
Abstract
This paper investigates the effect of Ce on inclusions, microstructure and mechanical properties of the weld metal in flux copper backing submerged arc welding. The results show, with the addition of Ce in weld metal, the inclusions are mainly composed of Al2O3, MnO, SiO2, TiO, Ce2S3, CeS and Ce2O2S compound, and the proportion of the inclusions of < 1.0 μm in size increased. In competitive nucleation, acicular ferrite nucleates on the oxysulphides of Ce and inhibits the formation of proentectoid ferrite and ferrite side plate. This led to a high proportion of acicular ferrite, good mechanical properties of weld metal. A small lattice disregistry between CeS, Ce3S4, Ce2O2S and acicular ferrite contributed to low energy for nucleation of acicular ferrite.
Introduction
Flux copper backing (FCB) submerged arc welding, which has high production efficiency, can achieve one-side welding with back formation of 20–40 mm thick steel plate and is frequently used for critical applications, such as ships, offshore platforms and large diameter pipelines. Figure 1 is the schematic diagram of FCB submerged arc welding.
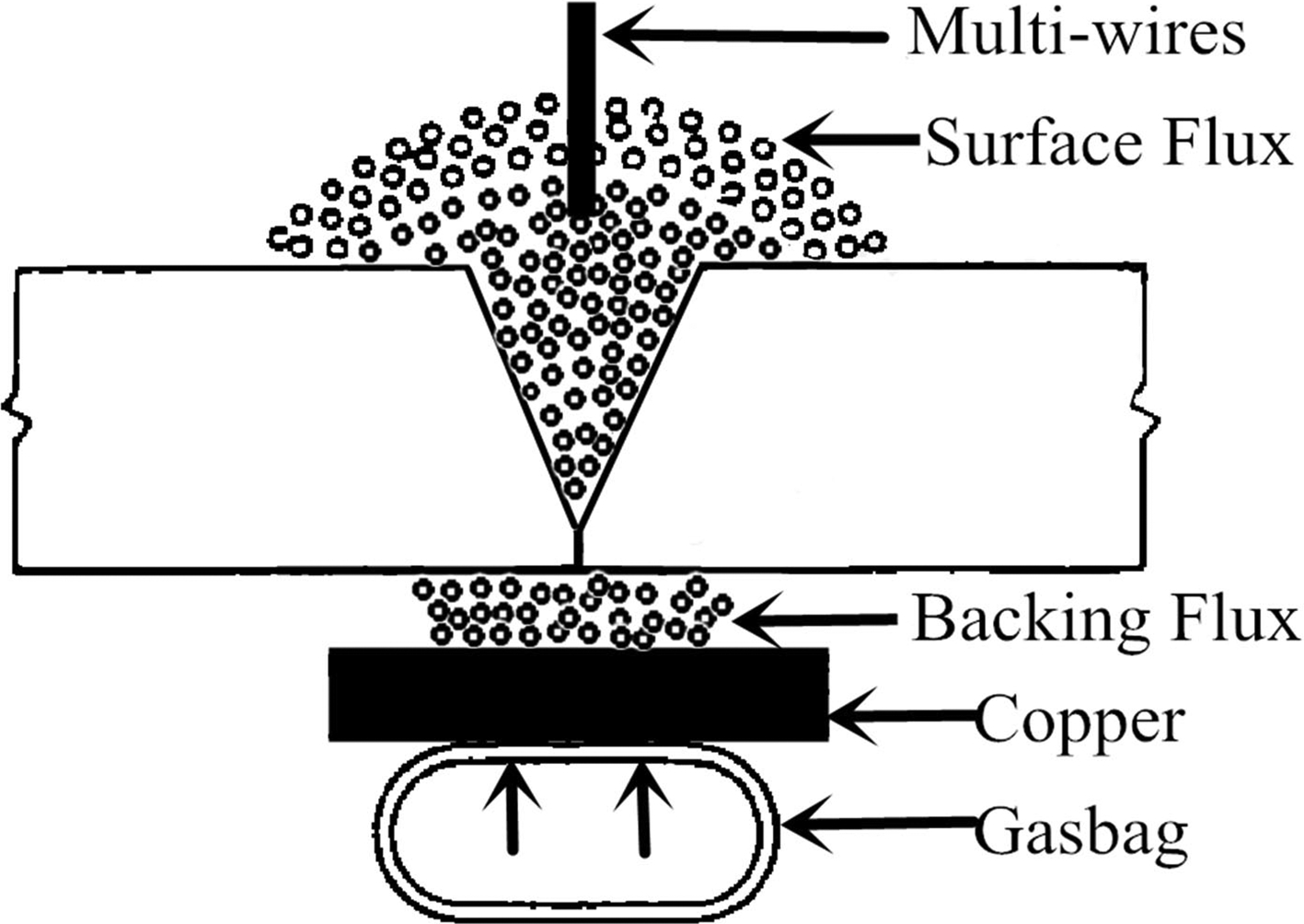
Schematic diagram of FCB submerged arc welding
Flux copper backing submerged arc welding is a triple-wire co-pool welding process, the heat input of which can exceed 120 kJ cm− 1. The high heat input results in coarse grain austenite in FCB weld metal, some of which can reach up to 300 μm or more. This coarse grain considerably decreases the toughness of FCB weld metal. In this case, to refine the grains in FCB high input welding process and enhance the toughness of weld metal are some of the key techniques to be solved. 1
In last decades, lots of studies have noticed some beneficial inclusions, such as TiO, TiN, MnS, CuS, etc., promote the nucleation of acicular ferrite (AF), which can refine the grains and improve the strength and toughness of the weld metals.2–6 However, these beneficial inclusions tend to gather and overgrow in FCB submerged arc welding, which may reduce the promoting effects of the inclusions to the nucleation of AF. New inclusions that can be adapted to the high heat input welding and refine the grains of FCB weld metals are required under such a condition.
Thewlis et al. reported cerium oxysulphide particles, such as CeS, Ce3S4 and Ce2O2S, can be both stable at liquid metal temperatures and exhibit good lattice coherency with α iron. The inclusions can promote the nucleation of AF and refine the atustenitic grains. 7 Wen et al. reported CeAlO3 and Ce2O2S are effective in promoting the nucleation of AF in the heat affected zone of high input welding of 16Mn steel. 8 So, the oxysulphides of Ce have been proven to be beneficial inclusions of the weld metal in high input welding to refine the grains.
It is widely accepted that the higher the heat input is in welding, the larger the weld metal inclusions will be. 9 Flux copper backing submerged arc welding has a high heat input of ∼120 kJ cm− 1, which is very conducive for the growth of inclusions like TiO, TiN, MnS and CuS. However, large size inclusions are not able to promote the formation of AF functionally, and the microstructure of the weld metal is mainly proentectoid ferrite (PF) and ferrite side plate (SPF), the toughness of which is pretty low. Yu et al. believed that Ce can suppress the inclusions of weld metal from overgrowing, and oxides/oxysulphides of Ce promote the formation of AF and refine the atustenitic grains. 10 However, there is few research about the effect of Ce in the weld metal of high heat input welding, and more in depth studies are required. This study investigated the effect of Ce on the inclusions, microstructure and mechanical properties of weld metal in FCB submerged arc welding.
Experimental
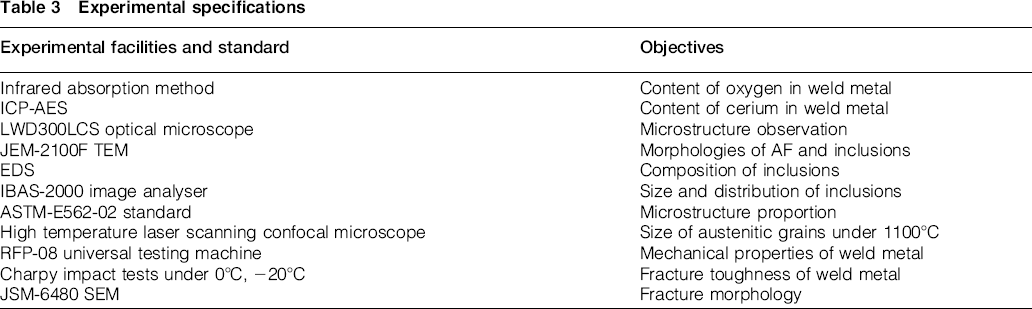
Triple-wire FCB submerged arc welding was used in the experiment using 20 mm thick DH32 steel plate with single 25° groove as the base metal. The arrangement of three wires (W1–W3) is shown in Fig. 2. The fluxes used on the front and back surfaces were TGF-55E and TGF-B respectively. The chemical compositions of DH32 base metal, wire and flux are shown in Table 1. Wire W2 was flux cored wire, and 0, 2, 4 and 8% CeO2 was added to the flux cored alloy powder respectively. Operated by the welding technological parameters shown in Table 2, different weld metals with Ce were obtained. Weld metals that sampled from 2.0 mm underneath the surface were made to be specimens for chemical composition and microstructure analysis, transmission electron microscope (TEM) observation and mechanical property tests. Specifications of the experiments are listed in Table 3.
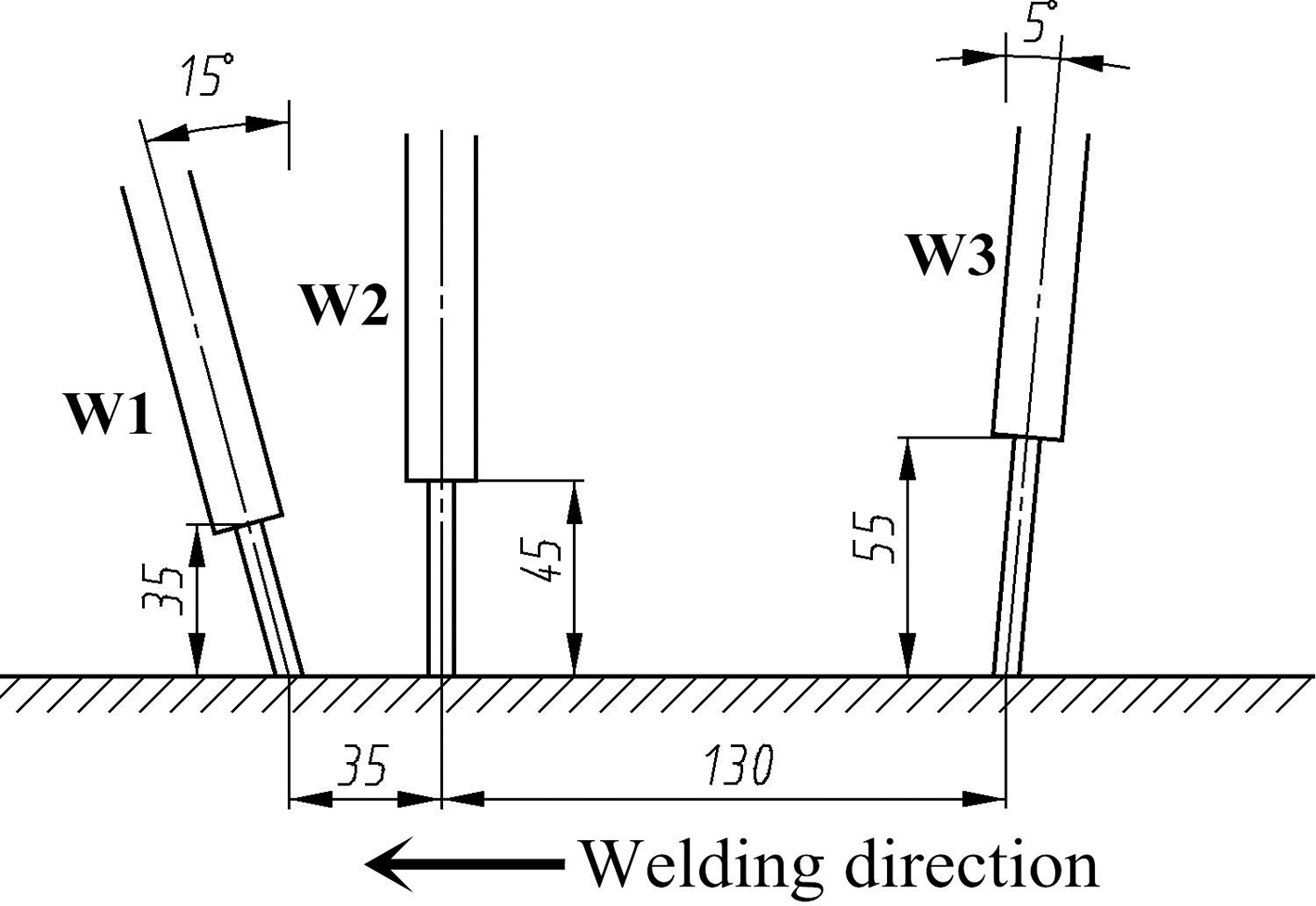
Arrangement of wires
Composition of DH32 base metal, wire and flux/wt-%
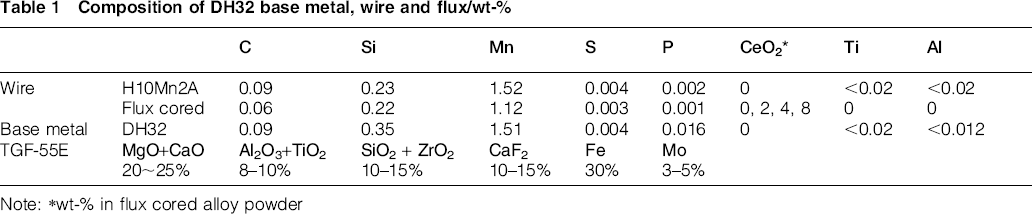
Note: *wt-% in flux cored alloy powder
Welding parameters

Experimental specifications
Results and discussion
Transfer of Ce and composition of weld metal
Under high temperature in FCB submerged arc welding, the following CeO2 related reactions caused by welding arc may occur




The oxygen content in weld metal increased as decomposition and ionisation of CeO2 (as shown in equations (1), 2 and (3)). However, the deoxygenating elements such as Si and Mn would react with released oxygen of CeO2 and form composite oxides SiO2·MnO to decrease the content of oxygen in weld metal. Some larger size oxide compounds floated and turned to slag, other smaller ones remained in the weld pool and acted as inclusions in weld metal. The deoxygenation reactions can be expressed as following



Chemical compositions of the weld metals/wt-%

Inclusions in weld metal
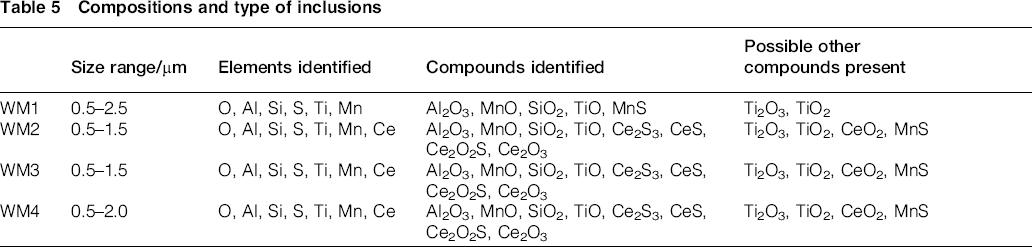
A typical inclusion in WM1 without addition of CeO2 and the related energy dispersive spectroscopy (EDS) spectra are shown in Fig. 3a. From TEM observation, the inclusion, that promoted multiple AF, is spherical in shape with diameter of ∼2.5 μm. Energy dispersive spectroscopy analysis shows that the main elements of the inclusions are Mn, Si, Al, Ti, O and S, which indicates that the main component of the compound inclusions should be Mn, Si, Al, Ti oxides and Mn sulphides. 11

a WM1; b WM2; c WM3; d WM4
Figure 3b and d are the typical inclusions in WM2–WM4 respectively with the matching EDS spectra. These inclusions are also spherical in shape, but the geometric size is different; around 1.0–1.5 μm inclusions were formed in WM2 and WM3, while those around 1.0–1.5 μm were observed in WM4. Energy dispersive spectroscopy analysis shows that the main elements of the inclusions are Mn, Si, Al, Ti, O, S and Ce, which indicates the main components of the inclusions are Mn, Si, Al, Ti, Ce oxides and Ce sulphides. 12
On the basis of the metallurgical rule of welding, the main deoxygenation reactions usually happen in molten drop and pool. Alloying elements Si, Mn and minor elements Al, Ti in the wire, together with transferred Ce would react with oxygen and form oxide compound, which was mainly composed of SiO2, MnO, Al2O3, TiO and Ce2O3. As the deoxygenation is in progress, the ratio of oxygen and sulphur in liquid metal reached a critical value, the following desulphurisation reaction occurred
13



Compositions and type of inclusions
Tables 6 and 7 show the area proportion and size distribution of the inclusions in WM1–WM4 respectively, which was measured and calculated by IBAS-2000 image analyser.
Area distribution of the inclusions

Size distribution of the inclusions

From Tables 6 and 7, the area proportion AA, mean area A and the maximum mean average diameter Dmax of the inclusions in WM1 were larger than those of others. Furthermore, the area density ρA of WM1 was the smallest, and >60% inclusions were larger than 1.0 μm. When Ce was added (samples WM2–WM4), the AA, A and Dmax decreased simultaneously, while ρA increased. More than a half of the inclusions were < 1.0 μm, especially in WM3, >67% of inclusions were < 1.0 μm.
According to the critical nucleation theory of inclusions in the liquid steel, the growth of the inclusions is due to mutual collisions. 15 When the density of the inclusions is less than a certain critical value, inclusion can barely collide with each other in liquid metal. The more nucleation particles are, the smaller inclusion will be. With the addition of CeO2, on one hand, it increased the content of oxygen in the liquid metal; on the other hand, due to the strong oxidising property of Ce and high melting point of Ce oxides/oxysulphides, the transfer of element Ce caused soaring amount of Ce2O3 and Ce2O2S particles in the liquid metal, which acted as the nucleation cores for oxides of Si, Ti, Al and Mn. In WM2 and WM3, although Ce did increase the amount of Ce2O3, Ce2O2S particles, the density of which was still less than the critical value and the inclusions could not grow by collisions and the size of the inclusions were not as big as that of WM4 (Tables 6 and 7). WM4 had 8% CeO2 added in wire W2, the oxygen content reached up to 367 ppm, which was far beyond that in weld metals of WM2 and WM3. The weld pool with high oxygen content benefited the nucleation of inclusion particles to exceed the critical density and to grow and coarsen by mutual collisions. In this case, the large diameter inclusions exhibited higher proportion in WM4. As a conclusion, Ce has an alternative effect to the inclusions of FCB welding weld metal by increasing the density and controlling the size of the inclusions. However, too much Ce can cause the size of the inclusions become large.
Microstructure of FCB weld metals
Figure 4 shows the optical microstructure of weld metals from WM1 to WM4. It can be seen that, the microstructure in weld metal consisted of PF, SPF, granular ferrite (GF) and AF. There was only 34.4% AF in WM1. For WM2 (with 0.026% of Ce), 62.3% AF were observed. When Ce content rose to 0.038% in WM3, the microstructure contained 76.7% fine AF. After Ce was risen to 0.072% in WM4, AF did not rise but dropped to 61.6%. The proportions of PF, SPF, GF, AF and original size of austenitic grain are listed in Table 8.

a WM1; b WM2; c WM3; d WM4
Proportion of PF, SPF, GF and AF
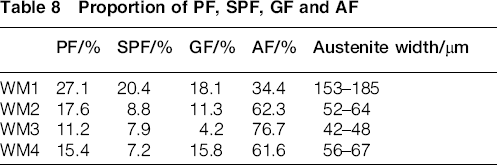
From the optical observations on the microstructure of weld metal and Table 8, it is clear that the microstructure and the austenitic grain size have been modified by adding a certain amount of Ce in the weld metal. Ce can suppress the formation of PF, SPF and GF, and on the contrary, promote the formation of AF and decrease austenitic grain size in FCB weld metal.
According to the lattice mismatch formula 16 : δ = Δα/α, where δ is the disregistry, Δα is the difference of lattice constant and α is the lattice constant. Ce added liquid weld metal consists non-metallic inclusions like Ce2S3, CeS and Ce2O2S, all of which have a good coherency with δ-Fe. In addition, these Ce2S3, CeS and Ce2O2S inclusions are also convenient for the nucleation of δ-Fe as well. Little lattice mismatch attributed to the hindering of the δ-Fe from growing too large in FCB weld metal, and hence, small δ-Fe grains resulted in small austenite and AF grains when cooling down. Furthermore, the high density of tiny oxides/oxysulphide inclusions of Ce, the diameter of which is < 1.0 μm, in samples WM2–WM4 promoted the nucleation of AF and finally caused the increase in AF proportion in weld metal. All in all, Ce can prohibit the overgrowing of austenite grains and the AF grains as well.
Mechanical properties of weld metal
From the results of mechanical test in Table 9, the tensile strength, elongation rate and the charpy impact energy under 0 and − 20°C are much higher of samples WM2–WM4 than those of WM1. Ce can not only refine the austenite and AF grains but also effectively increase the proportion of AF and suppress the formation of PF and SPF in the microstructure. All of these characteristics of Ce can improve the tensile strength and toughness of FCB weld metal. However, when the content of Ce reached 0.072% in WM4, its elongation rate and impact energy did not rise but became much lower than WM2 and WM3. It can be explained by the excessive Ce could not only coarse the inclusions and austenitic grains but also increase the formation of PF and SPF instead of AF (Fig. 4d and Table 8).
Mechanical properties of weld metals

Figure 5 shows the SEM images on fracture morphologies of impact tested weld metals of samples WM1–WM4 at − 20°C. Both cleavage fracture and ductile fracture can be observed on the fracture surface of WM1 (Fig. 5a), which caused the relatively low impact energy in the test. A typical ductile fracture morphology can be found on samples WM2–WM4, and this can increase the impact energy to certain extent, especially on WM3. From Fig. 5c, the size of the dimples formed on WM3 is much smaller than others (Fig. 5a, b and d ). Most of the dimples are < 1 μm in size, which give rise to the favorable ductile property of WM3 under impact loading. In addition, WM3 has >76% of AF, which has a high angle boundaries property and high dislocation densities in grain, and it will take high energy for microcracks to cross AF grains. As a result, the impact energy tested on WM3 was the highest, comparing to the other three.
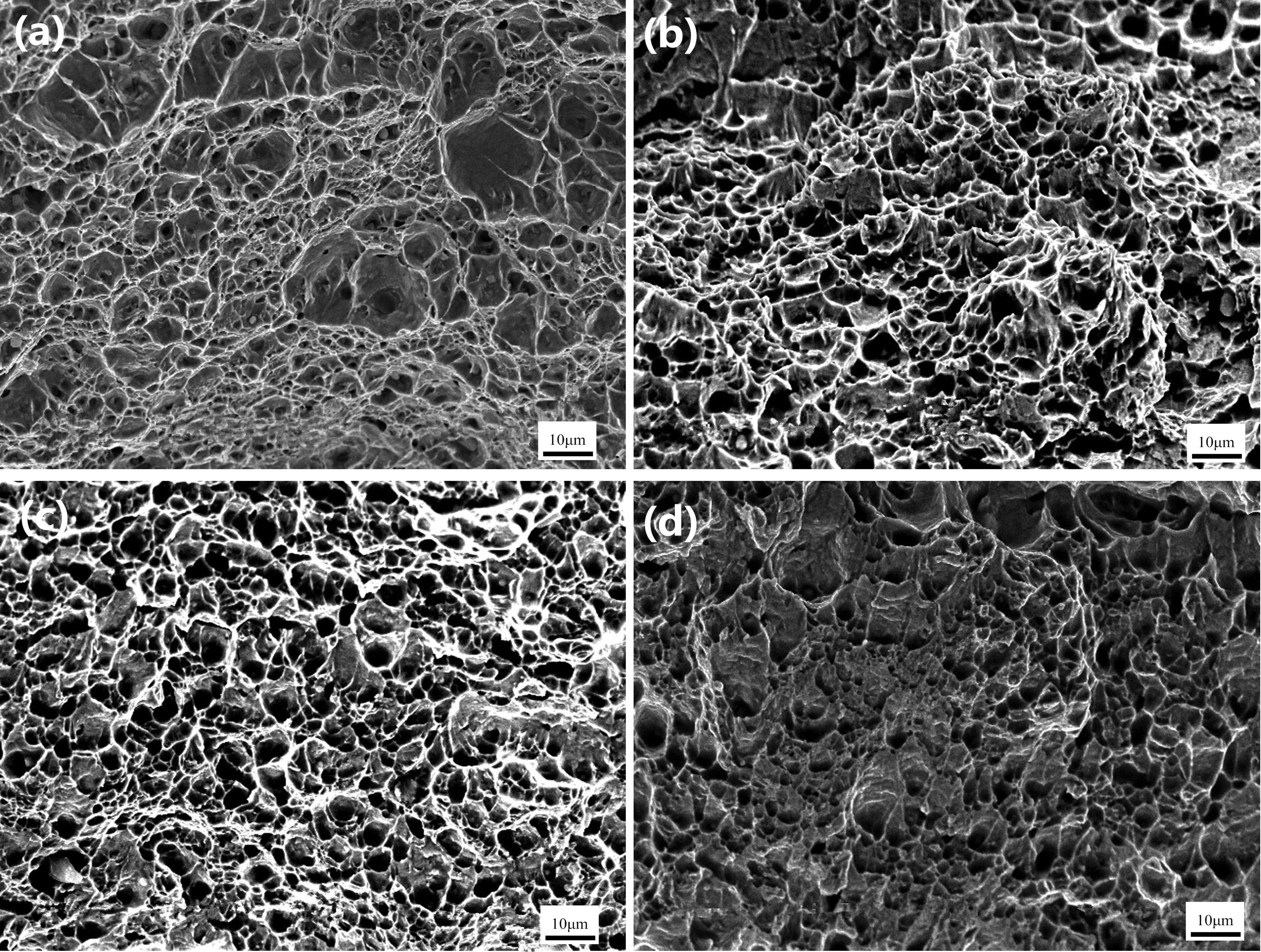
a WM1; b WM2; c WM3; d WM4
Nucleation mechanism of AF
As mentioned in the section on ‘Inclusions in weld metal’, there are many 0.5–1.5 μm inclusions that are composed of Ce2O2S, Ce2S3 and CeS in FCB submerged arc welding metal with Ce. According to theory of small lattice disregistry,12, 17smaller mismatch between inclusions and α-Fe will lower the distortion energy for AF to nucleate on inclusions. The lattice constant of α-Fe is 0.2886 nm, while Ce3S4 has three times as much as α-Fe with a constant of 0.8625 nm, and CeS has twice as much as α-Fe with 0.5778 nm lattice constant. Ce2O2S is a CeO·CeS complex, the lattice of which is also twice as much as α-Fe. In this case, the degree of mismatch is relatively low between Ce2O2S, Ce2S3, CeS inclusions and α-Fe. The distortion energy decreased as well and this benefit the nucleation of AF on those inclusions.
Conclusions
In this study, the effect of Ce on the inclusions, microstructure and mechanical properties in FCB weld metal was investigated. The results can be summarised as follows.
Under the influence of the welding arc, CeO2 was decomposed and ionised, released oxygen reacted with C, Si and Mn in welding process. With the addition of Ce, the proportion of the inclusions, the diameter of which are < 1.0 μm, considerably increased and the average diameter of the inclusions decreased in the welding metal. Energy dispersive spectroscopy spectra show the inclusions of the Ce added weld metal are mainly composed of Al2O3, MnO, SiO2, TiO, Ce2S3, CeS, Ce2O2S and Ce2O3.
With the addition of Ce, AF nucleated on the oxides and oxysulphides of Ce in austenite, suppressed the formation of PF and SPF at the austenitic grain boundaries in the competitive nucleation. The tests in this study show the proportion of AF can approach 76.7%, when the content of Ce in weld metal is 0.038% (WM3).
Ce refined the grains of the high heat input FCB weld metal, increased the proportion of AF and improved the toughness of weld metal.
The mechanism of nucleation of AF in Ce added high heat input FCB welding metal is a small lattice disregistry between CeS, Ce3S4, Ce2O2S and α-Fe, which leads to relative low energy for AF to nucleate on the these inclusions. As a result, CeS, Ce3S4 and Ce2O2S can induce AF to be generated in large amounts.
Acknowledgements
This research is supported by the National Natural Science Foundation of China and Baoshan Iron & Steel Co., Ltd (no. U1260103) and the Provincial Key Laboratory of Advanced Welding Technology, Jiangsu University of Science & Technology.