
Abstract
Two published papers on a novel solid state steelmaking (S3) process have been reviewed, with particular regard for the technical and economic feasibility of the process. The S3 process involves a two stage twin role casting to solid state decarburisation route and it is claimed to improve product quality and reduce process complexity, by eliminating oxygen blowing in the BOF. The process kinetics of the solid state decarburisation stage has led research to be directed towards a process with an initial starting carbon concentration of 1·2%. This relatively low start carbon level restricts exploitation of the S3 process to scrap intensive routes, such as an EAF, or alternative ironmaking feed, such as HIsarna. Consequently, it is believed that uptake of this process will be limited. Should the mass transfer limitations inherent in the solid state decarburisation be overcome then the possibility to deploy the S3 process to sites fed by the traditional blast furnace would be transformational for the steel industry, reducing capital and operating cost and having a major impact on CO2 and energy requirements.
Process overview of solid state steelmaking (S3)
The papers by Lee et al. 1 in Ironmaking and Steelmaking (page 498, this issue) and by Park et al. 2 in ISIJ represent the available published literature on this topic. The process as described consists of two stages:
thin strip casting of iron/high carbon steel
continuous decarburisation of cast strip by diffusion through the bulk.
The first stage in the process, twin roll strip casting is a reasonably well developed and commercialised technology. The second stage, however, a continuous casting decarburising line, is novel and rate determining and so it is this stage on which the success of this new process visualisation rests. Most important to note is that the original design of this process envisages the input material as being molten iron with carbon content of ∼4%. After further study on the diffusion of carbon from steel sheet, however, this starting carbon concentration has been reduced to 1·2–1·9 mass-%, a change which limits the potential for adoption of this process even if it is technically feasible.
The claims from the process are that if successful, it will lead to a substantial simplification in the process route from raw material to rolled product. This claim will be examined in some detail. Further claims are made in terms of the quality of the steel, in that the absence of oxygen in the process will lead to a far greater degree of steel cleanness and eliminate the presence of gas bubbles.
The focus of this review is to consider how the S3 process as described could be adopted by the global steel industry and an assessment of the likely impact of this new process on future steel production.
Technical and economic feasibility of S3 process
Process kinetics
The key to the viability of the proposed S3 process is the rate determining step of decarburisation of the high carbon sheet. It is envisaged that this will take place in a continuous decarburising line. The decarburising time informs the furnace residence time and therefore the furnace size and is limited by the diffusion of carbon to the surface of the steel strip. To improve process kinetics previous research has focussed on variation in strip thickness and temperature. Ultimately the only way to achieve acceptable reaction times has been to reduce the carbon level in the incoming strip, as shown in Table 1.
Effect of process variables on decarburising time to achieve 0·5%C at 1373 K
A reaction time of 3 min can be achieved for a strip thickness of 0·5 mm and a start carbon concentration of 1·2%. At strip speeds of 60–100 m min−1, this equates to an overall length of strip in the furnace of 180–300 m. The effect of process kinetics therefore leads to two options: either the starting carbon level must be reduced, or extremely large continuous decarburisation furnaces need to be constructed. Previous work has considered the option of reducing the start carbon level and this has implications for the technical and economic viability of the process.
Effect of start carbon level on process rate options
The consequence of the slow rate of decarburisation in the solid state has been the recommendation by the authors to reduce the carbon level in the input material to 1·2%. It is proposed that the raw material for this process be either a liquid from a scrap intensive process, by oxygen blowing in the EAF, or from an alternative ironmaking route, such as HIsarna.3, 4 A comparison of possible process routes is shown in Fig. 1.
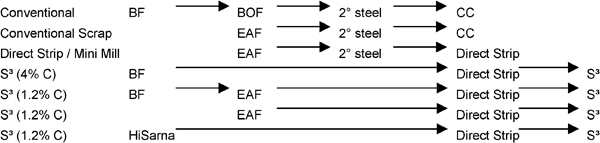
Alternative process routes for S3 process
It can be seen that the S3 (4%C) process route offers significant capital and operating cost advantages over conventional steelmaking routes, as well as quality improvement in terms of steel cleanness and associated environmental benefits. The benefits of the low carbon S3 (1·2%C) process are less clear by comparison with conventional routes.
The fundamental difficulty is in the production of 1·2%C liquid hot metal to charge to the S3 process. The most obvious solution, the BOF, would negate all of the benefit claims of the S3 process, both in terms of simplicity and steel cleanness. This then forces the process design to consider either a scrap intensive route through the EAF (either with or without a hot metal feed), or an alternative ironmaking process such as HIsarna. Retrofitting to an existing BF/BOF plant would not be possible without further investment in one of these other technologies. If the need for an EAF is recognised then a direct comparison with a mini mill or other EAF based process route again casts doubt on the need, or viability of the S3 process. While it is true that the S3 process could give a benefit to EAFs operating with liquid metal feed, such installations do not represent a significant proportion of global steel production via the EAF route. It is worth considering whether the S3 process would increase the opportunity for the EAF with liquid metal feed to be more competitive as a process, but much more work would be required to understand the economic attractiveness of this route.
Alloying requirements
In a conventional steelmaking process, the secondary metallurgy step is necessary to control temperature, composition cleanness and dissolved gasses. It is asserted that adoption of the S3 process without primary oxygen blowing will negate the need for secondary metallurgy for cleanness and dissolved gases. The direct link in the S3 process from primary steelmaking, or hot metal production, to a twin roll strip caster, could conceivably eliminate the temperature control requirement. However, dependant on product mix, it is to be expected that there will be a need for some alloying to take place. Although it is not explicit in the design as proposed, some form of ladle metallurgy before casting is certainly conceivable and indeed if the S3 process is aligned to an EAF then many of these issues can be resolved by careful scrap selection.
Hot metal pretreatment
One aspect that appears completely absent from the published papers is the treatment of both sulphur and phosphorus. The S3 process as originally envisaged made use of a blast furnace iron, for this a hot metal desulphurisation process would be required. Likewise some form of hot metal dephosphorisation process would also be necessary. Such a process must exclude oxygen blowing to be consistent with the claims that the S3 process purports on cleanness and dissolved gases. However, hot metal phosphorus removal processes that do not involve oxygen blowing are far less efficient. This discussion highlights another significant hurdle in allying the S3 process with liquid metal from the blast furnace.
Attractiveness of S3 process
The high carbon S3 process offers some significant advantages over current steelmaking practices in both capital and operating expenditure. Considering capital expenditure the process can be expected to have a similar impact to the mini mill on reshaping the financial fundamentals underlying the industry. There are some differences, however, in that mini mills reduced the cost of entry for new players, for greenfield site developments close to customers. As a replacement for the BOF and continuous casting route, the S3 process is most likely to be deployed by operators of existing integrated sites, as a means of increasing output, to replace ageing plant, or to reduce production costs. The value of the process in its position between a blast furnace and rolling mill supports this view.
The S3 II process (i.e. a lower carbon hot metal input), would best be suited to greenfield developments, tied as it is to an EAF, or alternative iron input (such as DRI or HIsarna). The scope for adoption of this process would seem somewhat smaller as the capital expenditure case is not as clear and location of the plant close to customer would probably be desirable.
The process is not considered suitable for conversion of existing small scale iron and steel operation, such as are widely distributed in India, due to the anticipated size and cost of the decarburising process furnace.
One factor that is difficult to predict is the impact of global CO2 pricing on the incentives to adopt this process. The opportunity to eliminate one or more process steps is likely to have a significant impact on CO2 production, particularly when combined with an upstream process, such as HIsarna. High carbon prices are likely to transform both the global distribution and production technology of the global steel industry and it is in this context that the low carbon S3 process has the greatest potential for widespread adoption.
Conclusions
The high carbon S3 process as originally envisaged, presents a significant opportunity to transform the global steel industry. The process is ideal for retrofitting to an existing integrated steel plant to reduce operating cost and CO2 emissions, or to reduce the capital cost of a greenfield development. The kinetics of the process, however, has driven the researchers to consider a low carbon S3 process that must be integrated with either some form of decarburisation, or a scrap intensive route. It is considered that this process realisation presents little technical or economic advantage over conventional process and the need for large scale continuous decarburisation mitigates against the mini mills type economics associated with many EAF installations.
It is considered that for the process to be widely adopted, further research is needed to give greater focus to improving the process kinetics of solid state decarburisation and enable S3 to deal successfully with 4% carbon hot metal. If this is not feasible then combining the S3 process with an alternative ironmaking process such as HiSarna is the most likely option for exploitation.