
Abstract
The solidification behaviour including microsegregation and secondary phase formation of a high chromium nickel base alloy weld deposited metal was examined with optical microscopy, scanning electron microscopy and transmission electron microscopy. Microsegregation potential of major alloying elements in the weld deposited metal was investigated. The microconstituents formed during solidification were identified to be TiC and γ/Laves eutectic constituent. Most γ/Laves eutectic constituents were located at the dendrite interstices due to the microsegregation of Nb, Mo and Si. The volume percent of γ/Laves constituent was predicted by using Scheil equation, and there was a reasonable agreement between the predicted and measured value. Last, two possible solidification paths added to the γ-Nb-C pseudoternary solidification diagram were proposed to analyse the solidification sequence of the new high chromium nickel base alloy.
Introduction
Nickel base alloys are good choices of high performance materials that exhibited satisfactory mechanical properties and great structural stability at high temperatures, and they are usually used to be deposited onto the components by the welding process.1–3 In order to obtain much more excellent resistance to primary water stress corrosion cracking in the nuclear power industry, steam generator and pressurised water reactor systems, nickel base alloys with high chromium were developed.4, 5 However, unfortunately, as confirmed by industry experience and laboratory investigation, the high chromium nickel base alloys were susceptible to hot cracking during welding.6, 7 To understand the mechanism of cracking and prevent the cracking phenomenon, it was necessary to investigate the solidification behaviour of the weld deposited metal (WDM). However, unlike numerous established alloy systems, such as alloy 718 and alloy 625, there was just a little investigation about the WDM microstructure of high chromium nickel base alloys to date. 8
According to the weldability and solidification studies of other nickel base alloys, microsegregation phenomenon was observed among the dendrite cores and interstices during the solidification process. Elements with solute redistribution coefficient k < 1 such as Nb, Si, C, Mo and Ti partitioned into dendrite interstices and would aggravate the non-equilibrium phase transformation during solidification. In particular, two types of eutectic constituents, γ/NbC and γ/Laves, were known to form due to the segregation of Nb. Carbon additions generally promoted the formation of NbC, while Si, Fe and Mo promoted Laves phase. The microstructural evolution process was very complicated, and minor variations in element contents would strongly affect the type and amount of secondary phases. 9
Collins and co-workers observed some TiN nitrides and eutectic constituents when they investigated the ductility dip cracking in filler metal 52, and they proposed the eutectic constituents to be γ/MC or the mixture of γ/MC and γ/Laves according to the study of DuPont et al. 10 Chu et al. found that there were three different types of eutectic type constituents that formed during solidification of filler metal 52M, and the eutectic constituents were deduced to be γ/NbC(N), γ/Laves and γ/(Fe–Ni–S) in the solidification cracking study of alloy 52M weld overlay. 11 McCracken et al. reported that in 52MSS, the eutectic constituent that formed in the end of solidification was γ/NbC.12, 13
Although several investigations have been conducted on these specific high chromium nickel base alloys consumables, researches about the solidification sequence and microstructural evolution of the high chromium nickel base alloys were limited. In this paper, microsegregation and secondary phase formation during the solidification of a new high chromium nickel base alloy WDM system were investigated.
Experimental
The experimental material was a new high chromium nickel base alloy, which was self-developed by a Chinese company. When compared to the traditional high chromium alloy, alloy 690 and filler metal 52MSS, the content of Nb increased, while the content of C decreased. It was mainly used to be weld deposited onto the internal surface of recirculation piping in the nuclear power industry. During the experiment, it was deposited onto Q235 steel substrate by using gas tungsten arc welding process with a current of 115 A DC and a voltage of 13.5 V (Fig. 1). The interpass temperature was controlled not more than 100°C, while a welding speed of 25 mm min− 1 was maintained. Chemical composition of the superalloy WDM in this study was consisted of (wt-%) 30.32 Cr, 3.93 Mo, 2.81 Nb, 0.25 Al, 0.4 Ti, 0.05 Cu, 8.06 Fe, 0.31 Si, 0.21 Mn, 0.02 C, balance Ni. The as welded deposited metal was peeled off from the Q235 steel and divided into several sections that were transversely oriented in the welding direction. Then, the WDM samples were polished using standard metallographic techniques. Apart from optical microscope (OM), the microstructure was also examined and analysed by JEOL JSM-6360 LV SEM (scanning electron microscope) and Philips CM200 TEM (transmission electron microscope), which were equipped with an ultrathin window Oxford energy dispersive spectrometer (EDS). Using TEM, selected area electron diffraction analysis of the secondary phases in thin foils, which were prepared from the WDM, was performed. Using a voltage of 75 V, the thin foils were produced by twinjet polishing with 3% perchloric acid and 97% ethanol at temperatures that ranged from − 25°C to − 29°C.
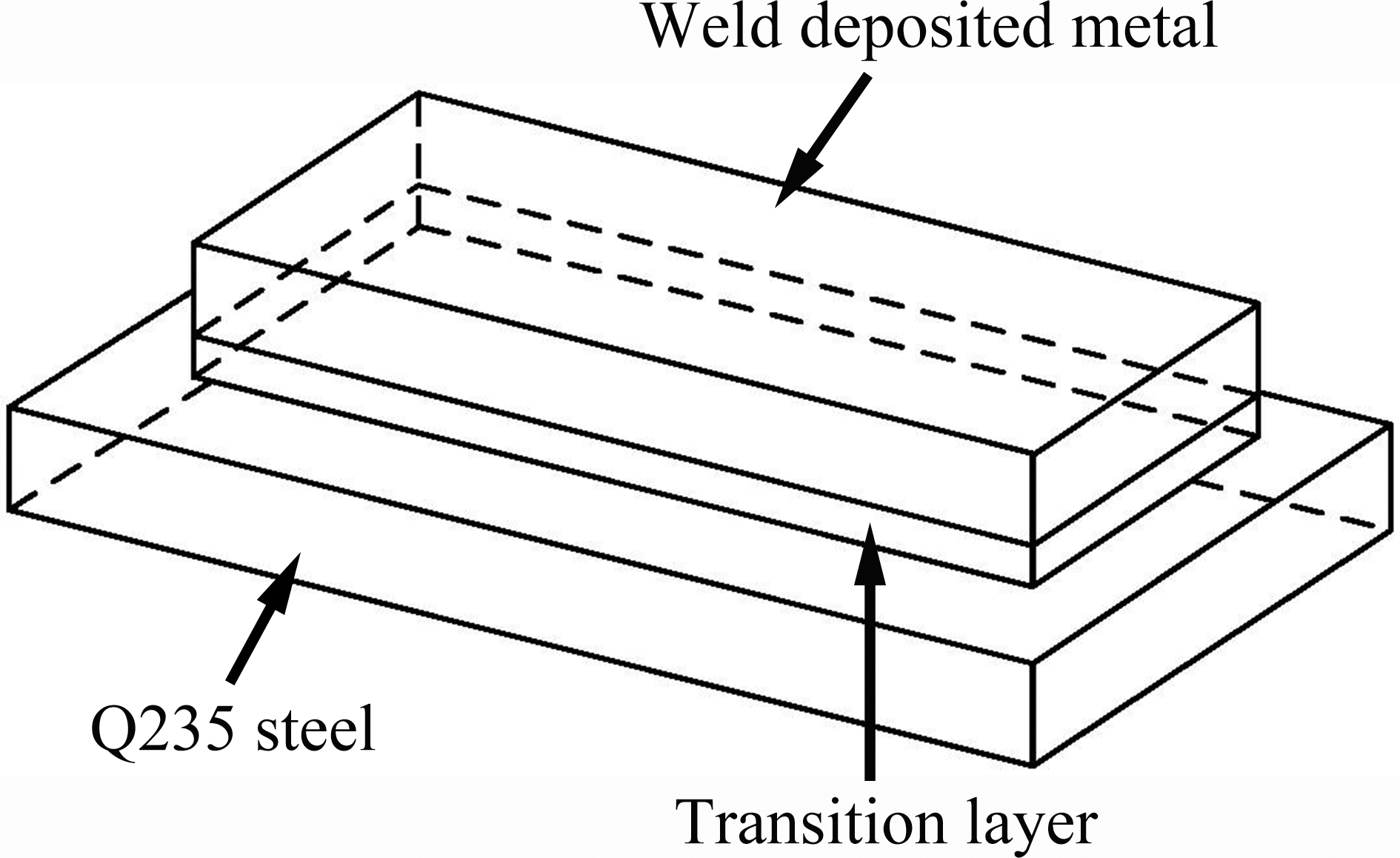
Schematic diagram of WDM sample
Results
Microstructure characterisation of WDM
Figure 2 shows the OM image of the WDM, which displayed a typical solidification microstructure with dendrites. The dendrites exhibited two types of morphology in the two-dimensional micrograph: one was continuous cellular–dendritic, and the other was discontinuous cellular–dendritic. These two types of cellular–dendritic microstructure exhibited identical growth direction and distributed alternately. The arm spacing of continuous cellular–dendritic microstructure ranged from 50 to 100 μm. Some small precipitations were also found in the dendrite interstices, and certain secondary phases were characterised later by SEM and TEM analysis.
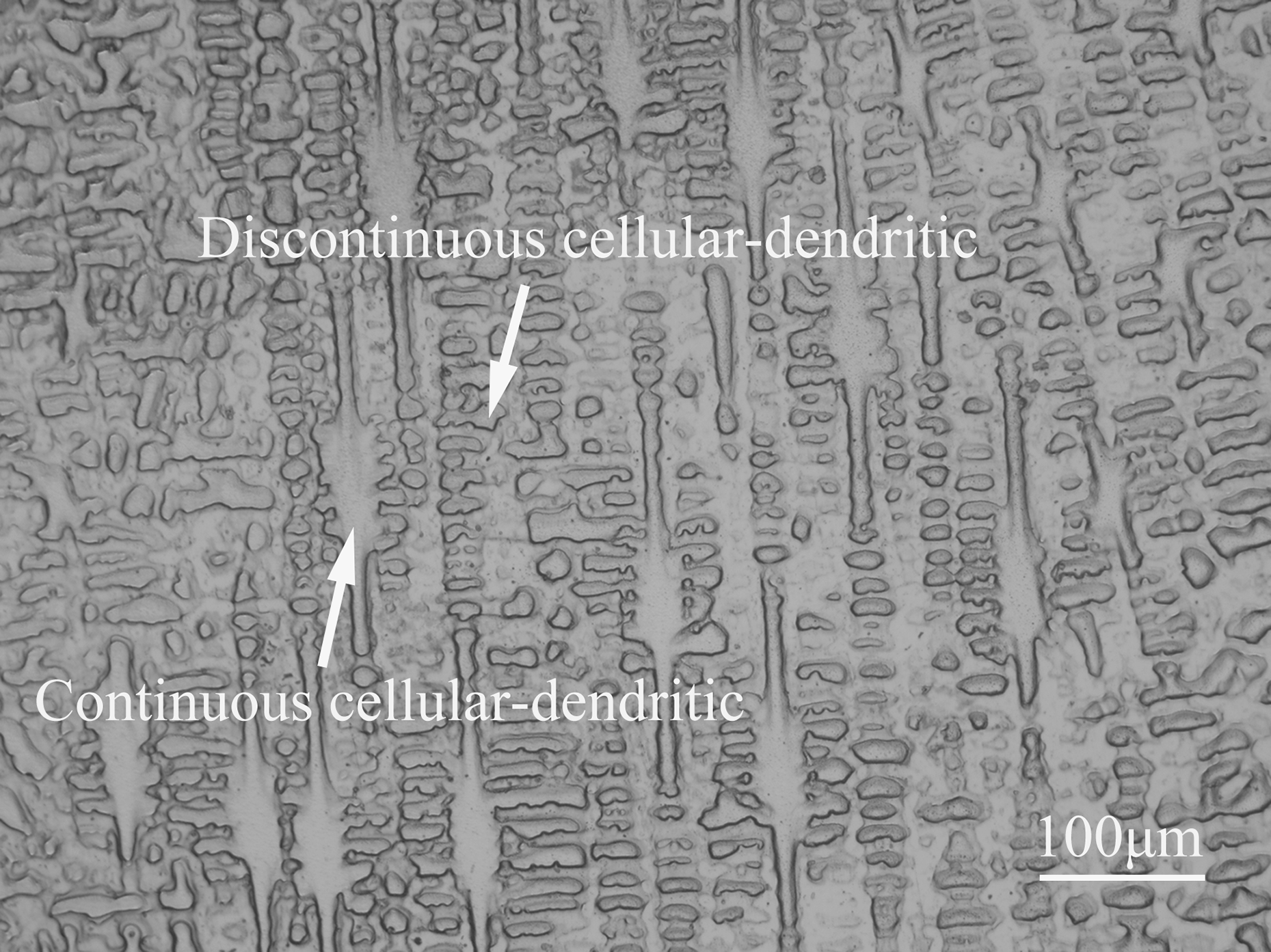
OM image of as welded deposited metal
Figure 3a shows a typical SEM micrograph of the WDM zone under low magnification. Two types of second precipitation could be seen, and the compositions of the certain phases determined by electron microprobe were listed in Table 1. The white phase was enriched in Ti and Nb. EDS microchemical analysis indicated them to be TiC carbides in which some Ti atoms were replaced by Nb atoms. The island shaped phase was suggested to be Laves phase since it showed elevated Nb and Mo when compared with γ matrix. The content of Nb of Laves phase, which was valued 22.99 wt-% in this study, was similar to Laves phase observed in alloy 625, which nearly consists of 22.1 and 22.6 wt-% Nb. Moreover, the morphology of the phase was very similar to Laves phase in alloy 625 reported by DuPont. 14 It could be seen from Fig. 3a that almost all the Laves phases were arranged discontinuously with identical orientation of the columnar dendrites in the dendrite interstices due to the segregation of Nb atoms. Figure 3b illustrates an image of Laves phase in a higher magnification. It shows clearly that Laves phase exhibited a lamellar morphology.
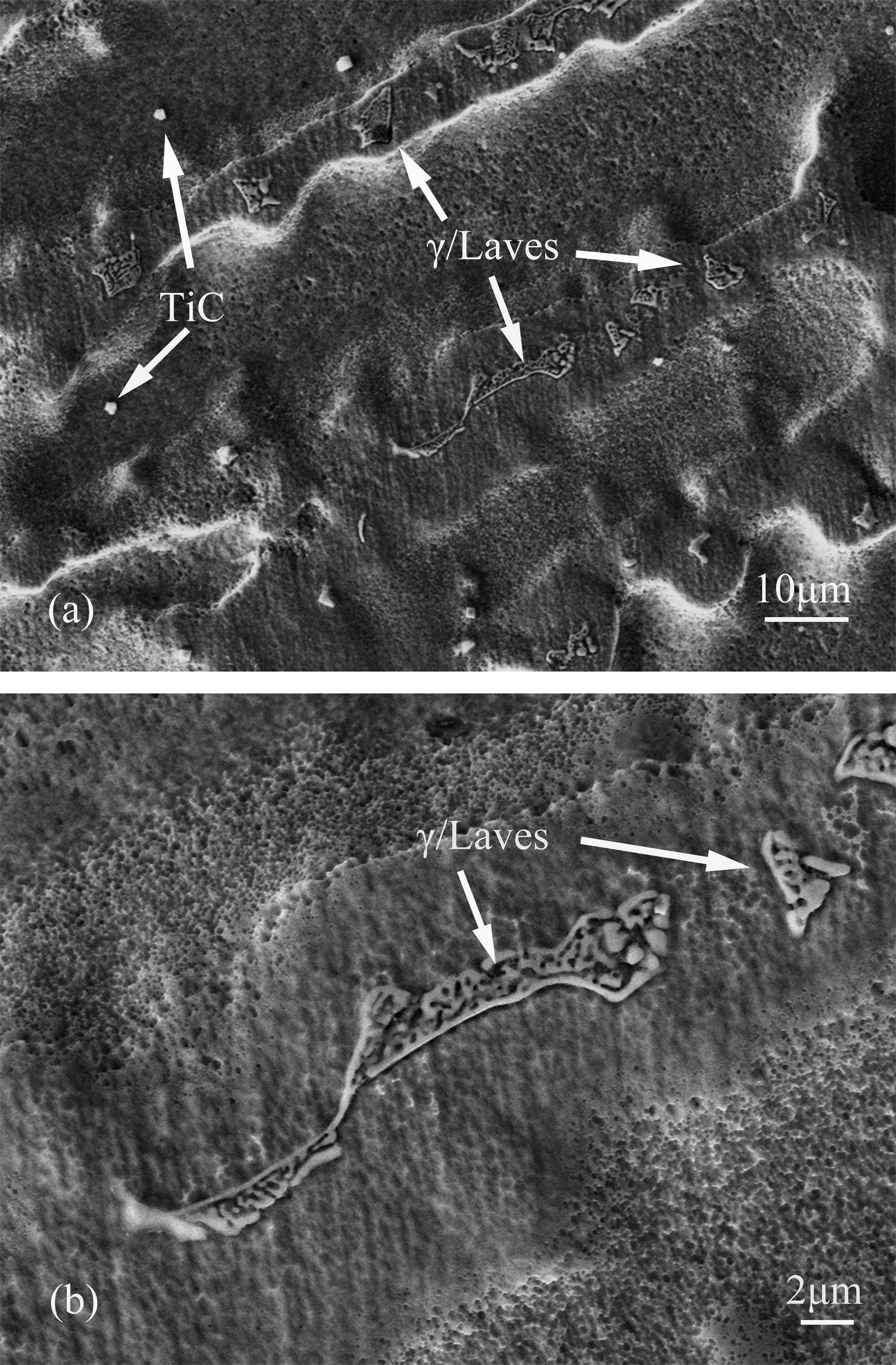
a under lower magnification; b under higher magnification
Chemical composition of precipitations/wt-%
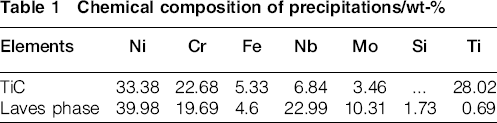
Figure 4 shows the TEM microscopic analysis of TiC carbide and Laves phase. Figure 4a shows a TEM micrograph of a small TiC particle, and the inset demonstrates a [001] zone diffraction pattern obtained from the TiC particle. The diffraction pattern indicated that TiC carbide exhibited a face centred cubic crystal structure with a lattice parameter of 0.431 nm. From Fig. 4b, it could be seen that the size of Laves phase lamel ranged from 300 to 900 nm. The inset in Fig. 4b shows a diffraction pattern with [012] zone axis of Laves phase. Laves phase exhibited a hexagonal close packed crystal structure with lattice parameters of a = b = 0.476 nm, c = 0.783 nm, and c/a = 1.645 nm. When compared to other study, 15 there was a reasonable agreement between the measured lattice parameters with the published values. It was because the compositional difference of the precipitations would lead to different degrees of lattice distortion.
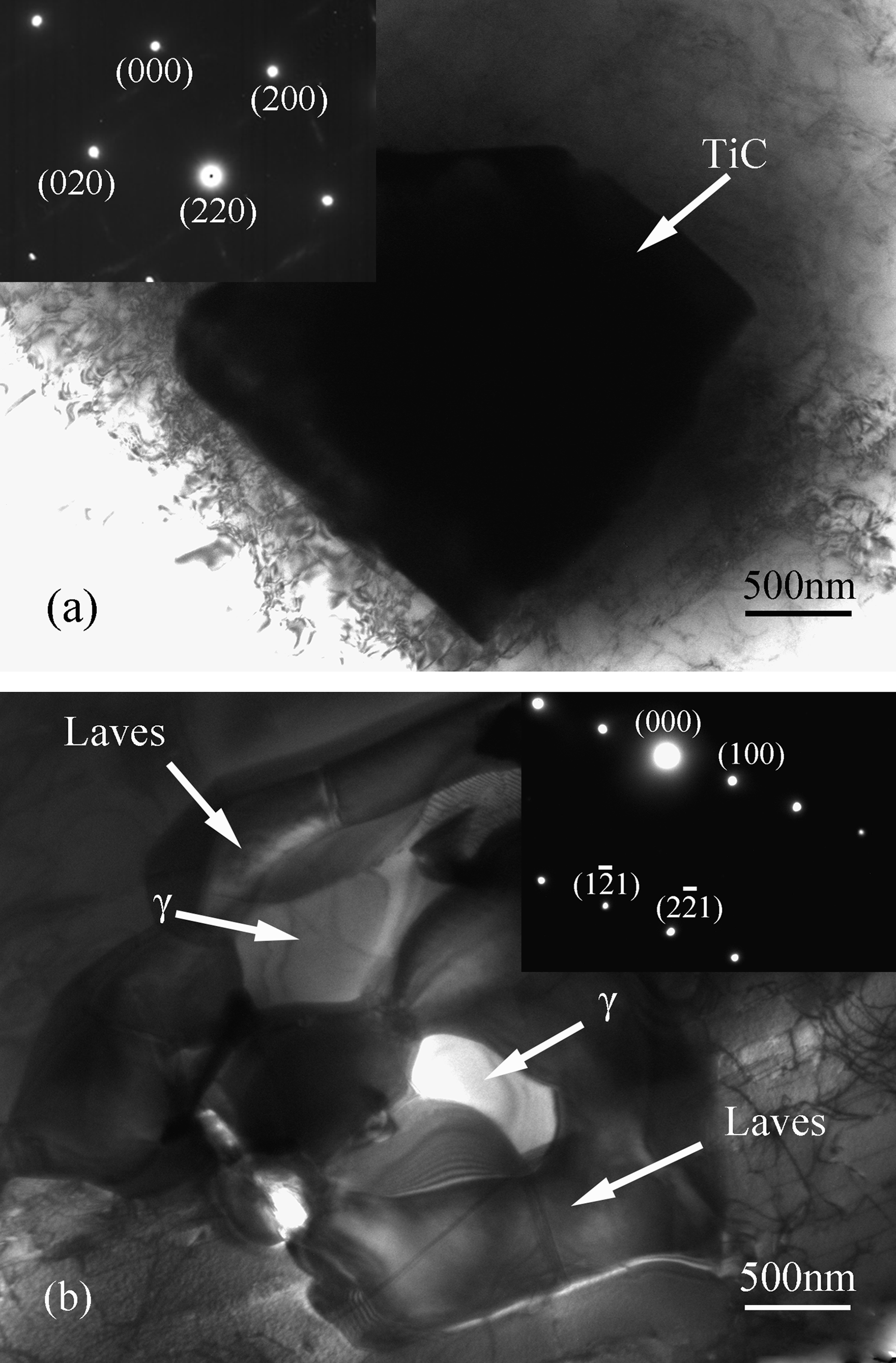
a micrograph of TiC particle and [001] zone diffraction pattern obtained from TiC particle; b micrograph of Laves phase and [012] zone diffraction pattern obtained from Laves phase
Segregation behaviour of alloying elements during welding process
In the study, the chemical compositions of at least 10 points in the central dendrite core and dendrite interstices were respectively determined by an electron microprobe and were given in Table 2. The distribution coefficient k of the alloying elements, which described how strongly an alloying element partitioned to the liquid and solid phases during solidification, was defined by

Composition measurement results of dendrite cores and interstices
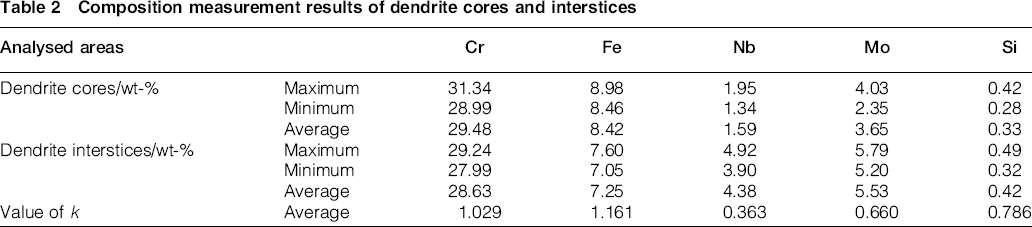
Since k was usually assumed to be a constant value, 17 it could be determined approximately by the ratio of the dendritic core composition to the interdendritic composition, which represented the situation at the termination of solidification. The value of k was listed in Table 2. The result indicated that Fe with k>1 segregated to the dendritic core, whereas Mo, Nb and Si with k < 1 enriched the interdendritic region. Cr with k valued nearly equal to unity tended to exhibit a uniform distribution between the dendritic core and the cellular–dendrite interstices. Microsegregation of the alloying elements observed in the high chromium alloy WDM was approximately consistent with those reported in other superalloy welds.18, 19 It was worth noting that the distribution coefficient (kNb = 0.363) of Nb was quite little in the new high chromium nickel base alloy when compared with other alloys. The finding suggested that the segregation of Nb in this alloy system would be much more serious.
Determination of content of
 /Laves constituent
/Laves constituent
Based on the data obtained in this investigation, the well known Scheil solidification model could be used to predict the volume fraction of γ/Laves eutectic constituent formed in the new alloy, when the WDM was considered to be a ‘γ-Nb’ binary system.
20
Selection of Nb as the solute was due to its strong tendency to segregate and form Laves phase. When the liquid phase was enriched to the eutectic composition, C1 → Ce (the eutectic composition), fe (the eutectic fraction) could be determined. The available expression was as follows:

In order to assess the value of Ce for this system, Nb composition of Laves phases has been measured. The average Nb composition (23.002 wt-%) in Laves phase could be used as an approximation in the study. Using Ce = 23.002 wt-% Nb, C0 = 2.81 wt-% Nb and kNb = 0.363 in equation (2) yielded a value of fe = 3.6 wt-% (fe = 3.6 vol.-%). Since the densities of γ, Laves and γ/Laves were nearly identical, the predicted weight fraction and volume fraction were essentially equal in value. To obtain the actual amount of γ/Laves constituent precipitated during solidification, image software was used to measure the volume fraction of γ/Laves constituent in SEM micrographs. The measured value was 2.7 ± 0.51 vol.-%.
Discussion
From Fig. 2, it could be seen that the columnar dendrites were distributed at a certain orientation. It was because dendrites had a tendency to follow the direction of the maximum temperature gradient during the solidification process; thus, they grew in a direction perpendicular to the interface of the substrate and overlay. By the use of EDS, the content of all the alloying elements except C anywhere within the WDM could be measured. Then, the distribution coefficient k could be obtained from equation (1). Since k was generally assumed to maintain constant or only change in a small range and measuring all the instantaneous value of k was unrealistic,15, 17 the predicted value of k, which revealed the condition at the termination of solidification, could be regarded as the equilibrium distribution coefficient of the new high chromium nickel base alloy system.
Apart from dendrite formation and solute partitioning, the most distinctive behaviour of microstructural development in the WDM was the precipitation of TiC carbides and γ/Laves eutectic constituent. Most γ/Laves eutectic constituents were located at the dendrite interstices, and the distribution was related to the microsegregation of the additional elements Nb, Mo and Si.
To determine the solidification reaction sequences, a γ-Nb-C pseudoternary solidification diagram (Fig. 5) has been proposed under the assumption that the diffusivity of Nb in austenite was expected to be negligible and the diffusion rate of C was likely to be high enough.18, 21 According to the previous work by others, both γ/NbC and γ/Laves phases might form in the nickel base alloy during solidification.21, 22 NbC formed in a higher temperature, and L → (γ + NbC) transformation occurred over a broad temperature range, while L → (γ + Laves) was always the termination of solidification reaction occurring over a narrow temperature range. 23 According to the solidification diagram, solidification of the WDM was found to begin with the formation of γ dendrites, which, upon forming, rejected Nb and C to the liquid. Thus, as solidification went on, the liquid composition moved radially away from the Ni corner, becoming successively richer in Nb and C until the line of twofold saturation between γ and NbC was reached. At this point, maximum solubility of Nb and C in the austenite matrix was exceeded, which resulted in the simultaneous formation of γ and NbC by a eutectic type reaction as the liquid composition proceeded down the line of twofold saturation. Then, with the formation of γ/NbC constituent, which depleted the remaining liquid of Nb and C, the local liquid composition would turn back to the γ phase composition, repenetrating into the (L+γ) region. Owing to the high content of Nb and the relatively low content of C, Nb had not been used up, and then the enrichment of the remaining liquid with Nb would continue during this stage of solidification until the terminated eutectic reaction, L → (γ + Laves), was reached.
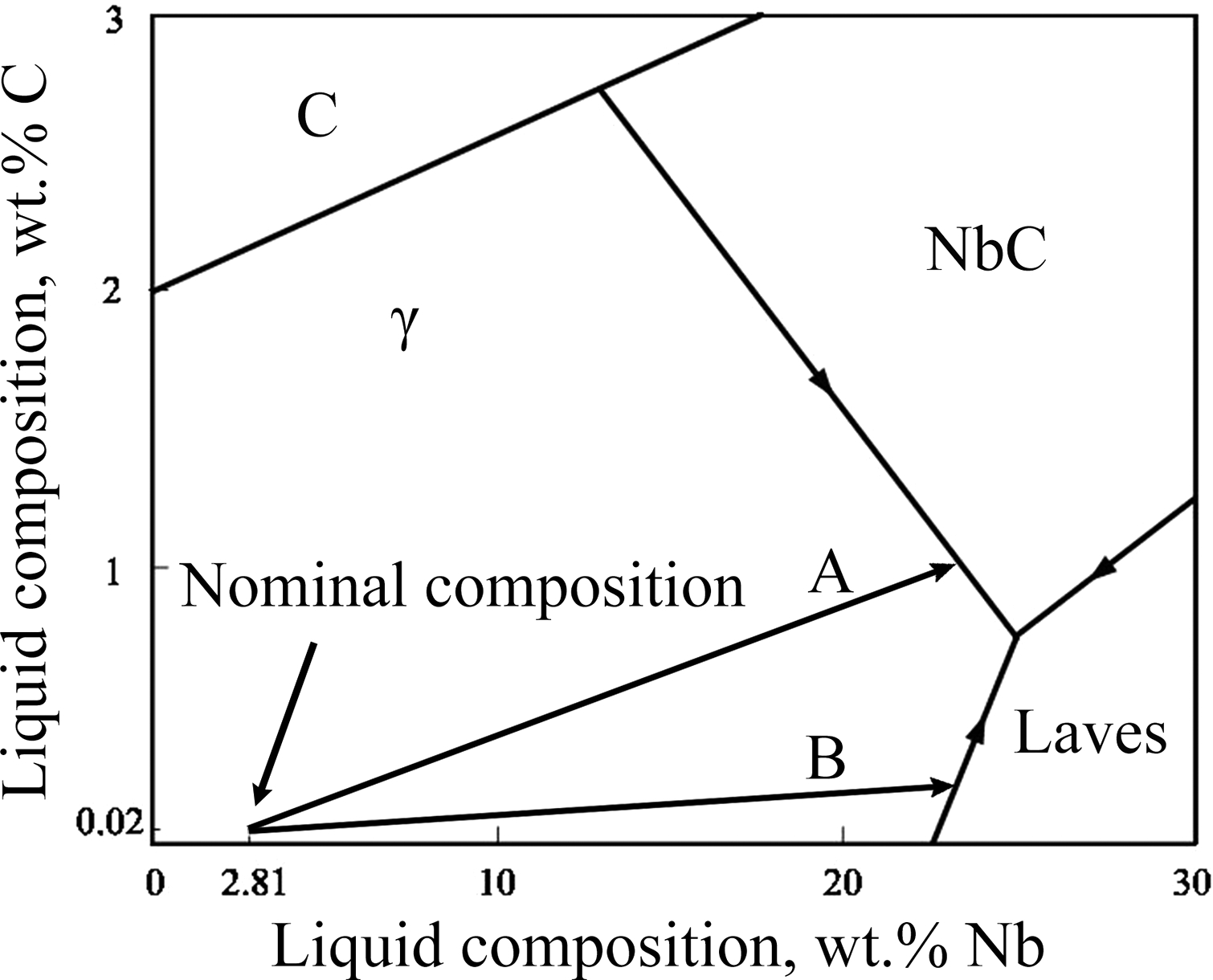
Ni rich corner of Ni–Nb–C liquidus projection 18
However, there was no γ/NbC constituent observed in the WDM in the study. The dendrite interstices were predominant by γ/Laves constituent since the content of NbC was too low to discover or even it had not precipitated during solidification. This effect was linked to the influence of alloy composition on the primary solidification path. Generally speaking, C promoted the formation of NbC, while Si and Mo promoted the formation of Laves phase, specifically that Si and Mo could decrease the amount of Nb needed in the liquid to satisfy conditions for the L → (γ + Laves) reaction.9, 20 In this alloy system, the ratio of C/Nb was low, and the content of Si was relatively high. The primary solidification path travelled very close to the γ-Nb ‘binary’ edge of the solidification surface because the interdendritic liquid might never become significantly enriched in C. Under this condition, very little liquid was consumed and converted to γ/NbC constituent since the liquid composition travelled only a very short distance down the twofold saturation line, which separated γ and NbC phase fields or even the solidification path crosscutting the twofold saturation line of γ and Laves phase directly. These two solidification paths were represented by routes A and B shown in Fig. 5. Thus, there would be still a relatively large amount of liquid left when the composition conditions required for the L → (γ + Laves) reaction were satisfied, and all these liquid was converted to γ/Laves as solidification went to completion. In addition, Fe had an important effect on the solidification sequence of Nb additional nickel base alloy. It reduced the solubility of Nb in γ matrix and decreased the amount of Nb needed in the formation of Laves phase like Si and Mo. Moreover, it cut down equilibrium distribution coefficient of Nb and made the segregation of Nb much more severe. 9 As Fe was rich (8.06 wt-%) in this alloy system, it was beneficial for the formation of Laves phase. Except for γ/Laves constituent, many TiC carbides were also observed in the dendrite interstices. The formation of TiC was due to the segregation of Ti and C, and it was likely that Nb accelerated the nucleation rate and influenced the distribution and, perhaps, the morphology of the precipitations. 24
In addition, in the research, volume percent of γ/Laves constituent was predicted with the Scheil equation by treating the weld overlay as a ‘γ-Nb’ binary system using an experimentally determined kNb. Then, the predicted value was compared with the measured one. Since the value of Ce was difficult to determine and no available investigations has reported it in the new alloy or the similar alloy system, the average measured Nb composition in different Laves phases was used as an approximate value. Although Laves phase has a nominal chemical formula of A2B (A represented Ni, Cr and Fe, while B represented Nb, Mo and Si), the actual composition was not constant since the atoms could be altered by each other, so the approximate value was reasonable in the study. The predicted value of γ/Laves constituent was relatively agreed with the measured value, and it was not unreasonable that the predicted volume percent was slightly higher. It might be due to the solid state diffusion of Nb that occurred during solidification and the subsequent cooling process that had a little conflict with the assumption. It must be emphasised that all the results in the study were obtained on the WDM, of which the transition layer has been peeled off. The transition layer was not considered because the base metal would dilute the WDM zone, which had a great influence on the microstructure.
Conclusions
The study was conducted on the solidification behaviour of a new high chromium nickel base alloy WDM. In the present work, the results could be concluded as follows:
Alloying elements, such as Nb, Mo, Si and Fe, in the microstructure of the WDM demonstrated segregation behaviour, while Cr exhibited a uniform distribution. The equilibrium distribution coefficient of major elements in the WDM was determined.
TiC carbides and γ/Laves eutectic constituents formed during solidification, and most γ/Laves eutectic constituents were located at the dendrite interstices due to the microsegregation of Nb, Mo and Si.
The volume percent of γ/Laves constituent was 3.6 vol.-% by the Scheil equation prediction, and reasonable agreement was obtained between the predicted and measured value.
No γ/NbC eutectic constituent was found in the microstructure due to the novel alloying composition. Two possible solidification paths were proposed in the γ-Nb-C pseudoternary solidification diagram to analyse the solidification sequence of the new high chromium nickel base alloy.
Acknowledgements
This research is financially supported by Tianjin Natural Science Foundation (grant no. 11JCYBJC06000), Key Project of Tianjin Municipal Science and Technology Support Program (grant no. 11ZCGYSF00100) and Gansu province Science and Technology Support Program (grant no. 1204GKCA007).