
Abstract
Rare earth (RE) Y has been incorporated into eutectic SnZn solders to study the wettability, mechanical properties, oxidation resistance, microstructures and thermal fatigue behaviours. The results indicate that adding trace amount of RE Y can remarkably improve the wettability of SnZn solders. When the content of RE Y is 0·06 wt-%, the tensile and shear forces of SnZn-xY solder joints give 24·1% and 27·2% increase after soldering. In addition, it is found that SnZn0·06Y has better oxidation resistance than that of SnZn solder, and the microstructures of SnZn solders can be refined by the addition of RE Y; the size of Zn rich phase can be reduced obviously. Moreover, SnZn0·06Y shows superior thermal fatigue property over SnZn solders. It can be concluded that the optimum content of RE Y is 0·06 wt-% for SnZn solders.
Introduction
SnPb based solders have been used as interconnect materials in the electronics industry for decades due to their satisfactory solderability and reliability.1 However, apart from the undeniable toxicity of lead to the human nervous system, it is also damaging to the environment in its potential for groundwater contamination.2 Therefore, the world's leading countries have reached a consensus concerning the need for environmental protection, and many international environmental protection rules and regulations have been implemented.3 In this context, since July 1, 2006, both the European Union (restriction of certain hazardous substances and waste electrical and electronic equipment legislations) and the US Environmental Protection Agency have banned lead containing electronic products.4, 5 Therefore, extensive research has been performed during the transition from conventional SnPb eutectic solders to lead free solder alloys.
Among the new lead free alloy candidates, eutectic Sn9Zn exhibits promising mechanical properties and has a low melting point equivalent to that of SnPb solder.6 However, some important issues such as inferior wettability and easy oxidation have been encountered to limit the practical use of these solder alloys.7 Accordingly, many SnZn alloy systems with different alloying elements, such as Cu, In, Bi, Al and Ag, have been developed, and their soldering characteristics have been reported to improve the wettability and oxidation resistance.8 Moreover, rare earth (RE) elements have been called the ‘‘vitamin’’ of metals, which means that a small amount of RE elements can greatly enhance the properties of metals.9 Some researchers have tried to improve the wettability and oxidation resistance of SnZn based solders with the addition of RE Ce, Pr and Nd.10– 12
In this paper, RE Y was selected as the additive for SnZn solder. The wettability, mechanical properties, oxidation resistance and microstructures of SnZn–xY solders were studied respectively. Moreover, the thermal fatigue behaviour of SnZn based solder bearing RE Y was investigated too.
Experimental
Alloy design and preparation
The materials investigated were Sn9Zn-xY solders, as shown in Table 1, which were made with Sn (99·999 wt-% purity), Zn (99·9 wt-% purity) and Sn–Y metals. The raw materials were placed in a vacuum arc furnace and then meted at 550±1° for 40 min. To homogenise the solder alloy, mechanical stirring was performed every 10 min using a glass rod. For the melting of solders, KCl/LiCl was used over the surface of the liquid solder to prevent oxidation. In addition, the melted solder was chill cast into a rod.
Series of investigated solder alloys
Wettability testing
The spreading and wetting behaviours of solder are the most foundational issues in soldering. Therefore, spreading area testing can be used to analyse the wettability of SnZn–xY solders. The dimension of copper substrate sheets is 40×40×0·5 mm. Moreover, the solder sphere is 0·2 g for testing. Activated flux was used to improve the wettability between solder and substrate. After testing, the specimen was cleaned with acetone to remove the residue. The spreading area of the solder was calculated by Image-J software. The spreading area for each solder was estimated by the average of eight trials.
Mechanical properties testing
For the present work, Resister Chip (RC) Quad Flat Package (QFP) devices were selected as test carrier, which were soldered with series of lead free solders SnZn/SnZn–xY respectively. The experimental samples are RC/QFP100 devices with the lead free solder pasted on printed circuit boards. The package meets the Electronic Industry Association of Japan package specification, the dimensions of this QFP256 device are 28×28×1·4 mm and the body is made of plastic. The packages were dried for 24 h at 125°C before reflow soldering. Reflow was performed at a peak temperature of 226°C as was determined on the boards. The soldering of the samples was conducted in an industrial reflow oven with seven heating zones and one cooling zone. The samples with defect free soldered joints tested by X-ray should be selected before experiments for the accuracy of results. Tensile and shear force testing of the two solders was adopted to evaluate the mechanical properties by an STR-1000 microjoint strength tester.
TGA testing
Thermal gravimetric analysis (TGA) was used to study the oxidation resistance of Sn9Zn-xY alloys and the brightness of surface compared with each other after being oxidised at 245°C for 220 min, after which the sample weight has kept stable.
Microstructure observation
SnZn–xY solders were mechanically polished with 1 μm diamond paste. The etching solution contained 93% methanol, 5% nitric acid and 2% hydrochloric acid. The microstructures of these solders were examined by optical microscopy and scanning electron microscopy (SEM) with a voltage of 20 keV. Moreover, the SEM equipped with energy dispersive spectrometry was utilised to analyse the spatial distribution of chemical species for the identification of intermetallics.
Thermal fatigue behaviour
Since solder joints provide the mechanical and electrical interconnects between the package and the board, cyclic stress–strain will be produced in the assembly due to the coefficient of thermal expansion mismatch of different materials during operation, and the accumulations of inelastic deformation may produce fatigue cracks in solder joints and eventually cause the failure of the whole electronic assembly.13 According to the MIL-STD-883 specification,14 a uniform temperature cycling load is selected to be utilised on the QFP/RC assemblies. The temperature ranges from −55 to 125°C, the dwell time at all peak temperatures is 15 min and the rate of descend and ascend temperatures is 12°C min−1. Moreover, the tensile and shear forces of the solder joints were tested every 100 cycles.
Results and discussion
Wettability
Wettability is very important for solder alloys because a reliable solder interconnection requires a good wetting property.15 It is generally described by the spreading area to the substrate, and it has been accepted that the larger the spreading area, the better the wettability.16 Therefore, the wettability of the solder samples measured with respect to the spreading area revealed that the addition of Y in solder improved the wetting behaviour. Results of the spreading area test are shown in Fig. 1. It is indicated that the spreading area of SnZn solder changes with the variation of the Y content. It shows that the value of the spreading area increases rapidly up to 0·06 wt-%Y, but the value decreases with a further increase of Y beyond 0·06 wt-%. Therefore, the optimal wettability is observed with the addition of 0·06Y into SnZn solders.
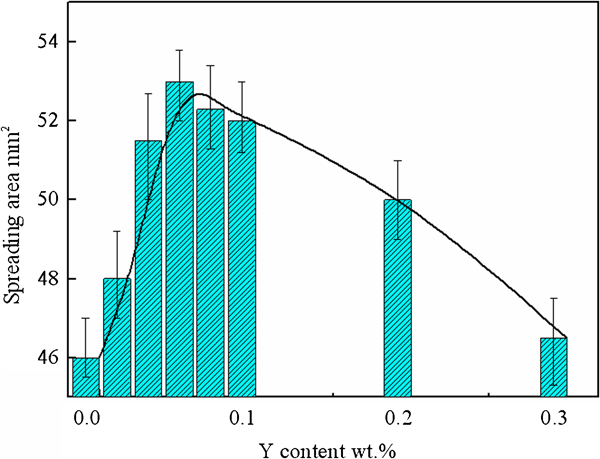
Spreading area of Sn9Zn–xY solders
Mechanical properties
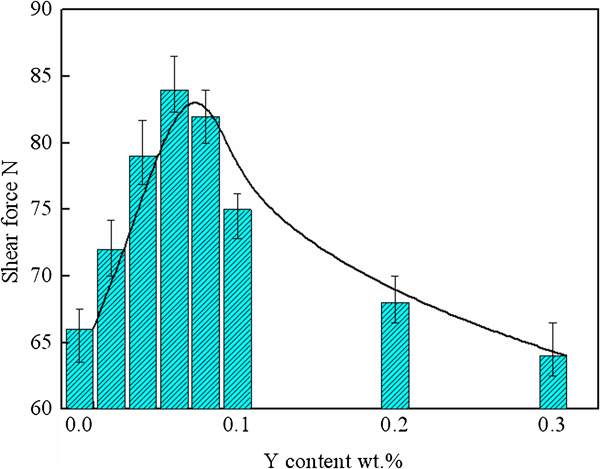
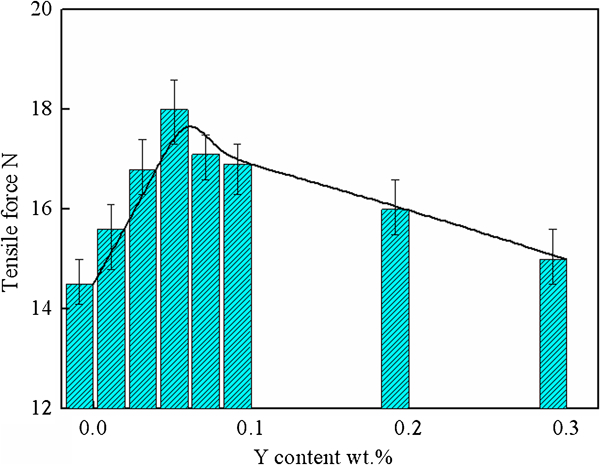
In the electronic industry, solder joints that act as mechanical support as well as electrical interconnection are very important parts for the integrity of electronic devices.17 Hence, the mechanical properties of SnZn solder joint need to be studied systematically. Figure 2 shows the shear force of SnZn–xY solder joints for RC devices. It has been found that the shear force of SnZn–xY solder joints is varying with the Y content. It was observed that the largest shear force of the solder joints was obtained with the addition of 0·06 wt-%Y. The shear force of the solder joints in RC devices was increased by 27·2%. The results indicate that the shear force of SnZn–xY solder joints is improved obviously with the small addition of RE Y. For tensile force testing of SnZn–xY solder joints in QFP devices, similar phenomena can be found, as shown in Fig. 3; it is obvious that a small amount of Y can remarkably enhance the tensile force of solder joints in QFP devices. As can be seen, the highest tensile force appears at the content of 0·06 wt-%. It is clear that when the Y content is <0·06 wt-%, the tensile force of SnZn solder joints increases as Y increases. Then, the tensile force decreases when the Y content increases up to 0·3 wt-%. In addition, when the content of RE Y is 0·06 wt-%, the tensile strength of QFP256 device with SnZnY solder joint gives a 24·1% increase after soldering.
Tensile force of Sn9Zn–xY solders
Shear force of SnZn–xY solders
TGA analysis
One of the most important concerns regarding the SnZn based solder is its oxidation resistance.18, 19 To quantitatively study the effect of RE Y upon the oxidation resistance, the alloys were investigated by TGA, as shown in Fig. 4. These results show that the weight of the liquid drop increases rapidly initially, while the weight change rate slows down after a few minutes of testing. It is obvious that lead free solders with 0·06Y and 0. 2Y exhibit much lower weight gain than the SnZn solder. The solder containing 0·06Y shows the lowest weight gain and the lowest weight gain rate among all the solders investigated. This weight gain behaviour suggests that SnZn solder alloys bearing Y have better oxidation resistance than SnZn alloys under the prescribed testing conditions. The curves in Fig. 4 show that weight gains at the end of 220 min descend in the order of Sn9Zn>SnZn0·2Y>SnZn0·06Y. Apparently, an amount of only 0·06%Y greatly reduces the oxidation rate of SnZn. According to the results of TGA, 0·06Y can reduce the quantity of oxidation of SnZn solders, which could be considered as an important reason for the optimum wettability of SnZn alloys. In Sn8Zn3Bi0·1Nd, the similar role of RE Nd can be found studied by Zhou et al. 20 Moreover, Chen et al. 21 have performed some work on the oxidation resistance of SnZn based solder, and segregation of Cr in the subsurface layer of Sn9Zn–xCr alloy can prevent further oxidation. Moreover, from the work of Wang et al., it is found that Al aggregates on the solder surface as a compact aluminium oxide film which further oxidises on the SnZn solder.22 In addition, some researches found, when RE is added, that the oxide of RE forms an oxidation barrier and improves the oxidation resistance of SnZn solders.23 Therefore, it is an effective way to improve the oxidation resistance of SnZn based on the addition of alloying elements.
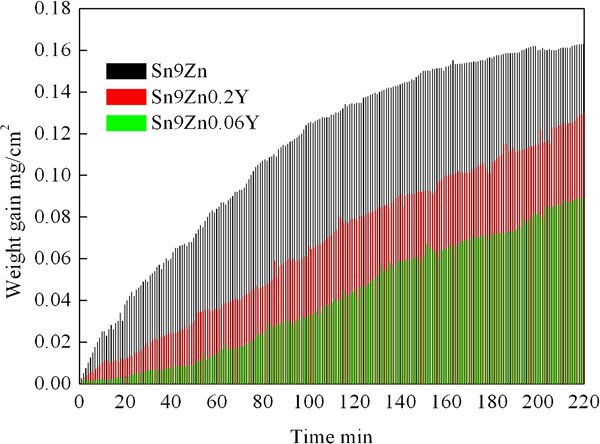
Thermal gravimetric analysis results of SnZn–xY solders
Microstructure
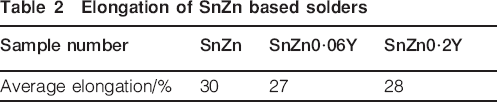
The eutectic SnZn solders consist of two phases: a body centred β-Sn phase and a secondary phase of hexagonal Zn containing <1% of Sn in solid solution.24 Figure 5a shows the typical microstructure of SnZn eutectic solder, the Zn rich phase was etched so that dark grooves were formed at the originally Zn occupied sites and the Zn rich phase homogeneously disperses in the Sn rich matrix. For the SnZn0·06Y solders, the microstructure features were similar to those of SnZn eutectic, and the structure was finer in the SnZn solders. With the addition of 0·2Y, Sn–Y phases in the microstructure of the SnZn0·2Y can be found obviously, and the Sn–Y phase diagram predicts the formation of an intermetallic phase, YSn3, for tin concentrations of >80 wt-%Sn.25 This type of microstructure may profoundly degrade the mechanical properties of the alloy. The degradation in mechanical property is due to the non-uniform distribution of hard YSn3 plates, leading to a preferred crack growth at the softer β-Sn regions. Moreover, Table 2 shows the elongation of SnZn based solders; it is found that the elongation decreases with the addition of RE Y. Moreover, the YSn3 brittle phases are precipitated in the SnZn matrix, and the decrease in elongation is associated with the Sn-RE precipitates. Similar phenomena can be found in the works researched by Wu et al. 24
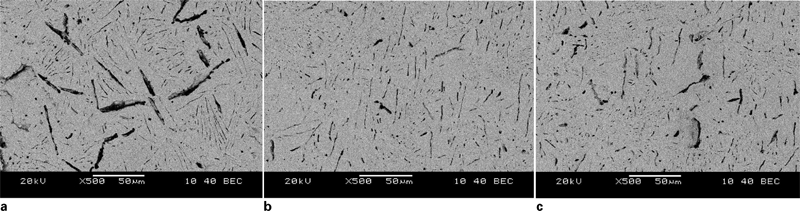
Microstructures of SnZn/SnZnY solders
Elongation of SnZn based solders
Thermal fatigue behaviour
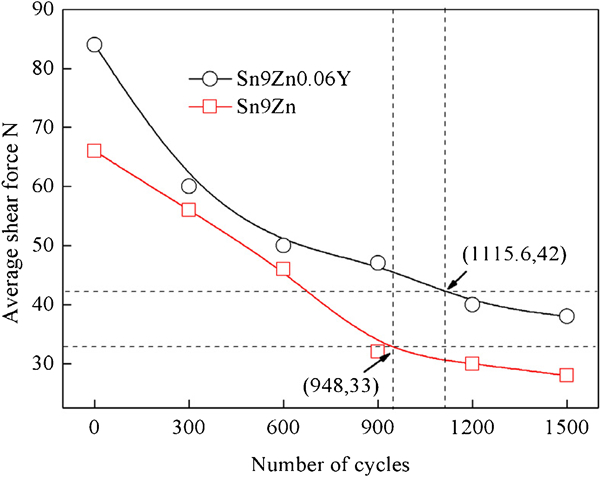
Solder joint reliability under thermal and mechanical loading is a great concern in electronic packaging.26 Therefore, the mechanical properties of SnZn–xY solder need to be investigated further. Figures 6 and 7 give an impression about the shear force/tensile force degradation with the number of cycles for RC and QFP devices respectively (based on ∼20 measurements per data point). It can be seen that SnZn solder joints bearing 0·06Y have slightly better fatigue resistance than the SnZn solder joints. In addition, the shear force of both SnZn0·06Y and SnZn solder joints is reduced with the increase in number of cycles, as shown in Fig. 6. This is attributed to the coarsening behaviour and intermetallic growth response in the Sn matrix. Moreover, the same phenomenon for the tensile force of SnZn0·06Y/SnZn solder joints in QFP devices during thermal cyclic loading is noted. Therefore, the mechanical properties of SnZn0·06Y solder joints are stronger than that of SnZn solder joints, but their shear force/tensile force amplitude drops rapidly.
Shear force of the RC after thermal cycling
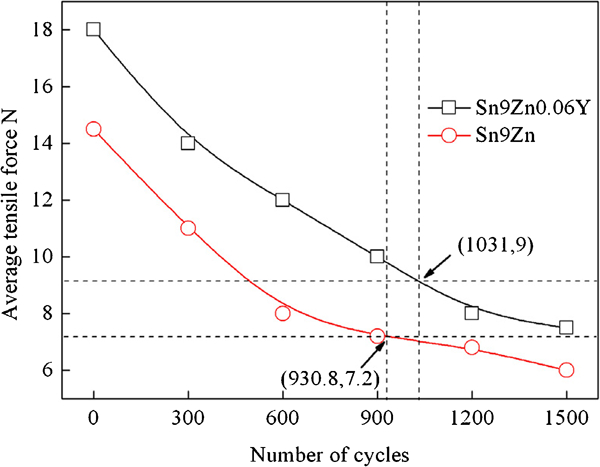
Tensile force of the QFP leads after thermal cycling
In Refs. 27 and 28, the researchers give the expedient fatigue lifetime criteria: Nf is the fatigue life that is usually taken as the life of 50% load drop of the test specimen. The fatigue crack propagation reduces load bearing and hence decreases the mechanical properties of solder joints. Therefore, the mechanical properties can be utilised to evaluate quantitatively the thermal fatigue life. Figure 6 shows that the average shear force of SnZn0·06Y/SnZn solder joints in RC devices is 84N/66N; when the shear force decreases up to 50% of the initial shear force, the average thermal cycles are 1115·6∶948. For QFP devices, as shown in Fig. 7, the fatigue lives of SnZn0·06Y/SnZn solder joints are 930·8∶1031 respectively. Therefore, it can be concluded that the addition of 0·06Y can enhance the fatigue life of SnZn solder joints in RC/QFP devices.
Conclusions
In the present study, the wettability, mechanical properties, oxidation resistance, microstructures and fatigue behaviour of SnZn solders bearing RE Y were investigated respectively, and the results are summarised as follows:
Wettability results showed an improvement with the addition of RE Y in the SnZn solder matrix, and optimal wetting was observed with the addition of 0·06 wt-% of Y.
The RE Y can improve the mechanical properties of SnZn solder joints, and the oxidation resistance can be enhanced significantly.
It is found that trace amount of RE Y could refine the microstructures of SnZn solders, especially for Zn rich phases, and excessive amount of RE Y lead a coarse microstructure. Moreover, the fatigue life of SnZn solder joints in RC/QFP devices can be increased obviously with the addition of 0·06Y.
Footnotes
Acknowledgements
The present work was carried out with the support of the Xuzhou Normal University Foundation (grant no. 11XLR16) and the Jiangsu University of Science and Technology: Provincial Key Lab of Advanced Welding Technology Foundation (grant no. JSAWS-11-03).