
Abstract
A new variant of activating flux tungsten inert gas (TIG) welding process called flux zoned TIG (FZ-TIG) welding is proposed to weld aluminium alloys based on the mechanism of activating flux constricting welding arc. This process can not only increase weld penetration but also obtain perfect weld surface appearance simultaneously. An alternative current FZ-TIG welding is made using SiO2 as the side region material and flux FZ108 developed by the authors with uniform design method as the central region coat material. The weld penetration can reach above three times that of the conventional alternative current TIG welding. All the weld shape, weld microstructure and weld mechanical properties are fine. Except for argon shielding gas flowrate, other welding parameters, including welding current, welding speed, central coat width, central coat content and solvent, have great effect on the weld penetration of alternative current FZ-TIG welding for aluminium alloys.
Keywords
Introduction
Activating welding is a new welding process with high production efficiency, high quality, low energy consumption and low cost. Through coating a thin layer of activating flux on the weld surface before normal welding, weld penetration can be obviously increased. This new welding process has been successfully applied in the field of tungsten inert gas (TIG) welding and generates a new welding process called activating flux TIG welding, namely A-TIG welding. In the A-TIG welding process, the activating flux is coated on the whole weld surface. Activating flux TIG welding has been triumphantly used to weld many metal materials, including stainless steels, 1 1,2 titanium alloys, 3 3,4 carbon steels,5 etc. Up to now, only a few researches investigating the activating TIG welding process for aluminium alloys have been reported. The available work on a variant of activating flux welding process called flux bounded TIG welding (FB-TIG welding) by themselves to weld aluminium alloys was seen by Sire and Marya.6 In the FB-TIG welding process, two strips of activating fluxes are coated on the side regions of the weld surface with a narrow uncovered metal gap in the central region. During the welding procedure, a stable arc is burning on the central bare metal surface. However, for aluminium alloys, using A-TIG welding is difficult to increase the weld penetration dramatically and improve the weld surface appearance at the same time.7 If FB-TIG welding is used, the weld surface appearance is fine, but the weld penetration is not perfect enough yet.8
Since activating welding was born, people have been devoted to figuring out how a thin layer of activating flux can obviously increase the weld penetration. Several theories have been put forward so far. Among them, arc constriction and change in weld pool surface tension temperature coefficient are drawing more and more researchers’ attention. It is generally recognised that flux contracts arc through the following three mechanisms, i.e. negative particle conformation theory,3,9– 11 thermal dissociation theory12 and insulating layer theory.13 In the negative particle conformation theory, at the periphery of the arc, the particles move slowly because of the low temperature. As the particles of the activating flux are easy to capture the slower moving electron, the current carrier electron number is decreased, and the arc is contracted. The second explanation is on the basis of the decomposition of the polyatomic molecule of flux in the arc. When a large amount of heat from the arc is consumed during this decomposition process, the arc should be cooled down. According to the principle of minimum voltage, the arc will be contracted. Lowke brought forward the third probable reason. Compared with weld metal, the flux with higher melting temperature, higher boiling temperature and higher current resistivity melts and evaporates only on the central molten pool surface. The remainder of flux acts as a layer of insulator to contract arc root. The theory of change in the weld pool surface tension temperature coefficient was proposed by Heiple and Roper 14 14,15, Heiple et al. 16 and Heiple and Burgardt.17 In their theory, when activating elements, such as oxygen, sulphur, selenium, etc., for iron alloys existing in the surface of the liquid metal, the surface tension temperature coefficient will change from the normal negative value to positive value, which leads to the reverse of flow of liquid melting metal from the normal outward pattern to inward pattern. As these happen, the heat of the arc will be transferred to the weld pool bottom more effectively, and the weld penetration will be improved. This mechanism has been verified by experimental observation with microfocused X-ray transmission method by Katayama et al. 18, Dong and Katayama19 and Zhang et al. 20 Many people21– 29 have discussed the effects of surface tension temperature coefficient change due to activating element, oxygen or sulphur, on fluid flow behaviour in molten pool and weld penetration by numerical simulation. It is agreed that the molten pool fluid flowing from the central surface to the bottom of the weld pool will lead to deep penetration, as the sign of surface tension temperature coefficient changes from positive to negative.
In our opinion, the thermophysical properties with low melting temperature, low boiling temperature and high thermal conductivity of aluminium alloys should lead to low temperature and temperature gradient of the weld pool. In addition, the low surface tension and high activity mean that aluminium alloys are easy to oxidise and generate a thin layer of oxide film, making it difficult to change the sign of the weld pool surface tension temperature coefficient from positive to negative through introducing active elements to lower down the surface tension of molten metal. These two factors make it almost impossible to produce a strong inward fluid flow driven by surface tension temperature gradient. It should be infeasible for aluminium alloys to increase the weld penetration based on the theory of change in the surface tension temperature coefficient. Therefore, in the present paper, a new variant of the A-TIG welding process called flux zoned TIG (FZ-TIG) welding is proposed by altering the activating flux coating method, which is based upon the arc constriction theory. A thin activating flux coat with low melting temperature, low boiling temperature and low current resistivity and a thin activating flux coat with high melting temperature, high boiling temperature and high current resistivity are painted on the central and side regions of the weld surface before conventional TIG welding respectively. The central coat width, equal to the gap between the outer coats, is x. The activating flux coating method is shown in Fig. 1. Using the FZ-TIG welding process, the difficult problem of simultaneously improving the weld surface appearance and increasing the weld penetration can be solved. For generalising this welding process, it is very significant in practice to develop fluxes, analyse the welding procedure, weld microstructure and weld properties and discuss the process factors influencing weld appearance.
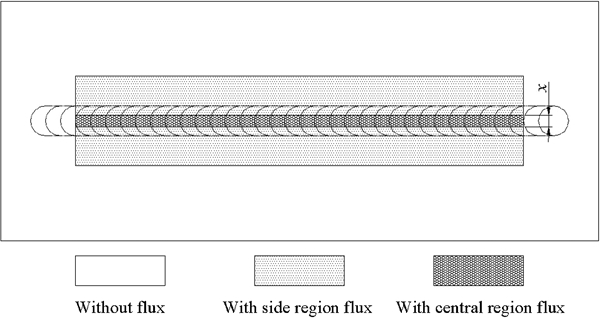
Flux coating method of FZ-TIG welding
Experimental
Annealed aluminium alloy 3003 was used as the experimental metal material, whose chemical composition is listed in Table 1. The specimen dimension was 200×80×8 mm. For alternative current FZ-TIG welding, the multicomponent activating flux FZ108 had been developed as the central region coat material using the uniform design method. Silicon dioxide was chosen as the side region coat material. Because the FZ-TIG welding process was put forward on the basis of integration of the FB-TIG and A-TIG welding processes, bead on plate welding experiments with alternative current TIG welding, A-TIG welding, FB-TIG welding and FZ-TIG welding were made respectively. The welding specifications were welding current of 150 A, welding speed of 125 mm min−1, argon flowrate of 15 L min−1, arc length of 3 mm and ceriated tungsten electrode diameter of 3·2 mm. For FZ-TIG welding, the flux FZ108 was coated on the central weld surface region, and silicon dioxide was coated on the side weld surface regions. The gap between the two side region fluxes was 4 mm. For FB-TIG welding, silicon dioxide was used as the activating flux, and the flux gap was also 4 mm. The surface flux for A-TIG welding was flux FZ108. Before welding, oil contamination on the specimen surface was cleaned off with acetone, and the surface was brushed with a steel brush until the base metal luster showed up. The flux was dissolved with acetone, stirred to a paste and evenly brushed on to the weld surface until the metal luster of the base metal could not be observed.
Chemical composition of experimental aluminium alloy 3003/mass-%
By comparing the arc shapes, weld appearances, weld microstructures and weld mechanical properties of the aforementioned four welding processes, the feasibility of the FZ-TIG welding process was investigated. The changes in weld penetration with welding specifications, including welding current, welding speed, argon flowrate, central coat width, central coat content and solvent, were studied. The experiments with the same welding parameters were repeated twice. The data point shows the average value of these two tests.
Results and analysis
Weld appearance
As shown in Fig. 2, all of the weld penetration depths of A-TIG welding, FB-TIG welding and FZ-TIG welding are deeper than that of conventional TIG welding. It is pleasantly surprising that the weld penetration of FZ-TIG welding is above three times that of conventional TIG welding, much deeper than the sum of A-TIG welding and FB-TIG welding. In addition, when alternative current FZ-TIG welding is applied to weld aluminium alloy, the weld surface is clean and smooth. The weld reinforcement increases a little.
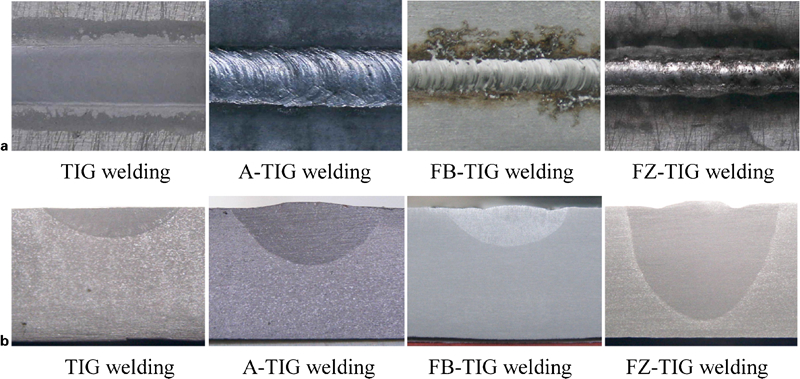
a weld surface and b weld cross-section appearances of four welding processes
Weld microstructure
The weld fusion zone and bond area microstructures of conventional TIG welding, A-TIG welding, FB-TIG welding and FZ-TIG welding are shown in Fig. 3. All the weld microstructures are of casting state structure with β-MnAl6 phase distributing on the substrate of the α-Al phase. Compared with conventional TIG welding, all the A-TIG welding, FB-TIG welding and FZ-TIG welding have relatively finer microstructures. Compared with the A-TIG welding and FB-TIG welding, the microstructures of the central fine grained region of FZ-TIG welding are slightly coarser. Among these four welding processes, the weld bond area of FZ-TIG welding is the narrowest.
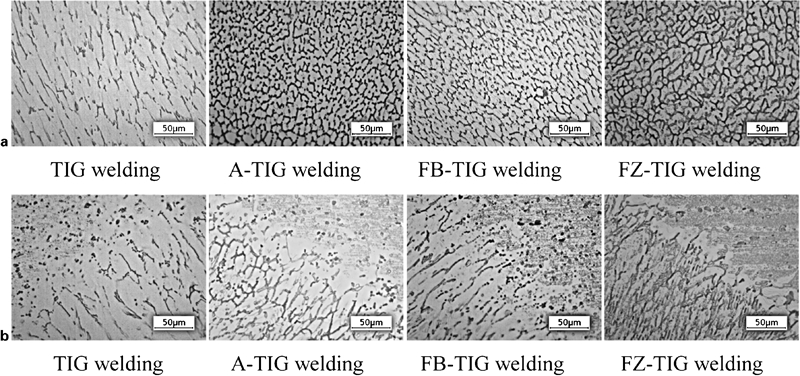
Weld microstructures of four welding processes
Weld mechanical properties
Tensile property
Using a microcomputer controlled universal material testing machine WDW-300J, the weld transverse tensile properties of the four abovementioned welding processes were measured. The tensile load was 500 kgf with the loading rate of 1 mm min−1. All the welds are fractured at the base metal, as shown in Fig. 4.
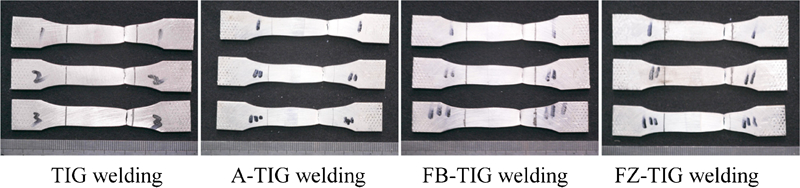
Snapped specimens of four welding processes
Microhardness
The weld microhardness at the place of 1 mm under the plate surface and perpendicular to the weld symmetry axis was measured with a digital microscopical Weis Sclerometer HVS-1000. The measured areas included fusion zones, bond areas and heat affected zones of the conventional TIG welding, A-TIG welding, FB-TIG welding and FZ-TIG welding. The spacing between the measured points was 0·25 mm. As shown in Fig. 5, the microhardness of the central weld area of FZ-TIG welding is obviously higher than those of conventional TIG welding and FB-TIG welding and is equal to that of A-TIG welding. The heat affected zone microhardness of the four welding processes mentioned above is almost the same.
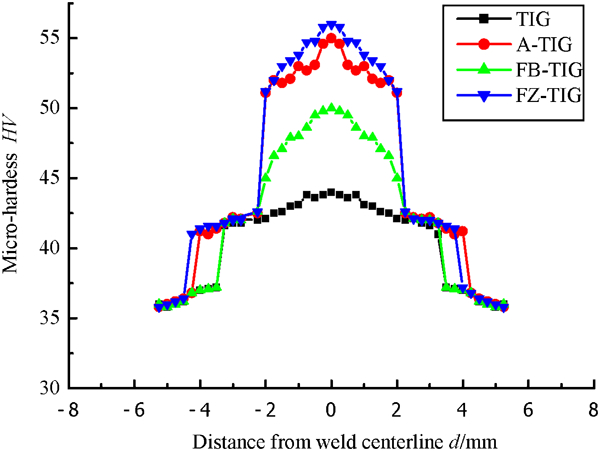
Weld microhardness of four welding processes
Welding parameter analysis
Effects of welding current on weld penetration
With D0 representing the weld penetration of conventional TIG welding and D the weld penetration of FZ-TIG welding, the change in D/D0 with welding current is shown in Fig. 6. In this experiment, D/D0 initially increases and then decreases with the welding current. The maximum value reaches at the welding current of 150 A. The possible reason is that, when the welding current is below 150 A, the weld depth of normal TIG welding is shallow. The low arc input heat will leave the side region flux on the weld surface in full, which causes the contract of the arc root, and the central region flux is melted and evaporated into the arc, which will constrict the arc column. The higher the welding current, the more strongly the arc root and the arc column are constricted by the side and central region flux coats. When the welding current is >150 A, the high arc input heat may melt and evaporate the side insulating flux, which will weaken the effect of flux constricting the arc root. In addition, the bulk of the arc will expand with the increase in welding current. Because of the existence of the outer coat, the arc input heat is inhibited to the melt base metal, which will lead to a decrease in weld volume. For normal TIG welding, with the increase in welding current, the arc input heat will increase and the weld depth will become deeper. All of these effects result in a smaller value of D/D0 with the welding current.
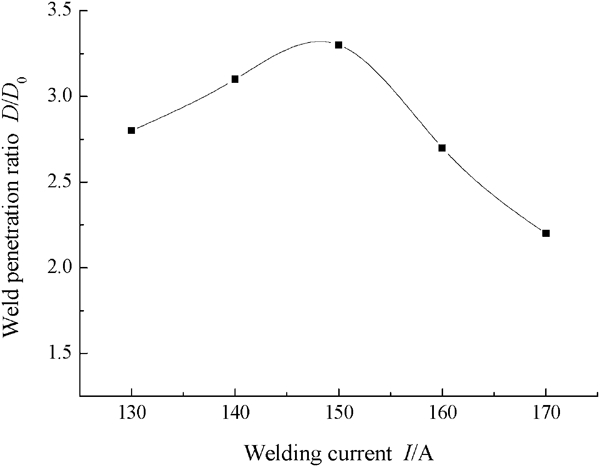
Effect of welding current on weld penetration
Effects of welding speed on weld penetration
In this experiment, D/D0 first decreases and then increases with welding speed. The minimum value reaches at the welding speed of 90 mm min−1. The change in welding speed will alter the arc input heat per weld length. As the welding speed increases, the arc input heat per weld length decreases, and the weld penetration becomes shallow. Because the effect of the side region flux contracting the arc root is getting greater and greater with the increase in welding speed, the weld depth of FZ-TIG welding will not decrease as fast as TIG welding. Thus, the value of D/D0 will vary, as shown in Fig. 7.
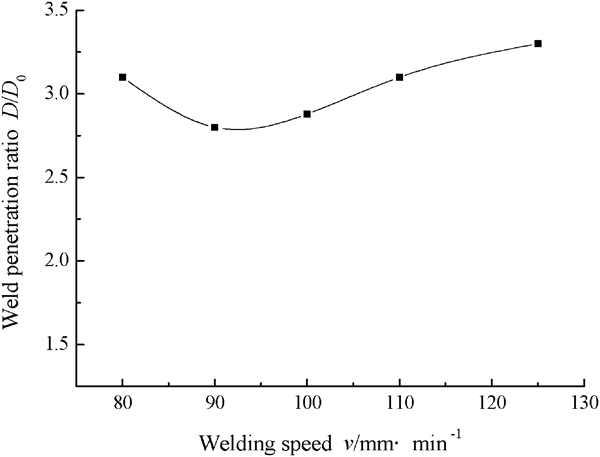
Effect of welding speed on weld penetration
Effects of argon flowrate on weld penetration
The effect of argon flowrate on weld penetration is shown in Fig. 8. In this experiment, the argon flowrate has little effect on the value of D/D0.
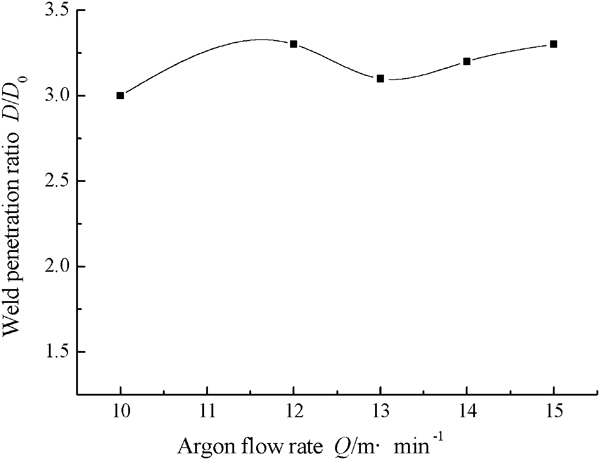
Effect of argon flowrate on weld penetration
Effects of central coat width on weld penetration
When changing the width of the central flux coat, that is to say, changing the gap between the outer flux coats of SiO2, the effect of the coat gap x on the value of D/D0 is shown in Fig. 9. In the present experiment, the value of D/D0 decreases dramatically. When the gap x is ⩾8 mm, the value of D/D0 almost remains constant, ∼1·8 times that of the conventional TIG welding, which almost equals that of the A-TIG welding. Clearly, this is only because the effect of the side insulating flux contracting the arc root becomes weaker with the increase in the flux gap. When the gap is greater than a certain value, this effect can be neglected, and the weld depth is about the same as that of the A-TIG welding with the flux of the central coat. In this paper, this catastrophe point of the flux coat gap is 8 mm.
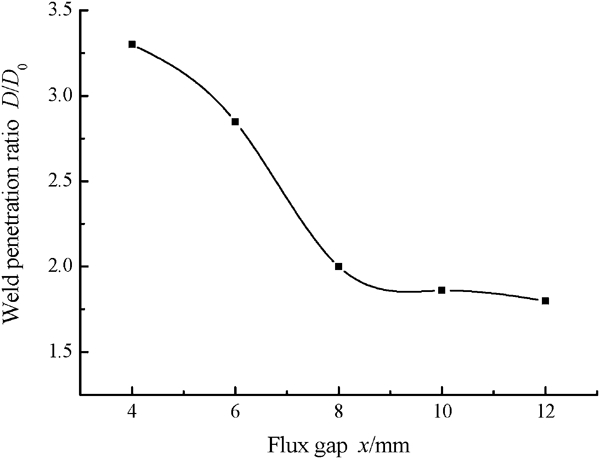
Effect of flux gap on weld penetration
Effects of central coat content on weld penetration
The change in D/D0 with central coat content is shown in Fig. 10. In this experiment, D/D0 first increases and then decreases with the central coat content. When the central coat content is between 10 and 15 mg cm−2, the weld penetration is increased the most obviously. Maybe it is just because that an increase in the central coat content can cool and compress the arc. However, if the content is too large, the input heat transferred from arc to weld pool metal will reduce, leading to a decrease in weld penetration depth.
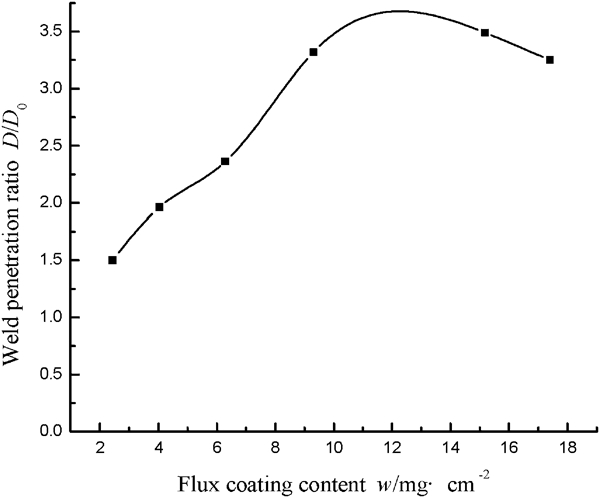
Effect of flux coating content on weld penetration
Effects of solvent on weld penetration
When FZ-TIG welding was carried out with the activating fluxes dissolved by acetone, distilled water, ethanol and methyl ethyl ketone (MEK) respectively, the influence of solvent on weld penetration is shown in Fig. 11. Among the four kinds of solvents, acetone has the most obvious effect, followed by ethanol. Distilled water and MEK have relatively smaller effect on weld penetration. When the same original granularity of activating flux is dissolved, the abovementioned four solvents have different coating characteristics. The flux granularity of the coating layer by distilled water is the best. However, the waiting time for solvent volatilisation is the longest. For MEK, the solvent volatises the most quickly, and the coating adhesion with the base metal is the most reliable.
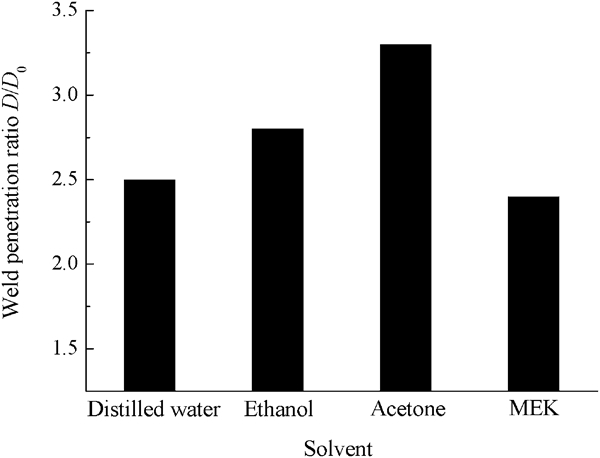
Effect of solvent on weld penetration
Discussion
It is on the basis of the arc constriction theory that the FZ-TIG welding process is put forward. The side region flux silicon dioxide, with high melting temperature, high boiling temperature and high current resistivity, exists on the weld as a thin insulation layer and contracts arc root. The central region flux FZ108 is a kind of mixed powder of several halides and elementary substances. All of the melting temperatures, boiling temperatures and current resistivities of these components are relatively low. It is known that the arc temperature for aluminium alloy is lower than those of other metals like carbon steel, stainless steel, titanium alloy, etc. because of the lower melting and lower boiling temperatures of this kind of base metal. So as to melt and evaporate the flux on the weld pool surface as fully as possible, stabilise the arc and get a perfect weld surface appearance, it is necessary to select a central coat material with low melting temperature, boiling temperature and current resistivity like FZ108. Moreover, the electron affinities and ionisation energies of the elements contained in flux FZ108 are much higher than those in base metal and shielding gas, which will make the particles at the periphery of the arc easy to capture electron and further contract the arc column.
Conclusions
For aluminium alloys, a new variant of the A-TIG welding process called FZ-TIG welding is proposed. Using this method, the difficult problem of simultaneously increasing the weld penetration dramatically and improving the weld surface appearance can be solved.
When an alternative current FZ-TIG welding using SiO2 as the side region coat material and FZ108 developed by the authors as the central region coat material is made, the weld penetration reaches above three times that of the conventional alternative current TIG welding. All the weld shape, weld microstructure and weld mechanical properties are satisfied.
Except for the argon shielding gas flowrate, the other welding parameters, including welding current, welding speed, central coat width, central coat content and solvent, have great effect on the weld penetration of alternative current FZ-TIG welding for aluminium alloy.