
Abstract
This study was carried out to develop cadmium free silver based brazing filler metals that meet the following requirements. First, they have to have a melting point lower than that of BAg-1 brazing filler metal. Second, they have to have not only good wetting characteristics and the ability to produce a sound joint with excellent mechanical properties but also plastic formability. Using the calculated phase diagrams on Ag–Cu–Zn–Sn quaternary system alloys, the authors selected several alloys with a possibility of meeting the above requirements. The melting point and other properties, such as hardness and brazeability of the selected alloys, were evaluated. As a result, the authors successfully developed silver based brazing filler metals that have a low melting point below ∼600°C and meet the above requirements by adding a small amount of indium as an alloying element into the Ag–Cu–Zn–Sn quaternary system alloy. The newly developed brazing filler metals are slightly inferior in wetting characteristics to BAg-1; however, the brazing filler metal containing ∼3 mass-% indium element showed wetting characteristics comparable to those of BAg-1. Furthermore, the new brazing filler metals could produce joints with a high tensile strength equivalent to ∼83% of that of a joint brazed using BAg-1.
Keywords
Introduction
Silver based brazing filler metals have been widely used in the industries of aerospace, automobile, construction, etc. because silver based brazing filler metals not only make it possible to braze most ferrous and non-ferrous metals, except aluminium and magnesium, but also provide joints with good performance.1 Currently, there are many kinds of excellent silver based brazing filler metals; however, when it is possible to develop a new environment friendly silver based filler metal which has a melting point lower than that of the traditional ones and produces a sound joint, the heating temperature for brazing will be decreased to prevent the works from degradation and to reduce the cost for heating.
BAg-1, which is designated in the standards of the Japanese Industrial Standards, the American Welding Society, etc., is well known as a brazing filler metal with the lowest melting point (liquidus) of ∼620°C, but this alloy contains a large amount of the hazardous element of cadmium. At present, BAg-7 filler metal is known as a cadmium free silver based alloy with the lowest melting point of ∼650°C in the standards.
On the other hand, various kinds of silver based alloys for brazing with lower melting points than that of BAg-1 filler metal have been developed. However, they are too hard and brittle to produce a brazed joint with satisfactory bonding strength and high reliability.2
The present study was carried out to develop new cadmium free silver based brazing filler metals that meet the following requirements. First, they have a melting point (liquidus) below that of the BAg-1 filler metal. Second, they have not only good wetting characteristics and the ability to produce a sound joint with excellent mechanical properties but also plastic formability.
Alloy selection
Since, in the standards of the Japanese Industrial Standards and the American Welding Society, many cadmium free silver brazing filler metals with a relatively low melting point are quaternary system alloys consisting of the elements of Ag, Cu, Zn and Sn, the authors explored Ag–Cu–Zn–Sn quaternary alloy compositions having a melting point of ∼600°C. The selection of suitable compositions was carried out with the aid of the calculation of the phase diagram. The database used for the calculation is ADAMIS.3
First of all, in order to more effectively select suitable alloy compositions, the isothermal lines of 600°C were calculated every 1 mass-%Ag in the content range from 50 to 60 mass-%. Figure 1 shows the calculated isothermal lines of 600°C depicted in the Cu–Zn–Sn ternary system. A preliminary experiment revealed that the element of Sn had a great ability to decrease the melting point of silver brazing alloys, but the silver alloys containing an excessive amount of Sn element tended to be brittle. Therefore, the authors focused on the alloy compositions in the vicinity of the straight line drawn in Fig. 1, which corresponded to the Sn content of 10 mass-%. Eventually, it was confirmed that the silver based alloys with a low melting point, which contained a relatively low content of Sn element, would be explored by controlling the Ag content in the range of 50–60 mass-%.
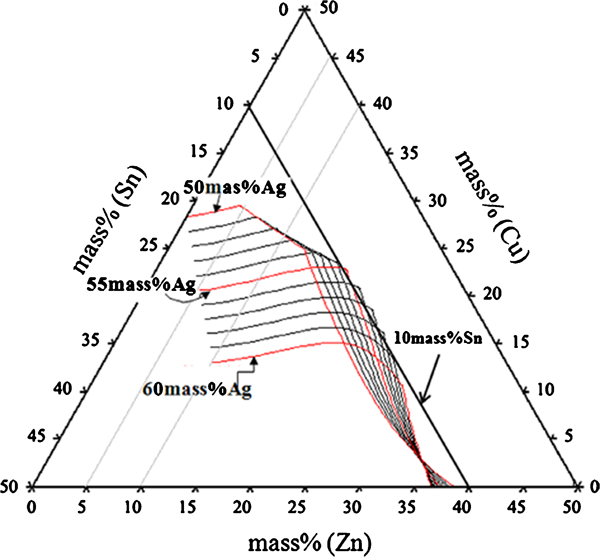
Liquidus lines of 600°C in Ag–Cu–Zn–Sn system alloys when amount of Ag was varied from 50 to 60 mass-%
Based on the above strategy, the isothermal contours for Ag–Cu–Zn–Sn quaternary system were calculated in the Ag content range from 50 to 60 mass-%. Figure 2 shows an example of the isothermal contours calculated for Ag content of 53 mass-%. The isothermal contour map suggests that the composition of the alloy having not only a melting point of ∼600°C but also relatively low contents of Sn and Zn elements would exist in the encircled region in Fig. 2. Several kinds of alloys with the compositions defined in the encircled region in Fig. 2 were produced, and the solidus, liquidus and hardness of the alloys were measured. The thermal analyses for measuring the solidus and liquidus of the alloys were conducted with a differential thermal analyser. The specimens were heated from room temperature to 700°C at the heating rate of 10°C min−1 in an argon atmosphere. Table 1 summarises the compositions, solidus and liquidus (measured and calculated) of four kinds of candidate quaternary system alloys that seemed to meet the target requirements.
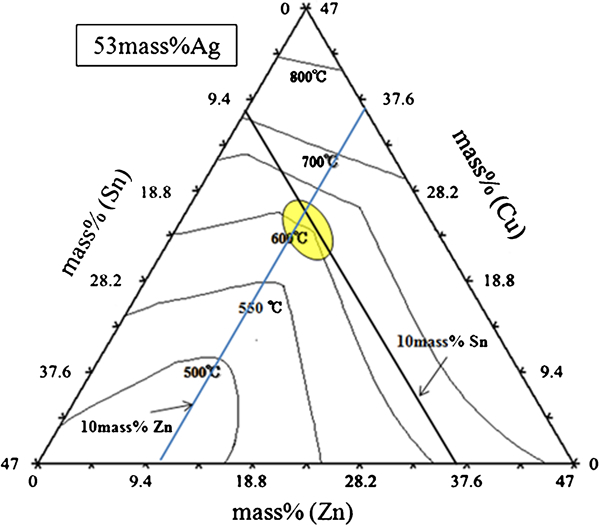
Isothermal lines in 53 mass-%Ag–Cu–Zn–Sn quaternary alloy phase diagram
Nominated Ag–Cu–Zn–Sn system quaternary alloys for base metal*
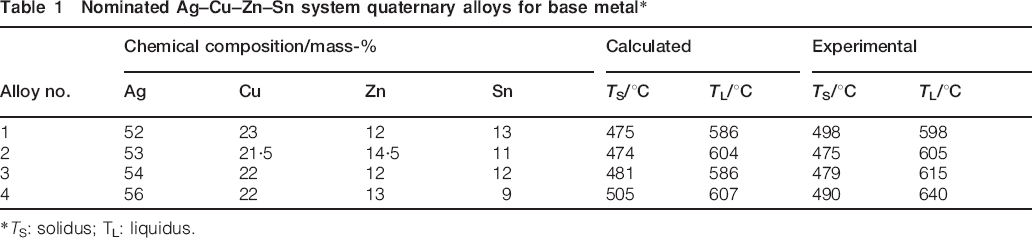
*TS: solidus; TL: liquidus.
The measured liquidus temperatures of alloy 1 (52Ag–23Cu–12Zn–13Sn) and alloy 2 (53Ag–21·5Cu–14·4Zn–11Sn) in Table 1 were close to the calculated ones. However, a preliminary experiment revealed that the alloy 1 with the lowest melting point in the candidate alloys was more brittle than alloy 2 and became obviously more brittle by the addition of the fifth element to further reduce the melting point. Based on this consideration, in this study, the development of a pentanary system alloy by adding a fifth element into alloy 2 for reducing the melting point was investigated.
Addition of fifth element to reduce melting point
After surveying binary phase diagrams4 to find alloying elements suitable for reducing the melting point of the quaternary silver based alloy 2 (hereafter called the base alloy), the elements of Bi, Ge, In and Sb were selected. By adding 1 mass-% of each element into the base alloy, the effect of the element on the liquidus, hardness and wetting characteristics was assessed. The wetting test was conducted on a SUS 304 stainless steel plate at a temperature of 50°C higher than the liquidus of each alloy. The spread area of the pentanary system alloy on the SUS 304 plate was measured to assess the wetting characteristics. The details of the wetting test will be described in the next chapter.
Figure 3 shows the test results of the liquidus, hardness and spread area for the pentanary alloys containing 1 mass-% each of Bi, Ge, In and Sb elements. It turns out that the addition of Bi, Ge and Sb elements reduces the melting point by approximately 10°C; however, the effect of the addition of In element is not so remarkable. All of the elements made the alloy harder than the base alloy, and especially, a small addition of the elements of Ge and Sb made the alloys brittle. The wettability of the alloy was increased by the Bi element, but it was decreased by the Sb element. The elements of Ge and In had little effect on the wettability of the alloy. Table 2 summarises the above mentioned results and comprehensively indicates that the element of Bi is the most effective to decrease the melting point of the base alloy, followed by the element of In.
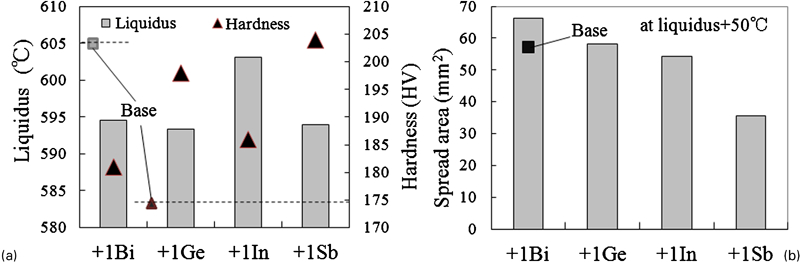
Effects of alloying elements on liquidus, hardness and spread area of base metal
Effects of alloying elements on properties of base metal*
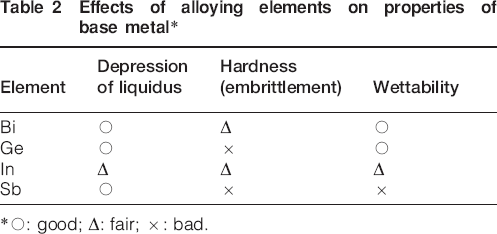
*
First, the authors made pentanary brazing alloys Bi element added and produced a butt joint of a stainless steel rod brazed using the alloys. However, a preliminary experiment revealed that the brazed joint had low tensile strength because the Bi element conspicuously segregated to the brazed interface. Therefore, in this study, the element of In was finally selected to reduce the melting point of the base alloy.
Examination of pentanary alloy containing In
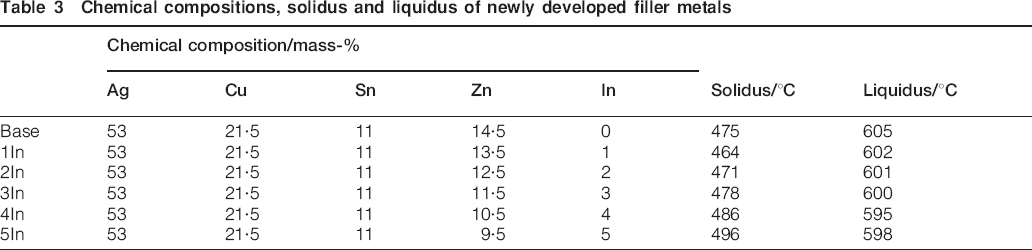
The authors experimentally produced five kinds of alloys containing the In element. The maximum amount of the In element added into the base alloy was <5 mass-%, because In is an expensive element. The experimentally produced pentanary alloys are summarised in Table 3. The table shows the chemical compositions, measured solidus and liquidus of the base alloy and the pentanary alloys that were labelled as base and 1In to 5In respectively, as seen in Table 3. By adding the In element into the base alloy, all of the newly produced alloys had a melting point below 600°C. The wetting characteristics of the new alloys and the properties of the joints brazed using them were examined, and they were compared to those of a conventional brazing filler metal of BAg-1.
Chemical compositions, solidus and liquidus of newly developed filler metals
Wetting characteristics
An SUS 304 stainless steel plate was used for the wetting test, and the shape of the plate was a square of 30 mm in length and width. The surface of the plate was wet polished using 800 grit emery paper. After the new alloy of ∼0·1 g was set on the surface together with commercial flux, the plate was heated to the temperatures of the liquidus of the alloy and 650°C at a heating rate of 5°C s−1 and was held for 30 s, followed by cooling in air. For evaluating the wetting characteristics, the spread area and the contact angle of the new alloy were measured after it had solidified. Figure 4 shows the appearances with BAg-1, base and 3In alloy after spreading on the SUS 304 plate. Figure 5 shows the wetting test results for the base and five kinds of alloys of 1In to 5In and includes BAg-1 for comparison. Consequently, it became evident that the newly produced Ag based brazing filler metals containing the In element show good wetting characteristics, and the wettability of the 3In is comparable to that of BAg-1 at 650°C.
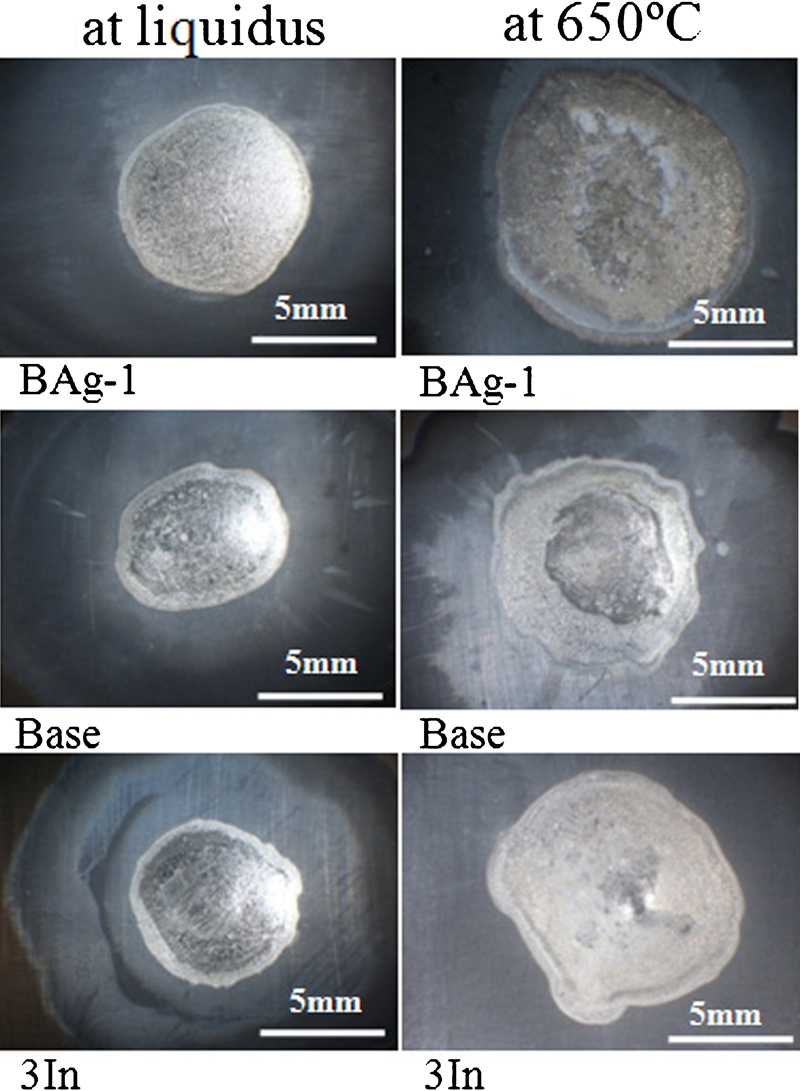
Appearances of filler metals of BAg-1, base and 3In after spreading test on SUS 304 plate at liquidus and 650°C
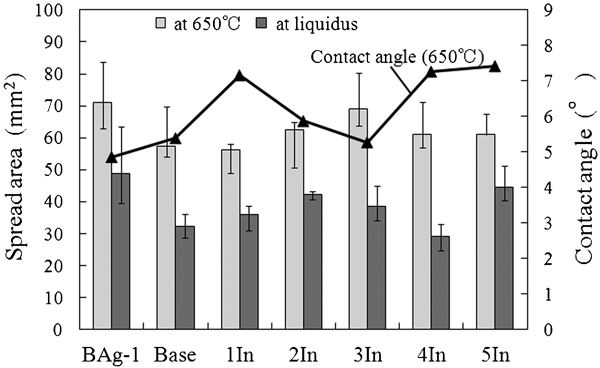
Spread area and contact angle of BAg-1 and new filler metals on SUS 304 plate at liquidus and 650°C
Tensile strength of brazed joints using new Ag based alloys
The SUS 304 stainless steel rods of 6 mm in diameter and 45 mm in length were brazed for the tensile test. The faying surface of a specimen was wet polished with 800 grit emery paper. About 0·4 mm thick disc shaped brazing alloy of ∼0·1 g was set on the faying surfaces together with commercial flux. The specimens were then heated to the liquidus or a temperature of 50°C higher than the liquidus of each brazing filler metal at a heating rate of 5°C s−1 and were held for 30 s, followed by cooling in air. The joint clearance was kept at 0·1 mm using a tungsten wire with 0·1 mm diameter. After brazing, the central part of the joint was machined into 4 mm diameter for tensile test. The tensile test was conducted at the crosshead speed of 0·5 mm min−1.
Figure 6 shows the tensile strength of the joints brazed at a temperature of 50°C higher than the liquidus of each brazing filler metal. It is seen that the strength of the joints brazed using the newly produced Ag based brazing filler metals was slightly lower than that of the joint brazed with BAg-1 filler metal. Figure 7 shows the microstructures of a brazed layer and the macrographs of fracture surfaces in the broken joints brazed using BAg-1 and 1In brazing filler metal. It is known that the joint brazed with BAg-1 filler metal fractured in the brazed layer, and the joint brazed with 1In brazing filler metal fractured both in the brazed layer and along the interface (enclosed by circles). The fracture path observed in the joints brazed with 2In to 5In brazing filler metals was similar to that in the brazed joint with 1In brazing filler metal.
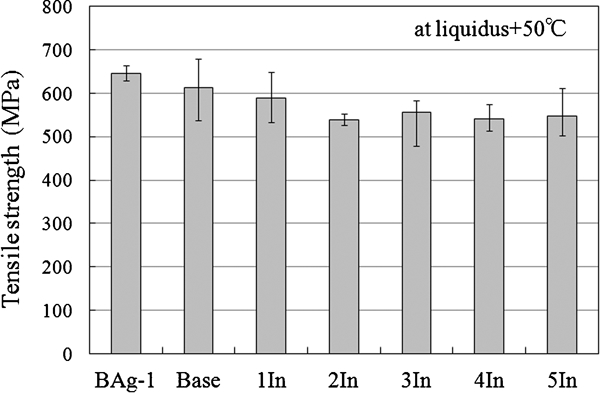
Tensile strength of joints brazed using BAg-1 and new filler metals at 50°C above liquidus
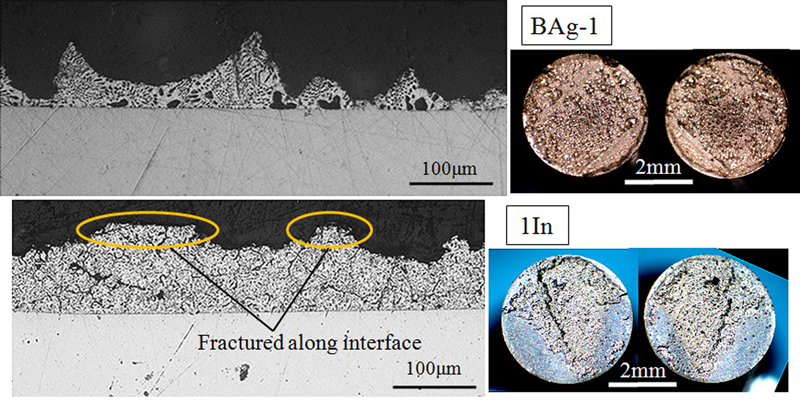
Microstructures of brazed layer and fracture surfaces of joints brazed using BAg-1 and 1In filler metals at 50°C above liquidus
Figure 8 shows the microstructures of the brazed layers made at the temperatures of 50°C higher than the liquidus of each base, 1In, 3In and 5In brazing filler metal. The electron probe microanalyses prove that the brazed layer using the new Ag based brazing filler metals consist of the same phases as those observed in the brazed layer using conventional Ag based brazing filler metals.5 Namely, in each brazed layer shown in Fig. 8, it seems that the black looking phases (in circle A) are a Cu solid solution [mean chemical composition of Cu–22·8Zn–9·4Ag–5·6Sn–1·2In (mass-%)], and the structure enclosed by circle B corresponds to a eutectic one that consists of a Ag solid solution [mean chemical composition of Ag–16·3Cu–11·1Sn–10·7Zn–1·9In (mass-%)] and the Cu solid solution. The structure enclosed by circle C is a fine eutectic structure consisting of the Ag solid solution and the Cu solid solution. Since it is known that an addition of an element such as Sn makes the eutectic microstructure finer,5 the addition of the In element seems to have a similar action in this case; however, the details of the mechanism are not clear. Moreover, the white looking phase enclosed by circle D observed in the brazed layer using 5In brazing filler metal is an Ag solid solution that contains Ag of ∼82·1 mass-%. The observation of the brazed layer microstructures indicated that, with increasing In element, the Cu solid solution tends to increase in amount and distribute like a network in the brazed layer. The fracture path observed in the brazed layer with 5In brazing filler metal is shown in Fig. 9a. It is clear from Fig. 9a that the fracture tends to occur along the Cu solid solution phases. Circles A and B in Fig. 9b indicate the indentations made in the ultramicrohardness testing. The mean hardness of the Cu solid solution enclosed by A and the matrix enclosed with B were measured as 280 and 160 HV respectively. This hardness test result suggests that the decrease in the joint strength with increasing In element, as seen in Fig. 6, can be ascribed to the increase in the amount of the hard Cu solid solution phase in the brazed layer.
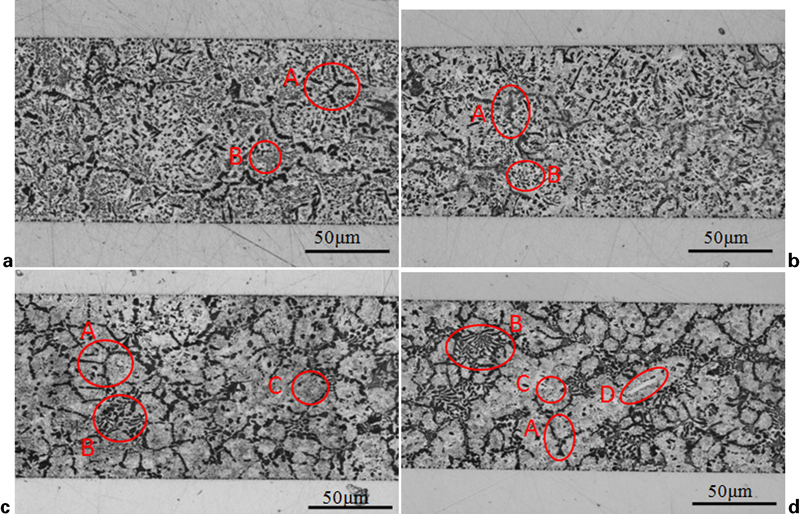
Microstructures of brazed layer of a base, b 1In, c 3In and d 5In filler metals at 50°C above liquidus
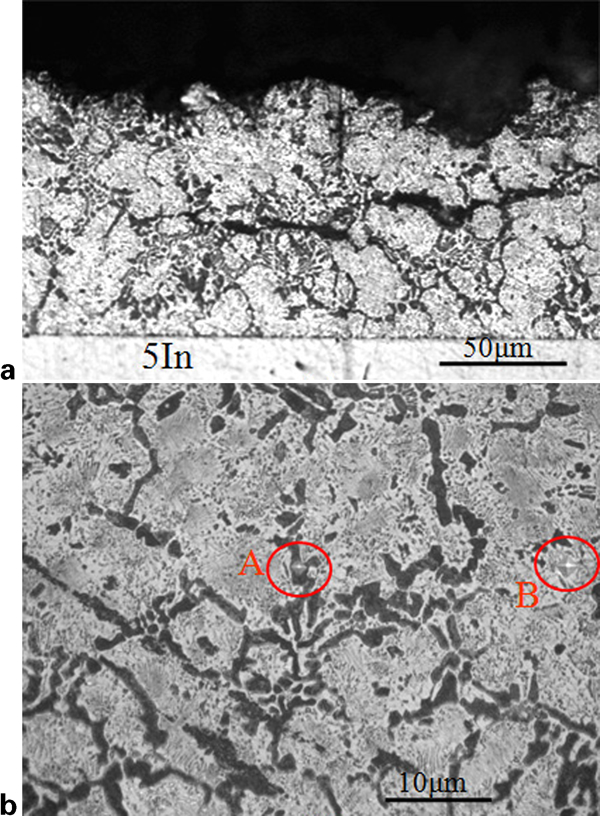
a fracture path and b brazed layer microstructure of joint brazed using 5In filler metal at 50°C above liquidus
The strength results of the joints brazed at the liquidus of each brazing filler metal are also shown in Fig. 10. With increasing amount of In element, the joint strength slightly decreased; however, there was no significant difference in the strength between the joints brazed at the liquidus and at a temperature of 50°C above the liquidus.
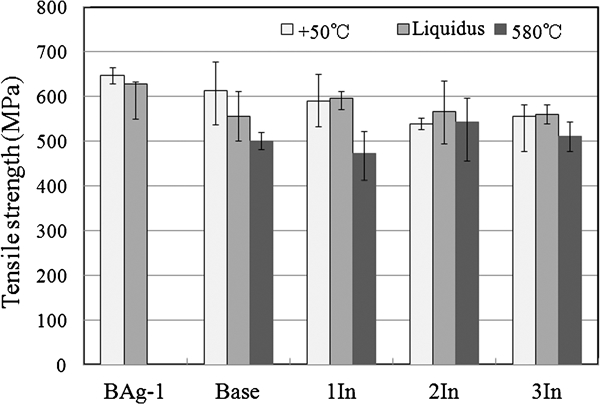
Tensile strengths of joints brazed using BAg-1 and new filler metals at liquidus, 50°C above liquidus and 580°C
Since the newly developed Ag based brazing filler metals have a wide temperature range between solidus and liquidus, it will be possible to braze at temperatures lower than the liquidus of each brazing filler metal. As a preliminary experiment proved that the joints brazed at 570°C showed low tensile strength, it was examined to braze at 580°C. The tensile test results of the joints brazed at 580°C using the new brazing filler metals are shown in Fig. 10, together with the strength of the joints brazed at other temperatures. It turns out that the tensile strength of the joints brazed at 580°C is considerably higher than expected, while it is slightly lower than those at other temperatures.
Hardness and plastic formability of new Ag based brazing filler metals
When the brazing filler metal is hard and brittle, the brazed joints using it are expected to be poor in mechanical properties. The Vickers hardness of the new brazing filler metals was measured and is shown in Fig. 11. The hardness of the new brazing filler metals was larger than that of the annealed BAg-1 filler metal and increased with the amount of In element up to ∼200 HV.
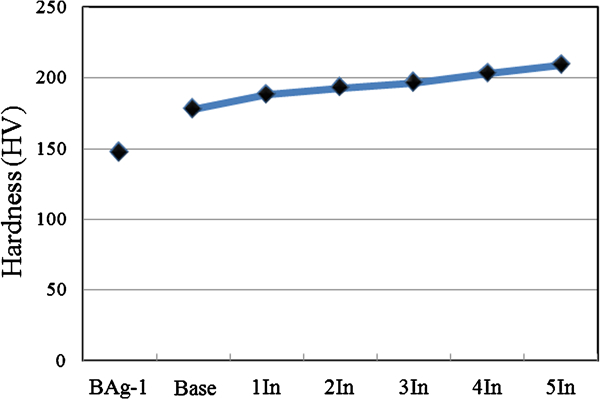
Vickers hardnesses of BAg-1 and new filler metals
In case that a brazing alloy possesses hot workability and a brazing filler metal can be supplied in a shape of a wire or a sheet, it will be easier to utilise. Therefore, the plastic formability of the new Ag based brazing alloys was evaluated by the method where a small ingot of a brazing alloy of ∼1 g was hot deformed at 300 or 400°C by the impact load of ∼70 N. Figure 12 shows the appearances of a small ingot of 2In brazing alloy before and after deformation at 300 or 400°C. Although the alloy was slightly deformed at 300°C, cracking was observed. On the other hand, it was considerably deformed, and no cracking occurred at 400°C. This experiment proved that the newly developed Ag based brazing alloys can be plastically formed at a temperature of ∼400°C.
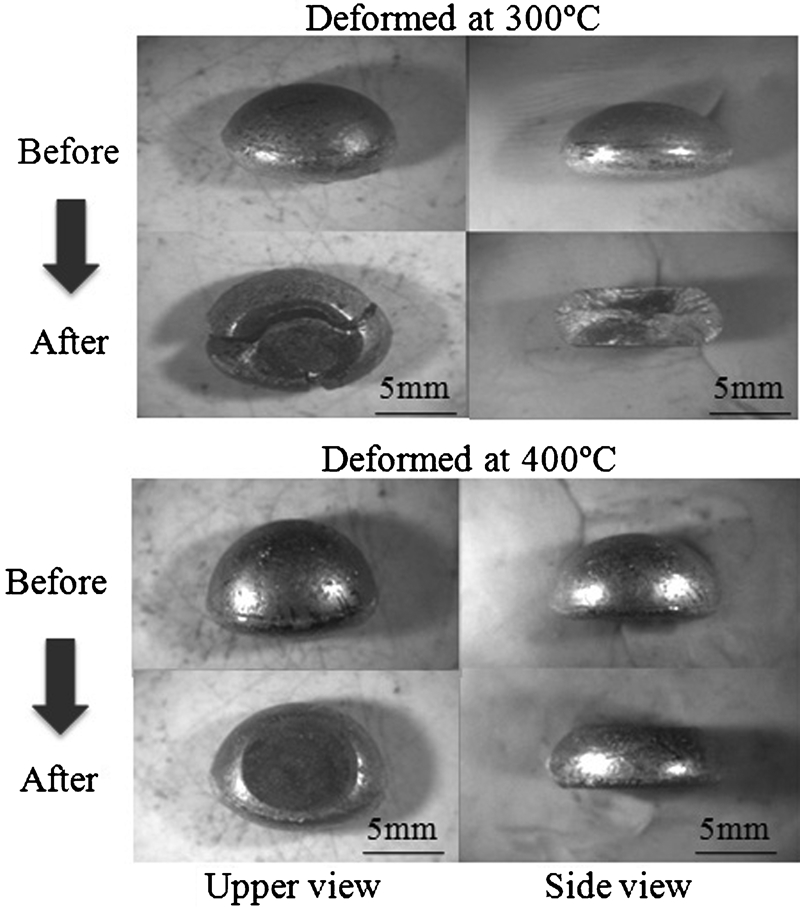
Appearances of 2In filler alloy ingot before and after deformation test at 300 and 400°C
Conclusions
This study was carried out to develop cadmium free silver based brazing filler metals that meet the following requirements. First, they have to have a melting point lower than that of BAg-1 brazing filler metal. Second, they have to have not only good wetting characteristics and the ability to produce a sound joint with excellent mechanical properties but also plastic formability.
As a result, the authors successfully developed silver based brazing filler metals that have a low melting point below ∼600°C and meet the above requirements by adding a small amount of In as an alloying element into the Ag–Cu–Zn–Sn quaternary system alloy. The newly developed brazing filler metals are slightly inferior in wetting characteristics to BAg-1 filler metal; however, the brazing filler metal that contained ∼3 mass-% indium showed wetting characteristics comparable to those of BAg-1 filler metal. Furthermore, the new brazing filler metals could produce joints with a high tensile strength equivalent to ∼83% of that of a joint brazed using BAg-1 filler metal.