
Abstract
In the present work, the chemical mechanism was shown for tungsten inert gas (TIG) and active TIG (A-TIG) welding. The results obtained with a two-dimensional axial symmetric model developed to simulate the flow behaviour in the meting pool on a stainless steel disc (304L) melted by a stationary heat source were presented to show the influence of Marangoni convection combined with Lorentz forces. This study shows the influence of the addition of an activating flux on the geometric characteristics of the weld beads in A-TIG welding.
List of symbols

magnetic field/T
specific heat/J kg−1 K−1
constants of Darcy
liquid fraction
acceleration due to gravity/m s−2
electric intensity/A

electric current/A m−2
liquid, solid, reference
pressure/Pa
time/s
temperature/K

velocity/m s−1
electric tension/V
coefficient of thermal expansion/K−1
surface tension/N m−1
efficiency
thermal conductivity/W m−1 K−1
dynamic viscosity/Pa s
density/kg m−3
Introduction
In order to improve the tungsten inert gas (TIG) welding performance, one of the more promising alternatives is the active TIG (A-TIG) welding process, which was developed in the early 1960s by the Paton Welding Institute. In A-TIG welding, a fine layer of activating flux, constituted of inorganic powder, is deposited on the steel plate before welding. The weld bead geometry changes with the addition of an activating flux, leading to an increase in the penetration and a decrease in the width as well as a reduction in the number of passes. The penetration depth was multiplied by a factor of 1·5–4 while passing from the process TIG to A-TIG, depending on the alloys. By taking into account the last papers on the field, several theories can be extracted, but in this study, we considered only three mechanisms in the A-TIG welding process: the Marangoni effect combined with Lorentz forces, the arc constriction and the elevation of arc temperature. In Part 1, chemical mechanisms such as Marangoni convection combined with Lorentz forces were studied. The physical mechanisms will be studied in Part 2.
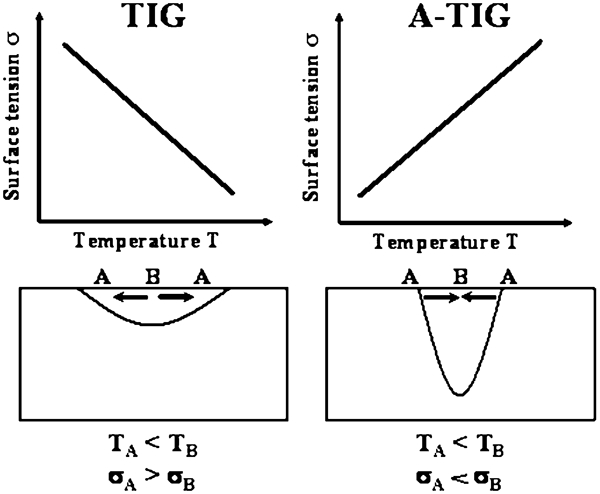
Marangoni convection refers to the convection movements due to the surface tension gradient on the weld pool surface, as shown in Fig. 1.1
Effect of flux on weld: Marangoni convection
While using TIG welding processes, the surface tension gradient is negative, and the convection movements are centrifugal. The addition of an activating flux involves an inversion of the convection currents due to the presence of oxygen at the melting zone surface. It originates from the oxides in the activating flux and increases the active surface tension. In this case, the surface tension gradient is positive, and the resulting convection movements are centripetal. Thus, the A-TIG process leads to an increase in penetration depth and a decrease in weld pool width.2
Oxides can improve both the penetration depth of the weld bead due to the Marangoni effect and the arc constriction effect. In A-TIG welding, there is an important increase in penetration at the start of Marangoni convection because of the inversion of convection currents, resulting in a positive surface tension gradient. This is caused by the presence of oxygen on the surface of the melting zone, originating from the oxides in the activating flux. The effect of the oxides on the arc was explained by constriction and an increase in the arc temperature.3 Fluorides do not change the convection movements. Consequently, the Marangoni convection remains centrifugal as in TIG welding.4
Over the last few years, there have been major advances in the numerical simulation of TIG or A-TIG welding process. From the pioneering work of Rosenthal,5 who proposed an analytical solution for the equation of heat conduction, many researchers have treated the thermal aspects of welding.6, 7 This approach with heat transfer by conduction only is still used when modelling the global thermomechanical behaviour of the weld structure. Depradeux has developed a two-dimensional (2D) axial symmetry thermomechanical analysis of a stationary welding process using finite element methods and compared the results to experimental data. The transient model enables the calculation of temperatures, stresses and distortions resulting from the welding process.8 Nevertheless, these models can hardly reproduce the complex shapes of the weld pool observed in A-TIG welding. Some authors used a modified value of thermal conductivity in the liquid phase in order to obtain a weld pool similar to the experiment.9, 10 Oreper and Szekely were the first to present a mathematical model describing heat transfer and fluid flow in a stationary weld pool, taking into account buoyancy, electromagnetic force and surface tension, excluding arc drag force.11 The computed temperature fields and velocity fields have provided significant insight into the mechanism of weld penetration in arc welding processes.12, 13 The effect of the various driving forces on the weld shapes has been investigated by several authors for various processes and materials over the years.14, 15 These studies have shown that the flow driven by electromagnetic forces enhances weld penetration, while natural flow causes the formation of shallow welds. It is well established that Marangoni is usually the dominant driving force.16 However, electromagnetic forces combined with Marangoni forces can also control convection in the weld pool.17, 18 Some authors have also considered the deformation of the free surface under arc pressure, which can be significant at elevated currents.19– 21 More recent works have focused on the modelling of arc welding alone22 or coupled with the weld pool.23 These models enable the calculation of temperatures, velocities, pressures and current densities in the arc plasma and thus are of great interest to predict the distribution of heat density, current density and pressure at the free surface of the weld pool.
The purpose of the present paper is to study experimentally the different activating fluxes and identify their action, such as inversion of surface tension gradient or arc constriction. A 2D axial symmetric model of heat transfer and fluid flow is also developed to describe Marangoni convection combined with Lorentz forces in the weld pool. Two different cases are studied: a negative surface tension temperature coefficient ∂γ/∂T and a positive one. The influence of Lorentz forces is discussed for both cases.
Experimental
Flux preparation and material conditions
Before flux application and welding, the workpiece was cleaned with acetone and dried. In the present work, different fluxes were used. The first is a commercial flux composed of TiO2, Cr2O3, V2O5, MgF2 and MgCl2. TiO2, Cr2O3, K2Cr2O7 and MgF2 were also studied separately. To make the activating flux, a planet crusher was used to grind 15 g of powder (oxides and halides) with 15 mL of ethanol in a stainless steel bowl for 20 min at 360 rev min−1. The flux was deposited on the steel plate before welding by pulverisation using an aerograph.
In order to put in place the Marangoni convection movements in the melting pool, fusion lines were produced on austenitic stainless steel 304 L rectangular plates (200×50×4 mm), which are recovered on one side or on the other side of the activating flux, as represented in green colour in Fig. 2. The chemical composition of steel is 0·013C–0·53Si–1·61Mn–0·017P–0·011S–19·67Cr–0·08Mo–9·95Ni–0·005Al–0·072Co–0·11Cu–0·019Ti–0·046V(wt-%).

Experimental conditions for Marangoni effect identification
Welding was conducted using a Fronius Magic Wave 2200 current supply and a Servisoud automatic welding bench.
Weld bead characterisation
After welding, the weld bead cross-section was polished and electroetched using oxalic acid. In the present work, the geometric characteristics of the melting zone were analysed using W as the melting line width and D as the penetration depth.
Arc plasma visualisation
The shape of the TIG and A-TIG plasma was monitored by a high speed camera FASTCAM-1024PCI HW fabricated by Photron. The camera was fitted with an interference filter centred at 469·2 nm. In this wavelength window, only argon continuum can be seen, and it is almost only proportional to the square electron density. This allows current line visualisation.24
Physical model and mathematical formulation
A 2D axial symmetric model with a stationary heat source was developed using the finite element code COMSOL Multiphysics to simulate the flow behaviour in the melting pool. The problem being considered here for simulation was composed of a cylindrical plate of 304L austenitic stainless steel (a diameter of 60 mm and a thickness of 15 mm) at an initial temperature of 300 K. The following assumptions are made: the molten material is assumed to be isotropic, homogeneous, incompressible (except when using the Boussinesq approximation) and Newtonian. The fluid flow is supposed to be laminar and driven by Marangoni, buoyancy and Lorentz forces. The heat source from the arc is assumed to have a Gaussian distribution on the top surface, which has been widely used in the literature. The free surface is supposed to remain flat. The thermophysical properties, taken from Refs. 25 and 26, are temperature dependent, and the latent heat of fusion is taken into account. The phase change is modelled using the apparent heat capacity formulation.27 The numerical model solves the differential equations governing the conservation of mass (equation (1)), momentum (equation (2)) and energy (equation (3))



The last term of equation (2) represents Lorentz forces, where
 and
and
 are density vectors of electric current and magnetic field. They are obtained by the resolution of Maxwell's equations reduced to Ohm's law. The free surface of the melting zone is governed by the surface tension gradient or Marangoni effect represented by equation (4), where u and v represent the components of the velocity in r–z cylindrical coordinate system respectively, and
are density vectors of electric current and magnetic field. They are obtained by the resolution of Maxwell's equations reduced to Ohm's law. The free surface of the melting zone is governed by the surface tension gradient or Marangoni effect represented by equation (4), where u and v represent the components of the velocity in r–z cylindrical coordinate system respectively, and
 is the surface tension temperature gradient. In TIG welding,
is the surface tension temperature gradient. In TIG welding,
 is negative, whereas in A-TIG welding,
is negative, whereas in A-TIG welding,
 is positive. Equation (5) represents the total heat flux applied to the top surface. In equation (5), the first term on the right hand side is the heat input from the arc with η efficiency defined by a Gaussian heat distribution with 1/e half width linked to the heat distribution parameter r0. The second and third terms represent the heat loss by convection and radiation respectively. On the other surfaces, only heat losses by convection and radiation are taken into account. The convective heat transfer coefficient h is set to 15 W m−2 K−1, and the emissivity value ϵ is equal to 0·5.28 Equation (6) corresponds to the Gaussian electric current applied on the sample surface (with 1/e half width linked to the current distribution parameter rc) applied on the sample surface like given by Zacharia et al.
23
is positive. Equation (5) represents the total heat flux applied to the top surface. In equation (5), the first term on the right hand side is the heat input from the arc with η efficiency defined by a Gaussian heat distribution with 1/e half width linked to the heat distribution parameter r0. The second and third terms represent the heat loss by convection and radiation respectively. On the other surfaces, only heat losses by convection and radiation are taken into account. The convective heat transfer coefficient h is set to 15 W m−2 K−1, and the emissivity value ϵ is equal to 0·5.28 Equation (6) corresponds to the Gaussian electric current applied on the sample surface (with 1/e half width linked to the current distribution parameter rc) applied on the sample surface like given by Zacharia et al.
23
Experimental and numerical results
Identification of Marangoni convection movements
The activating fluxes used in this study are a mixture of TiO2, Cr2O3, V2O5, MgF2 and MgCl2 (commercial flux). TiO2 and MgF2 were also studied separately. During welding, the plasma was monitored by a high speed camera. The records with the camera along the x axis obtained for positions 1 and 2 (Fig. 2) are reported in Fig. 3.
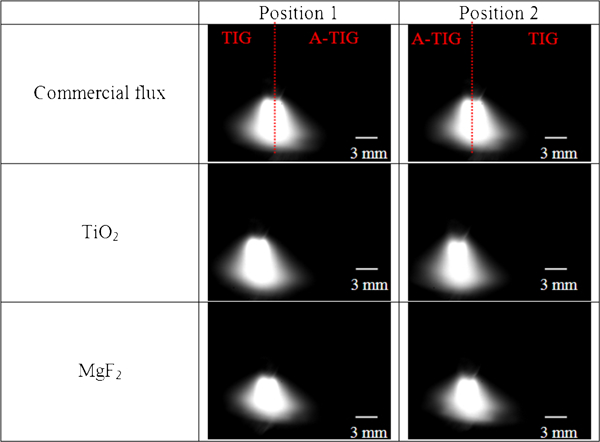
Records of plasma during welding with mixture of TiO2, Cr2O3, V2O5, MgF2 and MgCl2 and TiO2 and MgF2 separately
There is no significant modification of the arc shape during welding in the three cases. The flux addition on one side or on the other side does not lead to an arc gap. However, on the top surface of the weld bead, we can observe a displacement of the melting zone while using commercial flux (Fig. 4a) or TiO2 (results not shown). Indeed, if the macrograph of weld beads realised in TIG/A-TIG welding with MgF2 does not present a change of the geometric characteristics of the melting zone (Fig. 5c), there is a departure of the pool of the A-TIG side towards the TIG side for TiO2 and the commercial flux (Fig. 5a and b).
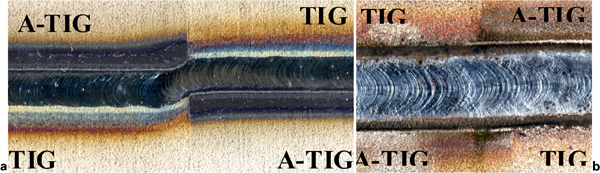
Macrographs of top surface of weld beads during TIG/A-TIG welding with a TiO2, Cr2O3, V2O5, MgF2 and MgCl2 (commercial flux) and b MgF2
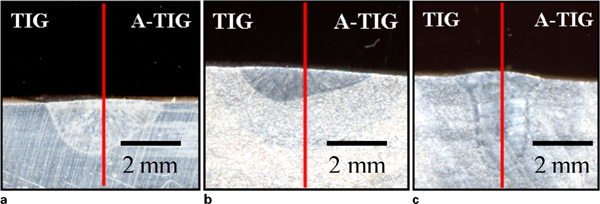
Macrographs of weld beads during TIG/A-TIG welding with a TiO2, Cr2O3, V2O5, MgF2 and MgCl2 (commercial flux) and b TiO2 and c MgF2 separately
The Marangoni effect is put in obvious place by the apparition of a dissymmetric pool during TIG/A-TIG welding with TiO2 and the commercial flux. On the TIG side, without flux, the gradient of surface tension is negative, resulting in centrifugal movements of the centre towards the outside. The active elements present in the activating flux lead to an inversion of the surface tension gradient and consequently of convection currents. In this case, the flow is directed from the edge towards the centre of the weld pool, resulting in a deeper weld pool. The centrifugal convection movements in TIG added with centripetal convection movements in A-TIG lead to a dissymmetric weld bead (Fig. 6). However, we can observe a symmetrical geometry during normal welding conditions for the TIG/A-TIG welding with MgF2. These results confirm that the fluorides do not induce the inversion of Marangoni currents and have only one effect on the physics of the arc. Consequently, the increase in penetration depth in A-TIG welding with MgF2 originates from the arc constriction and/or the temperature elevation, as it will be shown in the part II of this paper.
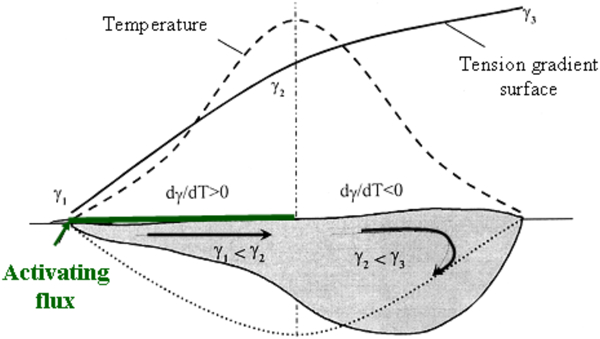
Convection movements in melting pool during welding as function of tension gradient surface28
The 2D axial symmetric model was used to study the influence of Marangoni effect and its inversion on the weld pool shape. The calculated temperature fields and the geometry of the weld beads in TIG welding with a negative surface tension gradient (
 = −10−4 N m−1 K−1) and in A-TIG welding with a positive surface tension gradient (
= −10−4 N m−1 K−1) and in A-TIG welding with a positive surface tension gradient (
 = 10−4 N m−1 K−1) are presented in Fig. 7a and b for values comparable to those used in Refs. 25 and 26. In these computations, the electromagnetic forces were neglected. The parameters used are current I = 100 A, voltage U = 10 V, arc efficiency η = 75% and heat distribution parameter r0 = 1·6 mm. In TIG welding (
= 10−4 N m−1 K−1) are presented in Fig. 7a and b for values comparable to those used in Refs. 25 and 26. In these computations, the electromagnetic forces were neglected. The parameters used are current I = 100 A, voltage U = 10 V, arc efficiency η = 75% and heat distribution parameter r0 = 1·6 mm. In TIG welding (
 negative), when the Lorentz forces are neglected, the flow is pulled along the pool surface from the centre to the edge. However, in A-TIG welding (
negative), when the Lorentz forces are neglected, the flow is pulled along the pool surface from the centre to the edge. However, in A-TIG welding (
 positive), the predominant fluid flow is towards the heat source, resulting in a deeper and narrower weld pool shape. In that case, the dominant driving force is clearly the Marangoni force as compared with the buoyancy force.
positive), the predominant fluid flow is towards the heat source, resulting in a deeper and narrower weld pool shape. In that case, the dominant driving force is clearly the Marangoni force as compared with the buoyancy force.
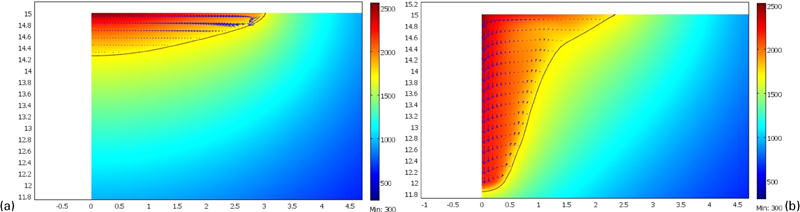
Calculated temperature and velocity vector fields for a negative and b positive Marangoni, without Lorentz forces (t = 3 s)
In order to study the influence of Lorentz forces on convection movements and penetration depth, the Lorentz force was added to the momentum equation. The calculations were performed with the same parameters used in the previous calculations. The current distribution parameter rc is taken as 1·55 mm. In Fig. 8a and b, the calculated temperature fields and the geometry of the weld beads are presented for a negative and positive surface tension gradient, i.e. −10−4 and 10−4 N m−1 K−1 respectively, when Lorentz forces are taken into account. In TIG welding, two vortexes are observed. One vortex is counterclockwise and created by the electromagnetic force near the centre of the weld pool. The second vortex is clockwise and very narrow located near the edge of the weld pool caused by the surface tension effect. In Fig. 8a, it can be observed that the fluid is directed towards the z axis but is directed away from the axis near the edge of the weld pool. As a result, the thermal energy from the arc is mainly carried inward, resulting in a deeper weld pool compared to the case without electromagnetic force. Indeed, in this case, there is nearly no flow at the centre of the weld pool. The Lorentz force appears to be the most dominant of the three forces in TIG welding (
 negative) near the centre of the weld pool. However, it should be noted that this conclusion is dependent on the different parameters used. For example, for a higher coefficient rc, resulting in a smaller current density, one can expect that the most dominant driving force will become the Marangoni force. In A-TIG welding, the Lorentz forces act in the same direction as the Marangoni forces (Fig. 8b). The resulting weld pool is therefore similar to that shown in Fig. 7b. The effect of Marangoni combined with Lorentz forces on the weld shape is presented in Fig. 9. The weld penetration obtained with a positive surface tension gradient is slightly higher when the electromagnetic force is neglected. It suggests that the magnitude of the velocities induced by the Lorentz force in the positive case is much smaller than that induced by the Marangoni force. These results are qualitatively in good agreement with previously published results.
14
14,21
negative) near the centre of the weld pool. However, it should be noted that this conclusion is dependent on the different parameters used. For example, for a higher coefficient rc, resulting in a smaller current density, one can expect that the most dominant driving force will become the Marangoni force. In A-TIG welding, the Lorentz forces act in the same direction as the Marangoni forces (Fig. 8b). The resulting weld pool is therefore similar to that shown in Fig. 7b. The effect of Marangoni combined with Lorentz forces on the weld shape is presented in Fig. 9. The weld penetration obtained with a positive surface tension gradient is slightly higher when the electromagnetic force is neglected. It suggests that the magnitude of the velocities induced by the Lorentz force in the positive case is much smaller than that induced by the Marangoni force. These results are qualitatively in good agreement with previously published results.
14
14,21
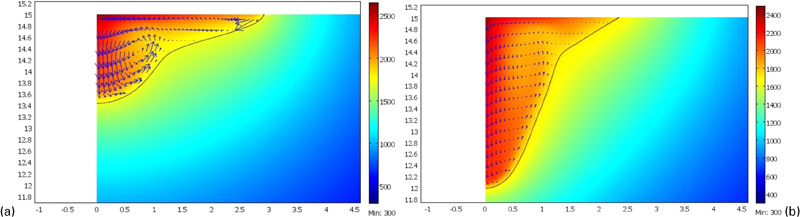
Calculated temperature and velocity vector fields for a negative and b positive Marangoni, with Lorentz forces (t = 3 s)

Geometry of weld bead as function of
and Lorentz forces (t = 3 s)
The radial and axial velocity components are presented in Fig. 10 respectively for a positive or negative
 with or without Lorentz force. It is shown that the radial component is positive for the negative case (TIG welding) (Fig. 10a), resulting in a centrifugal movement and is negative for the positive case (A-TIG welding), resulting in a centripetal movement. The maximum velocities are located near the z axis for the positive case and near the edge of the weld pool for the negative case. As shown previously, there is no influence of electromagnetic force on the radial or axial velocity for the positive case. On the contrary, in TIG welding, an increase in velocity near the centre can be observed, caused by the Lorentz force. In Fig. 10b, it is shown that the axial velocity is nearly negligible for the negative case when the electromagnetic force is neglected and can reach ∼0·15 m s−1 when the electromagnetic forces are taken into account. It can be noted that the highest magnitude of velocity is obtained for the positive case.
with or without Lorentz force. It is shown that the radial component is positive for the negative case (TIG welding) (Fig. 10a), resulting in a centrifugal movement and is negative for the positive case (A-TIG welding), resulting in a centripetal movement. The maximum velocities are located near the z axis for the positive case and near the edge of the weld pool for the negative case. As shown previously, there is no influence of electromagnetic force on the radial or axial velocity for the positive case. On the contrary, in TIG welding, an increase in velocity near the centre can be observed, caused by the Lorentz force. In Fig. 10b, it is shown that the axial velocity is nearly negligible for the negative case when the electromagnetic force is neglected and can reach ∼0·15 m s−1 when the electromagnetic forces are taken into account. It can be noted that the highest magnitude of velocity is obtained for the positive case.

Radial velocity component along with a surface and b axial velocity component along z axis at t = 3 s: influence of sign of
and Lorentz forces
Conclusions
This study enabled us to determine one of the main mechanisms of A-TIG effect, i.e. the Marangoni convection. Macrographs of the weld beads have shown the inversion of tension gradient surface while using an activating flux such as TiO2, Cr2O3, K2Cr2O7 or a commercial flux. The oxide effect on the convection currents was evaluated and compared. It has been observed that the largest convection currents were obtained while adding only 25% of Cr2O3 to MgF2 compared to >75% using TiO2 or K2Cr2O7. The inversion of Marangoni convection was observed even while using a small quantity of oxides added to MgF2. It was shown that the fluorides do not affect the convection movements in the melting pool. Numerical results have shown the effect of an activating flux on the geometry of the weld beads and the Marangoni effect combined with Lorentz forces according to the type of welding. It has been shown that the Lorentz forces have a significant effect on the weld pool shape in the case of a negative surface tension temperature coefficient
 but have no effect in the positive one.
but have no effect in the positive one.