
Abstract
Resistance spot welding is one of the most popular welding processes used to join sheet metals. Weld quality sometimes decreases due to spatter. In this paper, a hemispherically concaved electrode, which has a hole on the end of it, is proposed to reduce spatter. To verify the weldability using spot welding with the hemispherically concaved electrode, tensile shear strength and cross-tensile strength were measured by a universal test machine. In addition, the cross-sectional area of the weld was observed by optical and electron microscopy to analyse defects. As a result, in the case of using the hemispherically concaved electrode, spatter was remarkably reduced. Spatter reduction is caused by the inflow of molten metal into the hole of the hemispherically concaved electrode. Furthermore, the allowable region in lobe curve became larger. Therefore, this hemispherically concaved electrode is useful for spatterless welding without the reduction of strength.
Introduction
Resistance spot welding is widely used in the automotive industry. Generally, 3500–4000 spot welds for each car are conducted. Resistance spot welding is a welding process using resistance heat. This heat is generated by contact resistance when a high current flows into the base metals between two electrodes. Weld quality is influenced by the welding current. When the welding current is too low, the nugget does not grow completely, and hence, the weld strength is not sufficient. On the contrary, when the welding current is too high, spatter occurs. 1 1,2 The surface deteriorates by spatter generation, and this causes a reduction in productivity by addition of the spatter removal process. Moreover, a large quantity of spatter influences the reduction of the nugget volume and can cause strength reduction.3 To overcome this problem, oil is coated on the body. However, this also decreases the weld quality. Rhyu and Kang and Gedeon et al. studied the effects of welding time and welding current with the size of nugget for galvannealed steel. 4 4,5 Gedeon and Eager and Min et al. investigated the resistance spot welding of electroplated steel sheets, which is widely used for automobile panels. 6 6,7 Kim and Eager proposed a reliable region of welding conditions using the lobe curve.8 Previous researches, however, were based on reducing spatter by changing the welding conditions. A hemispherically concaved electrode was proposed at first by Jun and Rhee to suppress spatter.9
In this paper, the weldability of the nugget zone using the hemispherically concaved electrode, instead of a conventional electrode, was investigated. Tensile shear strength and cross tensile strength were measured by universal test machine considering the spatter existence. In addition, the cross-sectional area was observed by optical and electron microscopy to check the microstructure of the nugget zone. Through this work, it was found that the proposed electrode was useful for spot welding to reduce spatter and enlarge the allowable range in the lobe curve. It was verified by measured strength and cross-sectional scans of the microstructure of the weld zone.
Electrode and test method
Electrode
The electrode used here is a Cr–Cu D type with a 6 mm diameter. A hemispherically formed hole is engraved on the electrode surface. The configuration of the proposed electrode is shown in Fig. 1.
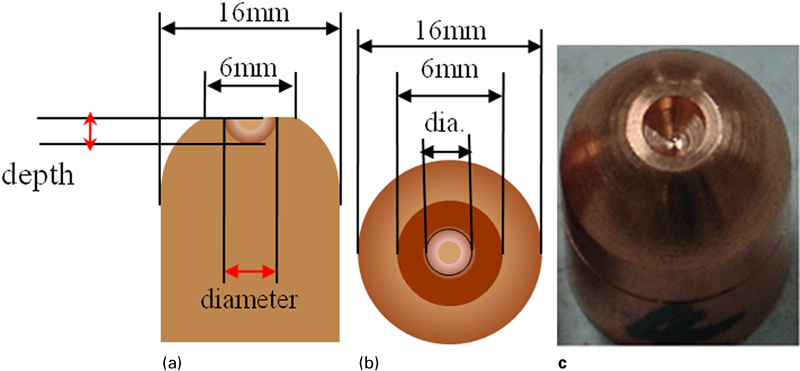
Configuration of proposed electrode
Test method
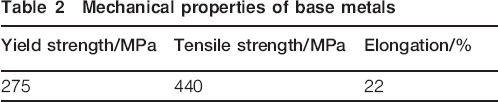
In the study, a specimen was provided by the regulation of KS B 0851.10 The specimen used in these experiments is shown in Fig. 2 and Table 1. The material used is SPRC440, which is generally used for outer panels of car bodies. The chemical composition of the base metals is 0·09C–0·28Si–0·95Mn–0·03Mo–0·04Cr–0·06Ni–0·1Cu (wt-%), and the mechanical properties are shown in Tables 2. The thickness of the specimen is 1 mm for the experiments.
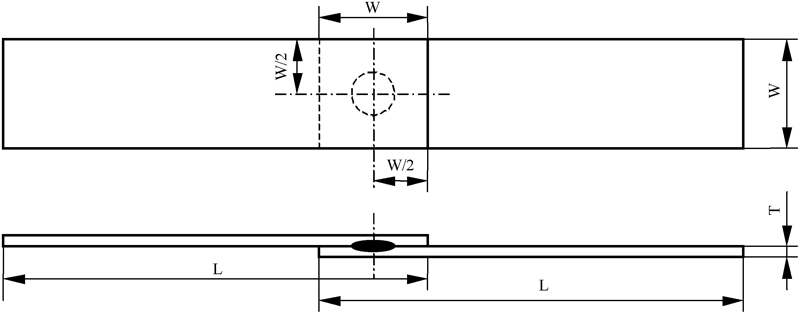
Shape of specimen
Size of specimen
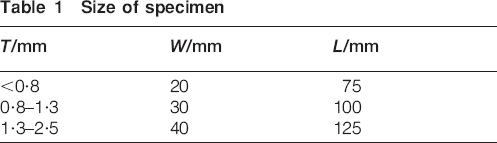
Mechanical properties of base metals
The welding machine has an AC-SCR timer and an air pressure gun. Current and the acting force were measured by computer. After the welding process, the strength of the welded specimen was measured by universal test machine. Welding conditions used in these experiments are shown in Table 3. The depth and diameter of the hole on the surface of the electrode are 3 and 4 mm respectively. Tests were performed three times for each condition. The weld quality was evaluated by comparison to generally accepted strength and spatter generation in the industry. In this work, 652 kgf was decided as the acceptable tensile shear strength of the test material. This is the value that is considered an acceptable tensile strength by an automotive company.
Welding conditions

Welding test outcome
Tensile shear strengths are shown in Fig. 3 with respect to the current for each acting force using a conventional electrode and a hemispherically concaved electrode. As shown in Fig. 3a for the conventional electrode, spatter occurred at >5 kA under 150 kgf, 6·5 kA under 250 kgf and 8·5 kA under 350 kgf. However, according to Fig. 3b, there was no spatter generation even at the allowable tensile shear strength range. To compare the two electrodes with similar acting forces per unit area, tensile shear strengths are described for 150 kgf in hemispherically concaved electrode and for 250 kgf in the conventional electrode shown Fig. 3c.
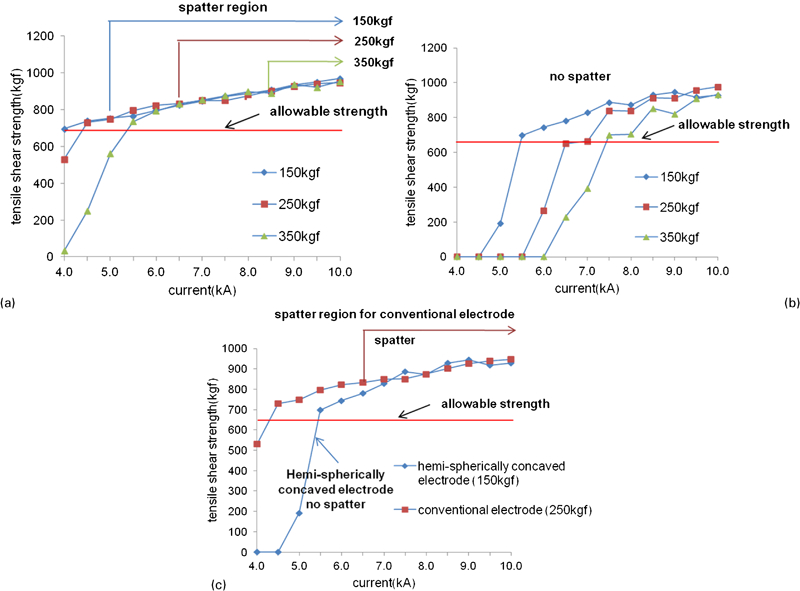
Comparison of conventional electrode with hemispherically concaved electrode
The lobe curves for the conventional electrode and the hemispherically concaved electrode are shown in Fig. 4a and b respectively. It can be seen that there is no spatter region for the hemispherically concaved electrode. Furthermore, the acceptable range for the hemispherically concaved electrode is larger than the conventional electrode.
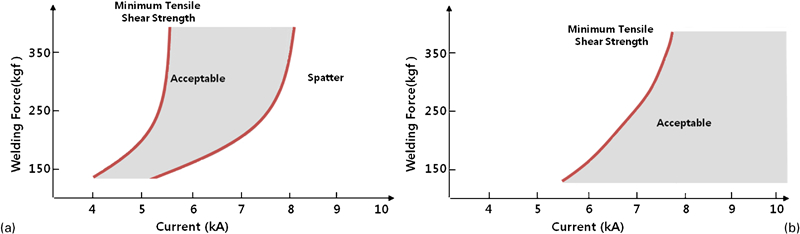
Comparison of welding lobe curves of hemispherically concaved electrode with conventional electrode
Cross-sections of welded zones are shown for the conventional electrode in Fig. 5a and for the hemispherically concaved electrode in Fig. 5b. As shown in this figure, it can be found that the molten metal flows into the hole on the end of electrode for the hemispherically concaved electrode while the molten metal becomes spatter for the conventional electrode. The phenomena of flowing into the hole are shown in Fig. 5c using the hemispherically concaved electrode. The cross-sections are described from 5 to 10 cycles with 1 cycle interval at fixed current 8 kA and a fixed acting force 150 kgf. Similarly welding time and acting force are fixed with 10 cycles and 350 kgf to understand the current effect for the melting material to flow into the hole and is shown in Fig. 5d. It can be found that the molten metal flows into the central hole using the hemispherically concaved electrode, while the molten metal flows outside because of its no central space the electrode using the conventional electrode. This molten metal causes the useless spatter. Of course over current will make spatter even for this proposed electrode.
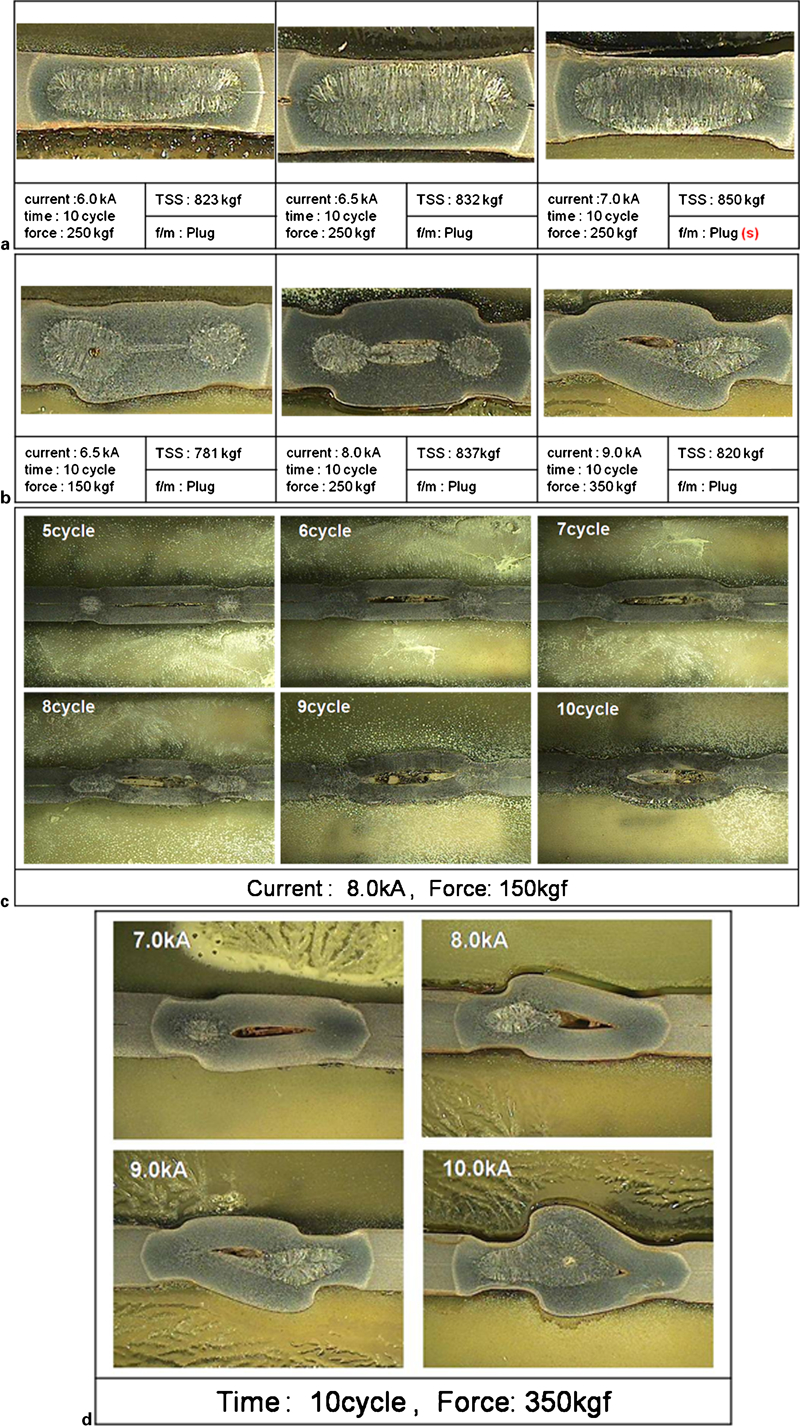
Cross-sectional area of welding nugget
The tensile shear strengths are not significantly different. Cross-tensile strengths were also measured, and it is shown that the cross-tensile strengths for the conventional electrode are similar to those for the hemispherically concaved electrode in Fig. 6.
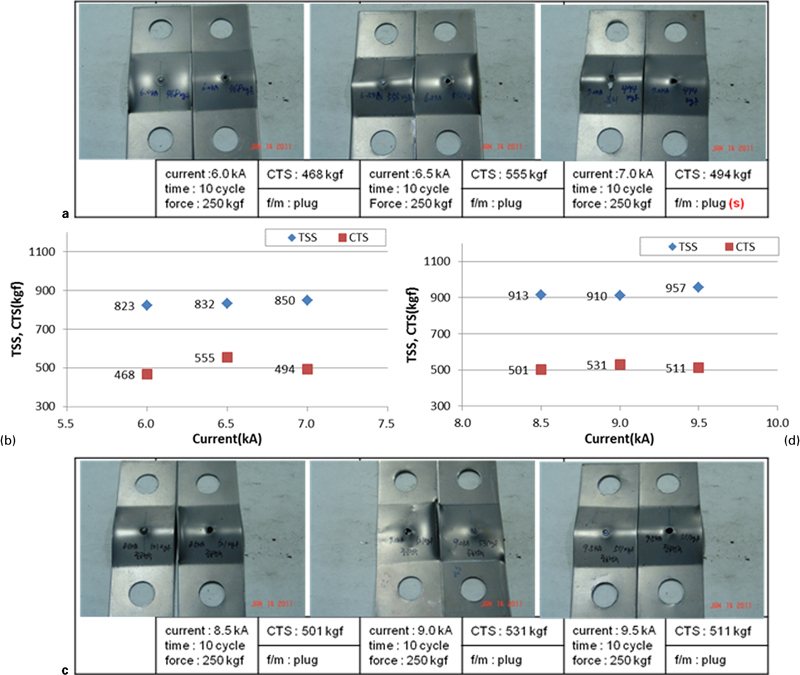
Cross-tensile strength
Conclusions
Generally, the electrode plays an important role to press the workpieces and transfer the current. In this study, a new type of electrode was proposed to reduce the spatter generation with similar strength. The results are as follows.
A new type of electrode, which has a hemispherical hole on the centre of the electrode surface, was proposed.
Using the hemispherically concaved electrode, the molten metal flows into the hemispherical hole and prevents the occurrence of spatter. There was no spatter generation for any allowable tensile shear strength range.
The allowable range of lobe curve increased in the case of using the hemispherically concaved electrode.
The cross-sections of welded zones were observed to analyse the mechanism of the molten metal flowing into the hole.