
Abstract
Flash processed (FP) steels have shown potential for armour applications based on the response to ballistic loading. In this research, weldability of these steels was studied and compared to commercial high hard (HH) armour steel. Simulated heat affected zone (HAZ) microstructures in these steels were investigated by comprehensive microscopy and hardness mapping. HAZ softening in HH steel was observed on heating to a peak temperature below Ac1 due to overtempering of original microstructure. In FP steel, the softening was associated with allotriomorphic ferrite formation when heated to a peak temperature between Ac1 and Ac3. The transformation kinetics, softening, and hardening characteristics are rationalised based on changes in prior austenite grain size, cooling rate and underlying chemical heterogeneity.
Introduction
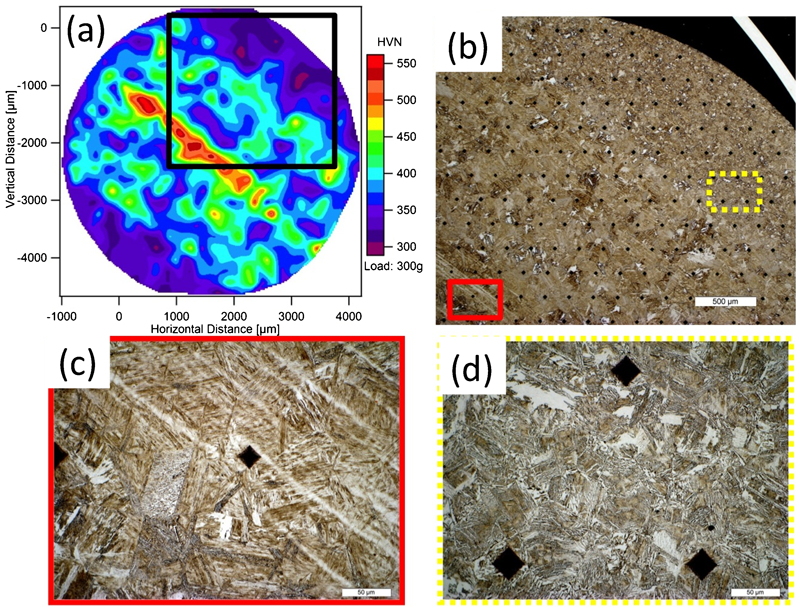
Weight reduction in steel structures while maintaining structural integrity in automotive applications, is driven by an ever increasing need for fuel efficiency.1 In addition to the above demand, military applications are also looking for lightweight ballistic resistant materials.2 In addition, the ballistic worthiness of steels extends to a range of threat levels.3 The use of steel as armour has been realised through years of research and development on rolled homogenous and high hard (HH)4 armour steels. These steels have higher hardness, which in turn correlates with good ballistic resistance. Recently, an alternative steel based on 4130 composition made by flash processing (FP) has been considered for armour applications.5 This steel achieves good mechanical properties due to the presence of mixed martensitic and bainitic microstructure.6 Characterisation of FP 4130 showed microstructural (Fig. 1a) and hardness (Fig. 1b) variations in the thickness directions. These variations have been rationalised based on the original carbide distributions, before FP, within the initial spheroidised 4130 steel. Even with this heterogeneity, the steel shows good ballistic properties7 as shown in Fig. 1c. The indentation of the bullet on the surface of the steel is clearly visible in Fig. 1c. A bifurcating crack is also observed very close to the heterogeneous band region. In response to the ballistic loading, the steel hardens uniformly in thickness direction (Fig. 1d). The above data that show small microstructural heterogeneity observed in FP steel may not be deleterious to the intended application.
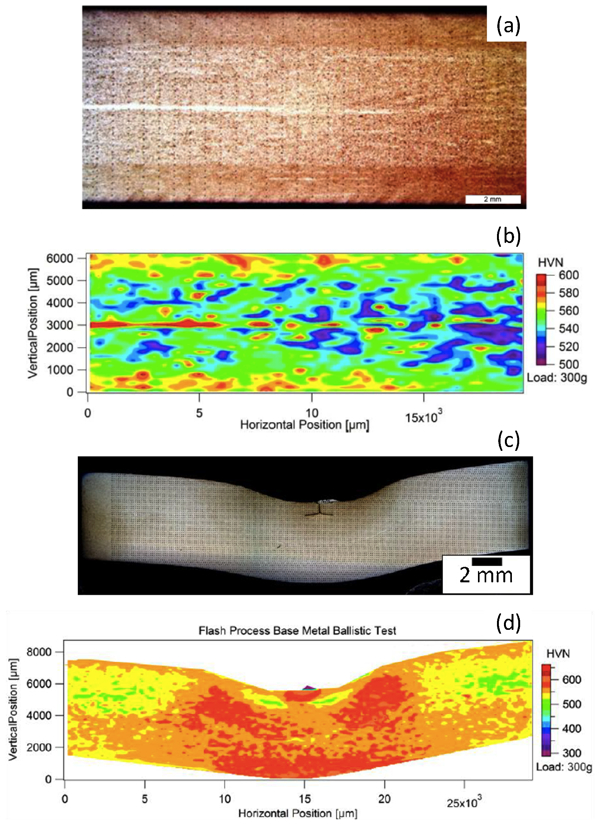
a optical macrograph of FP4130 steel in thickness direction illustrating banding and hardness indents, b hardness map derived from measurements in region shown in a, c optical macrograph of section after ballistic testing with hardness indents and d hardness map derived from measurements in region shown in b
However, these heterogeneities may respond differently during welding. For example, after gas metal arc welding, this steel exhibited significant heat affected zone (HAZ) softening.8 In the previous part of this paper,8 phase transformation kinetics and hardness distributions were measured after subjecting FP and HH steels to CGHAZ (coarse grained), FGHAZ (fine grained), ICHAZ (intercritically heated) and SCHAZ (subcritically heated) thermal cycles. Some of the salient results are highlighted below:
in FP steels, significant softening occurs on intercritically heating to a peak temperature that is close to the Ac3 temperature due to the formation of allotriomorphic ferrite from austenite on cooling
The measured hardness distributions from FP steels, after CGHAZ and FGHAZ thermal simulations, showed more variability compared to HH steel
HH steels did not show any softening on heating to peak temperatures above the Ac1 due to increased concentration of austenite stabilising elements, which promotes fresh martensite in all thermal cycles
Noticeable differences in dilation data for HH steel were seen during the martensitic transformation
This current paper rationalises these observations through in depth macro- and microstructural characterisation.
Experimental
The chemical compositions of FP and HH steel are shown in Table 1. This table also summarises carbon equivalent values and calculated Ms and Bs transformation temperatures.9 The steels were subjected to HAZ thermal cycles (Table 2) in a Gleeble 3800 device with low force jaws.
Material composition (wt-%) and transformation temperatures (°C)*
*A1 and A3 temperatures are calculated using ThermoCalc software with the TCFE5 database. Ac1 and Ac3 were measured by dilatometry; Bs (g) refers to calculation based growth limited criteria; Bs (n) refers to calculation based nucleation limited criteria.9
Simulated HAZ regions and their peak temperatures/°C*
*CHGAZ: coarse grained heat affected zone; FGHAZ: fine grained heat affected zone; ICHAZ: intercritical heat affected zone; SCHAZ: subcritical heat affected zone.
The thermal cycles were measured via a percussion welded type K thermocouple at the middle of the sample. A quartz dilatometer was also used to track phase transformations via dilation on heating and cooling. The hardness maps were made using an AMH43 automatic microhardness testing system with a load of 300 g. Acquired hardness distributions were analysed via IGOR Pro mapping utilities and frequency distribution curves utilising binning methods proposed by Scott.10 In addition, optical and scanning electron microscopic imaging was performed using an Olympus GX-51 inverted metallurgical microscope and Philips ESEM FEG-30 respectively.
Results and discussion
Although the dilatometry and hardness distributions presented in Part 1 of this paper8 have provided insight into the softening mechanism, we need to rationalise three significant phenomena: the extent of HAZ softening, the large scatter in hardness even within one sample and the differences in the hysteresis of the dilatometry data. This section addresses these phenomena by using published phase transformation models and detailed microstructural analyses. Based on these discussions, possible approaches to mitigate the softening in armour steels are also proposed.
Macro- and microlevel microstructure banding
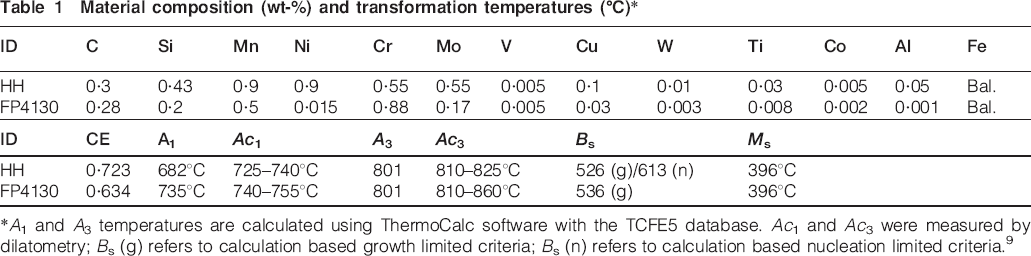
Since the hardness measurements from each of the dilatometric samples show large scatter, the hardness distributions are analysed in the form of maps (Figs. 2 and 3). Both FP and HH steels showed large heterogeneity in the as received condition. This macrolevel of heterogeneity was found to be more prominent in HH steels. Unexpectedly, these heterogeneities were still present after performing thermal cycles. This is evident in all hardness maps from FP and HH samples. Corresponding macrographs show the alignment of these mechanical heterogeneities. Some of the details of the microstructure of these samples are shown in Fig. 4. However, for comprehensive optical and scanning electron micrographs on all samples, the readers are referred to the thesis.7 The minimum and maximum colour scale for each sample is selected based on the underlying data from that sample, without setting them to be equal for all samples. This methodology allows us to interrogate the presence of heterogeneity even if the magnitude is not the same for all samples. The data confirm the presence of banding in both HH and FP steels. While banding is prominent in ferrite/pearlite steels11– 13 and dual phase steels,14 it has rarely been reported in literature regarding armour steels15 and the effects on welding.16, 17 The development of banding is attributed to initial casting segregation and retention during subsequent thermomechanical operations such as hot rolling. Literature indicates that these bands have led to hydrogen cracking18 and reduced toughness17 at ferrite/pearlite interfaces. Other publications have shown benefits of incorporating banding to make laminates or high carbon steels.11 Although one could argue whether the presence of banding is beneficial or not, in our work, we are concerned with our ability to predict the HAZ microstructure and associated softening.

Comprehensive hardness maps from cross-section of HH steel dilatometric samples, before and after thermal cycling, show inherent microstructural and mechanical heterogeneity within samples
Comprehensive hardness maps from cross-section of FP steel dilatometric samples, before and after thermal cycling, show inherent macrostructure and mechanical heterogeneity within samples
Detailed analyses showing correlation between hardness and apparent macro- and microlevel microstructural banding from FP steel sample subjected to CGHAZ thermal cycling
The variation in composition throughout the initial microstructure due to banding nullifies the efforts to predict the microstructure in these HAZ regions. As evidenced by the hardness maps (Figs. 2 and 3), significant hardness level variations are seen through the thickness, especially in the HH steel. This could be a result of initial casting and rolling leading to an inhomogeneity in chemical composition, leading to varying hardenability levels and prior austenite grain sizes (PAGS) throughout the thickness. As mentioned earlier, hardness variations in through thickness directions were also seen in FP steels. This may be a response of the original spheroidised microstructure to rapid heating and cooling during FP followed by HAZ thermal cycles.
The micrographs demonstrate this phenomenon quite well in the CGHAZ FP sample. The hardness map from this sample shows a spread from 560 to 280 HV (Fig. 4). The macro- and microstructures show a vast difference in grain size and microstructure from the middle to the outside. The harder regions (Fig. 4c) show a mostly martensitic structure with PAGS in the order of 60 μm with fine wavelength microchemical banding. The softer outside region (Fig. 4d) contains smaller prior austenite grains ranging from 10 to 30 μm, with bainitic and ferritic microstructures. These microstructures are in agreement with transformation temperatures measured by dilatometry in Part 1 of the paper.8 Even the hardness mapping technique is limited by the spacing between indents. These microscopic features can only be picked up either by chance or by intentional placement of indents. A good example of this difficulty can be inferred from Fig. 4. The hardness map shows only intermittent hard points (Fig. 4a) where the narrow banding occurs within the macrostructure. Without knowledge of the micro- or macrostructure, a priori mechanical heterogeneity within this region will be lost (as seen in Fig. 4c and d). As a result, one can erroneously assume a random variation of hard and soft regions. The light etching bands in HH are longer in wavelength compared to the FP (Figs. 5 and 6). This is inferred by closer spacing of bands in FP steel. Closer spacing of the bands usually indicates a higher austenitising temperature and/or faster cooling rate employed when initially making the steel.14 In addition, thermal treatments do not affect the spacing and width of the banding unless fully annealed as seen in simulations by de Albuquerque et al. 17 The negligible effect of thermal treatment is most readily seen in the FP steel due to less time above the Ac3 when heat treating the material before FP. The Cr enriched spheroidised carbides present in the FP microstructure after this initial heat treatment, in addition to the banding, do not dissolve on heating to all peak temperatures below 1300°C.19
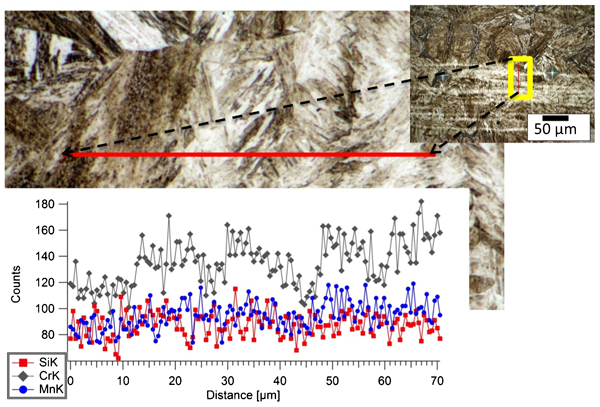
Qualitative correlation of macro- and microstructures in FP steel with EDS analyses of substitutional elements including Si, Cr and Mn shows only slight Cr variations (note that count levels do not necessarily reflect relative composition amount of elements)
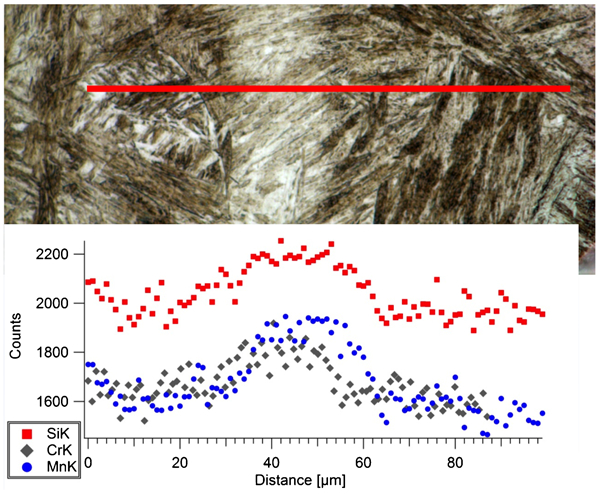
Qualitative correlation of macro- and microstructures in HH steel with EDS analyses of substitutional elements shows only significant variations of Si, Cr and Mn (note that count levels do not necessarily reflect relative composition amount of elements)
To confirm the chemical heterogeneity within the samples, qualitative EDS was performed on light etching banded regions on both FP and HH steels (Figs. 5 and 6). Among all the segregating elements of Cr, Mn and Si, only Cr seems to show significant change throughout the banded region. While there seems to be some correlation of Cr segregation within this banding, the data is too inconclusive. The fine nature of this banding could lead to difficulties in the ∼1 μm3 excitation volume predicted by Monte Carlo simulations for the current EDS analyses.20 Finer resolution techniques capable of analysing smaller spatial resolutions could achieve better results than those presented. The HH banding shows (Fig. 6) an increase in segregating elements Cr, Si and Mn near the banded region, which is within a completely martensitic microstructure; however, in contrast to FP steels, this banding showed little to no difference in the hardness. Some banded regions containing Ti[CN] did show increased hardness, but overall, there seemed to be no effect. The above discussions demonstrate that the HAZ response evaluation in armour steels must consider the spatial variation of initial microstructure, compositional distributions and its response to thermal cycles with different peak temperature and cooling rates.
Rationalisation of dilatometric data
Another noticeable difference in dilation data for HH (Fig. 3 of Part 1 of this paper) is the extent of dilation seen during the martensitic transformation. The Δr/r (r is the radius of the specimen; therefore, Δr/r is the measured radius change during transformation) range of 2·5×10−3 for peak temperature of 770°C compared to 5·5×10−3 for the peak temperature of 900°C can be explained by our experimental set-up with respect to some microstructural banding (discussed above) observed in the HH steels. The dilatometer is usually set on two opposite sides of a round sample. It is almost impossible to place the dilatometer in the same orientation for each test. Since martensite transformation is related to Kurdjumov–Sachs/Nishiyama–Wasserman orientation relationship, the volume change may also occur in a preferred orientation that dilates the sample in an elliptical fashion. We also believe that similar effects may be present during on heating cycles due to preferred orientation of austenite with respect to initial ferrite microstructure. It is well known that austenite formation under rapid heating conditions typical to welding may also show preferred grain orientation.21 Future research is required for concurrent analyses of austenite and ferrite crystallographic texture change, as well as transformation kinetics during heating and cooling. Since our primary focus of the current research is to understand the start and finish of transformation, these crystallographic texture effects are not considered.
Implications and methods to minimise mechanical heterogeneity
Our original goal of research is to evaluate the extent of mechanical heterogeneity seen in Fig. 1 after welding. The current work clearly shows that HAZ softening in both FP and HH is related to interactions between preexisting elemental concentration gradients on the macro- and microscales with PAGS and cooling rate. Possible solutions to avoid softening have been proposed before including low heat input, temper bead passes17 and post-weld heat treatment,22 as well as lowering carbon content to decrease initial hardness;23, 24 however, a combination of these approaches has to be designed for a given steel composition. For example, in automotive applications, a post-weld heat treatment involving full normalisation (i.e. heating above Ac3 and controlled cooling to room temperature) of welded structures would be impractical. A sensitivity analyses for microstructure evolution in FP steel as a function of cooling rate and PAGS was performed using the kinetic model developed by Ion et al. 25 The contour plots of predicted hardness for HH (Fig. 7a) and FP (Fig. 7b) show trends of mechanical heterogeneity with cooling rate and PAGS. The plots also show the possible PAGS ranges in our samples for the 10°C s−1 cooling rate. The analyses show that the extent of softening in HH steels will be minimal for these conditions. In contrast, the range of PAGS for the given cooling rate will indeed lead to extensive softening. This observation is indeed not new, and a reinterpretation of the data is already presented in Table 3 in Part 1 of the paper; however, the plots show possible solutions to reduce the softening in FP steels.
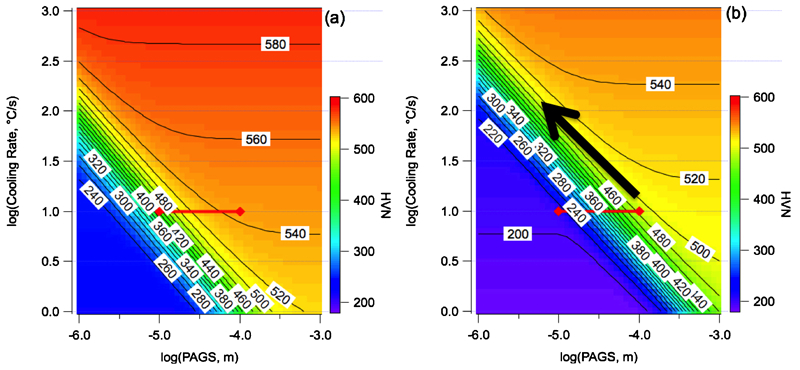
Sensitivity analyses for finding robust regions (PAGS and cooling rate) for reducing mechanical heterogeneities in a HH and b FP steels
Homogeneous properties could be achieved by increasing the cooling rate while maintaining the PAGS constant. Unfortunately, reduction in cooling rate can only be achieved by reduction in heat input, which in turn will also reduce the PAGS. This clearly shows that for minimising the softening, we need to straddle the diagonal direction shown by the arrow in Fig. 6. This condition can only be satisfied in a high energy density welding process.26– 28 Preliminary research on laser welding of FP steels29 supports this hypothesis.
Conclusions
Fundamental understanding of HAZ softening in FP and HH steel samples was investigated by simulated (CGHAZ, FGHAZ, ICHAZ and SCHAZ) thermal cycles. In FP steels, significant softening occurs on intercritically heating to a peak temperature that is close to the Ac3 temperature. In contrast, HH steels did not show any softening on heating to peak temperatures above the Ac1. Unexpectedly, hardness maps measured from thermal cycled samples from both steels showed mechanical heterogeneity. These phenomena are attributed to banding of soft and hard microstructure both at macro- and microlevels. These bands correlate with fluctuations of Si, Mn and Cr concentration. The role of such hardness and microstructural scatter on tensile strength, toughness and ballistic resistance remains unclear. Possible approaches, including an increase in cooling rate and increase in PAGS, were proposed to minimise the mechanical heterogeneity in HAZ of FP steels.
Footnotes
Acknowledgements
Research was supported by the NSF I/UCRC Center for Integrative Materials Joining Science for Energy Applications and SFP Works LLC. This material is based upon work supported by the National Science Foundation under grant no. NSF-IIP-1034729. Any opinions, findings, and conclusions or recommendations expressed in this material are those of the author(s) and do not necessarily reflect the views of the National Science Foundation. The authors also thank Mr D. Tung for critical review of the document.