
Abstract
Commercial grade pure titanium containing palladium (Ti-Grade 17) may be used for transuranic waste containers. The long term integrity of Ti-Grade 17 against corrosion was studied in the concrete permeated alkaline sodium water environment of 0·6 mol [Cl−]+0·223 mol [OH−] at various temperatures up to 80°C. The study focused on the stability of the passive oxide film, the susceptibility to crevice corrosion and cracks in the titanium hydride (TiH2) layer. General corrosion depth for sustained passivation may be determined as i pass times the evaluation period of 104 years, with addition of the electric quantity for the destruction and repair of passivation film. Crevice corrosion sensitivity is not affected by processes such as welding, cold work and heat treatment. Cathodic reactions essential for maintaining the passive state produce hydrogen that, to some extent, is adsorbed to form a hydride layer. This layer subsequently undergoes cracking to cause reduction in the critical hydride layer thickness δ c of 10 μm. The crack depth becomes as much as 100 μm at 2000 years.
Keywords
Introduction
An innovative transuranic (TRU) waste container has been developed as an alternative option made of titanium to serve as the outer corrosion resistance layer and carbon steel as the inner structural supportive layer.1 Of primary consideration in this undertaking was the evaluation of long term integrity, such as a period of 60 000 years, of resistance towards corrosion of candidate commercial grade pure titanium containing palladium, a Ti-Grade 17 (Ti–0·06Pd) welded structure placed in a deep underground bedrock filled with sea water origin deep underground water that contains concrete permeated alkaline sodium of 0·6 mol L−1 [Cl−]+0·223 mol L−1 [OH−]all (0·0143 mol L−1 (saturated) Ca(OH)2+0·103 mol L−1 NaOH+0·106 mol L−1 KOH) up to 80°C, in which exothermic reactions of TRU repository waste occur.
The peak surface temperature of the waste containers reaches a maximum of 80°C, which serves to maintain the structural integrity of concrete structures in the repository, over a period of several decades subsequent to waste disposal. At 1000 years, the temperature will gradually have decreased to 40°C and eventually will diminish to 30°C, which is the steady underground temperature. The repository environment is considered to undergo oxidation for some hundreds of years from the onset due to the presence of oxygen gas entrapped underground water, which came from the surface along with the waste container during active operation. However, deep underground water is a total oxidiser by nature, since it has never been in contact with surface water containing dissolved oxygen. Thus, the reducing environment undergoes transition into an oxidising environment. In this study, attention was directed primarily to
the stability of the passive oxide film (TiO2) in contact with high alkaline as general corrosion loss and repassivation activity subsequent to breaking up of the passivation status by some internal or external factor
the susceptibility to crevice corrosion
cracks in the titanium hydride layer (TiH2).
Corrosion damage may possibly have an effect on processing histories such as cutting, bending, welding and stress relief heat treatment. Findings for a welded structure were compared with those for corrosion resistance of the base material.2
Candidate material structure
At the maximum temperature of 80°C and 0·6 mol L−1 [NaCl] at the early stage of disposal, commercial grade pure titanium (Ti-Gr.1) showed crevice corrosion sensitivity. Sufficient corrosion resistance was noted with the addition of palladium over 0·01% and did not decrease with the application of welding.2 Standardised Ti-Gr.17 containing 0·06%Pd (Ti–0·06Pd) was thus selected as the candidate material.
The outer cylindrical diameter of the container was 490 mm, the thickness of the high corrosion resistance layer of Ti-Gr.17 was 6 mm and the structural strength layer of carbon steel was 19 mm, so that the flexural strain of the surface was ∼6%. Cold working by as much as 20% was thus carried out by rolling. Tungsten inert gas (TIG) welding and yttrium aluminium garnet laser beam welding were conducted.
Figure 1 shows the optical microstructure of a cutting section subsequent to TIG welding of a 20% cold rolled Ti-Gr.1 base plate. Hardness increased with cold working up to HV164 (50 N). The structure of the heat affect zone (HAZ) was annealed by TIG welding. Welded material (depo) grain grew, but no grain boundary precipitates could be seen in either depo or HAZ. Grain crystals underwent considerable distortion with cold rolled working, but recovery from longitudinal deformation of grain crystals was achieved with heating by welding. The microstructure was annealed by heating at 600°C/4 h. Hardness was recovered as HV114 (50 N) as shown in Fig. 2. However, the effects of welding may persist in the final filling joints; the heat treatment temperature of ∼600°C is just as post-weld heat treatment or stress relief for carbon steel structure.
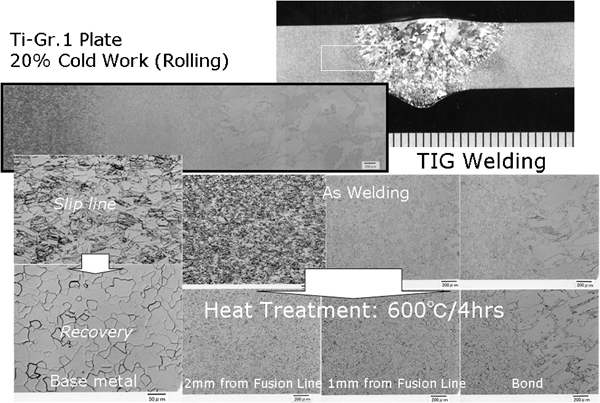
Optical microstructure after TIG welding of 20% cold rolled Ti-Gr.1
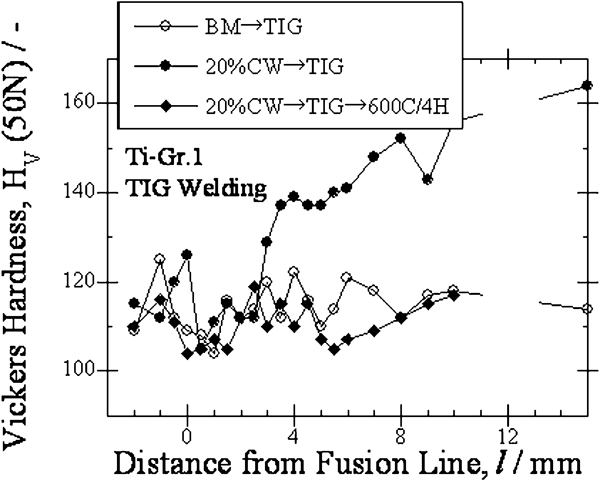
Effects of welding, cold work and heat treatment on hardness
Passive oxide film stability
Based on the temperature dependence of the corrosion rate of titanium alloys of immersion test data over a period of 1-10 months and the passive current density i pass as determined by potentiostatic tests conducted at an applied potential of +0·5 V(SHE), the corrosion rate was seen to increase with temperature.2 i pass was initially found to be 10−2 A m−2 (1 A m−2 = 0·86 mm/year) and then to gradually decrease to a stable 10−3 A m−2 over a period of several hundred hours. A low corrosion rate of 1 μm/year may be considered to be passivity.
i pass remained fixed with no effect from processing and was found to strongly depend on environmental factors such as temperature and [OH−]all.2 Thus, i pass (A m−2) may be expressed by equation (1) as a function of temperature and [OH−]all


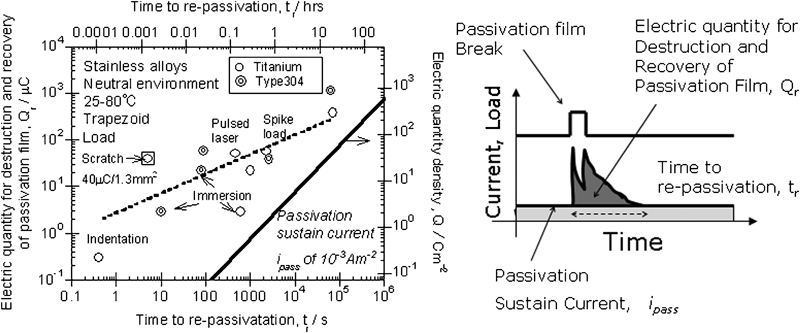
Electric quantity (density) for destruction and recovery of passive film Q r versus time to repassivation t r compared with electric quantity density based on i pass of 10−3 A m−2
Crevice corrosion susceptibility
Ti-Gr.1 may give rise to crevice corrosion susceptibility in neutral, 80°C, 0·6 mol L−1 [Cl−].4 The free corrosion potential E SP, which is the noblest immersion potential without any localised corrosion, exceeds the repassivation potential for crevice corrosion E R,CREV, which is the critical potential for initiating crevice corrosion. In a highly alkaline concrete permeated water environment, E SP decreases in accordance with pH as E SP = 0·223−0·0591 pH,4 E SP = +0·009 V(SHE), and E R,CREV increases to E R,CREV = +0·195 V(SHE). Consequently, E R,CREV becomes nobler than E SP, and thus, crevice corrosion would not occur in a moderately concrete permeation water environment of Ti-Gr.1 at 80°C. Crevice corrosion, once initiated, ceases to occur with the lapse of several hundred hours, as indicated by current to time measurements during the application of a constant potential for a specimen tightened by artificial crevice formers. The corrosion product of the titanium becomes a protection film as TiO2 very thinly covers the corrosion plane. Thus, Ti-Gr.17 that was experimentally selected in neutral 0·6 mol L−1 [NaCl] at 80°C (Ref. 2) is excessive conservative selection, and Ti-Gr.1 may not initiate crevice corrosion in a TRU container disposal environment.
The E R,CREV of the welded joints for Ti-Gr.1 and Ti-Gr.17 are shown in Fig. 4 along with those for the base metal in 0·3-3 mol L−1 [NaCl] at 60-100°C. Surface observation following E R,CREV measurements of Ti-Gr.1 TIG welded joints of 20% cold work materials in 0·6 mol L−1 [NaCl] at 80°C indicated that peculiar localised corrosion not to be initiated though for 20% cold worked base material and HAZ and welded metal to be present on the test in plane. Although E R,CREV for some welded joints is less than that of the base metal, the general tendency is the same as E R,CREV of base metal. With the effects of cold working up to 20%, the heat treatment of 600 or 800°C for E R,CREV also occurs under ±50 mV. The crevice corrosion susceptibility for satisfactorily welded joints is thus the same as that for the base metal. That is, commercial grade pure titanium (Ti-Gr.1) is shown to be usable, and even the passivation film of TiO2 that originated spontaneously from corrosion products by and the alkalinity of the environment due to the concrete is effectively used quite well.
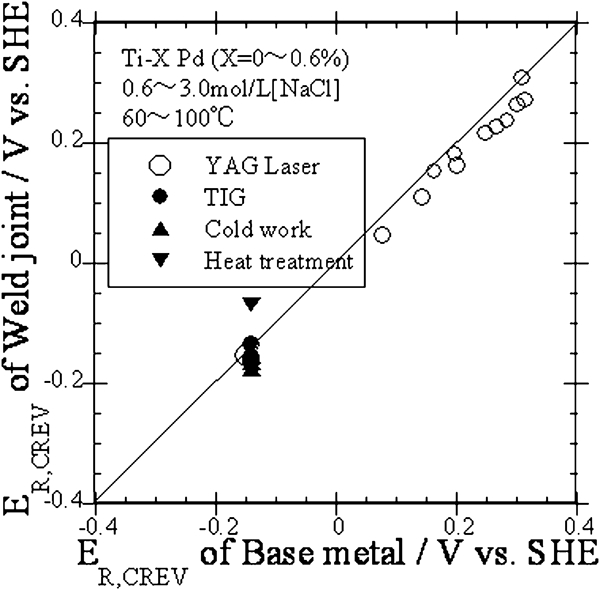
Effects of welding, cold work and heat treatment on critical potential for initiation of crevice corrosion E R,CREV
Cracks in titanium hydride layer
The surface of titanium is in a passive state even in a reducing environment. The cathodic reactions essential for maintaining the passive state produce hydrogen in small amounts, and some hydrogen is adsorbed by titanium, while the rest recombines to form hydrogen gas. The solubility limit of hydrogen in α-titanium is only 20-150 ppm.5 Excess hydrogen thus gives rise to a lath shaped hydride phase in α-titanium. When absorption takes place at higher temperatures such as 80°C and over, this hydride is formed uniformly throughout the titanium from the surface in contact with a solution, and the mechanical properties of titanium deteriorate to give rise to hydrogen embrittlement when the hydride content is in excess of hundreds of parts per million.
Layers of titanium hydride form when hydrogen is charged into the substrate alloy by cathodic reactions at a temperature of <80°C.6 At the initial state, lath shaped hydride forms randomly, and the individual hydrides form globular hydride phases or hydride colonies due to the increase in their growth. Globular hydrides and hydride colonies eventually unite to cover the entire surface in contact with a solution as a hydride layer. Greater layer thickness and crack formation consequently follow within the hydride layers. Crack formation occurs in the same manner as in the oxide layer.7
A hindrance to this model for the formation of the titanium hydride layer and crack initiation occurs when hydrides:
disperse within the material and no hydride layer formation takes place on the surface6
precipitate with priority on the twin grain boundary8
are formed in parallel on the surface with grain dilation by cold work9
are thickly formed and flake off.
The yield stress of the titanium hydride layer is ∼500 MPa,8 which exceeds twice that of the base material. The possibility of exfoliating with the internal strain of the thick titanium hydride layer is thus greater than in a situation where the hydride layer may be broken up at a tensile stress such as 200 MPa, which is the value for weld residual stress.10 Separate models should thus be established for such situations.
Galvanostatic uniaxial constant load (G-UCL) tests were conducted on Ti-Gr.17 at 80°C, 0·6 mol L−3 [NaCl] at an applied stress of 200 MPa. A model for hydride layer thickness δ (μm) and crack depth C d (μm) at an applied electricity density Q (MC m−2) (up to 60 MC m−2), electric charge time t (s) (up to 4000 h) and current density i c (mainly 4 A m−2) may be expressed as follows7







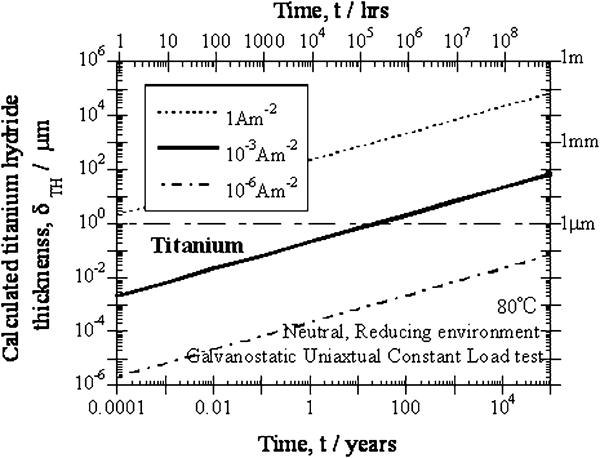
Calculated hydride thickness versus time as function of current density in neutral environment at 80°C
Lath shape hydride initiation, hydride layer formation and crack initiation status for cathodic current density i c (A m−2) versus electric charge density Q (MC m−2) are presented in Fig. 6. Based on G-UCL test results in a neutral environment:
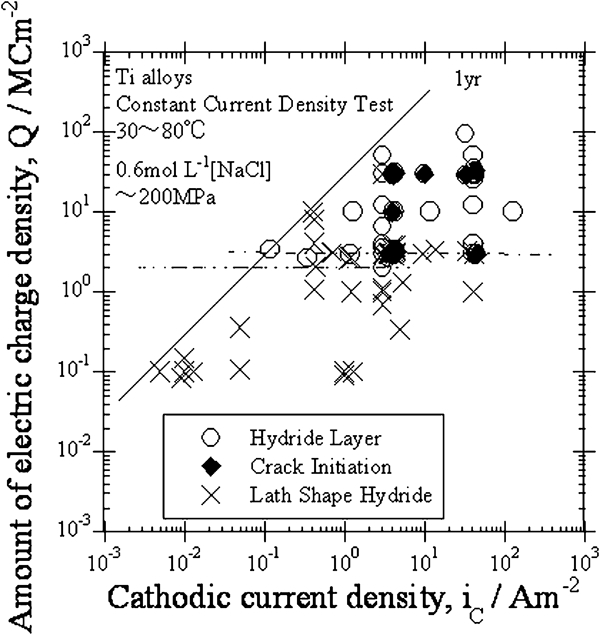
Critical hydride layer/crack initiate electric charge density Q condition on cathodic current density: amount of electric charge density domain by G-UCL test
the hydride layer was shown to form at an electric charge density in excess of 2 MC m−2
crack formation occurred on the hydride layer at an electric charge density exceeding 3 MC m−2
even when hydride layer formation took place with difficulty, the electric quantity was sufficient at low current density.
The effects of pH were examined by G-UCL, which indicated Q = 3 MC m−2 and i c = 4 A m−2

The hydride layer thickness diminished with the increase in pH, and there was no layer formation at pH = 13·5. Hydrogen is thus shown to be absorbed with difficulty in a highly alkaline environment.
Galvanostatic uniaxial constant load tests were conducted on a tensile specimen obtained from a Ti-Gr.17 joint welded at room temperature, 0·223 mol L−1 [OH−]all+0·6 mol L−1 [NaCl] and applied stress of 200 MPa. The holding current density was 0·5 A m−2, and the potential was ˜−0·8 V(SHE). The electric quantity was determined as 13·5 MC m−2, while the holding was 7500 h. The hydrogen absorption after the test was 28 ppm. TiH2 was confirmed present on a cross-sectional surface, but there was no hydride layer formation.
The threshold hydride layer thickness for crack initiation must thus be at least 10 μm,7 this being much greater than that of the oxide film destruction thickness of 1·4 μm12 for tarnish rupture (TR) type stress corrosion cracking (SCC). Cracks in the titanium hydride layer may differ somewhat from those of the SCC due to the tarnish rupture of the thick oxide film.
From the rate constant, A = 3·79×10−11 m s−2 in equation (8) with i pass = 10−3 A m−2 at 80°C, the dependence of the titanium hydride layer thickness on time was determined, and the results are given in Fig. 7. Hydride layer cracking took place at a critical hydride layer destruction thickness δ c. The crack depth will be 100 μm at 2000 years, and the hydride layer for δ c = 1 μm will start cracking at 22 years. It was determined that depths of δ c = 1 and 10 μm will occur at 22 and 2200 years respectively. The rate for the average hydrogen induced crack propagation da/dt H thus increases as δ c becomes smaller.
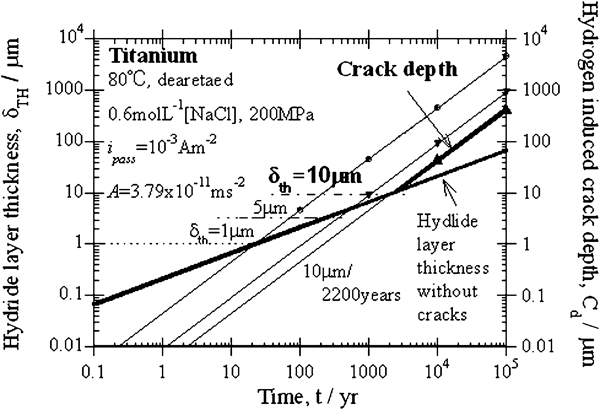
Model for hydride layer thickness and hydrogen induced SCC depth versus time model of titanium alloys at 80°C, deaerated sodium environment and A = 3·79×10−11 m s−2 case
Cracks in the titanium hydride layer in deaerated sodium at 80°C thus do not pose as a serious problem as corrosion loss of passivity material as long as the material has not incurred significant damage, such as large inclusions, weld cracks and heavy cold work. A crack depth of 1 mm will develop within 10-10 000 years depending on the conditions to which it is exposed, such as, in particular, the following:
neither the oxide film nor the hydride layer must change in quality over a long period
a highly alkaline environment is not maintained and is not easily absorbed
cracking does not occur until the hydride layer thickness has become ∼10 μm.
Conclusions
Commercial grade pure titanium containing palladium Ti-Gr.17 (Ti–0·06Pd) as the corrosion resistant layer in TRU waste disposal containers was examined and placed in a deep underground bedrock filled with a seawater origin deep underground water that contain concrete permeated alkaline sodium of 0·6 mol L−1 [Cl−]+0·223 mol L−1 [OH−]all (0·0143 mol L−1 (saturated) Ca(OH)2+0·103 mol L−1 NaOH+0·106 mol L−1 KOH) up to 80°C.
Titanium may sustain passivity at a simulated disposal site. The steady state passive current density i pass (A m−2) ( = 0·86 mm/year) may be expressed as

Crevice corrosion does not occur in a highly alkaline concrete permeation water environment of Ti-Gr.1 at 80°C. Thus, Ti-Gr.17 experimentally selected in the neutral condition is excessive conservative selection, and Ti-Gr.1 may not initiate crevice corrosion in a TRU container disposal environment.
Cathodic reactions essential for maintaining the passive state produce hydrogen in small amounts, and some hydrogen is adsorbed by titanium to form a hydride layer. The hydride layer thickness δ tends to be less in an alkaline region than a neutral environment. δ is proportional to the square root of the exposure time t 1/2. Hydride layer growth occurs in accordance with the equation
