
Abstract
The microstructure, microhardness, tensile properties, deformation and fracture behaviour of the Nd:YAG laser welded dissimilar joints between 780 and 980 MPa dual phase steels over a wide strain rate range were investigated. The welded joint shows hardening in fusion zone, supercritical and intercritical heat affected zones and softening in subcritical heat affected zones. For the dissimilar welded joint, the changing trend of the ductility is similar to those of the base metals with respect to the strain rate. The reason for the strain rate sensitivity of the failure location of the welded joint is that the major factor influencing the failure location changes from the content of ferrite to the content of ferrite/martensite interface with increasing strain rate.
Keywords
Introduction
In the highly competitive automotive market along with the energy and environment concerns, the automotive manufactures are continuously looking for methods to reduce fuel consumption and CO2 emissions. 1 This can be achieved via an effective weight reduction of vehicles by employing high strength steels like high strength low alloy steels and even more so by advanced high strength steels (AHSSs) which also improve the crash performance of the automotive body parts.2-5 Among all advanced high strength steels, dual phase (DP) steel is of particular interest due to the optimum combination of strength and formability, which is attributed by its unique microstructure consisting of a continuous soft/ductile ferrite matrix embedded with hard martensite phase.6, 7
Laser welding process is very well used in modern technology, for example, in automotive industry besides resistance spot welding, with regard to other welding process. Even with its certain disadvantages, this process gives many facilities in manufacturing engineering such as deep penetration with precise narrow welds, very small heat affected zone (HAZ), low heat input, very short times welding processing, high productivity, small distortion level, no secondary processing, etc. 8 Laser welding processes of certain grades of steels, mainly thin sheets assemblies or tailored welded blanks, have given many successful advantages in automotive industry.9, 10 Laser welding plays a significant role in determining the final mechanical properties of the steels. It is thus important to understand the metallurgical and mechanical phenomena involved in the welding of DP steels, especially the dissimilar combination of materials and thickness.
The dynamic tensile properties of the automotive materials are important since the range of the strain rate is several tens to hundreds per second under 500 s− 1 in a real car crash at which strain rates the dynamic responses of the material are different from the static ones.11, 12 The yield stress (YS), ultimate tensile strength (UTS) and total elongation (TE) of the steel sheets highly depend on the strain rate in most cases. Laser welding of the DP steels has been extensively studied.13-26 Heterogeneity of microstructures and mechanical properties across a welded joint (WJ) brought about by the laser welding process may greatly change the deformation behaviour of the WJ and thus change the overall properties of the welded components, which would create potential safety and reliability issues under the dynamic loadings. Laser welding of the DP steels is well documented in the literature but has been mostly focused on the WJ subjected to the quasi-static loadings. However, there is little work on the high strain rate dynamic mechanical behaviour of the WJ of the DP steels, such as the effect of the microstructure heterogeneity on the tensile properties, deformation and fracture behaviour.
In this regard, the authors have recently reported studies on the dynamic mechanical behaviour of DP steels 27 and the WJs fabricated by laser welding in the similar combination of materials and thickness.28–30 The present work is an extension of the previous work, which was aimed at characterising the Nd:YAG laser welded DP steel joints in a dissimilar material combination of DP780 and DP980 steels with respect to the microstructural and microhardness change, tensile deformation and fracture behaviour over a wide strain rate range.
Experimental
DP780 and DP980 steels with the thickness of 1.4 mm were used as the base metals (BMs) in this study. The chemical compositions of the DP780 and DP980 steels are Fe–0.085C–0.183Si–2.083Mn–0.008P–0.002S (wt-%) and Fe–0.090C–0.130Si–2.070Mn–0.010P–0.001S (wt-%) respectively. The microstructures of the steels as received are given in Fig. 1. The volume fractions of martensite in the BMs of DP780 and DP980 steels are 32 and 45% respectively, which were estimated using an image analysis tool of FEI, the NanoSEM 450 field emission scanning electron microscope.
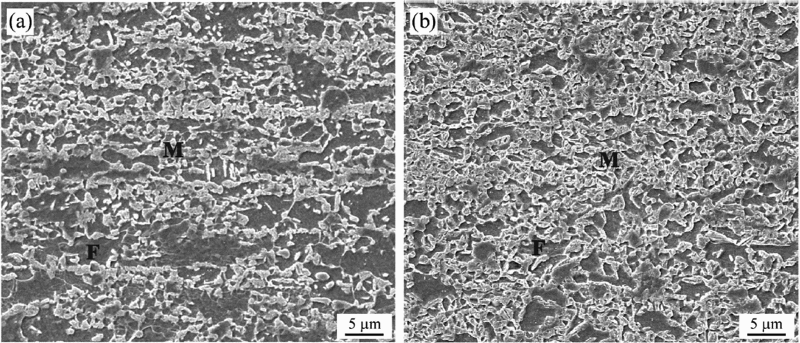
a DP780 BM; b DP980 BMMicrostructures of as received DP steels (F: ferrite; M: martensite)
The WJs were fabricated by laser butt welding 65 × 50 mm sheets in a dissimilar material combination of DP780 and DP980 steels using a pulsed Nd:YAG laser system with wavelength of 1064 nm (JHM-1GY-700). The maximum mean power of the laser system is 700 W. Welding was performed perpendicular to the rolling direction of the sheets. High purity argon (99.99%) shielding gas was supplied to the top surface of the specimens at a flowrate of 22 L min− 1. The optimised process parameters are listed in Table 1. With such parameters, joints free of volumetric defect and lack of penetration are fabricated.
Nd:YAG laser welding parameters for dissimilar DP780/DP980 WJ

Metallographic specimens were cut from the weld cross-sections, which were prepared following the standard procedure and etched with 4% nital solution. The microstructure examination was carried out using a field emission scanning electron microscope. The Vickers microhardness was measured along the weld cross-section using a Wilson Wdpert 401MVD hardness tester. The load was 50 g, and the dwell time was 10 s.
Tensile testing specimens were sectioned from the DP780 and DP980 BMs and the dissimilar DP780/DP980 WJs according to the geometry and dimensions shown in Fig. 2. The specimens were machined in such a way that the welding line was positioned at the centre of the gauge length. For the investigated materials, only the rolling direction was considered for the tensile testing. Uniaxial tensile testing at the strain rates of the order of 10− 3, 10− 2, 10− 1 and 100 s− 1 was performed using a material testing machine (MTS810) at room temperature. The higher strain rate (ranging from 101 to 103 s− 1) tensile testing was performed using a servohydraulic high speed tensile testing machine (Zwick HTM5020) at room temperature. Each of the testing conditions was repeated three times. A piezoelectric type load cell was used, and the stress under the dynamic loadings was measured by the strain gauge attached at the grip section of the specimen, as illustrated in Fig. 2. The strain of the specimen was calculated from the displacement of the crosshead measured by the linear displacement transducer. The data synchronous acquisition of dynamic load, displacement, strain and loading rate was performed at a natural frequency of 1 MHz during the dynamic tensile testing. The tensile properties under quasi-static and dynamic loadings were characterised in terms of the YS, UTS and TE.
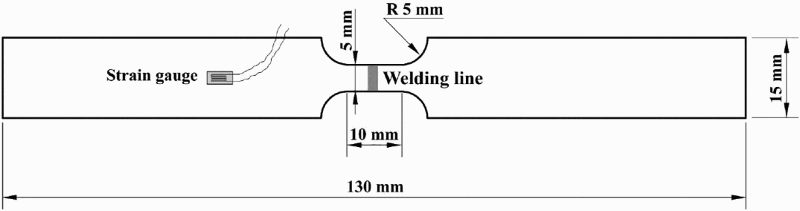
Schematic illustration showing geometry and dimensions of tensile specimens
The tensile failure locations of the WJ at various strain rates were examined using a high precision measuring microscope (Olympus SZ61). The fracture surfaces of the investigated materials were observed using SEM.
Results and discussion
Microstructure
The overall view of the cross-section and the microstructures at different welding zones of a typical laser welded dissimilar DP780/DP980 joint are shown in Fig. 3. The cross-section of the WJ showed a significant microstructural change, indicating the formation of the middle fusion zone (FZ), two adjacent HAZs and the unaffected BMs (Fig. 3a).
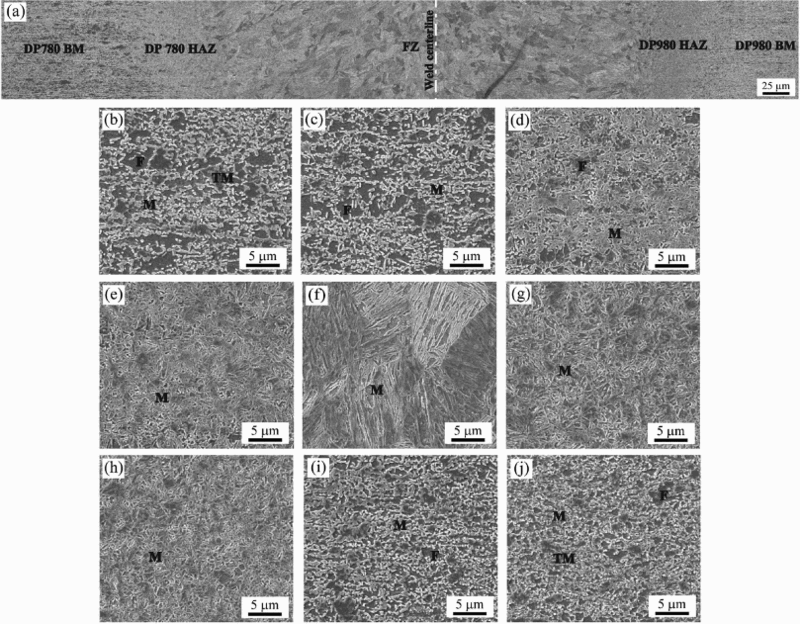
a overall view of cross-section; b DP780 subcritical HAZ; c, d DP780 intercritical HAZ; e DP780 supercritical HAZ; f FZ; g DP980 supercritical HAZ; h, i DP980 intercritical HAZ; j DP980 subcritical HAZImages (SEM) showing microstructural change of dissimilar DP780/DP980 WJ (F: ferrite; M: martensite; TM: tempered martensite)
The regions next to either side of the FZ are the HAZs, which contained the supercritical HAZ, the intercritical HAZ and the subcritical HAZ. 28 On both sides of the DP780 and DP980, the supercritical HAZs exhibited fully martensite microstructure (Fig. 3e and g) due to the fact that the peak temperature of the regions was between the Ac3 temperature and the melting temperature of the steel during the welding process. The microstructure transformed into austenite upon heating and then it transformed back to martensite because of rapid cooling involved in the Nd:YAG laser welding. In the intercritical HAZ, the microstructure examination revealed the presence of the fine martensite and ferrite (Fig. 3c, d, h and i ). With increasing distance from the weld centreline, the volume fraction of the ferrite increased, whereas that of the fine martensite decreased. The temperature experienced by the materials was between the Ac1 and Ac3 temperatures in this region, which caused the microstructure to be partially transformed into austenite upon heating and formed martensite during cooling with the untransformed ferrite matrix. Increasing peak temperature resulted in an increase in austenite, which transformed into martensite due to rapid cooling rate. As a result, the supercritical HAZ showed an increased fraction of transformed martensite as compared to the intercritical HAZ. In the subcritical HAZ, the peak temperature was below the Ac1 temperature, resulting in tempering of martensite.
Figure 4 is the SEM images with high magnification showing microstructures of the subcritical HAZs of the dissimilar DP780/DP980 WJ. It showed that some of the pre-existing martensite in the BM had decomposed to form visible carbides. It has been shown that the precipitated carbides adopted in a stoichiometric form of M3C (M = Fe, Mn, Cr) type cementite. 31 Precipitation of fine inter- and intralath cementite can be observed in the tempered martensite (Fig. 4). It should be noted that more martensite decomposition occurred in the subcritical HAZ at the DP980 side than at the DP780 side as illustrated in Fig. 4. A patchwork of martensite decomposition was observed within some martensite grains at the DP780 side, whereas massive decomposition of the martensite throughout the microstructure was observed at the DP980 side.
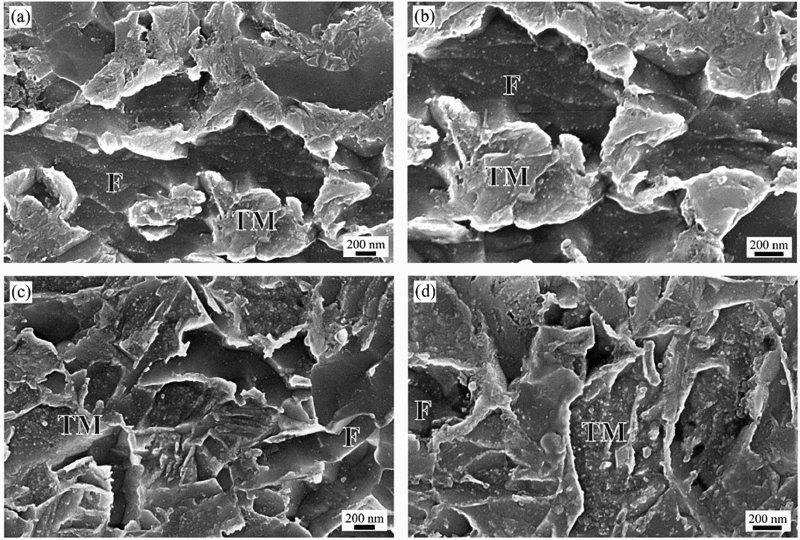
a, b DP780 subcritical HAZ; c, d DP980 subcritical HAZMicrostructures of subcritical HAZs in dissimilar DP780/DP980 WJ showing martensite tempering (F: ferrite; TM: tempered martensite)
The FZ microstructure consisted predominately of lath martensite (Fig. 3f ), as a result of the rapid cooling of the weld pool containing mixed DP780 and DP980 steels during the welding process.
Microhardness
The typical microhardness profile on the weld cross-section of the DP780/DP980 WJ is illustrated in Fig. 5. As expected by the presence of a fully martensite microstructure, the hardness of the FZ was higher than that of both BMs. The hardness in the BMs was nearly constant. As expected, the DP980 BM exhibited a higher hardness than the DP780 BM due to the higher martensite content. The maximum hardness of the WJ was observed to occur at the boundary between the FZ and HAZ on the DP980 side.
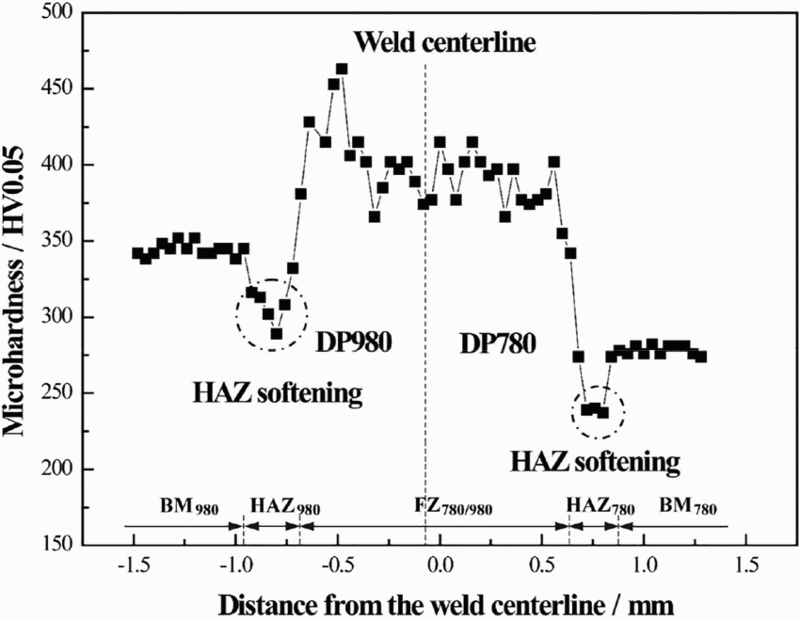
Microhardness profile of dissimilar DP780/DP980 WJ
Two hardness valleys were observed in both DP780 and DP980 subcritical HAZs, where the hardness locally dropped below that of the corresponding BMs. These subcritical HAZs formed ‘softened zones, as indicated in Fig. 5. Heat affected zone softening is unavoidable in DP steels and occurs in the tempered or subcritical HAZ where the temperatures experienced during welding do not exceed the Ac1 temperature of the material. 31 As can be seen, the softened zone at the DP980 side was sharper than that at the DP780 side, indicating more severe softening effect at the DP980 side. This was attributed to the vanishing and tempering of more pre-existing martensite at the DP980 side. Much work has been carried out to characterise the HAZ softening. It has been determined that this phenomenon is affected by the martensite content in microstructures, and the potential hardness difference between the softened HAZ and the BM is proportional to the steel martensite content. 33 This is to be expected, as the DP780 and DP980 steels have different martensite contents, which determined the maximum hardness drop (56 HV at the DP980 side, whereas 43 HV at the DP780 side). It should be noted that, although the softening degree was more severe at the DP980 side, the lowest hardness value across the entire dissimilar WJ was still positioned in the subcritical HAZ at the DP780 side (Fig. 5).
Stress–strain behaviour and tensile properties
In the quasi-static and dynamic tensile testing, the DP780 and DP980 BMs and the dissimilar DP780/DP980 WJ were investigated at the strain rates ranging from 0.001 to 1042 s− 1. Representative engineering stress–strain curves of the investigated materials are presented in Fig. 6.
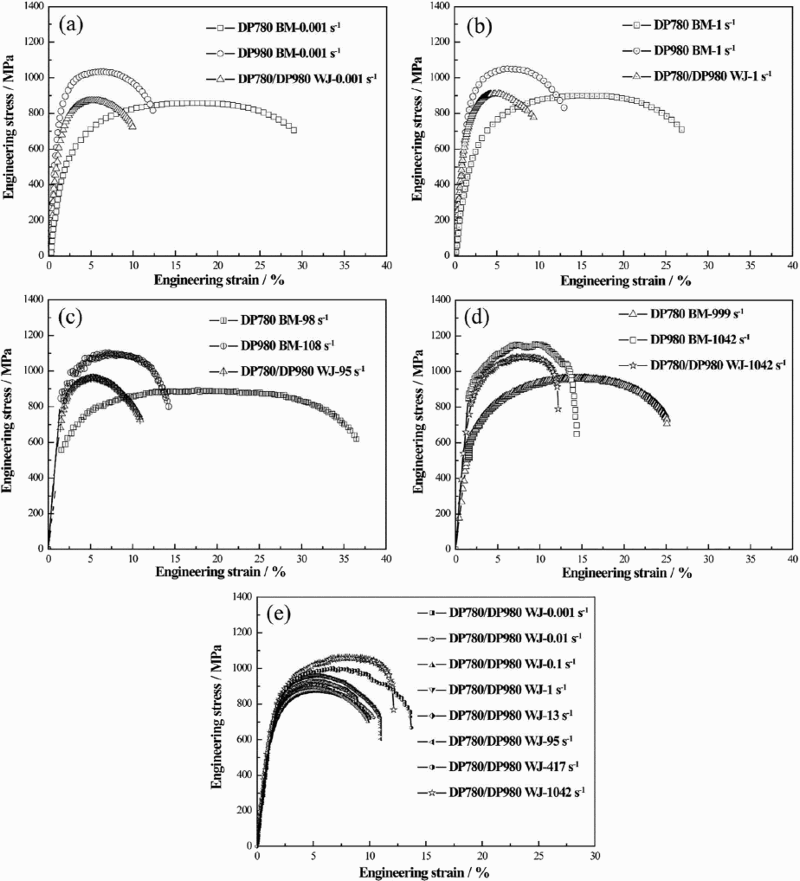
a 0.001 s− 1; b 1 s− 1; c ∼100 s− 1; d ∼1000 s− 1; e 0.001–1042 s− 1Representative engineering stress–strain curves of DP780 and DP980 BMs, and dissimilar DP780/DP980 WJ at various strain rates
The YS and UTS of the DP780 and DP980 BMs and the dissimilar WJ are listed in Table 2. Ductility is the parameter that appears the most strain rate sensitive. It can be quantified from TE and reduction area measurements (Table 2).
Tensile properties of DP780 and DP980 BMs and dissimilar DP780/DP980 WJ at various strain rates
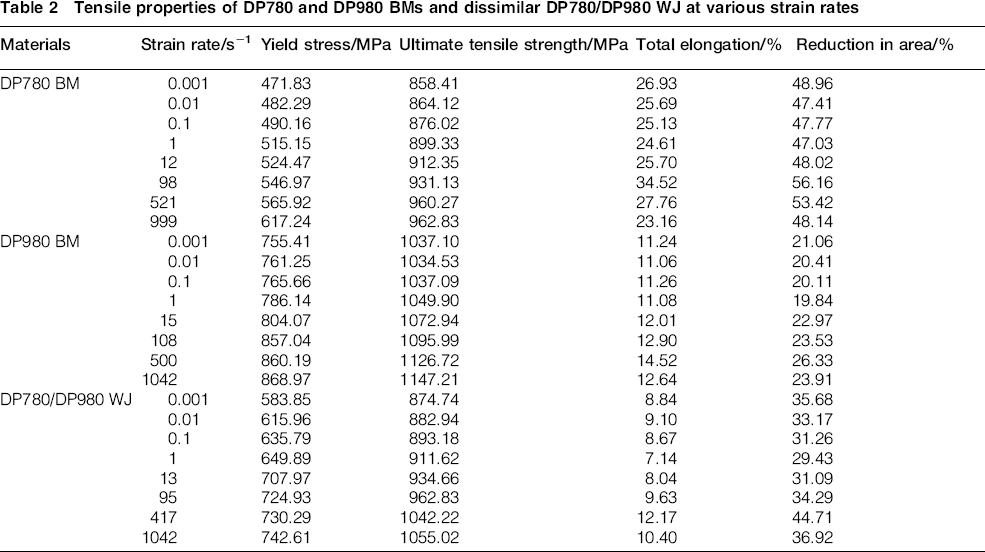
From Fig. 6 and Table 2, it can be concluded that the YS and UTS of the dissimilar DP780/DP980 WJ were lying in between those of the DP780 and DP980 BMs for the whole strain rate range. However, the ductility of the WJ in terms of TE was much lower than those of the BMs due to the structural effect of the specimen. Considering reduction area, which concerns the fracture zone, the values of the dissimilar WJ were lying between those of the DP780 and DP980 BMs. All investigated materials exhibited the increasing YS and UTS with the increase in the strain rate, indicating the positive strain rate dependence on the strength. However, the ductility of the BMs and the dissimilar WJ of the DP780 and DP980 steels in terms of TE decreased with increasing strain rate at the strain rate range from 0.001 to 1 s− 1 and then increased up to the strain rate ranging from 100 to 500 s− 1, but decreased again with further increasing strain rate. Compared with the results obtained under quasi-static loading conditions, the ductility of the materials was improved at higher strain rates (100–500 s− 1). The enhanced ductility at higher strain rates resulted from that the positive strain rate sensitivity extended the post-uniform elongation due to the increased strength of necking zone by higher strain rates. 28 Furthermore, the increase in ductility at higher strain rates was also related to the thermal softening of the matrix caused by deformation induced adiabatic temperature rise. 33 When the strain rate was higher than 100 s− 1 for the DP780 BM or 500 s− 1 for the DP980 BM and DP780/DP980 WJ, the ductility of the investigated materials decreased again. This should be related to the fact that the loss of ductility resulting from the strain rate hardening effect was larger than the profit of ductility caused by the delay of the propagation of strain localisation and the thermal softening of matrix.
Failure location and fractography
Figure 7 shows the typical top view of the failure locations of the dissimilar DP780/DP980 WJ at various strain rates. It indicates that the tensile failure location of the WJ changed obviously as the strain rate increased.
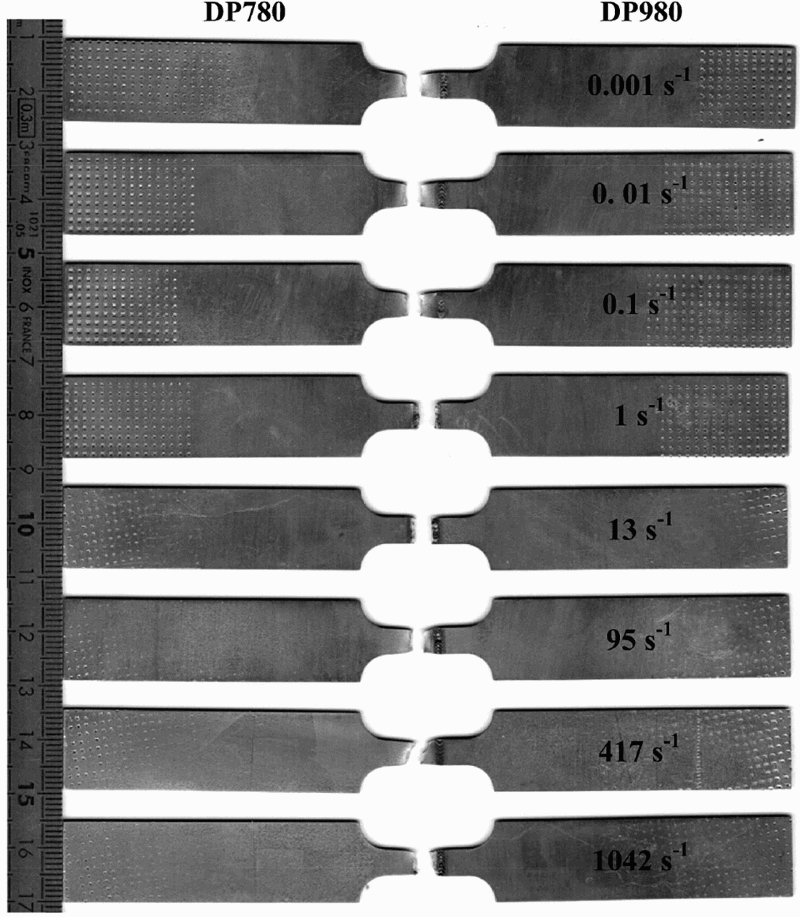
Top view showing tensile failure locations of dissimilar DP780/DP980 WJ at various strain rates
Observation and measurement of the failure location was performed using a high precision measuring microscope, and the results of the change of distance from the weld centreline with the strain rate of the WJ are shown in Fig. 8. It can be observed that the tensile failure occurred in the DP780 BM, and the distance of the failure location from the weld centreline decreased with increasing strain rate under the quasi-static loading condition at the strain rate ranging from 0.001 to 0.1 s− 1. When the strain rate increased up to 1 s− 1, the failure location changed from the DP780 BM to the FZ of the WJ. As the strain rate continued to increase more than 100 s− 1, the failure location deviated from the weld centreline of the WJ and entered into the HAZ at the DP780 side.
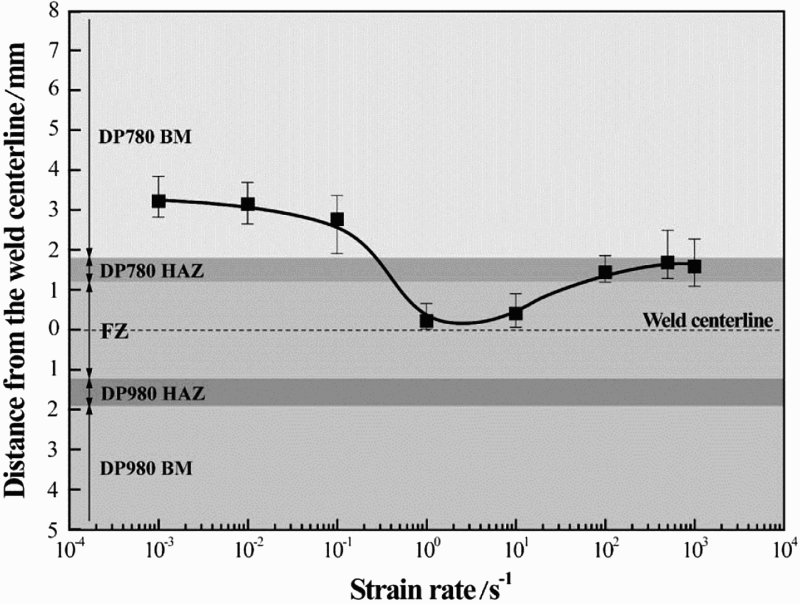
Change of tensile failure location with distance from weld centreline of dissimilar DP780/DP980 WJ
At the lower strain rate ranging from 0.001 to 10 s− 1, the plasticity of the region with lower ferrite content of the WJ was worse. An increasing strain rate resulted in a larger strain rate sensitivity of the region, which led to the failure location occurring in the FZ of the WJ at the strain rates of 1 and 10 s− 1. As the strain rate continued to increase more than 100 s− 1, the major factor influencing the failure location of the WJ changed from the ferrite content into the ferrite/martensite interface content. 29 Then, the region with higher content of ferrite/martensite interface in the DP780 HAZ became the final failure location of the dissimilar DP780/DP980 WJ. Although the degree of softening was more severe at the DP980 side, the lowest hardness value across the entire dissimilar WJ was still positioned in the subcritical HAZ at the DP780 side. This is the reason why the tensile failure location occurred at the DP780 side of the WJ after tensile testing at various strain rates.
The strain rate sensitivity of the tensile failure location has no significant effects on the overall tensile properties of the DP780/DP980 WJ due to the small size of the FZ and HAZ formed during Nd:YAG laser welding. With increasing strain rate, the WJ shows a similar trend of the changes in the tensile properties with those of the DP780 and DP980 BMs over the whole strain rate range as seen in Fig. 6 and Table 2.
Typical SEM images of the fracture surface of DP780 and DP980 BMs and the dissimilar DP780/DP980 WJ at various strain rates are presented in Fig. 9. Ductile type of failure mode was represented by cup-like dimple fracture, which was the main feature of the fracture surface. The various failure locations have no significant effect on the fractographs of the BMs and WJ of the DP steels. As the strain rate increased, the fracture surface morphologies of the BMs and WJ were observed to be practically the same, indicating that the ductile fracture mode did not change with the strain rate.
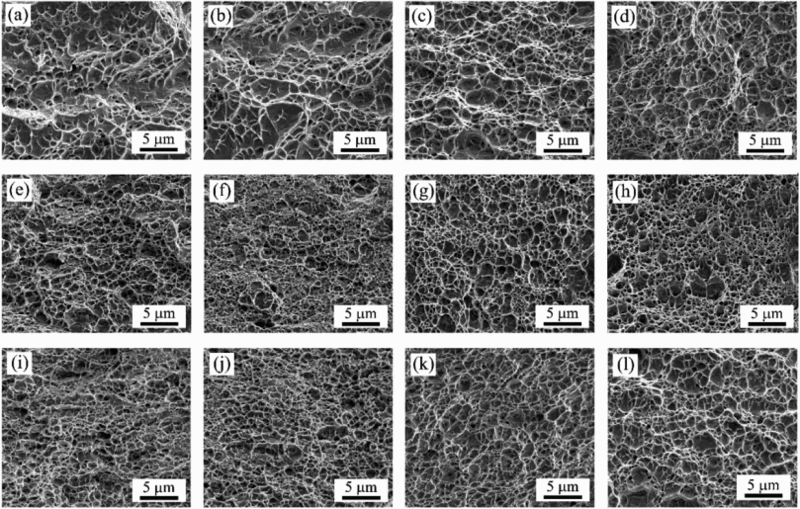
a DP780 BM at 0.001 s− 1; b DP780 BM at 1 s− 1; c DP780 BM at 98 s− 1; d DP780 BM at 999 s− 1; e DP980 BM at 0.001 s− 1; f DP980 BM at 1 s− 1; g DP980 BM at 108 s− 1; h DP980 BM at 1042 s− 1; i DP780/DP980 WJ at 0.001 s− 1; j DP780/DP980 WJ at 1 s− 1; k DP780/DP980 WJ at 95 s− 1; l DP780/DP980 WJ at 1042 s− 1Images (SEM) of fracture surfaces of DP780 and DP980 BMs, and dissimilar DP780/DP980 WJ at various strain rates
Conclusions
Dissimilar WJs of 1.4 mm thick DP780 and DP980 steels were produced by Nd:YAG laser welding in butt configurations. Based on the characterisation of the microstructure, microhardness and tensile deformation and fracture behaviour of the WJ, the conclusions can be drawn as follows.
The microstructural change across the dissimilar DP780/DP980 WJ resulted in a significant hardness increase in the FZ, supercritical and intercritical HAZs, as well as hardness decrease in the subcritical HAZs. The lowest hardness across the entire dissimilar WJ was positioned in the subcritical HAZ at the DP780 side, although the softening degree was more severe at the DP980 side. The YS and UTS of the dissimilar DP780/DP980 WJ were lying in between those of the DP780 and DP980 BMs, and all materials exhibited positive strain rate dependence on the YS and UTS. As for the dissimilar DP780/DP980 WJ, laser welding led to an overall reduction in the ductility, whereas it exhibited a similar changing trend of ductility to those of the DP780 and DP980 BMs with respect to the strain rate over the whole strain rate range. The tensile failure location of the dissimilar DP780/DP980 WJ was sensitive to the strain rate and occurred at the DP780 side at all strain rates. The reason for the strain rate sensitivity of the failure location of the WJ was that the major factor influencing the failure location was the ferrite content when the strain rate was lower than 10 s− 1, whereas at higher strain rate, the content of ferrite/martensite interface became the dominant factor influencing the failure location. The fracture surfaces of the DP780 and DP980 BMs and the dissimilar DP780/DP980 WJ were mainly characterised by the cup-like dimple fracture, and this typical ductile type of facture did not change with increasing strain rate.
Footnotes
Acknowledgement
This work was financially supported by the National Natural Science Foundation of China (grant no. 51101029). The authors would also like to thank the financial support from Specialized Research Fund for the Doctoral Program of Higher Education of China (grant no. 20110042120025), Fundamental Research Funds for the Central Universities of China (grant nos. N130405002 and N130410001) and the Natural Science Fund of Liaoning Province (grant no. 2014020034).