
Abstract
In the present study, magnesium composites are synthesised through the addition of nano-alumina and micrometre copper particulates in AZ31 magnesium alloy using the technique of disintegrated melt deposition. Nano-alumina and micrometre size copper particulates are known to significantly enhance the ductility and strength of magnesium materials respectively. The simultaneous addition of Cu and nano-Al2O3 particulates led to an overall improvement in both microstructural characteristics in terms of distribution and morphology of intermetallics/particulates and mechanical response of AZ31. The 0·2 yield strength increased from 180 to 300 MPa (67), while the ductility increased by almost 24. The overall tensile properties assessed in terms of work of fracture improved by 66. An attempt is made to correlate the tensile response of composites with their microstructural characteristics. The results suggest that these alloy composites have significant potential in diverse and wider engineering applications when compared to AZ31 alloy.
Introduction
Weight reduction is now a big challenge in civil defence, aerospace, sports and automobile industries. This has been encouraging research scientists around the globe to look for structurally lightweight materials. Among the elements in the periodic table of elements, Mg is one such potential candidate that can even bring down the weight of a structure by about 30 and 70 when compared to aluminium and steel structures respectively. 1 1,2 Magnesium materials exhibit some advantages, such as lowest density among structural materials, good castability and machinability. However, the main disadvantages of current magnesium materials include low ductility, low strength, loss of strength with increase in service temperature and low corrosion resistance. 3 3,4
Magnesium alloy AZ31 [Mg–3Al–1Zn (wt-)] is commonly employed in lightweight engineering applications.5 The literature search in recent years shows that several attempts have been made to further improve the properties of this alloy through the addition of different reinforcements and subjecting to different deformational processes.6–8 Commonly used reinforcements consist of nano-Al2O3 particulates,9 micro-SiC particulates 10 10,11and multiwalled carbon nanotubes.12Among these reinforcements, the addition of nano-Al2O3 particulate reinforcement enhanced the failure strain of AZ31B alloy remarkably.13 The literature research also reveals that some attempts have been made to alloy magnesium and magnesium alloys with different alloying elements.8,14–16 The results showed that Cu is a potential alloying element to improve the strength of magnesium based materials. However, no attempt so far is made to improve the overall mechanical properties of AZ31 by the simultaneous incorporation of nano-Al2O3 and micrometre Cu using cost effective and industrially viable solidification route.
Accordingly, an attempt is made in the present study to add nano-alumina particulates to improve the ductility and copper to enhance the microstructural characteristics, hardness and strength of AZ31 alloy. The main objective was to attempt to improve the combination of 0·2 yield strength (YS), ultimate tensile strength (UTS) and failure strain when compared to AZ31. The choices of these additions, further, are also expected to enhance the high temperature properties and oxidation behaviour, as previously established. 9 9,16A disintegrated melt deposition (DMD) technique is used in the present study to synthesise these materials, and all the characterisation studies were performed on the extruded samples.
Experimental
Materials
In the present study, AZ31 magnesium alloy ingots with chemical composition of Mg–2·94Al–0·87Zn–0·57Mn–0·0027Fe–0·0112Si–0·0008Cu–0·0005Ni were cut into rectangular pieces. To obtain reasonable distribution of particulates in the AZ31 matrix, holes (10 mm diameter and 55 mm deep) were drilled into these pieces, and required amounts of 50 nm alumina particulates and 50 μm average sized copper particulates were subsequently filled in these holes (see Fig. 1). Two volume percentages of Cu (2 and 4 vol.-) were chosen for addition into AZ31 magnesium alloy. The amount of 50 nm Al2O3 particulates was kept at 1·5 vol.- as this composition showed the best combination of strength and ductility when compared to other AZ31B–Al2O3 formulations.13

Holes designed in AZ31 ingot to contain nano-Al2O3 and Cu particulates
Primary processing
The synthesis of AZ31–Cu–Al2O3 composites was carried out using DMD technique. The synthesis of these materials involved heating the magnesium alloy pieces with Al2O3 and/or Cu particulates to 750°C in an inert Ar gas atmosphere in a graphite crucible using a resistance heating furnace. The crucible was equipped with an arrangement for bottom pouring. Upon reaching the superheat temperature, the molten slurry was stirred for 5 min at 450 rev min−1 using a twin blade (pitch, 45°) mild steel impeller to facilitate the incorporation and uniform distribution of reinforcement particulates in the metallic matrix. The impeller was coated with Zirtex 25 (86ZrO2, 8·8Y2O3, 3·6SiO2, 1·2K2O and Na2O and 0·3 trace inorganic) to avoid iron contamination of the molten metal. The melt was then released through a 10 mm diameter orifice at the base of the crucible. The composite melt was disintegrated by two jets of argon gas orientated normal to the melt stream. The argon gas flowrate was maintained at 25 L min−1. The disintegrated composite melt slurry was subsequently deposited onto a metallic substrate. A preform of 40 mm diameter was obtained following the deposition stage.
Secondary processing
The deposited preforms were machined to 36 mm diameter and hot extruded using an extrusion ratio of 20·25∶1 on a 150 ton hydraulic press. Extrusion was carried out at 350°C. The preforms were held at 400°C for 60 min in a constant temperature furnace before extrusion. Colloidal graphite was used as lubricant. Rods of 8 mm diameter were obtained following extrusion.
Density measurement
Density ρ measurements were performed in accordance with Archimedes’ principle on three randomly selected polished samples of each material taken from the extruded rods. Distilled water was used as the immersion fluid. The samples were weighed using an A&D ER-182A electronic balance with an accuracy of ±0·0001 g. The theoretical densities of materials were calculated assuming that they are fully dense to measure the volume percentage of porosity in the end materials. Rule of mixture was used in both calculations.
X-ray diffraction studies
An automatic Shimadzu LABX XRD-6000 diffractometer was used to identify phases present in the samples and the reorientation of the basal plane of each sample. The samples were polished and exposed to Cu Kα radiation (λ = 1·54056 Å) using a scanning speed of 2° min−1.
Microstructure characterisation
Microstructural characterisation studies were conducted on metallographically polished extruded samples to investigate the morphology and distribution of grains and secondary phases in the matrix. The etchant solution was made using 10 cm3 acetic acid, 5 cm3 picric acid and 95 cm3ethyl alcohol to reveal the grain boundaries for microstructural analysis.13 A field emission scanning electron microscope (FESEM) S4300 equipped with EDS was used. Image analysis using the Scion system was carried out to determine the grain size and diameter and volume fraction of secondary phases.
Coefficient of thermal expansion (CTE)
The CTEs of the extruded AZ31 and nanocomposite samples were determined by measuring the displacement of the samples as a function of temperature in the temperature range of 50–400°C using an automated SETARAM 92-16/18 thermomechanical analyser.
Microhardness
Microhardness measurements were made on the polished AZ31 and composite samples. Vickers microhardness was measured using a Shimadzu-HMV automatic digital microhardness tester using 25 gf indenting load and a dwell time of 15 s.
Tensile testing
The ambient temperature tensile properties of the extruded samples were determined in accordance with the ASTM test method E8M-05 using an MTS 810 tensile testing machine with a crosshead speed set at 0·254 mm min−1on round tension test specimens of 5 mm diameter and 25 mm gauge length. An MTS extensometer was used for strain recording.
Fracture behaviour
The fracture surfaces of the tensile samples were characterised using an FESEM S4300 in order to provide insight into fracture mechanisms operating under tensile loading.
Results and discussion
Macrostructural observation
Monolithic AZ31 and its composites were successfully synthesised using the DMD technique followed by hot extrusion. Macrostructural characterisation studies conducted on the monolithic and composite samples did not reveal any presence of macrodefects. Solidification shrinkage cavities were absent in the preforms. Following extrusion, there was also no evidence of any macrostructural defects. These results are consistent with the previous findings made on magnesium based materials processed using the DMD technique.9
Microstructural characterisation
Figure 2 shows the X-ray diffractograms of AZ31, AZ31–2Cu–1·5Al2O3 and AZ31–2Cu samples. The secondary phase Mg17Al12 was formed in all the samples. A new secondary phase Mg2Cu was formed in addition to the Mg17Al12 phase in micrometre Cu containing samples. None of the copper peaks was detected in the case of AZ31–Cu–1·5Al2O3 nanocomposites (Fig. 2b). However, copper peaks were detected when only copper was added in AZ31 in the case of AZ31–2Cu and AZ31–4Cu samples (see Fig. 2c).
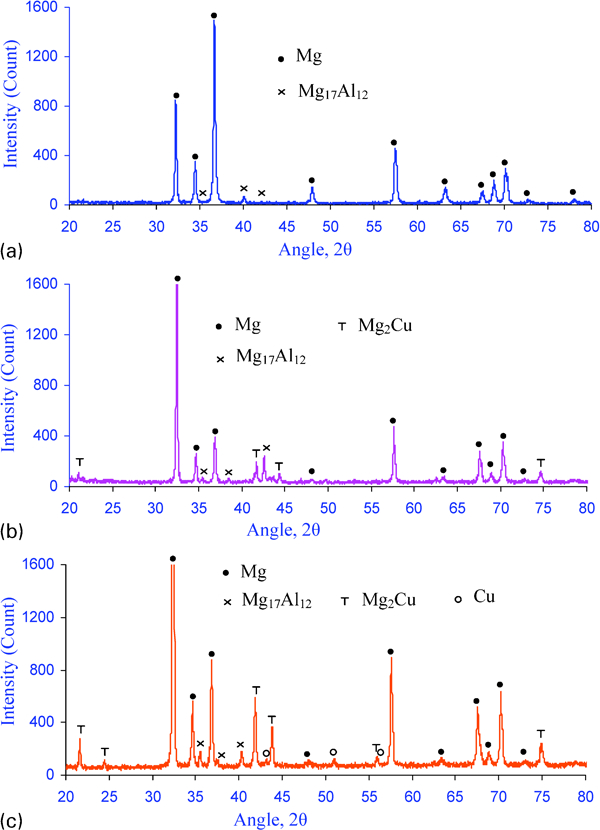
X-ray diffractograms of a AZ31, b AZ31–2Cu–1·5Al2O3 and c AZ31–2Cu samples
Figure 3 shows principally three regions in different colours, matrix in grey, Mg17Al12 phase in bright white and Mg2Cu and Cu phase in light grey (see also Fig. 2). Microstructural studies conducted on the extruded samples revealed reasonably uniform distribution of the particulates/intermetallics in the AZ31 matrix. This can be attributed to the following:
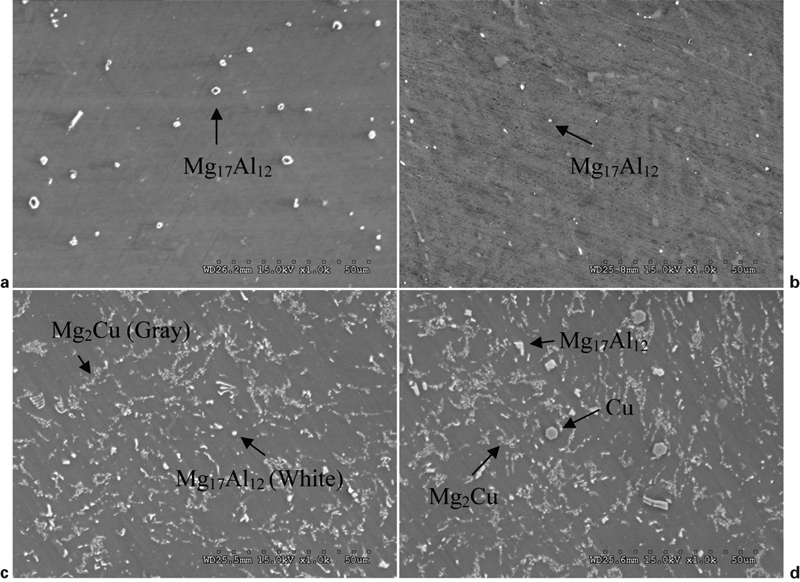
Representative FESEM images showing distribution characteristics of secondary phases
minimal agglomeration of reinforcements during melting of matrix16
minimal gravity associated segregation due to the judicious selection of stirring parameters3
the effect of nano-Al2O3 hard particulates in dispersing second phases of AZ31.13
The overall characteristics of intermetallic phases were quantified by image analysis and shown in Table 1. The results reveal that the addition of nano-alumina in AZ31 led to the significant reduction in size and aspect ratio/roundness of secondary phase, which leads to higher ductility.17This again proves the ability of nano-alumina in breaking down the secondary phase of AZ31, which is also consistent with the observation made in earlier studies.13 Table 1 also indicates that the average size of second phases in the copper added samples is ∼1 μm, which is much smaller than the original size of Cu particulates (50 μm). It suggests tremendous interaction between Cu and Mg in AZ31 alloy to form Mg2Cu. However, the reactions were incomplete in the case of AZ31–Cu samples as Cu particulates were still observed (Fig. 3), which led to the higher average size of secondary phases. It is seen that the average aspect ratio of AZ31–Cu samples is much higher compared to other samples as many more needle shapes and sharp corners of secondary phases are visible in Fig. 3d. This is one explanation for the lower ductility. Moreover, the results revealed that increasing the amount of Cu leads to a significant increase in the volume fraction of intermetallic phases, which leads to the enhancement in strengths (Tables 1 and 2).17
Results of grain size and second phase characteristics of samples
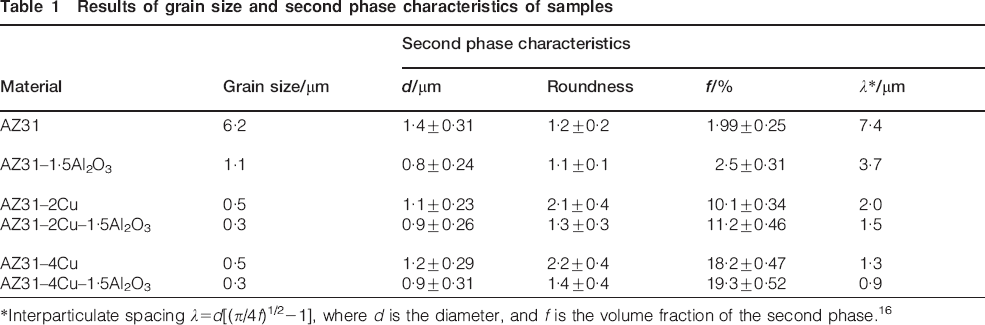
*Interparticulate spacing λ = d[(π/4f)1/2−1], where d is the diameter, and f is the volume fraction of the second phase.16
Results of tensile properties of samples

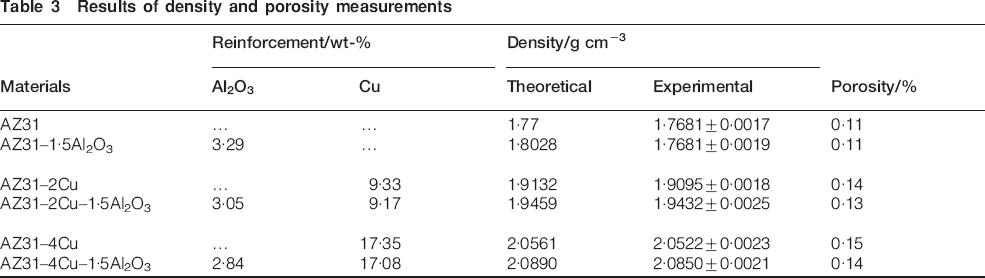
The microstructural characterisation reveals the presence of minimal porosity in all the samples (see Fig. 2). This has also been supported by the porosity results obtained using density measurement and shown in Table 3. The presence of minimal porosity can be attributed to the good compatibility between the AZ31 matrix and the particulates/intermetallics, leading to the absence of voids and debonded regions usually associated with ceramic reinforcements16 and the judicious selection of experimental parameters during primary and secondary processing.3
Results of density and porosity measurements
The results of the microstructural characterisation of monolithic and composite samples also indicated a near defect free interface formed between secondary phases and the matrix (see Fig. 3). The interfacial integrity was assessed in terms of interfacial debonding and the presence of microvoids at the interface. The previous findings also pointed to a good wettability of Cu and nano-Al2O3 particulates in the magnesium based matrices. 13 13,16
Coefficient of thermal expansion
Figure 4 shows the results of CTE measurements obtained from monolithic and composite samples. The results revealed a reduction in CTE of the AZ31 matrix with an increase in amount of Cu and due to the presence of nano-Al2O3 particulates. The reduction in CTE can be attributed to the much lower CTE values of copper and alumina when compared to AZ31 (26·5×10−6, 17·4×10−6 and 7·4×10−6K−1 for AZ31, Cu and Al2O3 respectively) and the ability of the reinforcements to effectively constrain the expansion of the matrix.9 The lower CTE values of AZ31–Cu and AZ31–Cu–Al2O3 samples may also be attributed to the additional presence of Mg2Cu.16 The lower CTE values of composite samples suggest that the composites are more dimensionally stable as a function of temperature when compared to monolithic AZ31.
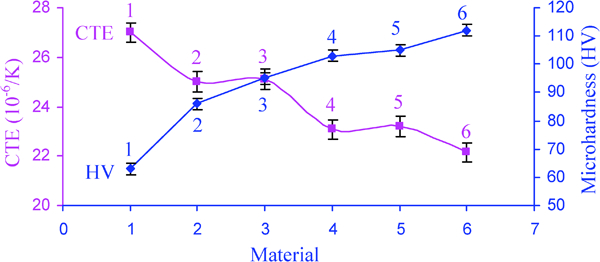
Diagram of CTE and microhardness of samples
Hardness
The results of microhardness measurements revealed a significant increase in average microhardness with an increase in the amount of nano-alumina and micrometre copper particulates (see Fig. 4). The increase in hardness of the composites with increasing amount of copper and nano-alumina can be attributed primarily to an increase in the presence of harder intermetallic phases and nano-Al2O3 ceramic particulates3 and greater constraints on localised matrix deformation during indentation due to the increased presence of intermetallic phases (see Table 1).18 This is consistent with earlier observations made on Mg–Cu, AZ91–Cu and AZ31B–Al2O3 formulations. 13 16 13,16,19
Tensile characteristics
Table 2 shows the results of room temperature tensile properties of the studied samples. The simultaneous addition of nano-alumina and micrometre Cu particulates led to a significant improvement in 0·2 YS and ultimate strength of AZ31 up to 4 vol.-Cu. The YS increased from 180 to 300 MPa (67 increment), and the ultimate strength increased from 265 to 350 MPa (32 increment). Ductility increased in case of AZ31–2Cu–1·5Al2O3 from 10·9 to 13·5 (∼24 increment). However, when only copper was added, strengths went up, but the ductility was significantly compromised. The net outcome was an enhanced work of fracture (WoF) of AZ31–Cu–Al2O3 system from 27·3 and 4·5 to 45·2 MJ m−3in the case of AZ31–2Cu–1·5Al2O3 (66 and 904 increments) when compared to AZ31 and AZ31–Cu system respectively (see Table 2and Fig. 5).
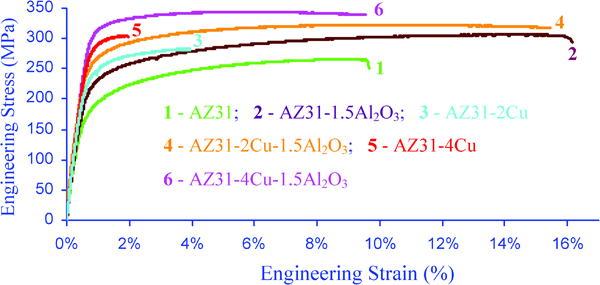
Engineering stress–strain curves of AZ31 and its composite samples
The significant increase in 0·2 YS and UTS of monolithic AZ31 due to the addition of copper and nano-alumina particulates can be primarily attributed to the following:
the presence of reasonably distributed harder particulates/intermetallics phases21
Orowan strengthening due to a significantly reduced interparticulate spacing of intermetallics phases (see Table 1)18
the effective load transfer between matrix and secondary phases2
the formation of internal stresses due to the different thermal expansion behaviours between particulates/intermetallics and the matrix.9
Table 2 also shows the increase in ductility of AZ31 when nano-alumina or nano-alumina and copper particulates were added. When compared to AZ31, the increase in ductility of AZ31–1·5Al2O3 and AZ31–2Cu–1·5Al2O3, was 38 and 24 respectively. The increase in ductility can primarily be attributed to the following:
presence and reasonably good distribution of intermetallics13
reduction in size and roundness of second phases (see Table 1 and Fig. 2)17
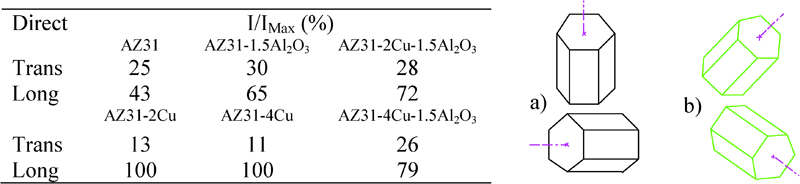
I/IMax of basal plane of samples along transverse and longitudinal directions
Grain refinement particularly benefits hexagonal metals in achieving improved ductility. The increase in ductility of brittle materials, such as magnesium, can also be attributed to the presence of nanosize particulates, such as Al2O3 and Y2O3. 13 13,23 The nanoparticulates have been shown in the previous study to provide sites to open cleavage cracks ahead of advancing crack front and altering the local effective stress from plane strain to plane stress in the neighbourhood of crack tip.13The reduction in size and roundness of the secondary phase in the microstructure can also be considered as one of the reasons for an improvement in failure strain. It has been established previously that breakdown of the secondary phase located at grain boundaries and the change in their distribution from a predominantly aggregated type to a dispersed type, as also observed in the present study, can assist in improving the ductility (see Fig. 3b).17 Finally, the nature of the redistribution of the hexagonal close packed basal planes in the extruded directions can also be attributed as a reason for an increase in failure strain. The I/IMax of the basal plane transverse to and longitudinal to the extruded direction is shown in Fig. 6. It can clearly be observed that the fraction of the basal plane of AZ31–2Cu and AZ31–4Cu samples strongly depends on the extruded direction as I/IMax at longitudinal direction is 100 and I/IMax at transverse direction is low. This makes the basal plane slip hard to initiate due to the high critical resolved shear stress for slip based on 0 and/or 90° (Fig. 6a). However, the basal planes of AZ31, AZ31–1·5Al2O3, AZ31–2Cu–1·5Al2O3 and AZ31–4Cu–1·5Al2O3 samples are likely to be inclined between 30 and 45° to the extruded direction. This makes the basal slip easier to take place, hence leading to higher ductility (Fig. 6b). These results are consistent with similar observations made by Mukai et al.24 on the extruded and equal channel angular extruded AZ31 alloy.
The further increase in the amount of copper (AZ31–4Cu–1·5Al2O3) led to reduced failure strain but still stayed close to that exhibited by AZ31 and much higher when compared to AZ31–Cu samples (see Table 2). The results clearly reveal the inherent characteristic of Cu addition in reducing failure strain16 and that of alumina particulates at nanolength scale to increase the failure strain of magnesium based materials.13
The WoF of AZ31–Cu–Al2O3 samples was found to be much larger when compared to that of AZ31 and AZ31–Cu samples. The WoF improved up to 66 and 904 in the case of AZ31–2Cu–1·5Al2O3 composite samples when compared to AZ31 alloy and AZ31–4Cu respectively (see Table 2). This can mainly be attributed to the improved strengths (0·2YS and UTS) of the nanocomposite samples without any compromise of failure strain. The WoF expresses the ability of the material to absorb energy up to fracture under tensile load and corresponds to the area under the engineering stress–strain curve.13 The results thus clearly reveal the enhanced damage tolerant capability of AZ31–Cu–Al2O3 formulations.
Fracture behaviour
The tensile fracture surfaces of monolithic and composite samples are shown in Fig. 7. The study of uniaxially deformed fracture surfaces indicated the microstructural effects on fracture characteristics of nanocomposites. The monolithic and AZ31B–Cu–Al2O3 samples showed mixed mode fracture, presence of microcracks and evidence of plastic deformation. 25 25,26 However, the fracture surface of AZ31–Cu samples showed significant presence of microcracks and broken Cu particulates indicative of limited plastic deformability16(see Table 2 and Fig. 7d).
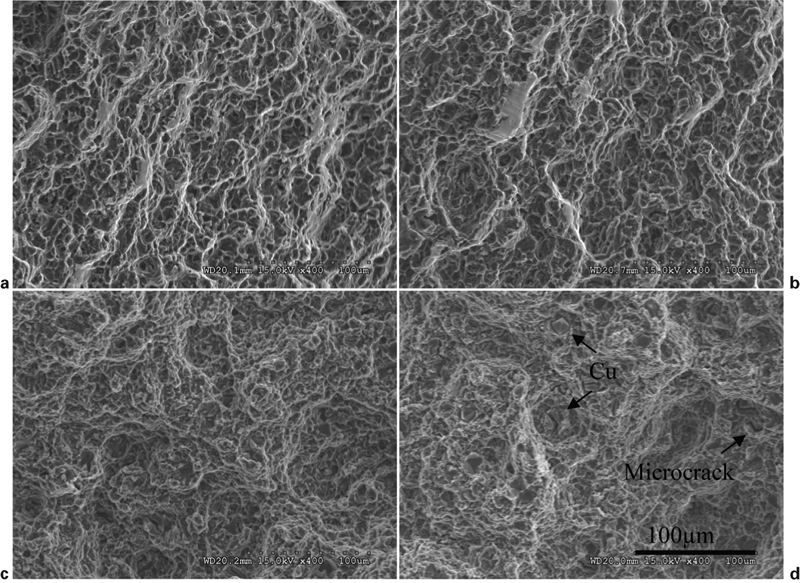
Fractographs showing fracture characteristics of samples
In essence, the results of the present study clearly indicate the ability of the simultaneous addition of Cu and nano-Al2O3 particulates in enhancing the overall ambient temperature mechanical response of AZ31. Considering the ability of Cu to improve the high temperature strength of Mg16 and that of nano-alumina to enhance the oxidation resistance of AZ31 until 450°C,9it is expected that AZ31–Cu–Al2O3 formulations can be strong candidates for a wider range of engineering applications.
Conclusions
The main conclusions that may be derived from the present work are as follows.
1. The DMD technique coupled with hot extrusion can be used to synthesise AZ31, AZ31–1·5Al2O3, AZ31–Cu and AZ31–Cu–Al2O3 formulations.
2. The addition of Cu particulates leads to the formation of Mg2Cu secondary phase in the matrix. Reasonably uniform distribution of secondary phases in the AZ31 matrix is obtained.
3. The increasing presence of copper in AZ31–Cu–Al2O3 samples leads to a significant improvement in hardness, 0·2YS and UTS and ductility. The ductility is relatively uncompromised up to 4 vol.-Cu.
4. The fracture behaviour of AZ31–Cu–Al2O3 samples shows evidence of mixed mode fracture with limited presence of microcracks and limited evidence of plastic deformation, while the AZ31–Cu samples exhibited significant presence of microcracks and the breakage of Cu particulates.
Footnotes
Acknowledgements
The authors would like to acknowledge the National University of Singapore and the Agency for Science, Technology and Research (ASTAR) under grant no. 092 137 0015 (WBS no. R-265-000-321-305).