
Abstract
The connection between the formation of cold laps and the presence of Mn–Si oxides was studied. The underlying purpose is to understand the fundamental mechanisms of cold lap formation and to avoid it. Tandem gas metal arc welding (GMAW) was used to produce welded specimens in two different shielding gases (pure Ar and pure CO2) with base metal S355 MC (EN-10149-2) and wire G3Si1 (EN ISO 14341-A). Cross-sections of welds in the cold lap location were evaluated by light optical microscopy and scanning electron microscopy combined with energy dispersive spectroscopy. The results showed that the Mn–Si oxides significantly enhanced cold laps formation, especially the overlap type cold lap formation. The Mn–Si oxides originated from oxidation of the droplets. These oxides transfers to the surface of the weld pool at the weld toe, where they contributed to the formation of the cold laps.
Introduction
Gas metal arc welding (GMAW), as a most conventional welding process, is widely used and deeply studied.1– 6 However, welding defects are always accompanying the GMAW process.1,7– 10 Cold lap is one of these defects which is a tiny lack of fusion located at the weld toe, and oriented mainly parallel to the surface of the parent plate.11, 12 A large number of fatigue studies have revealed the detrimental influence of cold laps on the fatigue properties of the welded structures.12– 15 Several investigations have been carried out to study the influence of welding process parameters on either depth or occurrence of cold laps.16, 17 All the results showed that it is very difficult to manufacture welds without cold laps, even if post-weld treatment, e.g. TIG dressing is used.11, 18
Martinez and Korsgren12 revealed first the size of the cold laps which is between 0·1 and 2 mm in length (parallel to welding direction) and 0·05–0·8 mm in depth (transverse to welding direction). Owing to their small size and lack of fusion characteristics, detecting cold laps using any non-destructive test (NDT) method is a very demanding and difficult task. Therefore, the conventional method is either fatigue testing or metallographic analysis on the cross-sections of welds cut randomly or in the relevant areas.
It might be because of these practical difficulties why there are only a limited number of publications regarding cold lap formation mechanisms, despite its importance for both the industrial and scientific community. Therefore, a fundamental understanding of the formation of cold laps may facilitate finding methods to reduce or eliminate cold laps more effectively.
Previous works classified cold laps into two19 or three20 types. The last one categorised cold laps in overlap cold lap, spatter cold lap, and spatter overlap cold lap. The interface of cold laps was characterised as consisting of oxides and voids. Manganese and silicon oxides (Mn–Si oxides) were observed in the interface of all three types of cold laps which were found as one of the most important factors in cold lap formation.20 In addition, the Mn–Si oxides could be a good heat insulator which may hinder the fusion between the melt and the solid parent material. Since Mn–Si oxides are a common type of oxides in GMAW of low alloy steel and C–Mn steel21– 24 a better understanding of the influence of Mn–Si oxides on cold lap formation would bring benefits to many current industrial applications.
Experimental details
Tandem GMAW was performed in a chamber, filled with either pure argon (Ar⩾99·9999%)–non-oxidising environment or pure carbon dioxide (CO2⩾99·98%)–oxidising environment. The welding torch was tilted 10° to make leading wire vertical. An oxygen analyser (Orbitec Oxy-3 Oxygen Analyser) was used to measure the oxygen content for pure Ar welding. Figure 1 shows the chamber and torch configuration.
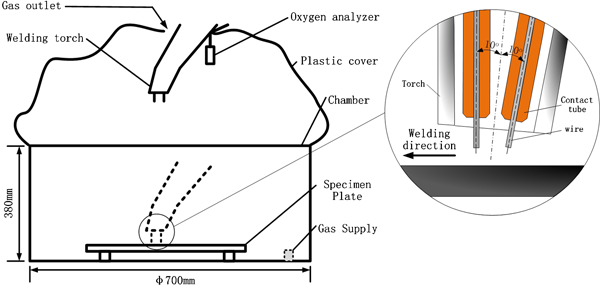
Configuration of welding chamber and torch
The base metal used were plates of cold formed steel S355 MC (EN-10149-2) (400×300×10 mm), produced by SSAB. The welding wire was standard G3Si1 (EN ISO 14341-A) φ 1·2 mm. The chemical composition of both materials is given in Table 1.
Chemical composition of base metal and welding wire/wt-%

Welding parameters showing high frequency of cold lap occurrence were selected from a previous work.20 Welding was performed in flat position with a joint type of bead-on-plate. The shielding gas flow of both torch and chamber gas supply was kept at 30 L min−1. Before each welding trail, the chamber was pumped down and back-filled with either pure Ar or pure CO2. For the pure Ar welding, the oxygen content was only recorded before welding and controlled to <25 ppm. For CO2 welding, a lighted candle was set on the gas outlet of the chamber (Fig. 1). The chamber was pumped down and back-filled until the lighted candle extinguished.
From the visual test (VT) on both sides of the weld, the areas suspected containing cold laps (for all three types) were sliced and prepared for metallographic analysis. Both a light optical microscope (LOM) and a scanning electron microscope (SEM) were used for evaluation. Energy dispersive X-ray spectroscopy (EDS) attached to the SEM was used for mapping and spot analysis.
Results
Metallographic observations
The evaluation results of LOM and SEM showed significant amount of oxides in the cold lap interface of pure CO2 samples whereas no oxides were observed in the pure Ar samples. As a typical example, Fig. 2 shows the overlap cold lap interface of pure Ar and pure CO2 welding sample.
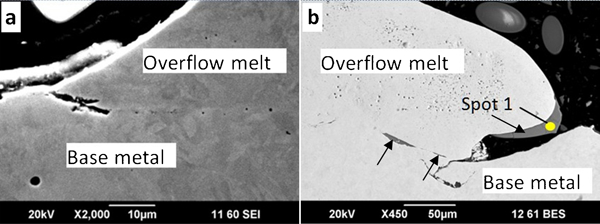
Interface of overlap cold laps in specimens welded with a pure Ar–No oxides in interface and b pure CO2 oxides are indicated with black arrows
To investigate the origin of the oxides, the surface of the spatters was evaluated by LOM and SEM. Significant amounts of oxides were observed on the surface of spatters which resulted from the oxidation of the welding in pure CO2 whereas no oxides were observed on the ones of pure Ar welding, as illustrated in Fig. 3.
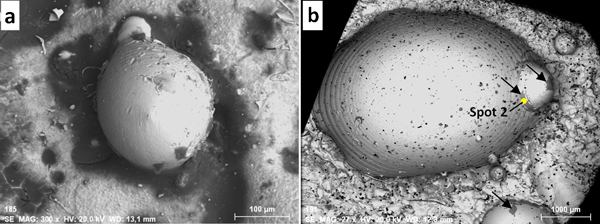
a spatters of pure Ar welding: no oxides were observed; black area around spatter is soot layer (carbon); and b spatters of pure CO2 welding: oxides (indicated by black arrows) can be clearly observed
Energy dispersive X-ray spectroscopy analysis
Energy dispersive X-ray spectroscopy spot analysis was performed on the oxides found in the cold lap interface and on the spatter surface, shown in Figs. 2b and 3b respectively. The results revealed that manganese and silicon are the main constituents of the oxides found both in the cold laps interface and on spatters. Moreover, as presented in Table 2, manganese and silicon have very similar content in at-% for both oxides which will be discussed later in this paper. The EDS mapping analysis performed on the base metal surface after welding revealed only small amounts of silicon oxides and no Mn–Si oxides, as shown in Fig. 4.
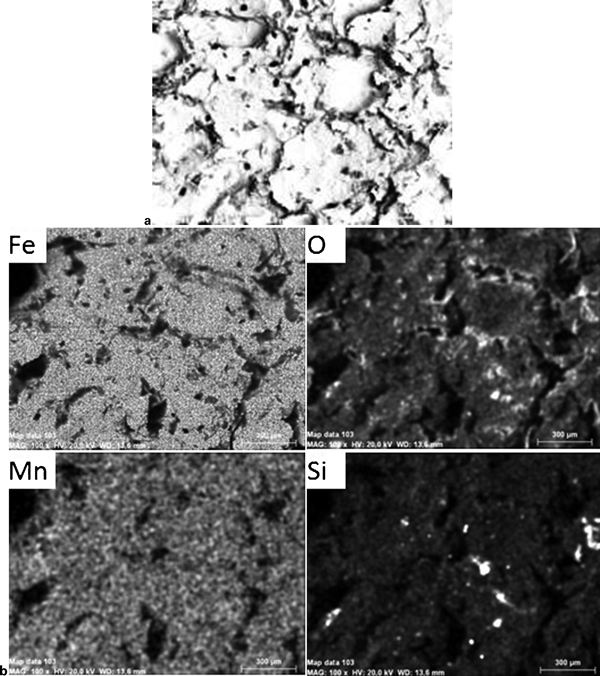
Energy dispersive X-ray spectroscopy mapping results of base metal surface after CO2 welding: no Mn–Si oxide was found; some silicon oxides were found on surface as dispersed particles
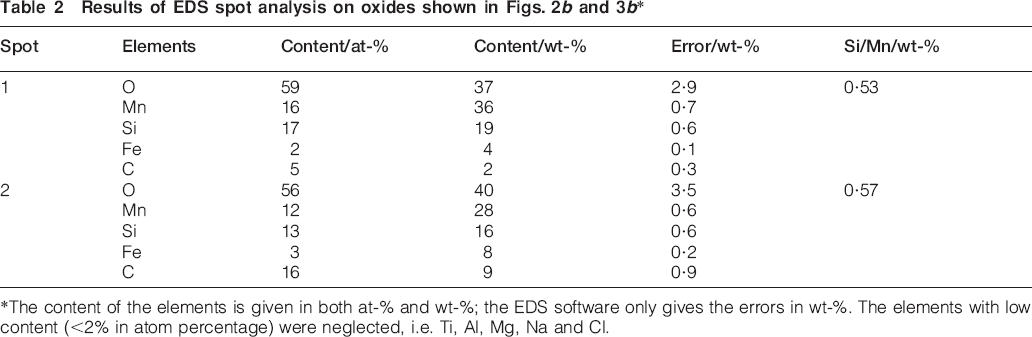
*The content of the elements is given in both at-% and wt-%; the EDS software only gives the errors in wt-%. The elements with low content (<2% in atom percentage) were neglected, i.e. Ti, Al, Mg, Na and Cl.
The weight content of silicon and manganese in both the welding wire and the diluted weld metal was determined in order to compare the values to those of the base metal. The results are shown in Table 3.
Silicon and manganese content in weight percentage of both welding wire and diluted weld metal
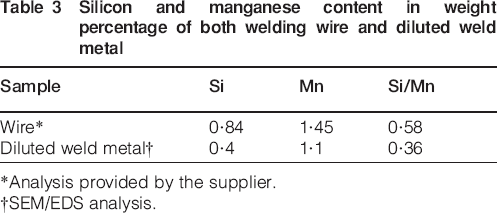
*Analysis provided by the supplier.
†SEM/EDS analysis.
Discussion
The purpose of this work was to investigate the connection between the formation of cold laps and the presence of oxides, and to identify the origin of the oxides. The underlying purpose was to understand the fundamental mechanisms of cold lap formation. All three types of cold laps were studied and overlap cold laps were considered in particular as a typical example.
Reasons for cold lap formation
As has been clearly shown in the present investigation, welding with CO2 in the shielding gas promotes the formation of Mn–Si oxides which, in turn, increases the risk of cold lap formation. The frequent observation of oxides in the interface of the cold laps strongly supports the idea that oxides are present in significant quantities at the weld toe and prevent fusion of the weld metal and the base metal.
The depth of all types of cold laps varied considerably between the welds produced using pure Ar and pure CO2 shielding gas. As shown in Fig. 2, the depth of overlap cold laps varied from ∼20 μm (pure Ar) to ∼275 μm (pure CO2), i.e. a factor of ∼10.
In short, the results showed that using an oxidising shielding gas leads to the formation of larger and more numerous cold laps in general.
It is also important to note the cold laps existing in welds produced using non-oxidising shielding gases (pure Ar). These cold laps are formed without the assistance of Mn–Si oxides. Therefore, there must be at least one more fundamental reason for cold lap formation, apart from the presence of oxides. The most likely explanation is that the temperature of the melt is too low to be able to cause fusion with the parent material. However, no firm conclusions regarding this can be drawn from the present investigation.
Origin of cold lap interface oxides
Since the oxides in the cold lap interfaces are related to the presence of CO2 in the shielding gas, the oxides should come from an oxidation process during welding. This oxidation could occur either during droplet formation before detachment or the weld pool.25, 26
From the EDS analysis, the Mn–Si oxides found on the spatter surface and in the cold lap interface are considered to be of the same type, based on the similarities in silicon–manganese ratio.26, 27 It varied between 0·53 and 0·57 (see Table 2). Other potential sources of oxides (plate surface or deoxidation products of the weld metal) are considered less likely from the results shown in Fig. 4, in which no presence of manganese–silicon oxides is shown on the base metal surface. The reason for excluding oxides from the weld pool is based on the assumption that the silicon–manganese ratio of the oxide should reflect the ratio of these elements in the metal.27 As shown in Table 3, the ratio of silicon and manganese in the weld pool deviates considerably from the ratio in the oxide. Therefore, it seems very likely that the oxides found in the cold lap interface should actually already be formed on the melted droplets during its formation and before detachment as mentioned in first paragraph (shown in Fig. 5a).
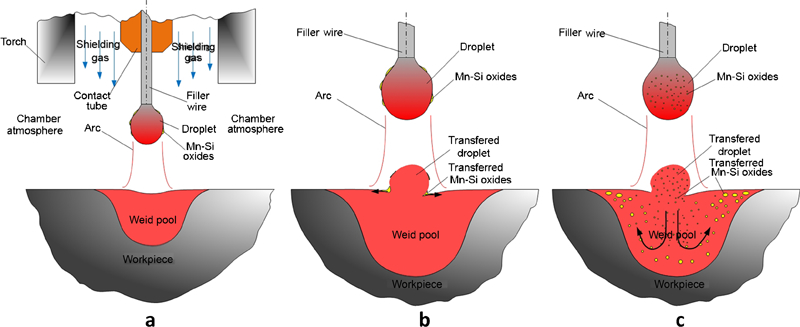
Principal sketches showing tentative mechanism for oxide generation and how these oxides can be transported to weld toe, and to assist in cold lap formation
The question then is how the oxides on the droplets are transported to the edge of the weld pool, without being dissolved.
Most likely, the droplets fall down in the weld pool, but the oxide layer on the droplets survive the high temperatures and rapidly flows up on the weld pool surface. From there, the oxide is transported to the weld toe by the flow of the melt. The likelihood that such a process is actually possible is supported by the work of Grong et al. 25, 26 They examined the deoxidation of the weld pool and concluded that the silicate islands commonly found on the top of weld beads of gas shielded welds were actually oxides on the droplets that fell into the hot part of the weld pool. They may, however, not be dissolved but rapidly transported to the surface of the pool, behind the arc, due to the rapid flow of the melt.
The flow to the weld toe may be supported by the Marangoni convection (Fig. 5b), if the surface tension gradient favours outward flow. However, this gradient is sensitive to temperature fluctuations, oxygen content, welding parameters and oxide layers on the weld pool.28– 30 This creates a complex pattern and the flow may actually flip between outward and inward flow (Fig. 5c) during welding.30 Therefore, it is not possible to conclude that the Marangoni effect is the main process for the oxide transport to the weld toe. Further detailed specific investigation regarding weld pool convection would be helpful.
Another possibility is that the oxides generated on the droplet surface are incorporated in the molten material of the droplet due to the severe convection. Then it can make the oxides surviving during the transfer in arc and into the weld pool. Then the oxides follow the fluid flow of the weld pool (shown in Fig. 5c) and flow up to the surface of the weld pool25 and cause the formation of cold laps.
It has not been noted previously that silicate islands can initiate a lack of fusion at the weld toe. They are known to be potential sources of a lack of fusion in multipass welds if they are not removed.7 They also create problems when a detail is to be painted. The present investigation indicates that the silicates can flow on the weld pool surface to the weld toe, get stuck there and assist in the formation of cold laps. This indicates that more attention should be paid to the formation of these silicates and how they can be affected.
In connection with this, it can be mentioned that in earlier investigations,16, 17 when welding on as rolled plates where the plate surface contained many thick oxides, a large number of cold laps were found. The interfaces of the cold laps were not examined in these investigations and the type of oxide is therefore not known, but it seems likely that the iron oxides from the plate surface contributed strongly to the high density of cold laps. In the present investigation, the plates were blasted before welding, so that the thick oxides from the manufacturing process were removed.
Avoidance of cold laps
One way of minimising the problem of cold laps thus seems to be using pure Ar as a shielding gas because of its influence on oxides. However, this is not a practical solution, since welding with pure Ar shielding gas is not robust enough and gives a process that is highly sensitive to disturbances. Therefore, a developed welding wire with low manganese and silicon content might be an efficient way to avoid risk of cold laps. The weld pool flow can prevents the oxides from reaching the weld toe by setting weld procedure variables such as torch angle.16 If such a solution can be proven to work consistently, this is probably the best way of minimising the problem of cold lap occurrence. Still, the smaller cold laps, as found with pure Ar welds, which probably arise due to the low temperature of the overflowing melt, probably cannot be avoided. However, these tiny cold laps may be an easier problem to deal with through the choice of welding parameters. Especially for the spatter related cold laps, optimising the welding parameters, i.e. current, voltage and pulsing, might be another efficient way of reducing the risk of their occurrence.4, 6
Conclusions
The following conclusions can be drawn.
The formation of cold laps is significantly enhanced by oxides. The preponderant/predominant oxide found is Mn–Si oxide.
The Mn–Si oxide is mainly formed on the droplets during its formation in the welding process.
The shielding gas dominates the generation of oxides in the welding process.
Footnotes
Acknowledgements
This study has been supported by WIQ projects which are funded by the VINNOVA Foundation. The authors would like to acknowledge Volvo CE for support and help. Thanks also go to Mr Kjell Hurtig and Mr Tore Ronnhult for help in the experimental tasks.