
Abstract
This paper reports on the deposition of a fully dense and uniform Ni coating that is designed to improve the corrosion resistance of aeronautical structural alloy 30CrMnSi by application of pulsed jet plating from an additive containing nickel sulphate bath. As the deposition current density changed, the coating microstructure shifted from a cellular-like to a non-cellular one that was observed to have a dense, uniform and smooth surface. In addition, the preferred orientation became the (111) plane when the coating was deposited with an optimum current density of 39·8 A dm−2. Deposition of a dense and uniform nickel coating resulted in a significant increase in the corrosion resistance of 30CrMnSi. Significantly, nickel with (111) preferred orientation on 30CrMnSi had a higher corrosion resistance compared with bare 30CrMnSi, a conventional nickel plate coating on 30CrMnSi as well as nickel with (200) preferred orientation on 30CrMnSi.
Introduction
Nanostructured materials have been the subject of intensive research because of their unique properties, including novel corrosion resistance.1,2 Among common techniques for preparation of nanostructured pure metals, electrodeposition is known for producing protective coatings for surface engineering. 3 3,4 However, there have been concerns about relatively low deposition rates that have limited further practical application for production of comparatively thick coating. Hence, considerable efforts have been made to promote plating efficiency in the last decade.3 – 5
Jet plating, as a high speed electroplating technique with special flow characteristics, has been used for local coating on an unmasked cathode. During this form of deposition process, electrolyte is impinged from the jet nozzle onto a cathode surface directly, as the electric current travels along the jet stream to the cathode. Therefore, deposition occurs preferentially on the cathode surface that the solution impinges directly upon.6,7 In comparison with conventional electrodeposition, jet plating has two advantages. First, it enables liquid mass transfer at a high velocity in the electrolyte and, as a result, allows increase in deposition rate from 10to 100× faster. Second, the grain size refining effect is more efficient since a much higher overpotential can simultaneously be used with a relatively higher current density.6 – 8 However, the use of higher current densities in the use of direct current plating is often accompanied by cracks and pores along the deposit surface. Under these conditions, pulsed electrodeposition plating could bring greater uniformity and crack free coatings with desirable characteristics.9 – 12 Therefore, in order to improve plating efficiency and quality, the present work aims to incorporate jet plating with the pulsed electrodeposition technique. Thus, based on such understanding, this study is proposed to provide a simple way of improving protective coatings for alloy steels by use of dense, smooth and uniform crystalline films and coatings.
Experimental
All of the plating processes take about 10-15 min using a computer controlled experimental set-up. The set-up comprises the computer control system, the electrolyte circulation unit, jet nozzle, pulsed power supply as well as temperature control unit. The electrolyte, after filtration, is pumped from a constant temperature bath to the plating vessel with full control of flow and plating parameters.
The 30CrMnSi substrate with dimensions of 50×20×10 mm was abraded with 800 grit SiC paper and cleaned in acetone in advance of plating, serving as a cathode. A columnar nickel rod (purity, 99·9%) was placed in the anode chamber as an anode (Fig. 1). Before the deposition, a thin nickel layer with a thickness of 150 nm was predeposited onto the substrate surface using a standard sulphuric acid nickel solution for use as an interlayer in order to enhance the adhesion between substrate and nickel coating.13
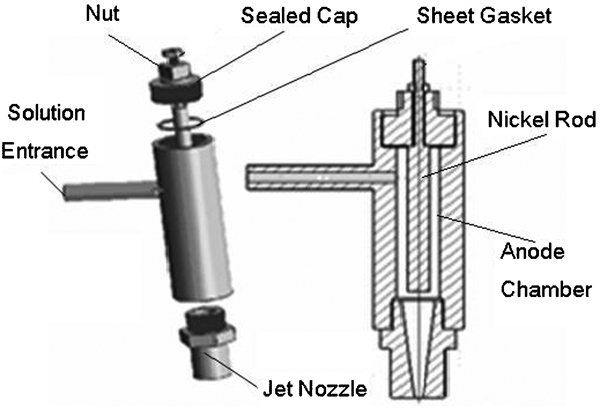
Assembly of nozzle for jet plating
The composition of the electrolyte was as follows: 250 g L−1 nickel sulphate (functioning as the main salt), 60 g L−1 nickel chloride and 40 g L−1 boric acid (the buffer reagent, which maintains the pH value as 4·0 in electrolytic solution). A rectangular pulse waveform at duty circle of 50% was used with current densities of 29·8, 39·8, 49·7 and 59·7 A dm−2 respectively.
The microstructure of the coatings was characterised by SEM (LEO-1530VP, Oxford), while the structure was analysed using X-ray diffraction (XD-5A, Japan).
The corrosion resistance was determined through a mass loss measurement with each value derived from average of three specimens. A number of 20×10×10 mm specimens were made by wire electrode cutting and were polished with abrasive paper in advance. The corrosion test was performed in a large tank containing 5 L of 10%HCl aqueous solution as corrodent. The corrosive solution remained at room temperature (25°C) and not stirred or aerated. After each specimen was degreased with acetone and cleaned in distilled water, they were all set suspended in the corrosive solution in order to achieve full corrosion. In every certain spacing interval, as shown in Fig. 2, following acetone rinse, the mass loss was examined by a precision electronic balance with an accuracy of 1×10−4 g. The corrosion rate curve was plotted as a function of the ratio of mass loss to the corrosive area and time.
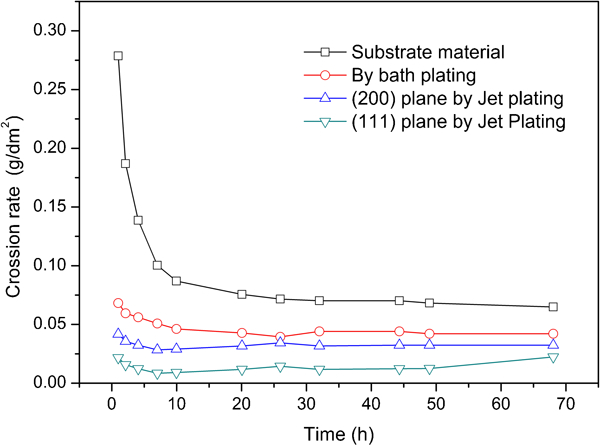
Mass change versus time curves of 30CrMnSi (a) of bare substrate (b) by bath plating (c) containing (111) nickel plane by Jet plating (d) containing (200) nickel plane by Jet plating
Results and discussion
Figure 3 shows the typical X-ray diffraction patterns of the Ni deposited 30CrMnSi substrates with different current densities. According to the Scherrer formula for line broadening due to grain size,10 the (111) and (200) peaks are calculated as 25·1, 14·1, 13·7, 13·9 and 14·4 nm for 19·9, 29·8, 39·8, 49·7, 59·7 A dm−2 respectively. Obviously, grain size undergoes a process from the great to the little and to the great again, as the average current density increases. In a more macroscopic angle toward this shift, as the literature10 – 14 has pointed, this is in accordance with the conclusion that the average grain size of the deposits grows as the current density in this experiment increases. In addition, in Fig. 3, it can be observed that the grain preferred orientation changes from (111) at 2θ = 43° to (200) at 2θ = 53°, when the current density increases. These experimental facts might be attributed to both the increase in overpotential and the decrease in Ni2+ locally.
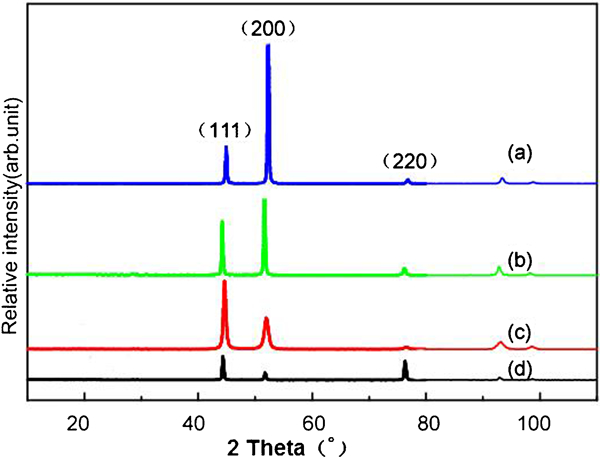
X-ray diffraction patterns of coatings under different current densities
The SEM image of electrodeposited nickel coatings (Fig. 4) shows that the Ni microstructure is nanometre scale under different current densities. The deposit film appears mainly compact but still contains some relatively macroscopic pores and defects. An uneven surface and rough grain size (Fig. 4a) was observed under the lowest current density of 19·9 A dm−2. However, as the current density increased, the deposit surface became smoother until 39·8 A dm−2 (Fig. 4c). Afterwards, the overall deposit layer underwent a cellular-like growth and grew into a larger grain size with a rougher surface.
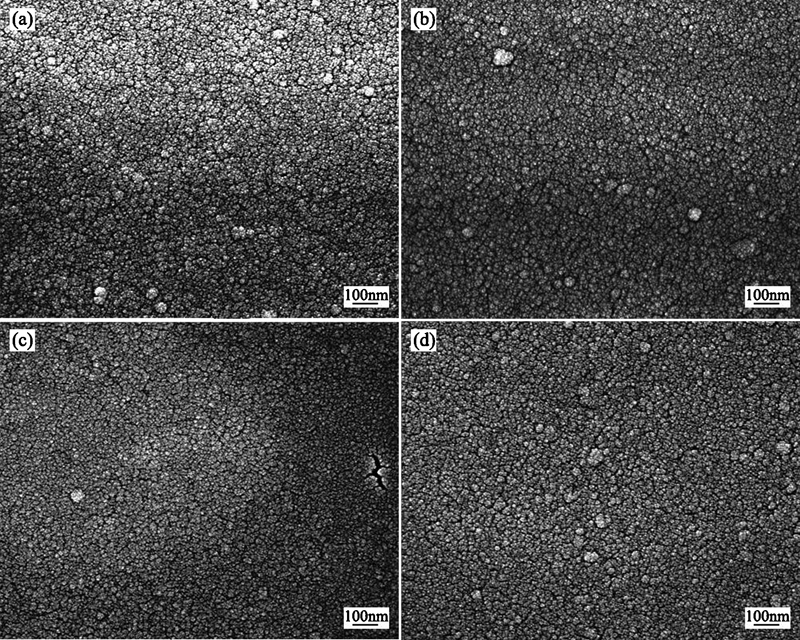
Images (SEM) under different current densities
Figure 2 illustrates the corrosion rates of samples including the pulsed jet plated specimens with preferential orientations in the (200) and (111) directions as well as substrate material and the common Watt bath prepared specimens. During the first 20 h of exposure, the substrate material corroded relatively rapidly before becoming relatively constant; however, the nickel coated substrates corrode at a much lower rate, with the nanograined nickel deposit of (111) orientation corroding the most slowly. At the onset of corrosion, the nickel coating would be expected to contain defects, such as pores and microcracks, permitting the corrosive liquid to penetrate through the substrate. However, the achievement of a preferential (111) orientation plays a key role in the formation of a dense, uniform, smooth microstructure. This limits the penetration of corrosive solution to the substrate.15 – 17
Conclusions
We herein demonstrate that the corrosion resistance of stainless steel substrates can be improved considerably by surface coating with nickel films using pulsed jet plating. In particular, the microstructure of the nickel coating may be controlled by regulating the plating current densities. When the current density reaches 39·8 A dm−2, a dense, uniform, smooth film with a preferential (111) orientation was achieved at the smallest grain size (13·7 nm). When plated onto the structural stainless alloy 30CrMnSi, this nanograined coating provided a considerably reduced corrosion rate.
Footnotes
Acknowledgements
This research was financially supported by the National Natural Science Foundation of China (grant no.50175053) and Scientific Research Fund Project of Xuzhou Normal University (grant no. 10XLR18).