
Abstract
During the last decade, the combination of increasingly more advanced numerical simulation software with high computational power has resulted in models for friction stir welding (FSW), which have improved the understanding of the determining physical phenomena behind the process substantially. This has made optimisation of certain process parameters possible and has in turn led to better performing friction stir welded products, thus contributing to a general increase in the popularity of the process and its applications. However, most of these optimisation studies do not go well beyond manual iterations or limited automation. The present paper thus attempts to give a brief overview of some of the successful autonomous optimisation applications of FSW in combination with what determines the state of the art in the field. Finally, this is followed by a discussion of some of the trends and future challenges that we foresee in the rapidly expanding area of autonomous optimisation of FSW.
Keywords
Introduction
The friction stir welding (FSW) process is an efficient solid state joining technique (i.e. the metal is not melted during the process) that was invented by W. Thomas and a team of his colleagues at The Welding Institute, UK, in December 1991.1 It is used especially for heat treated, high strength aluminium alloys, which in general are difficult to weld with traditional welding techniques.
Recently, the possibility of modelling multiphysics phenomena has increased dramatically, thus making the simulation of very complex manufacturing processes, such as FSW, possible. A consequence of this has been the increased process understanding as well as improved process efficiency, leading to higher quality of the final products. However, this development has mostly been based on ‘manual iterations’ carried out by the user of the relevant simulation software rather than being based on a systematic search for optimal solutions. This is, however, about to change due to the very tough competition between manufacturers of products in combination with the possibility of doing these highly complex simulations. Thus, there is a crucial need for combining advanced simulation tools for manufacturing processes with systematic optimisation algorithms, which are capable of searching for single or multiple optimal solutions.
Nevertheless, despite this crucial need, it is interesting to notice the relatively limited number of contributions in the field of numerical optimisation of FSW, and consequently, this makes us wonder about the underlying reasons for it. The understanding of the physical phenomena behind the FSW process, the current numerical simulation tools and the optimisation capabilities, all of which are mainly driven by industrial or academic demands, as well as computational power and availability of both the simulation and the optimisation oriented software on the market, are the main concerns to look for. These limitations eventually determine what is in fact possible today regarding the numerical optimisation of FSW and hence define what the ‘state of the art’ is. Therefore, seen from that perspective, the very definition of the state of the art itself in the field of optimisation of the FSW process constitutes an important discussion. Moreover, in the major research fields of manufacturing process simulation and optimisation, there are still many questions to answer. In this context, it should be underlined that engineering design problems in general involve multiple criteria to be met, thus resulting in multiobjective optimisation (MOO) problems, which is also the case for optimisation of FSW.
A large number of optimisation applications have already been given in order to control different aspects of welding applications, among which a few important contributions are discussed in the following. Mishra and DebRoy2 used a real coded genetic algorithm and a neural network that was trained with the simulation results of a heat transfer and fluid flow model in order to obtain two desired target values of weld pool penetration and width for the gas tungsten arc welding. A numerical optimisation study, i.e. application of the steepest descent algorithm together with an analytical sensitivity analysis, has been performed by Michaleris et al. 3 to design the thermal tensioning process, which utilises transient temperature gradients by localised heating in order to minimise welding residual stress and distortion. Bogomolny et al. 4 applied shape optimisation for the resistance welding process, incorporating surrogate modelling based on a Kriging approximation, in order to improve the fatigue performance of the electrodes.
As opposed to general welding applications, the studies in the literature regarding optimisation of FSW have, until recently, been relatively limited. However, during the last 5 years, the field has attracted much attention, and this has resulted in an increased number of works dealing with optimisation based on both numerical simulation in combination with optimisation algorithms as well as experimental investigations. Some of these, for example, analyse how uncertain process parameters affect the model predictions’ ability to fit available experimental data. Application of the Differential Evolution technique5 for reducing the mismatch between experiments and modelling results associated with specific process parameters, i.e. the friction coefficient, the extent of slip between the tool and the workpiece, the heat transfer coefficient at the bottom of the workpiece, the mechanical efficiency and the extent of viscous dissipation converted to heat, is studied by Nandan et al. 6 Richards et al. 7 presented detailed numerical studies with experimental validation of the mechanical tensioning technique during FSW and post-welding as well as an investigation of the effectiveness of dynamic cooling in order to control the residual stresses in the FSW process.8 Maximisation of the lap joint strength per unit length is examined by Fratini and Corona9 using a gradient based optimisation technique (the steepest descent method) together with an experimental procedure, resulting in a mechanical performance of the joint equal to 85% of the parent material resistance. Improvement of the tensile strength and thereby the fatigue life of an FSW butt weld by an experimental study and application of the Taguchi design of experiment technique on the process parameters, i.e. the tool rotational speed and the traverse welding speed, were obtained by Lombard et al. 10 and Lakshminarayanan and Balasubramanian11 respectively. Liao and Daftardar12 used a thermal model in FLUENT in combination with two simpler surrogate models to investigate the performance of different optimisation algorithms for obtaining the three process parameters: heat input, weld speed and shoulder diameter. Tutum et al. 13 combine a gradient based optimisation technique (i.e. SQP) with a simple analytical thermal model in order to obtain heat input and welding speed for a desirable average temperature distribution under the tool shoulder in the FSW process. The same process criterion is studied using space and manifold mapping by Larsen et al. 14 In another study by de Vuyst et al., 15 an inverse analysis is performed using a genetic algorithm offered by the MAX software to identify the heat input and contact conductivity at the interface between the workpiece (two aluminium alloys were tested, i.e. 6005A and AA 2024-T3) and the backing plate. A recent contribution is given by Tutum et al., 16 who combined a two-dimensional steady state Eulerian thermal–pseudomechanical heat source model and an analytically prescribed flow field with a hybrid evolutionary MOO algorithm (i.e. NSGA-II and SQP), to find multiple tradeoff designs. The only example in the literature so far regarding optimisation of FSW based on residual stress calculations has been given by Tutum and Hattel.17 This work combines a thermomechanical model in ANSYS (neglecting the material flow) with an evolutionary MOO algorithm, i.e. the NSGA-II, in order to find optimal values for the welding speed and rotational speed with the objective of reducing the peak residual longitudinal stress in the weld alongside with increasing the welding speed.
George E. P. Box, a world famous industrial statistician from UK, is credited with the quote ‘all models are wrong, some of them are useful’,18 and the practical question to be asked regarding optimisation in general and for FSW in particular is ‘How wrong do they have to be, not to be useful?’.18 In this context, it is important to emphasise that for many cases in optimisation, the demand for accuracy of the simulation models in terms of absolute levels is often less than that of the corresponding detailed simulation model of a particular FSW application, since trends and sensitivities might be sufficient for the optimisation study. The following sections are presented, keeping this very fundamental observation in mind.
State of the art
In order to be able to give an overview of the future challenges in the autonomous optimisation of FSW based on numerical simulations, the major factors such as current capabilities, resources and limitations affecting the state of the art are shortly discussed (Fig. 1). First of all, the most important physical phenomena, e.g. slip/non-slip conditions at the tool/workpiece interface, affecting the process, should be understood and sufficiently well described before anything else, and for FSW, there is still a substantial demand concerning this issue. Second, regarding the mathematical models (thermal, material flow, microstructural, residual stresses, etc.) describing these physical phenomena, some have been adopted to FSW recently, and others have evolved into more advanced levels. This gives huge variations in the quality and applicability of these models. Third, the computational power is obviously an important factor in itself. For well established mathematical models, it will be a determining bottleneck; however, for cases where both the physics of the considered part of the FSW process and the corresponding simulation tools are still less developed, the bottleneck for development will be somewhere else. Fourth, the degree to which efficient solution algorithms and available software at hand (general purpose versus dedicated as well as commercial versus freeware) are accessible can of course be very determining for the development. For the process simulation models, the important issue here will be the quality of the solvers for the resulting algebraic equation systems as well as the efficiency of the numerical schemes used for iterations due to non-linearities, whereas for the optimisation part, the available MOO algorithms and software at hand will be determining, i.e. classical or evolutionary algorithms, design of experiment studies, machine/statistical learning and so forth.19
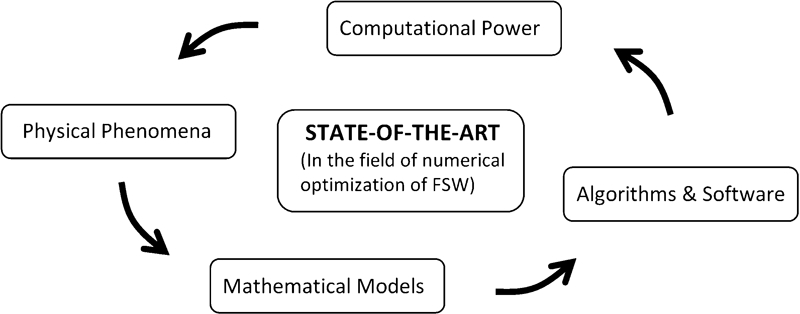
Factors influencing state of the art in field of numerical optimisation of FSW
Future challenges
In this section, we discuss the potential directions of research in the numerical optimisation of FSW with the specific intention to give an overview of this challenging subject. Readers looking for more details are encouraged to follow the relevant references provided. Moreover, it should be mentioned that we mainly focus on evolutionary computational techniques (combined with classical mathematical programming algorithms, e.g. as in some hybrid methods) due to our particular interest and experience in this field.
Depending on the demands for the FSW process simulation, more specifically the level of interaction and complexity between the different simulation domains, more than three objectives will eventually have to be optimised simultaneously. On top of that, the improvement of the service load performance of the FSW joints already during the initial design and manufacturing stages will contribute to this complexity even further.20, 21 Therefore, many-objective problems will often need to be solved, and this generic field has actually got increasing attention recently.19, 22– 27 Although current evolutionary MOO procedures are quite successful in solving two-or three-objective problems, they have some computational deficiencies in finding multiple and well spread solutions in the case of problems comprising more than three objectives. Besides improving the inefficiency of selection operators available in current evolutionary MOO algorithms (i.e. insufficient selective pressure, driven by the dominance, towards the true Pareto optimal front) without using very large population sizes, since this is not practical in computationally expensive simulations, the number of objective functions or design variables could efficiently be reduced via statistical learning techniques, such as pattern recognition methodologies or data mining as well as clustering algorithms. Moreover, the preference based methods, which utilise decision maker preferences a priori, a posteriori or progressively,22 are arguably the best current techniques for handling large numbers of conflicting objectives. Such methodologies will be an essential part of the FSW process and the product design using MOO tools. Improving the level of understanding the physical phenomena and implementation of its outcome into the numerical models to better capture the essential behaviour of the process will also increase the interaction between experimentalists and theoreticians for a more interactive decision making procedure28, 29 in a multiobjective problem. This will also be a potential path to deal with many objective optimisation problems to reduce the search space or, in other words, focus on a partial set of it. However, these different expertises should be combined in an efficient and user friendly way, for instance, leading to a working environment combining dedicated process simulator and MOO capabilities powered by advanced algorithms (including metamodelling techniques,30 hybrid algorithms,31 etc.), post-processing tools (scatter charts, parallel coordinates) and the aforementioned multicriterion decision making tools. In this way, practitioners (e.g. welding technicians), apart from academicians, can also be involved in this iterative process of FSW and product design without really considering the theoretical basis of the applied procedures.
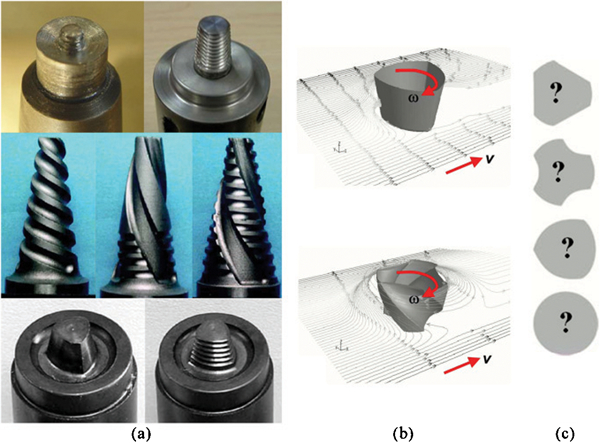
The field of knowledge discovery in MOO, which recently has been addressed in a more structured way under the name of ‘innovisation’,32– 35 seems to hold a big potential for the manufacturers. This autonomous way of discovering the common principles among the tradeoff designs, which point out either the optimal process conditions or the optimal product designs, will help them save time and resources and, therefore, money. For instance, investigation of defect free welds while having high production rates and keeping other manufacturing benefits in mind has always been a crucial problem for engineers.16 The main purpose, in the case of the FSW process, is to find a robust work frame (Fig. 2) which avoids hot and/or cold weld conditions (Fig. 2a and c). Identification of these unknown ‘utopic’ regions for different scales of mass production will allow manufacturers to keep their tools in certain geometrical sizes and shapes for different welding speeds and different workpiece materials. This again requires efficient integration of realistic process simulations with MOO tools. Having said that, one should bear in mind that defect predictions via simulation in FSW have not been addressed satisfactorily yet due to several challenges. Extreme deformation of the finite element mesh due to stirring motion is one of the severe difficulties to be handled, besides complex contact boundary conditions at the tool/workpiece interface. Figure 3 shows one of the most advanced FSW thermomechanical models incorporating an Arbitrary Lagrangian–Eulerian method formulation while still having the contact boundary conditions as part of the solution, hence enabling the separation at the interface to be captured (see the void formation behind the tool in Fig. 3, bottom row).36
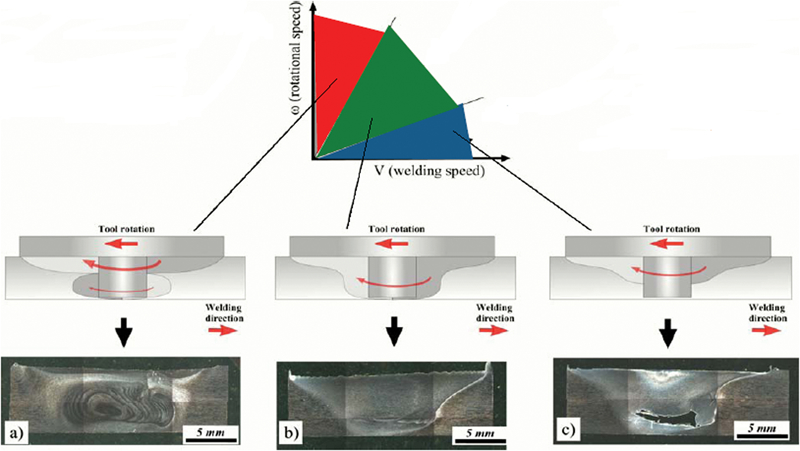
a red denotes hot condition (overstirring): low k, b green denotes stable (robust) condition: intermediate k and c blue denotes cold condition: high k (k: advancement per revolution, k = uweld /nrev)44
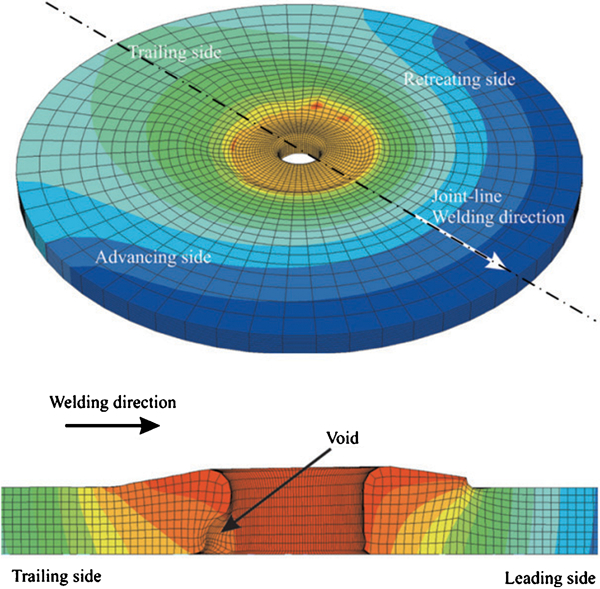
Three-dimensional local finite element model in FSW process (top) and example of void formation predicted by model (bottom)36
The improvement in computational resources, including clusters, grid computing, etc., will always be a positive side effect for both of the research areas of FSW modelling and optimisation. Parallelisation of non-overlapping regions of the Pareto optimal front (which has already been applied in other fields than FSW37) is another way of using distributed resources. Besides these more common issues of having simulation times for each design set, which are more or less equal, the case of having a range of different welding speeds leading to different computation times should also be taken into account. Thus, a more efficient distribution of these non-homogeneous large scale simulations among resources will be more crucial as compared to computations having similar solution times. This will call for an efficient hybridisation strategy of shared and distributed memory applications. Graphical processing units are also good candidates for the types of applications with similar solution times, even though the current attempts are mostly at an individual or non-standard level. This potential gap will play an important role for commercial (simulation and MOO) software companies to stay competitive. For instance, the implementation of a graphical processing unit based conjugate gradient solver in a commercial software that is used to simulate the FSW process will not only allow to investigate further details in understanding a particular physical phenomena, but also open the doors to perform MOO using a fully coupled thermometallurgical–mechanical simulation taking temperatures, material flow, microstructural evolution and residual stresses into account to maximise the product performance under service loads.
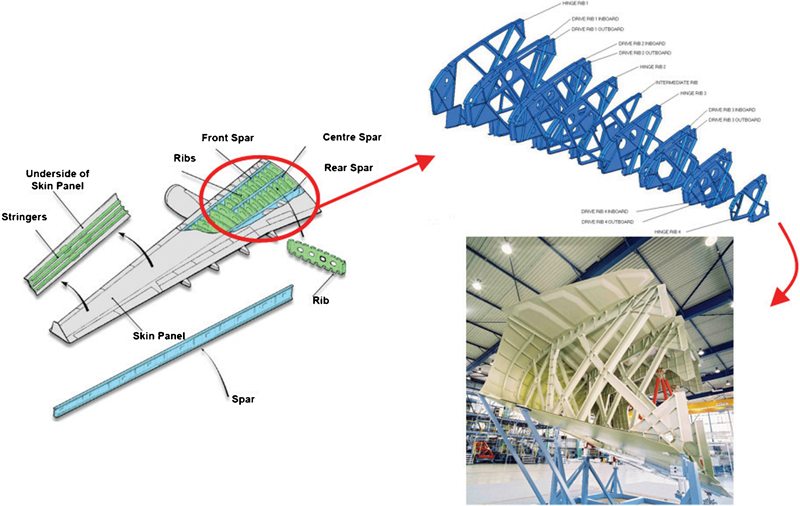
The material layout (or ‘pseudodensity’ in the solid isotropic material with penalisation approach38) optimisation, i.e. topology optimisation39 in common terminology, is in essence a semidefinite optimisation application,40 where the objective is minimised with respect to a constraint represented as a positive semidefinite matrix. In other words, the optimum distribution of a fixed amount of material in a restricted domain is sought. A recent aerospace design application, i.e. the weight minimisation of the Airbus A380 (main wing box) inner leading edge ribs,41, 42 is shown in Fig. 4, where the compliance of the structure is treated as a constraint resembling an ϵ-constraint problem.43 Initially, the ribs have relatively few holes that enable wiring, and this is followed by further material removal in optimum locations with specialised algorithms, which use direct or adjoint sensitivity calculations.39 Then, shape and size optimisation is applied, and following this, computer aided design models of the ribs are prepared. Figure 4 (right) shows the actual prototype at the final stage. Similar variations in this material distribution problem under structural loads with/without flow around the structure, or thermoelastic behaviour, etc., have been investigated.39
This design procedure obviously excites us, and regarding the optimisation of FSW, it brings the following natural questions to our minds: Can we design an FSW tool pin to increase the plastic work and the friction heating, to promote the material stirring, the closure of voids and the dispersion of surface oxides by formulating this design assignment as a semidefinite optimisation problem? There are many tool probe designs currently available in the market, as shown in Fig. 5a;1, 44 however, almost all of them have been designed by trial and error in combination with engineering intuition. A systematic approach based on autonomous optimisation, as the one discussed above, has not been presented yet. For such a systematic approach, first of all, one should have a robust computational fluid dynamics (CFD) solver (the shear thinning effect in the workpiece material brings extra non-linearities), and on top of that, a computational structural mechanics solver should be applied in order to investigate the strength and fatigue endurance of the pin while traversing ahead without failure for a reasonable range of welding speeds. Figure 5b shows the CFD simulations of some well known FSW tool probes,45 and Fig. 5c indicates the unknown cross-sectional designs.44
In this context, it is very important to discuss the robustness of the optimised solution. Everybody working with FSW knows that every parameter of an analysis is subjected to scatter and randomness, e.g. the material property values differ inherently from those of one specimen to the next, the geometric properties of components can only be reproduced within certain manufacturing tolerances and almost all thermal input parameters such as heat transfer coefficients used in finite element analyses are inexact and the degree of uncertainty grows sharply at elevated temperatures. It is neither physically possible nor financially feasible to eliminate the scatter of these input parameters completely. The reason for this is that the reduction in scatter typically is associated with higher costs either through better and more precise manufacturing methods and processes or increased efforts in quality control; hence, accepting the existence of scatter and dealing with it rather than trying to eliminate it makes the products more affordable and the production of those products more cost effective.46– 48 For example, considering Fig. 2, the optimal FSW parameters, such as traverse welding speed, rotational speed, etc., should be chosen in such a way that they are not very sensitive towards small uncontrollable changes due to uncertain operating conditions. A brief and self-explaining comparison between traditional optimisation and robust optimisation is presented in Fig. 6, 49 where solution A is the global optimum in a traditional sense, although having a risk of getting an infeasible response when being exposed to small variations in design variables or environmental parameters, whereas solution B is moderately good in terms of optimality, and moreover, it lies on a more flat region of the objective function. Thus, the dispersion of the objective function is narrow against perturbations in the design variable.
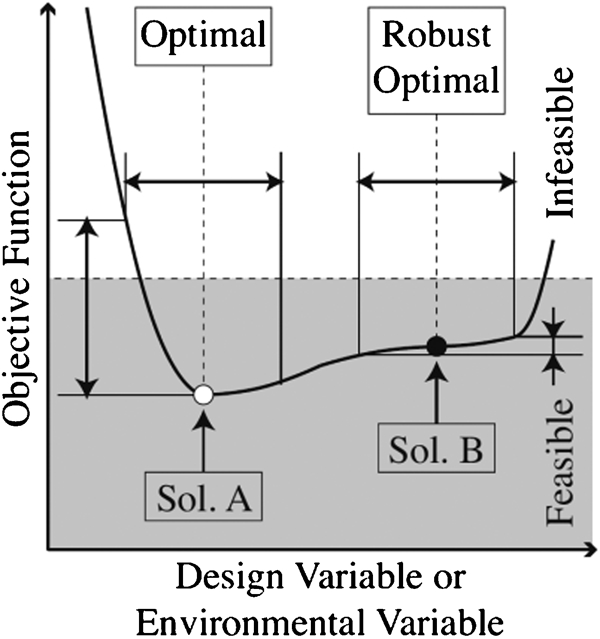
Comparison between conventional optimisation and robust optimisation (for minimisation problem): conventional optimal solution A versus robust optimal solution B49
Having said that, optimal solution(s) in a real manufacturing process optimisation problem should provide higher performance while at the same time having satisfactory robustness which might be conflicting; however, the issue of robustness has already been included in a few engineering fields using different optimisation methodologies.50– 52 Robustness can be studied either by replacing the original objective function by an expression measuring both the performance and the expectation of each criterion in the vicinity of a specific solution or by inserting an additional optimisation criterion assessing robustness in addition to the original criteria,53 and this has recently been addressed in MOO problems.54, 55 It is the firm expectation of the authors that these theoretical studies will soon be combined with FSW process simulations, such as the ones investigated briefly in this paper, and numerous other processes having similar physical aspects as well.