
Abstract
High tensile strength steel sheets in automotive body are composed of high weight fraction carbon and other additional elements. Therefore, securing the joint strength is difficult in spot welding. This study proposes a new technique for improving the spot weld joint strength. Typically, high joint strength can be obtained by prolonging the post-heating duration. This post-heating is expected to prevent propagation of crack into the nugget and improve the toughness of the heat affected zone. Compared to the conventional spot welding and other methods, the heat input is higher, thereby increasing the highest reaching temperature of heat affected zone. Hence, the austenite grain size becomes larger and martensite start temperature increases. Consequently, autotempering is promoted, resulting in stronger joint strength.
Keywords
Introduction
High tensile strength steels are being extensively used as automotive body components. They offer the advantages of improved crashworthiness without increasing the body weight, thereby meeting the strong pressure requirements for fuel consumption. 1 One of the critical problems associated with the usage of high strength steels in automotive body components is the resistance spot weldability. 2 In addition, it is highly difficult to achieve high joint strength because of the presence of a large amount of carbon and other additional elements. 3 Therefore, in order to increase the usability of high strength steel, it is highly important to circumvent the abovementioned limitations. Resistant spot welding is the most widely used process for assembling car body. The joint strength of the welds obtained in this process is usually evaluated by performing tensile shear and cross-tension tests. In general, it increases with increase in the tensile strength of sheets. However, the cross-tension strength (CTS) does not increase or decrease in many cases, especially for strength grades higher than 780 or 980 MPa. The observed low CTS could be attributed to the presence of large amounts of additional elements in the steel sheet.2–4 Thus far, several methods have been proposed to overcome this problem. One of the most feasible approaches is to enlarge the nugget diameter. In general, the joint strength increases with increase in the nugget diameter. 5 This strengthening could be attributed to the fact that the increase in nugget diameter can reduce the stress concentration to the nugget edge, thereby delaying the crack generation and propagation. In addition, tempering after nugget formation has long been used as another solution for this problem. Typically, spot welded parts of high tensile strength sheet are normally brittle martensite. Particularly, in high carbon steel, that is remarkable. In order to obtain stronger welded parts, the high tensile strength steel is cooled below the critical martensite start temperature and reheated again for tempering after nugget formation during the spot welding process. These two processes pose great difficulty from the practical utility viewpoint. Of the two strategies, the approach of enlarging the nugget diameter requires larger welded area and larger weld flange. This, in turn, would contradict the reduction in car body weight. On the other hand, the tempering method takes much longer time, limiting its practical feasibility for use in car body assembly. Lately, a much more pragmatic method has been proposed in literature. 6 This method involves short time (ex. 0.04 s) cooling via current-off. Although solidifying segregation is unavoidable during spot welding, the continuous use of lower current for shorter time (ex. 0.1 s) reduces the formation of segregation peaks. According to this process, the nugget edge becomes tougher. In addition, another study has reported a different approach, wherein a pulsed current is applied after nugget formation. 7 These methods do not demand longer time for the welding process. Therefore, it is considered to be a much more viable option to be introduced in the car assembly line. Nevertheless, the higher tensile strength steel sheets thus developed still tend to retain additional elements to secure the elongation and hole expandability. Therefore, obtaining good joint strength continues to remain a challenge. To this end, this report demonstrates a practical approach for securing good joint strength in high strength steel sheets.
Experimental
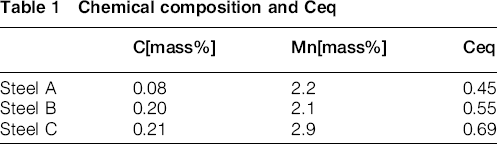
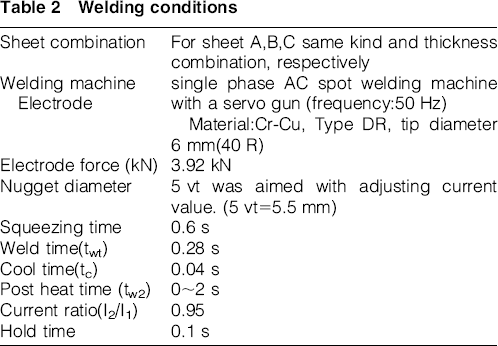
In this study, we analysed high tensile strength steel sheets of thickness 1.2 mm. Three Fe–C–Mn steels were used for experiments. The chemical composition and Ceq 8 [Ceq = C+1/6 Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu) (%)] are listed in Table 1. In addition, these steels contain P and S as impurities. They are adversely affected to joint strength of spot weld; therefore, P content is under 0.02 mass-% and S content is under 0.002 mass-%. Their base metal microstructure is complex. Welding was performed using single phase AC spot welding machine with a servo gun. Figure 1 shows the schematic of the welding current history. In the typical process, post-heating time was varied from 0 to 2.0 s. The first step of this current history I1 is to make the nugget. The targeted nugget size of 5√t ( = 5.5 mm) was obtained by changing the I1 value. As the second step, after quite short cooling (current-off), the post-heating current was maintained at 95% of I1. The summary of the welding conditions is presented in Table 2. Specimens were prepared under the abovementioned welding conditions, the microstructure of which was observed by SEM and electron probe microanalyser (EPMA) (for steels B and C). In addition, cross-tension tests were conducted (CTS, JIS Z 3137) and the CTS value was measured for steel C. Furthermore, heat affected zone (HAZ) with and without post-heating was observed by electron backscattering diffraction (EBSD). In addition, to reveal the relationship between prior austenite grain size and martensite start temperature, experimental values of Ms were determined from the dilatometric curves registered during quenching. Prior austenite grain size was changed by changing the reaching temperature, and using optical microscope, prior austenite grain size was measured and the mean value was used.
Chemical composition and Ceq
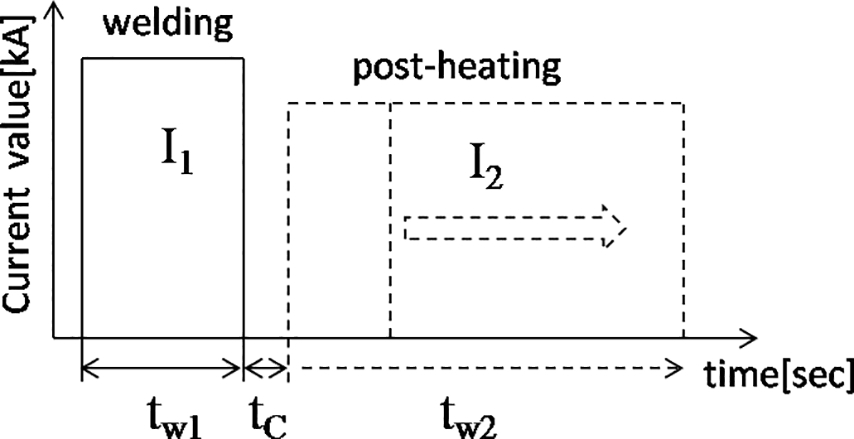
Schematic welding current pattern
Welding conditions
Results and discussion
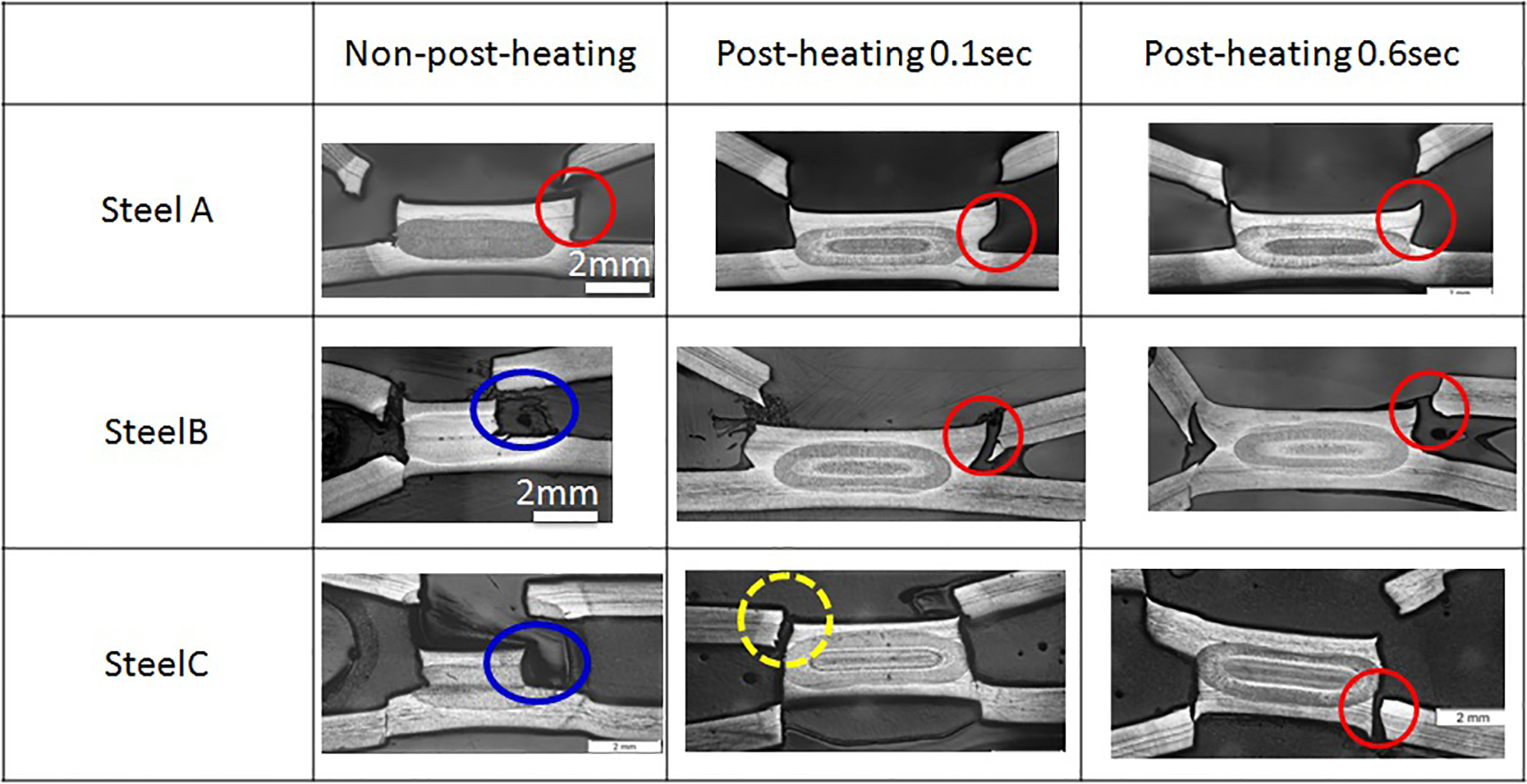
Cross-section after tensile tests
The three steel samples (A, B and C) considered in this study were welded under various post-heating time, and the cross-tension test was conducted. Subsequently, their cross-sections were observed (Fig. 2) by optical microscope. Furthermore, the fracture surface was observed by SEM and determined ductile or brittle. Without post-heating, steel A fractured outside the nugget and the crack propagation is ductile (circled with red line). However, steels B and C fractured inside the nugget (circled with blue line) and the fracture surface was brittle. In the short post-heated specimen, the fracture in steels B and C moved outside the nugget. The reason underlying this improvement could be ascribed to the reduction in the segregation at the nugget edge. 5 By using EPMA, additional element (Mn) distributions around nugget edge area were observed (Fig. 3). Compared to post-heating sample's nugget edge (the range shown with arrows), the contrast without post-heating is stronger. The reason Mn was chosen to confirm the difference of segregation is the easiness of visibly understanding. In addition, distributions of other additional elements and impurities showed the same tendency. Short cooling after the nugget was made, nearby fusion line (FL) position was solidified. Subsequently, this area is reheated by post-heating; therefore, it is considered that the segregation was reduced by thermal diffusion. As a consequence, the fracture in short post-heated steel B is ductile. Although higher Ceq steel C is still brittle with short time post-heating, extending its post-heating time resulted in ductile fracture. The nature of this fracture has a strong influence on the CTS. Figure 4 shows the relationship between post-heating time and the CTS of steel C. Each point in this plot is the mean value of three CTS values for the respective welding condition.
Cross-sections after cross-tensile tests
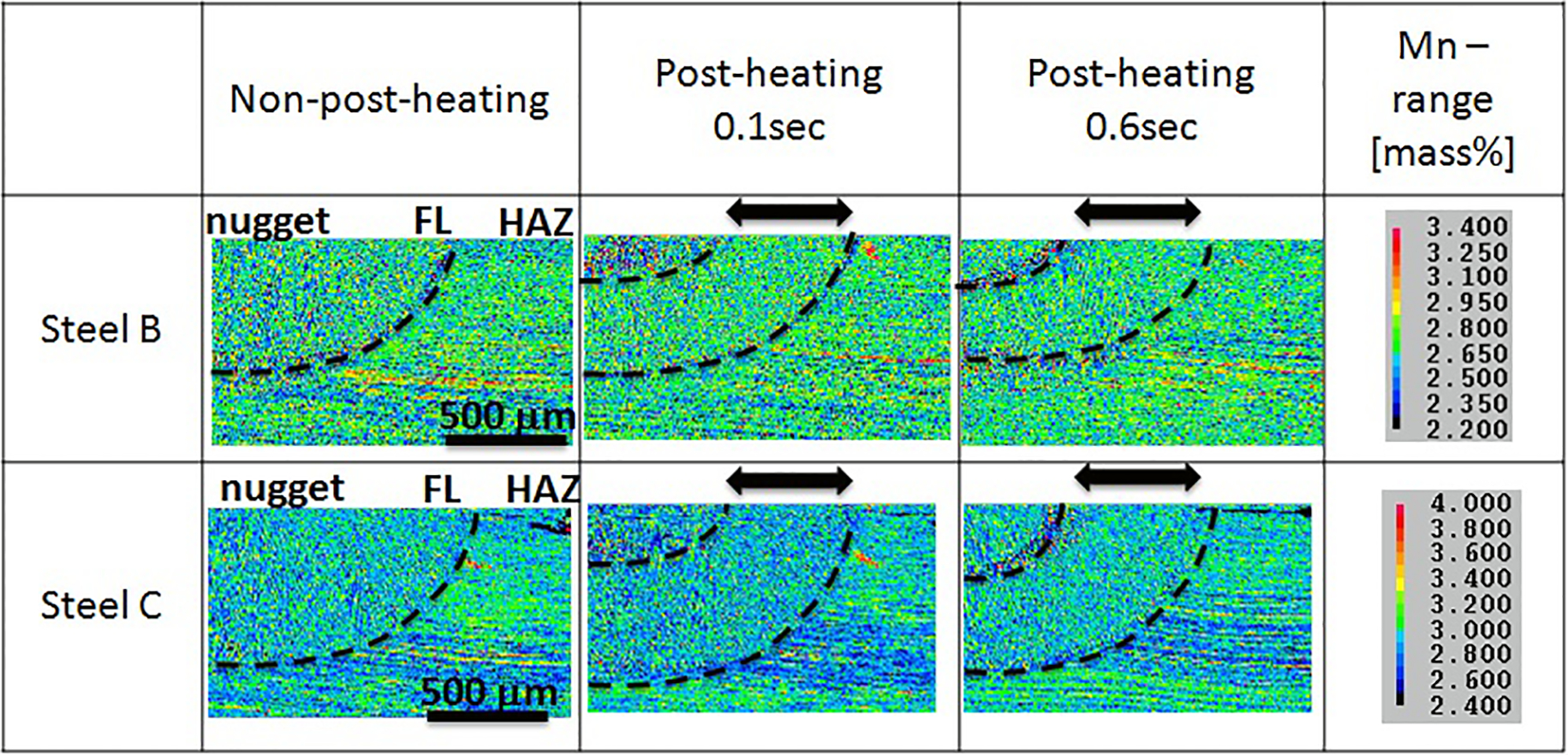
EPMA map of cross-sections (steels B and C)
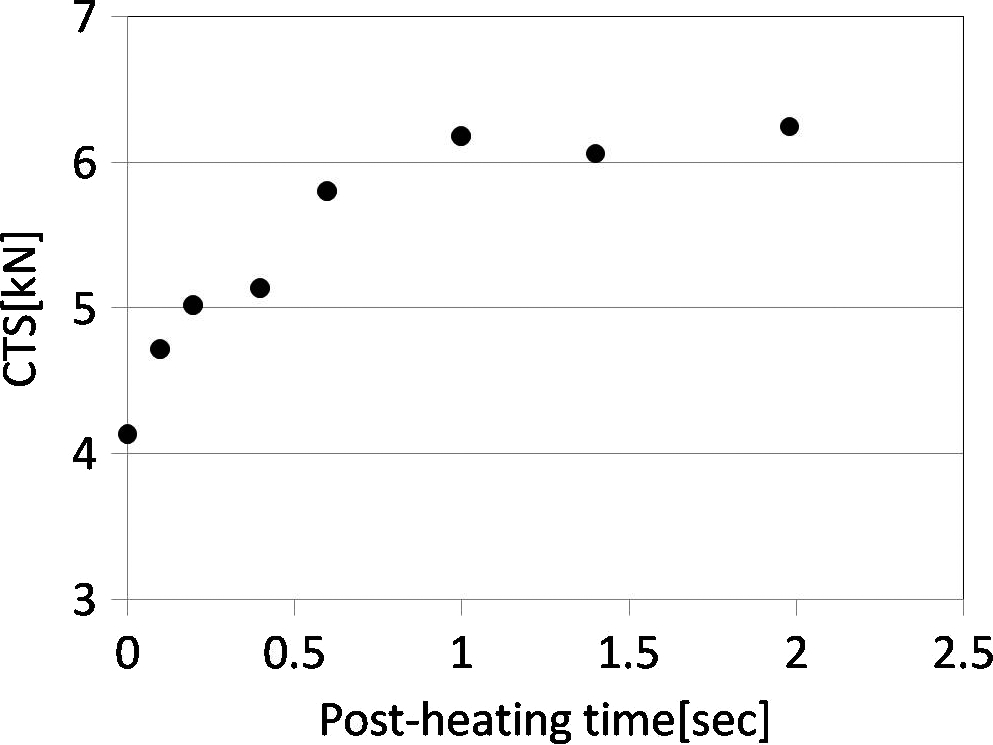
Effect of post-heating length on CTS (steel C)
Although short time post-heating prevents fracture inside the nugget (Fig. 2), the CTS is still low and almost the same as that of the non-post-heated specimen. Nevertheless, extending the post-heating time results in a drastic increase in CTS. In the following section, we have discussed the reason underlying the observed improvement in CTS. Crack propagation path is HAZ; therefore, the microstructure of HAZ seems to have a significant influence on the joint strength.
Microstructure of HAZ (steel C)
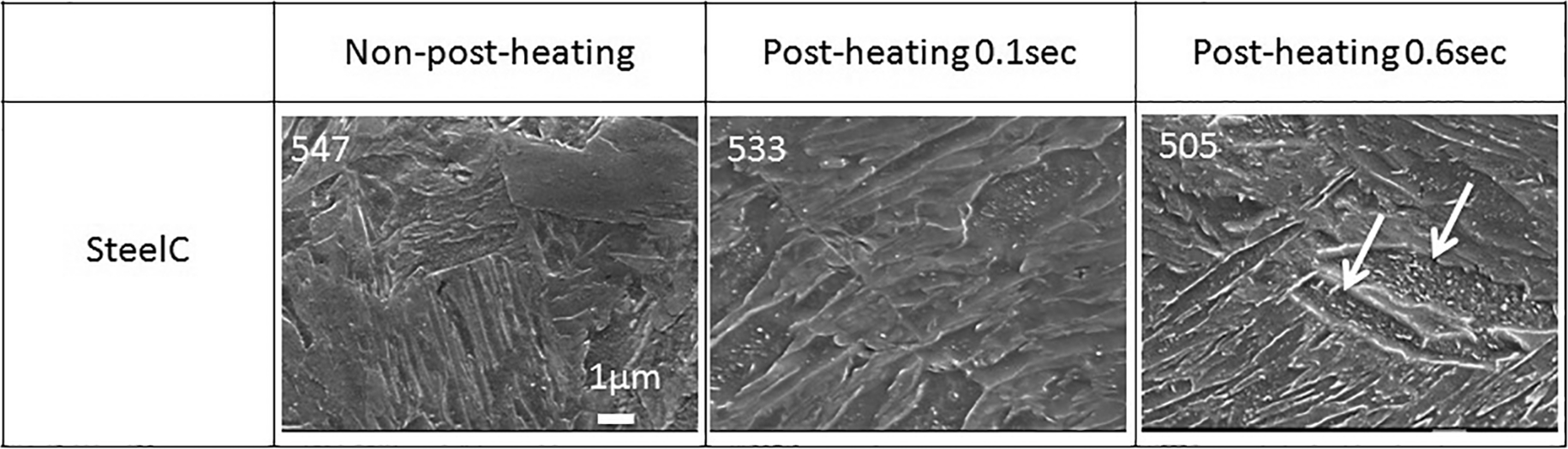
Furthermore, we observed the samples welded with post-heating for 0, 0.1 and 0.6 s by SEM. The corresponding microstructures are shown in Fig. 5. The region observed using SEM was 100 μm from the nugget edge and 200 μm from the interface of the sheet along its vertical direction. This region was heated over A3 point, because only martensite was observed. (In Fig. 6, hardness distributions were shown.)
Microstructures of HAZ
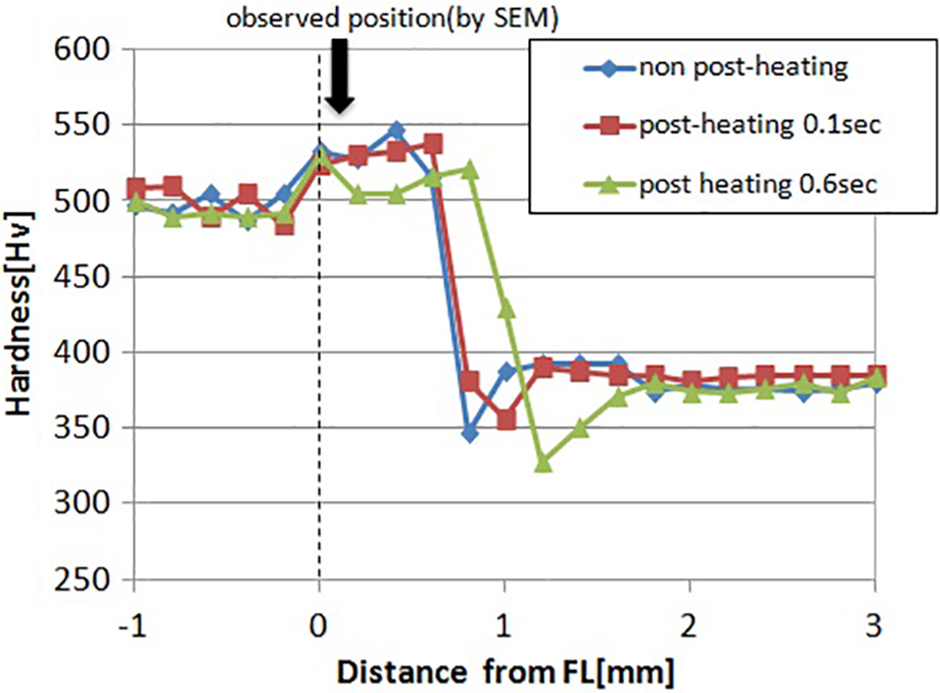
Hardness distribution (steel C)
Carbide precipitation was almost negligible in the non-post-heated sample. Similarly, the amount of carbide in the sample post-heated for 0.1 s was still small. On the contrary, the sample post-heated for 0.6 s had several blocks containing large amount of precipitation. This carbide precipitation is believed to have significantly improved the toughness of HAZ. The value displayed on the upper left corner of Fig. 5 is the Vickers hardness. As is seen, the Vickers hardness tends to decrease with increase in the duration of post-heating time. Accordingly, extending the post-heating time accelerates carbide precipitation, thereby making the HAZ tougher. In other words, higher CTS can be obtained with longer post-heating.
Mechanism underlying precipitation of carbide
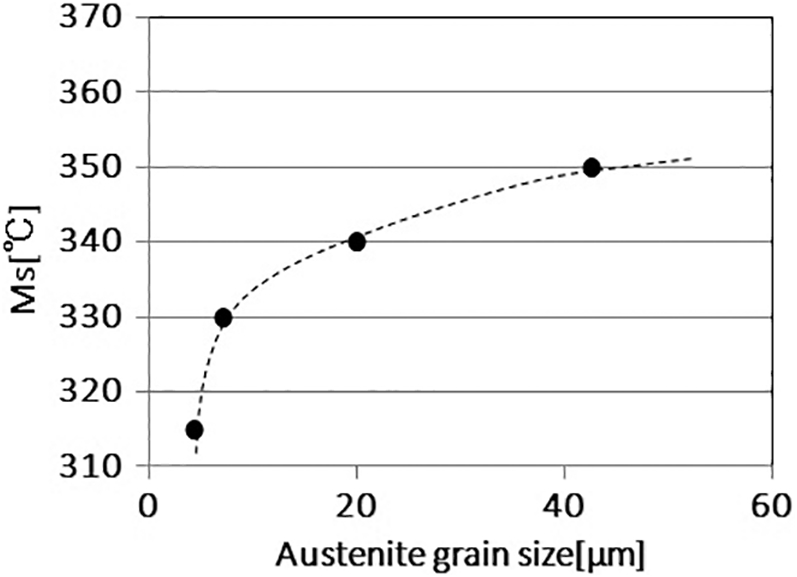
To further gain deeper insights on the mechanism underlying this phenomenon, we estimated the thermal history at HAZ using Q-spot (commercial spot weld software). Figure 7 shows the calculated result for the sample post-heated for 0.5 s. The red point (HAZ) is the same as the observation position in Fig. 5. As can be seen from the results shown in Fig. 7, post-heating the sample prolongs the length of stay in the austenite single phase temperature range. Consequently, it is considered that extending the post-heating duration results in larger size of the austenite grain. Furthermore, the crystal orientation map was obtained from the EBSD pattern, and their prior austenite boundaries were determined from the Kurdjumov–Sachs (K–S) relationship (Fig. 8). Results indicate that the average size of prior austenite without post-heating treatment is 9.9 μm, and that post-heated for 0.6 s is 13.3 μm. Yang9, 10 experimentally proved that the Ms decreases with reduction in the austenite grain size. Figure 9 shows the value of Ms measured by dilatations with change in prior austenite grain size and with change in heating temperature for almost the same composition as that of steel C. As evidenced from Fig. 9, the value of Ms decreases with reduction in prior austenite grain size. As mentioned above, extending the post-heating time increases the Ms by increasing the prior austenite grain size at HAZ. In general, carbon in steel diffuses more rapidly at higher temperature. Therefore, autotempering easily occurs with higher Ms. Thus, extending the post-heating time accelerates autotempering and carbide precipitation at HAZ.
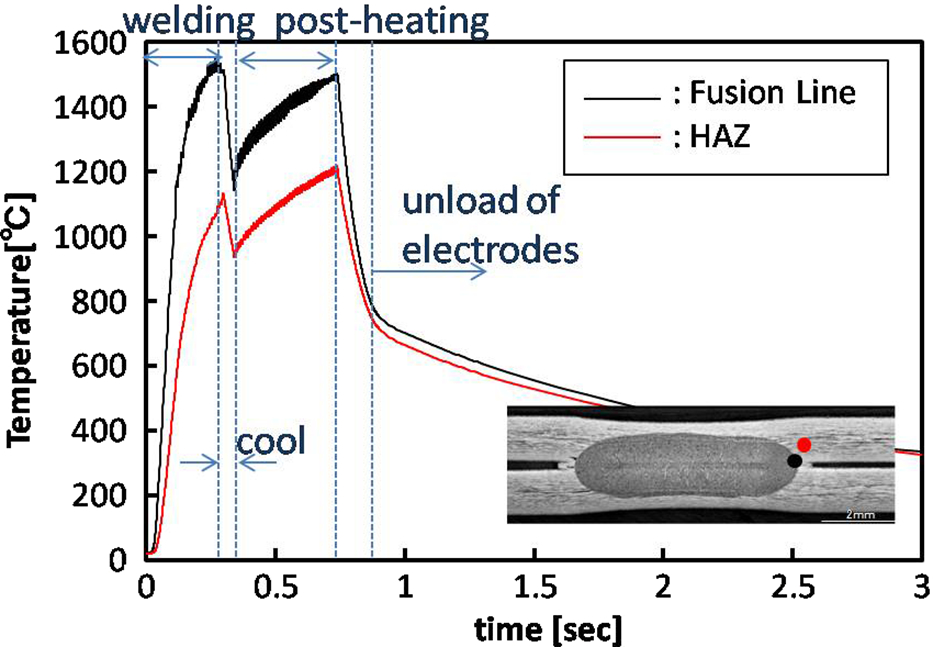
Estimated heat histories of FL and HAZ with post-heating (0.5 s)
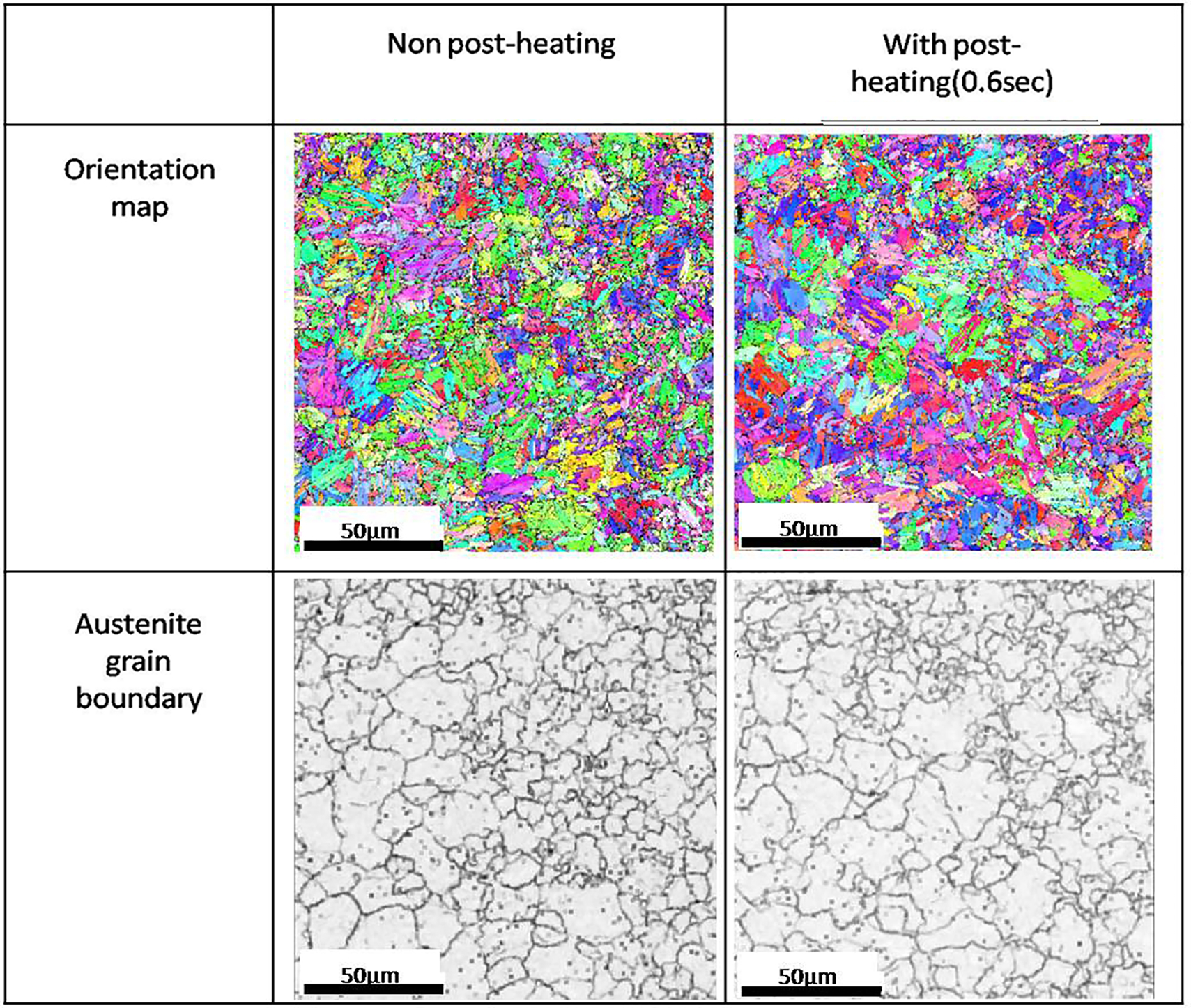
Orientation map (obtained by EBSD) and prior austenite grain boundary of HAZ
Martensite start temperature (Ms) and austenite grain size
Conclusions
This paper demonstrates the feasibility of achieving high joint strength by prolonging the post-heating duration. Such an extended post-heating improves the toughness of HAZ, in addition to preventing the progress of crack into the nugget. 5 Compared to the other spot weld methods, the heat input in the proposed method becomes higher, increasing the highest reaching temperature of HAZ. Hence, the austenite grain size of HAZ becomes larger. Accordingly, the martensite start temperature (Ms) increases, thereby promoting autotempering. Consequently, stronger joint strength can be obtained. Furthermore, the proposed method does not demand a very long welding time. Thus, this approach is a practical way for car body assembling.