied. Structural features and surface morphology of the films were investigated by X-ray diffraction and field emission scanning electron microscopy analyses respectively. In the present study, tandem solar absorber films deposited onto glass substrate with optimised sputtering parameters can consistently achieve solar absorptance α of 0·864 and thermal emittance ϵ of 0·03 at 80°C.
Introduction
Spectrally selective solar absorber films have been used for converting solar radiation into thermal energy. Absorbers used in thermal solar collectors should fulfil the requirements of both high absorptance α in the solar spectrum and low emittance ϵ, i.e. high reflectance, in the infrared wavelength range.1 However, no single material in nature is found to be sufficiently spectrally selective for solar applications.2,3 To obtain this kind of graded selective surface, various mechanisms have been utilised, such as cermets, absorber–reflector tandems and multilayer interference stacks.4 Among solar selective absorbers materials, ceramic–metal composites are of special interest because of their high thermal stability, making them particularly suitable for high temperature applications in photothermal solar energy conversion.5 Solar selective absorbers have been fabricated by many different methods, including magnetron sputtering, evaporation,6 – 9 chemical vapour deposition, chemical conversion and electroplating.10,11 Among these methods, magnetron sputtering technology has been extensively used for large area coatings. The reactive ac magnetron sputtering process using a metallic target is considered to have high potential for large area coatings at a low cost.
Direct current magnetron sputter deposition of thin metal films from nickel and copper based alloys has been used to prepare infrared reflectors in spectrally selective solar absorbers. This sputtering process has been investigated in regard to sputtering power, argon pressure and base pressure12 – 15 to achieve maximum infrared reflectance for each target material. W–AlN cermet selective surfaces were produced using a special direct current magnetron sputtering technology. During the deposition of the W–AlN cermet layer, both Al and W targets were used simultaneously in a gas mixture of argon and nitrogen. The resulting W–AlN cermet exhibited excellent thermal stability in a vacuum at high operating temperatures.16
To satisfy the commercial requirements for a mass production process, the present study used a continuous series of chambers for sputtering. The spectrally selective Al/AlN/Al/AlN tandem solar absorbers were prepared onto soda lime glass substrates by inline ac reactive magnetron sputtering using an aluminium metallic target, argon plasma gas and nitrogen reactive gas. In order to achieve high photothermal conversion and good reproducibility, the following experimental variables were studied, including substrate moving speed, nitrogen flowrate and ac sputtering power. The effects of the deposition parameters on the structure, surface morphology and optical properties of solar absorption films were studied.
Experimental
Inline type sputtering systems have been widely used as commercial production systems for large sized glass substrates. The system usually consists of gates, a buffer chamber and a coating chamber, through which the substrate is conveyed.17 The inline process system used in this study consists of five chambers and six air pressure operated gates, as shown in Fig. 1. Different types of vacuum pumps include roots pumps, diffusion pumps and booster pumps are used to maintain controlled vacuum conditions in different chambers. The vacuum operation conditions in different chambers are summarised in Table 1.
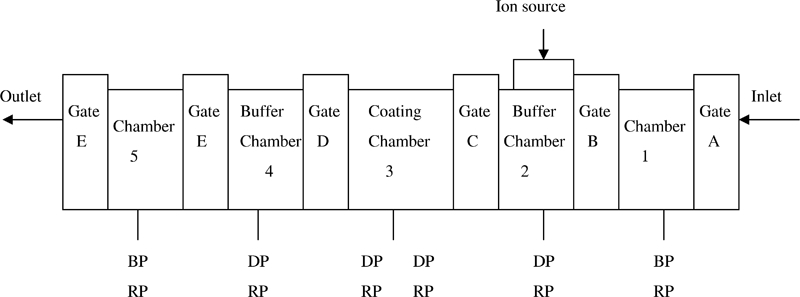
Schematic diagram of continuous vacuum chambers
Operating conditions of inline vacuum chambers*
RP: roots pumps; DP: diffusion pumps; BP: booster pumps.
In this study, a fixed magnetic field was used to restrict sputtering atoms in the magnetic field in order to increase their probability to be deposited onto the substrate. This method effectively increased the utility of the target material and enhanced the deposition efficiency of the sputtering atoms to the substrate. Sputtering from a high purity Al metallic target in argon and nitrogen gases promoted the formation of the AlN thin films. Consequently, high quality AlN thin films were able to be deposited without using costly AlN targets. The substrate materials commonly used for selective solar absorber films are copper, aluminium, stainless steel and glass. If a metal is used as the substrate, it is generally employed as a reflector layer. However, the metal reflector layer may be easily contaminated by impurity particles. If the substrate is glass, it needs to be coated with a metal film in order to serve as the reflector layer. Because the metal film reflector layers are not exposed to the ambient atmosphere during deposition, they are cleaner than the reflector layers made of metal substrates.
The soda lime glass substrates (99·999% purity) were ultrasonically cleaned in acetone, rinsed in deionised water and subsequently dried by nitrogen gas. The second chamber was equipped with an ion source (O2), which was used to clean the substrate before deposition. The sputtering was performed in an Ar and N2 atmosphere with a constant substrate/target distance of 0·2 m. The power setting for the ac magnetron varied between 1 and 10 kW. The speed of the substrate movement within the sputtering chamber varied between 10·47 and 31·40 mm s−1. The nitrogen flowrates were maintained at 50 and 200 standard cubic centimetres per minute (sccm). The deposition conditions are summarised in Table 2. After coating deposition, all thin film samples were analysed with a spectrophotometer (U-4001, Hitachi, Tokyo, Japan) and an emissivity meter (International Technology Corporation, Satellite Beach, FL, USA). The structural properties were determined by X-ray diffraction (Rigaku-2000 X-ray generator, Rigaku Corp., Tokyo, Japan) using Cu Kα radiation with an incident angle of 1°. The film thickness was measured using a surface profilometer (α-step, AMBIOS XP-1, Ambios Technology, Santa Cruz, CA, USA). The surface morphologies were analysed using field emission scanning electron microscopy (SEM, JSM-6500F, JEOL, Tokyo, Japan).
Deposition conditions
Results and discussion
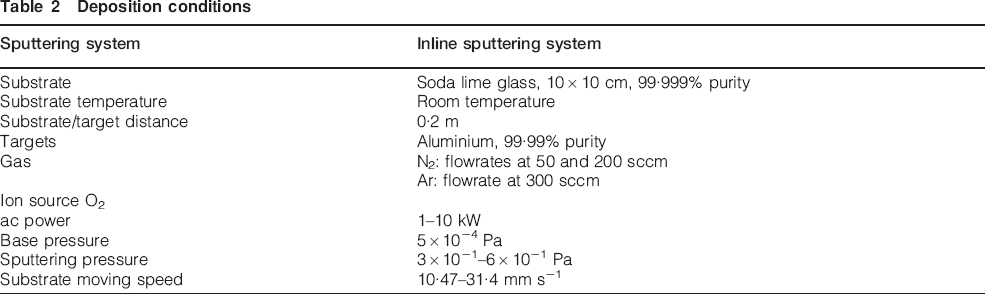
In order to estimate the effect of thickness of individual layers on the thermal absorptance and emittance, a series of preliminary tests (group P) were conducted at a constant nitrogen flowrate and ac power levels with various substrate moving speeds. The deposition parameters were Ar flowrate at 300 sccm, N2 flowrate at 50 sccm, ac power×number of deposition for each layer (8 kW×4/6 kW×4/2 kW×4/10 kW×4) and substrate moving speeds at 15·7, 21·0, 26·0 and 31·4 mm s−1. Effects of substrate moving speed on the resulting α and ϵ of are shown in Fig. 2. These preliminary tests clearly indicate that increasing substrate moving speed results in higher absorptance and lower emittance. Since the parameters in group P tests were kept constant except for the substrate moving speed, it was suggested that thickness differences of individual layers produced at different speeds may influence α and ϵ directly. Consequently, a systematic study of deposition parameters was conducted to achieve optimal thickness combination of films with high absorptance and low emittance.
Solar absorptance and thermal emittance (at 80°C) with argon flowrate of 300 sccm, power×number of times of 8 kW×4/6 kW×4/2 kW×4/10 kW×4 and nitrogen flowrate of 50 sccm, at different substrate moving speeds of 15·7, 21, 26 and 31·4 mm s−1
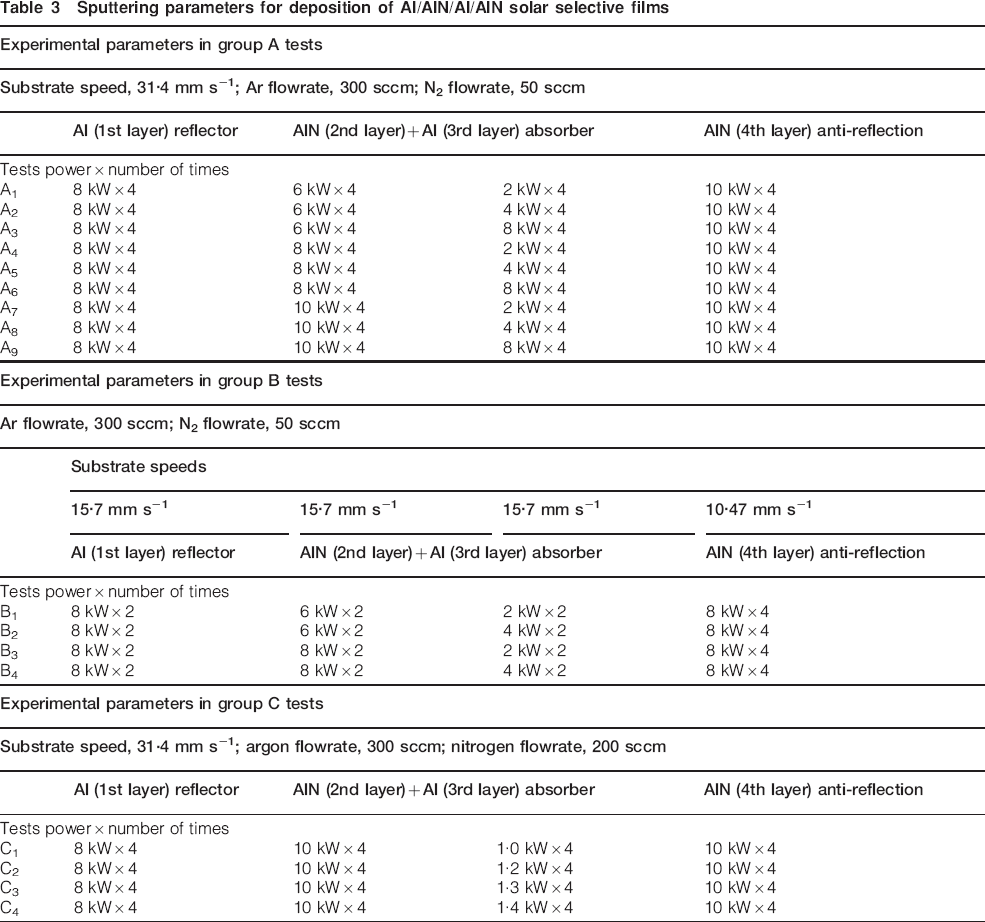
The deposition parameters for producing Al/AlN/Al/AlN solar selective films are listed in Table 3. The experiments were designed to study the effect of individual film thickness and the nitrogen flowrate on absorptance and emittance. Therefore, the power of ac magnetron and the number of deposition were varied to assess the effect of individual thickness of the tandem layers. In order to evaluate the effect of nitrogen flowrate on the absorptance and emittance of the resulting tandem films, the nitrogen flowrate in group C tests was increased to 200 from 50 sccm in group A and B tests. The substrate moving speeds in group B tests were considerably lower than those in groups A and C to achieve different thickness combinations of tandem films. Thicknesses of the deposited thin films in groups A–C are listed in Table 4.
Sputtering parameters for deposition of Al/AlN/Al/AlN solar selective films
Thickness of deposited thin films in groups A–C tests
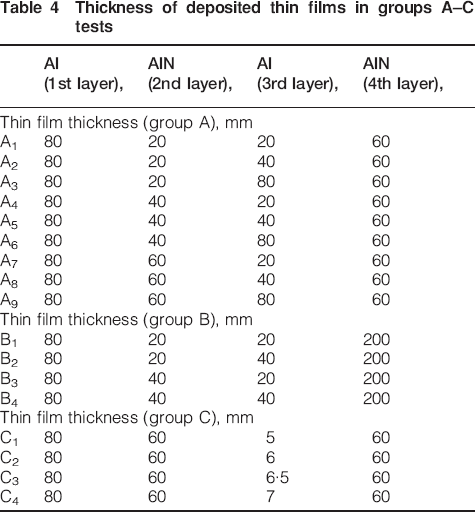
The first layer (Al) was deposited onto the glass and served as the reflector layer. Therefore, the thickness of this reflector layer remained unchanged at 80 nm in group A–C tests. The second layer (AlN) and the third layer (Al) acted as absorber layers. Consequently, the deposition parameters were controlled to produce different thickness combinations in these two layers, as shown in Table 4. In order to evaluate the effect of thickness of the fourth antireflection layer (AlN), group B tests had significant thicker antireflection layers.
The solar absorptance α and thermal emittance ϵ of selective absorber films in groups A–C are listed in Table 5. It was found that the values of α and ϵ were strongly dependent on the thickness of the tandem layers, which were controlled directly by the deposition parameters.
Solar absorptance and thermal emittance of selective absorber films
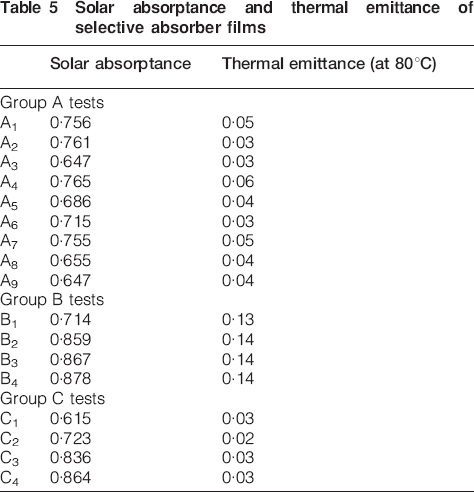
In group A tests, the nitrogen flowrate was kept at 50 sccm, and the substrate moving speed within the chamber was 31·4 mm s−1. Among group A tests, the process A2 has the highest solar absorption/thermal emittance ratio. However, this process has relatively low reproducibility.
By comparing the results from group A and B tests, it was found that increasing the fourth layer (AlN) thickness would increase the emittance ϵ and adversely affect the conversion of solar radiation. It was suggested that the thicker the antireflection AlN layer (i.e. fourth layer), the more infrared radiation would be absorbed by this layer. Consequently, the emittance ϵ would increase significantly higher in B1 test (0·13) than that in A1 test (0·05).
Group C tests were performed at much higher N2 flowrate, which may enhance the formation of AlN in both the second and the fourth layers. In addition, the thickness of the third (Al) layer was purposely reduced to the range of 50–70 nm. Consequently, optimum solar absorption and thermal emittance were achieved in C4 process at values of 0·864 and 0·03 respectively. The experiments were conducted four times in order to verify the reproducibility of group C processes. The results showed that group C processes were highly reproducible.
To measure each layer of film thickness of the sputtering deposited samples, a piece of masking tape was attached to the substrate before depositing the film to create a film edge for the thickness measurements. After the deposition, the tape was removed, and an Alpha step profilometer was scanned over the step to obtain the film thickness. The thicknesses of these films are listed in Table 4.
Figure 3 shows the deposited Al/AlN/Al/AlN selective absorber structure on glass substrates. There are four layers in this tandem structure. The first layer is a reflector of Al, which reduces substrate emittance. The second layer is AlN, and the third layer is Al. Both the second and the third layers operate as absorbers. The fourth layer is a transparent AlN thin film antireflector that enhances solar absorption. Ceramic–metal (AlN/Al) composite films, also known as cermet composite films, have optical properties appropriate for high solar absorption. In general, the composite thin coatings strongly absorb the solar radiation. When such a composite coating is formed on a highly reflecting metal surface, the resulting absorber–mirror tandem shows good solar spectrally selective character.18
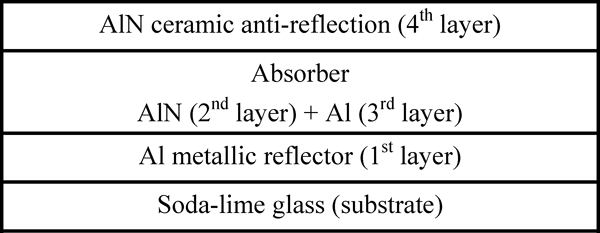
Schematic diagram of deposited Al/AlN/Al/AlN solar absorber structure
Figures 4 (group A), 5 (group B) and 6 (group C) show the measured reflectance for the Al/AlN/Al/AlN coatings. In group B tests, the fourth layer is an antireflection layer of AlN ceramic, and the film thickness is 200 nm. This antireflection layer may be too thick (Zhang and Mills 1992),19 and the reflectance increases almost linearly as the wavelength increases, as shown in Fig. 5. This observation suggests a deterioration of solar absorption and thermal emittance due to the thicker antireflection layer in group B tests. Moreover, Figs. 4 and 6 show the reflectance of group A and C tests. Among group A and C tests, the coatings have the same antireflection layer thickness of 60 nm, and some of the reflectance curves exhibited concave downward characteristics, indicating better solar absorption and thermal emittance.
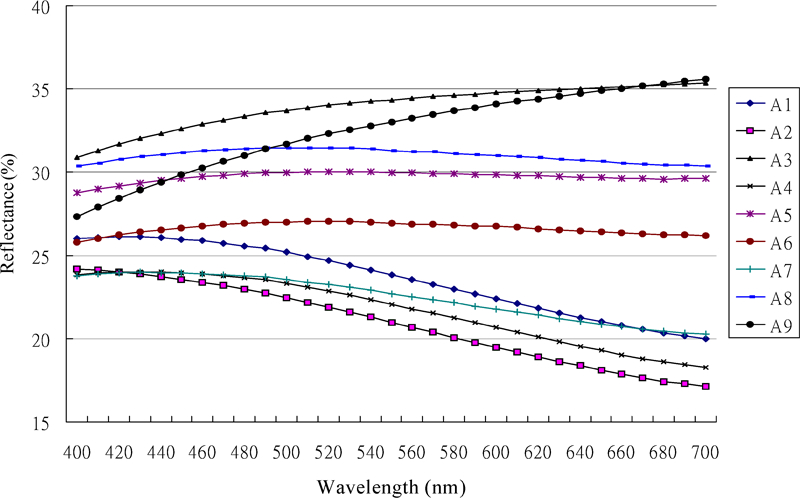
Difference in reflectance of group A tests
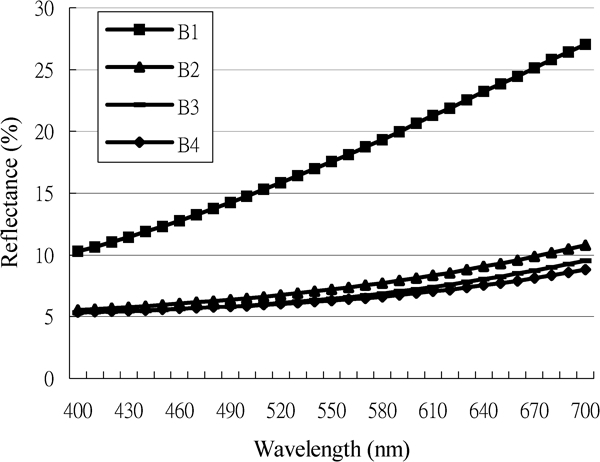
Difference in reflectance of group B tests
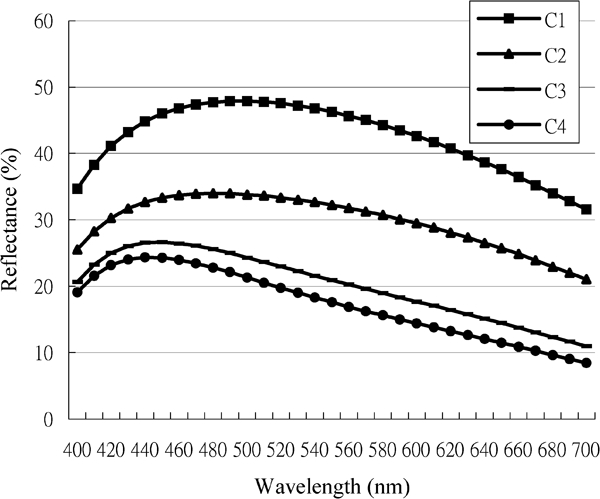
Difference in reflectance of group C tests
Higher N2 flowrate during deposition in group C tests was 200 sccm, which was significantly higher than those in group A and B tests. Therefore, adequate nitrogen was supplied to react with Al atoms to form an AlN thin film. It was suggested that this adequate nitrogen supply might be critical in achieving higher α and lower ϵ.
The surface microstructure of the Al/AlN/Al/AlN coating deposited under different sputtering parameters for the group A–C processes (Table 3) was characterised by SEM. The SEM images are shown in Fig. 7. Test A6 (Fig. 7a) exhibits fine and uniformly distributed AlN grains. The grain growth of the AlN particles on the substrate was suppressed and disturbed by high substrate movement. Therefore, the grain size decreases when the speed of the substrate is increased. In Fig. 7b (group B1 test), the coating was deposited onto the substrate at a lower speed (15·7 mm s−1). Clearly, the grain size in group B1 tests is larger than that in group A6 test (Fig. 7a). Group C4 test is produced at a higher substrate speed (31·4 mm s−1) within the chamber and conducted with a higher nitrogen flowrate (200 sccm). The resulting surface morphology implies that the grains may have fused and are not uniform in grain size, as shown in Fig. 7c.
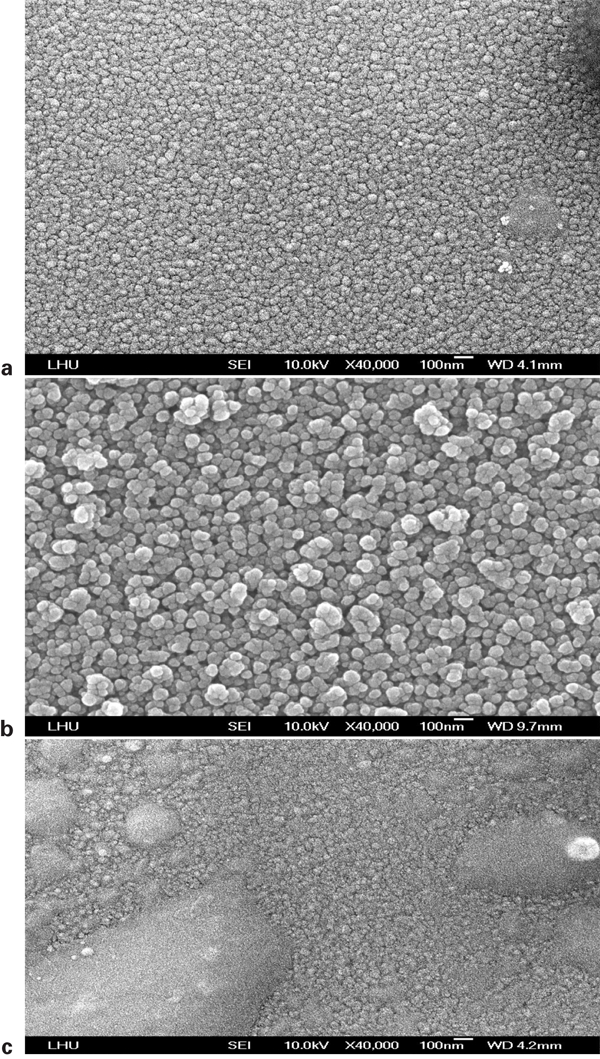
Images (SEM) of solar absorber Al/AlN/Al/AlN films
X-ray diffraction measurements were performed to confirm the crystallinity of the deposited Al/AlN/Al/AlN thin films. The results are shown in Fig. 8. Figure 8a shows the results of tests A1–A3 at 2θ = 38·29°. The AlN (2-1-13) peak is observed, showing that the film structure is regular, with the preferred crystalline plane orientation. However, for groups C1–C4 tests, Fig. 8b shows that the position of the polycrystalline AlN (2-1-13) and AlN (0002) X-ray diffraction peaks are found to occur at diffraction angles 2θ of 38·29 and 36·35° respectively, probably due to a higher nitrogen flowrate (200 sccm) for the reactive growth of the crystalline. The non-homogeneity of the structure of the films increases the AlN crystal defect density. Figure 9 shows that a higher nitrogen flowrate (200 sccm) may result in higher solar absorption and lower thermal emittance.
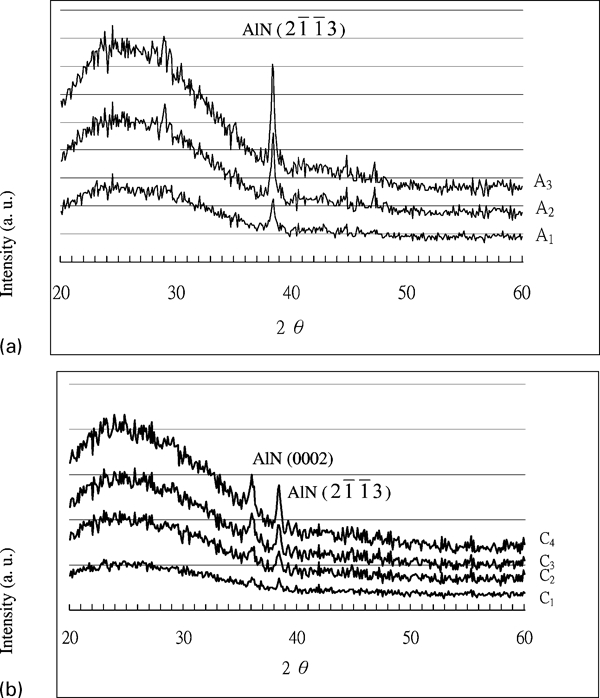
X-ray diffraction spectrums of solar absorber Al/AlN/Al/AlN films
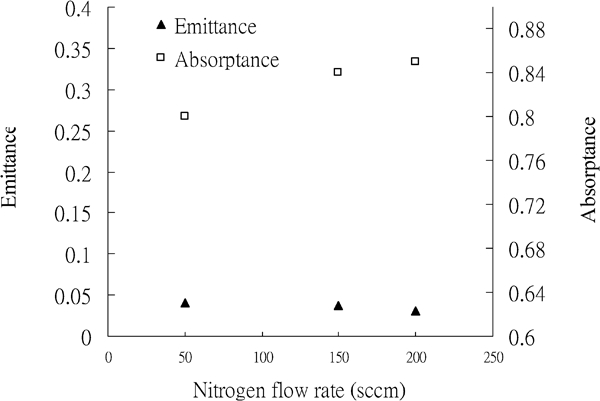
Solar absorptance and thermal emittance (at 80°C) with argon flowrate of 300 sccm, power×number of times of 8 kW×4/6 kW×4/2 kW×4/10 kW×4 and substrate moving speed of 31·4 mm s−1, at different nitrogen flowrates of 50 and 200 sccm
Conclusions
A commercial scale inline ac reactive magnetron sputtering technique for deposition of Al/AlN/Al/AlN spectrally selective solar absorption films on batches of glass has been analysed. The AlN films are coated by the ac reactive magnetron sputtering of an aluminium target in a gas mixture of argon and nitrogen. The momentum and kinetic energy of the sputtered AlN molecules is sufficiently high to form homogeneous AlN coating, and thus good photothermal conversion efficiency could be obtained. In order to acquire high solar absorption and low thermal emittance, it is important to achieve optimum combination of film thickness by careful selection of sputtering parameters. Moreover, a higher nitrogen flowrate (200 sccm) enhances the formation of AlN and is required to produce coatings with higher solar absorption and lower thermal emittance consistently. In the present study, tandem solar absorber films deposited onto glass substrate with optimised sputtering parameters can consistently achieve solar absorptance α of 0·864 and thermal emittance ϵ of 0·03 at 80°C.