
Abstract
In order to obtain effective corrosion protection for Mg–11Li–3Al–0·5 rare earth alloy, a combined epoxy/SiO2 hybrid conversion coating was investigated in this paper. Initially ceria or phytic acid conversion coatings were applied on the substrate, then an epoxy/SiO2 hybrid coating was applied on top of the conversion coating. Potentiodynamic polarisation curves were used to evaluate the effects of the silica content on corrosion resistance, and an optimum was confirmed at 3 wt-%. Hydrogen evolution and salt spray testing were employed to compare the corrosion resistance of the ceria and phytic acid based hybrid coatings and results indicated that the phytic acid hybrid coating was more effective than the ceria based coating. This was ascribed to reaction between the phytic acid functional groups (hydroxyl and phosphate) with the epoxy/SiO2 hybrid coatings increasing adhesion between the coatings. The corrosion of the phytic acid based hybrid coating was investigated using electrochemical impedance spectroscopy which confirmed that a diffusion mechanism could explain the overall corrosion process and the advantages of the phytic acid hybrid coating.
Keywords
Introduction
The addition of lithium to magnesium alloy results in considerable weight saving and makes such alloys considerably lighter than conventional magnesium alloys. Moreover, alloys containing more than around 30 at-%Li (11 wt-%Li) have a body centred cubic structure with corresponding improvements in ductility. Finally, given the low density (∼1·35-1·4 Mg m−3 compared with ∼1·8 Mg m−3 for conventional alloys), the specific modulus (stiffness) of this class of alloys approaches, and can exceed, aluminium alloys. Mg–Li alloys are therefore good candidates for superlight structure materials in aerospace and weapon industries.1,2 The preparation of Mg–Li alloy has been widely investigated and the performance of Mg–Li alloy has been improved during the past decade.3 – 5
Unfortunately, the inclusion of lithium in Mg–Li alloys results in a decreased corrosion resistance even compared with magnesium alloys, which limits their further widespread application. Therefore, strategies for the corrosion protection of Mg–Li alloy have attracted lots of research interest. In recent years, various traditional corrosion protection methods have been reported, for example: conversion coatings, electroless plating, electroplating, microarc oxidation and organic coatings.6 – 10 Moreover, some new techniques for corrosion protection have also been explored. Song et al.11 reported a novel approach of hot pressing Zeolite Socony Mobile-Five (ZSM-5) coatings on Mg–Li alloy. Liu et al.12 reported a technique where Mg–Li alloy surfaces were patterned with a bioinspired layer that exhibited superhydrophobic properties. All these methods improve the corrosion resistance of Mg–Li alloy to a certain extent. On the other hand, organic–inorganic hybrid coatings combine the desirable properties of organic component (mechanical toughness and flexibility) and inorganic component (hardness and thermal stability),13 and are a candidate for improving the corrosion resistance of Mg–Li alloy considering their efficient corrosion protection of aluminium alloys.14 However, if only one protection method is used, the improvement to the corrosion resistance of Mg–Li alloy is limited. Therefore, it appears necessary to develop a combined method to provide efficient corrosion protection to these alloys.
In order to obtain efficient corrosion protection for a novel Mg–11Li–3Al–0·5 rare earth (RE) alloy, a combined coating method comprising a conversion coating and an epoxy/SiO2 hybrid coating was investigated in this paper. Two kinds of conversion coatings were used: the first ceria based and the second phytic acid based. In this paper, the combination of the ceria based conversion coating with the epoxy/SiO2 hybrid coating is called ‘Ce based hybrid coating’, while the combination of the phytic acid conversion coating with the epoxy/SiO2 hybrid coating is called ‘PA based hybrid coating’. Potentiodynamic polarisation curves was used to evaluate the effects of SiO2 content on corrosion resistance, and hydrogen evolution method and salt spray test were employed to compare the corrosion resistance of Ce based and PA based hybrid coatings, and the corrosion process of the hybrid coating was investigated through electrochemical impedance spectroscopy.
Experimental
Materials
The substrate material was a novel Mg–11Li–3Al–0·5RE alloy, which was prepared by the smelting method. The mass composition of the alloy consists of 11%Li, 3%Al, 0·5%RE and the remaining balance of Mg. The alloy was cut into specimens with dimensions of 20×15×3 mm, which were ground successively to a final 1500 grit SiC paper, washed with distilled water and dried with warm air. Epoxy resin used in this study was the diglycidyl ether of bisphenol A (E-51), which was purchased from Wuxi Resin Corporation, China, and was dried at 40°C in a vacuum oven for 6 h before use. The modifier of epoxy resin, γ-isocyanatopropyltriethoxysilane (KBE-9007) was purchased from Shin-Etsu Corporation, Japan. Tetraethoxysilane and other chemicals were obtained commercially and used as received.
Corrosion protection treatments
The first step is the chemical treatment for the ceria or phytic acid conversion coatings on the alloy. According to our previous work,15,16 the processing parameters for the ceria conversion coating were 0·05M cerium nitrate solution at 35°C for 20 min while for the phytic acid conversion coating, 20 g L−1 phytic acid solution was used at pH 6 and 35°C for 10 min.
Second, an epoxy/SiO2 hybrid dope was prepared via epoxy modified SiO2 precursor with diethylenetriamine added as curing agent in N-methyl-2-pyrrolidone. Epoxy modified SiO2 precursor was prepared through mixing modified epoxy resin with nanoSiO2 precursor solution at 50°C for 4 h according to our previous work.17 The nanoSiO2 precursor solution was synthesised as follows: tetraethoxysilane, H2O and ethanol were mixed in the approximate molar ratio of 1∶4∶15. This amount of water is the requirement for forming anhydrous silica according to the net reaction. A small quantity of NH3.H2O was added to adjust the value of pH to 9. The mixture was stirred at 50°C for 4 h, and then aged at room temperature to obtain the nanoSiO2 precursor. The modification of epoxy resin was made as follows: 2 g γ-isocyanatopropyl-triethoxysilane was added to 50 g epoxy resin at 60°C, and then stirred for 4 h until the NCO group of γ-isocyanatopropyltriethoxysilane reacted with the OH group of epoxy resin completely.
The Mg–Li alloy specimens, with one or other conversion coating, were immersed into the epoxy/SiO2 hybrid dope for 1 min. The specimens were then placed in a furnace at 70°C for 24 h in order to cure the epoxy/SiO2 hybrid coating.
Corrosion resistance test
The corrosion resistance of the coated and uncoated Mg–11Li–3Al–0·5RE alloy was estimated using electrochemical measurements, hydrogen evolution and salt spray testing. Potentiodynamic polarisation curves performed in 3·5%NaCl solution from −2600 to −600 mV using an Autolab, VWP31Z with the experimental data were analysed using the EC-lab software at room temperature at a scan rate of 10 mV s−1. A three electrode cell with sample as working electrode, saturated calomel electrode (SCE) as reference electrode and platinum sheet as counter electrode were employed in this test. Electrochemical impedance spectroscopy (EIS) was also measured at the open circuit potential in 3·5%NaCl from 10 to 22 days immersion over a frequency range from 105 to 10−2 Hz, with an amplitude perturbation of 5 mV. The schematic diagram of the set-up for the hydrogen evolution method is shown in Fig. 1. The salt spray test was conducted in a CCX2000 salt spray cabinet (ATLAS, USA) and the coated Mg–11Li–3Al–0·5RE alloy substrates were evaluated by exposure of the samples to a salt fog atmosphere generated from 5 wt-% aqueous NaCl solution at 35±2°C.
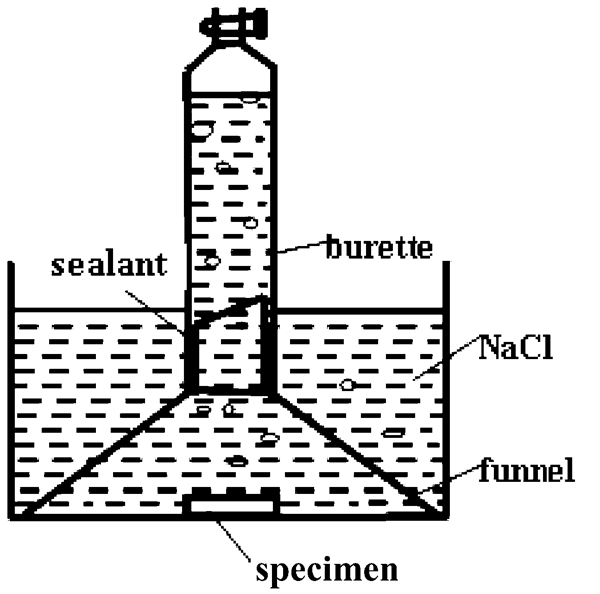
Schematic diagram of set-up for hydrogen evolution method
Results and discussion
Potentiodynamic polarisation
Ceria conversion coating plus epoxy/silica hybrid coating
Potentiodynamic polarisation was conducted in a 3·5 wt-%NaCl solution in order to evaluate the corrosion resistance of the coated alloy. Figure 2 shows the polarisation curves for Mg–11Li–3Al–0·5RE alloy in 3·5 wt-%NaCl solution with the Ce based hybrid coating. The silica content of the epoxy/silica hybrid coating was varied and the fitted results of the polarisation curves are shown in Table 1.
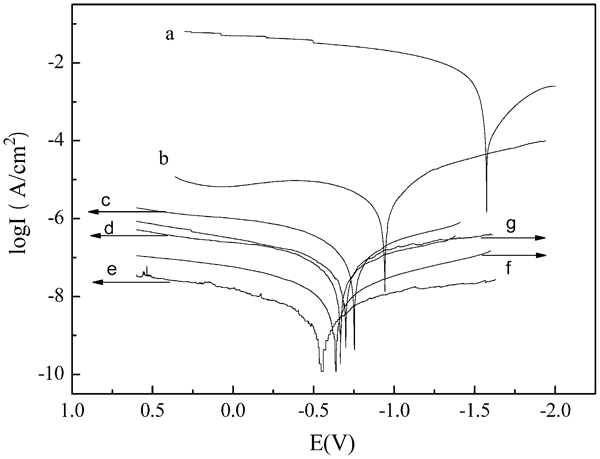
Potentiodynamic polarisation curves of a Mg–11Li–3Al–0·5RE alloy substrate, b ceria conversion coating and c–g Ce based hybrid coating: contents of SiO2 were 0·5, 1, 3, 6 and 9 wt-% respectively
Parameters of polarisation curves of Mg–11Li–3Al–0·5RE alloy, ceria conversion coating and Ce based hybrid coatings
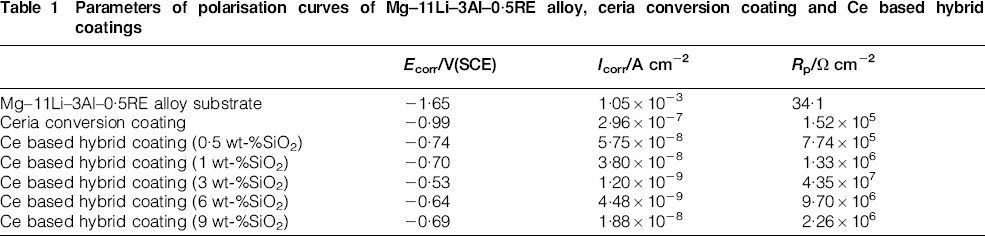
The ceria conversion coating alone significantly decreased the corrosion current density I corr and increased the corrosion potential E corr. This means that it provided a valuable degree of corrosion protection to the alloy. However, after the epoxy/SiO2 hybrid coating was formed on top of the ceria conversion coating, the I corr further decreased and E corr further increased. Thus, the overall corrosion resistance of the alloy was distinctly improved by the combination of the ceria conversion coating and the epoxy/SiO2 hybrid coating. Furthermore, the amount of silica in the hybrid top coating clearly affected the anticorrosion ability. Thus, the optimum content of SiO2 was found to be 3 wt-%, resulting in a decrease in I corr to 1·199×10−9 A cm−2, or six orders of magnitude lower than that of the uncoated alloy substrate (1·046×10−3 A cm−2). At the same time, E corr increased to −0·530 V(SCE), which was ∼1 V higher than that of the alloy substrate. These data clearly show that the corrosion resistance of the alloy with the Ce based hybrid coatings was efficiently enhanced at an optimum SiO2 content of 3 wt-%.
Phytic acid conversion coating plus epoxy/silica hybrid coating
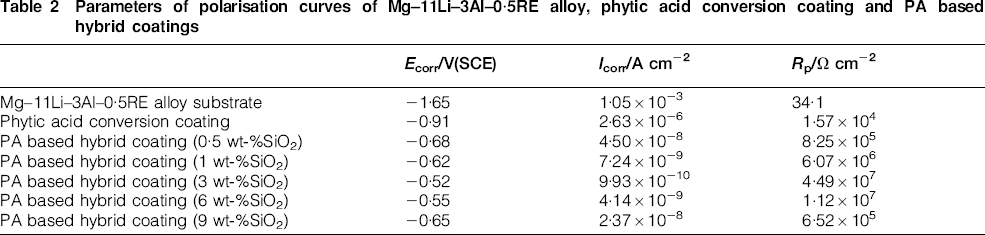
Figure 3 shows the polarisation curves for Mg–11Li–3Al–0·5RE alloy in 3·5 wt-%NaCl solution with a phytic acid conversion coating, and the PA based hybrid coating containing various SiO2 contents. The fitted results of E corr and I corr are listed in Table 2. The PA based hybrid coating also reduced I corr and ennobled E corr in a similar manner to the ceria coating. However, PA based hybrid coating was somewhat more effective than the Ce based hybrid coating. At the optimum silica content (also 3 wt-%), the I corr was reduced by around seven orders of magnitude and the corrosion potential ennobled by 1·12 V. Compared with the Ce based hybrid coating, PA based hybrid coatings are better, probably because the phytic acid conversion coatings, which contain hydroxyl groups and six phosphate carboxyl groups, might generate additional chemical bonding with the subsequent epoxy/SiO2 hybrid coatings thus improving adhesion and reducing diffusion or species.
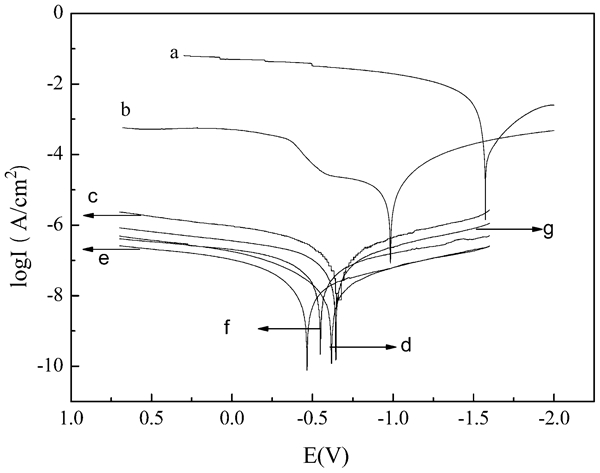
Potentiodynamic polarisation curves of a Mg–11Li–3Al–0·5RE alloy substrate, b phytic acid conversion coating and c–g PA based hybrid coating: contents of SiO2 were 0·5, 1, 3, 6 and 9 wt-% respectively
Parameters of polarisation curves of Mg–11Li–3Al–0·5RE alloy, phytic acid conversion coating and PA based hybrid coatings
Evaluation by hydrogen evolution rate
As shown in the above research, it is concluded that the optimum SiO2 content was 3 wt-% for both Ce based hybrid coating and PA based hybrid coating. Therefore, hybrid coatings with 3 wt-%SiO2 content were used to continue the following evaluations of corrosion resistance, including the analysis by hydrogen evolution rate and salt spray test. Figure 4 shows the hydrogen evolution rate for the uncoated and coated alloys during immersion in 3·5 wt-%NaCl solution. At the beginning of the immersion, small bubbles were visible on the surface of the uncoated alloy which subsequently increased in size. The results show that the hydrogen evolution rate of the uncoated alloy increased with immersion time sharply, i.e. it was quickly corrosive with a high hydrogen evolution rate. On the other hand, there were basically no bubbles attached to the surface of the specimens with either the ceria conversion coating or phytic acid conversion coating at the beginning of the immersion. After 1 h of immersion, only a few bubbles were found to be attached to the corner of samples where the conversion coating might be thinner. Corrosion was observed to start at uneven spots of the surface, which presumably formed microcells in the corrosion medium. Subsequently, corrosion gradually expanded to the whole surface while the conversion coating broke off. Therefore, the efficient protection of the conversion coating on the alloy was just for short period.
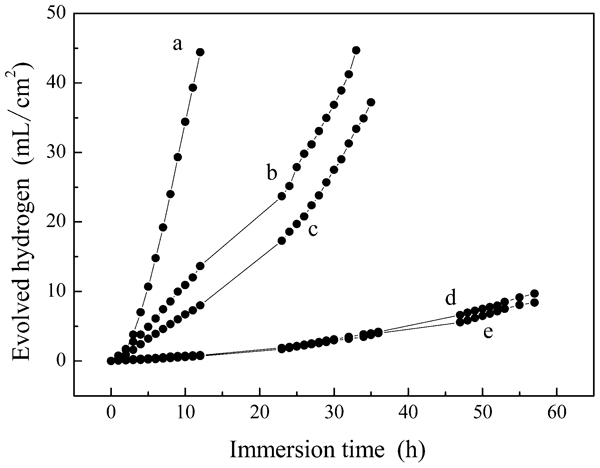
Hydrogen evolution rate of a Mg–11Li–3Al–0·5RE alloy substrate, b phytic acid conversion coating, c ceria conversion coating, d Ce based hybrid coating and e PA based hybrid coating
No bubbles were attached to the surface of the specimens with Ce based hybrid coating or PA based coating within 30 h immersion. Moreover, only a few bubbles were found to slowly attach to the corner of hybrid coating systems at longer exposure times. The volume of evolved hydrogen was nearly zero in 30 h in the initial stages of immersion after which the evolved hydrogen increased a little with the immersion time reaching only 8·4-9·7 mL cm−2 after 57 h of immersion. As shown in Fig. 4, the hydrogen evolution rates of the specimen with either the Ce based hybrid coating or the PA based coating were obviously lower than the others. Comparing the Ce based and PA based hybrid coatings, the hydrogen evolution rate with the PA based hybrid coating was slightly lower than that with the Ce based hybrid coating, which suggests that the corrosion resistance of the PA based hybrid coating was better.
Evaluation by salt spray test
Salt spray testing was employed to further investigate the corrosion resistance of the coatings; Fig. 5 shows the salt spray test results of the coatings. No visible corrosion was observed with the three coatings for the first 6 days. After 8 days, a few corrosion pits appeared on the epoxy/SiO2 hybrid coating distributed at the specimen edges. During this time, both the Ce based and PA based hybrid coatings remained intact with no obvious changes. Finally, after 10 days corrosion, pits started to appear on these coating systems, however, with a reduced corrosion area compared with the epoxy/SiO2 hybrid coating. This means the corrosion resistance of Ce based and PA based hybrid coatings was better than that of epoxy/SiO2 hybrid coating because of the additional presence of the conversion coating. The corrosion area for the Ce based and PA based hybrid coatings was almost the same until around 18 days after which the corrosion area of PA based hybrid coating was less than that of Ce based hybrid coating from 18-22 days, and the difference expanded with the extension of corrosion time. It is concluded that the PA based hybrid coating had the better corrosion resistance probably because of the additional chemical bonding that may be formed between phytic acid conversion coating and the subsequent epoxy/SiO2 hybrid coating. This result is consistent with those of electrochemical potentiodynamic polarisation curves and hydrogen evolution rate.
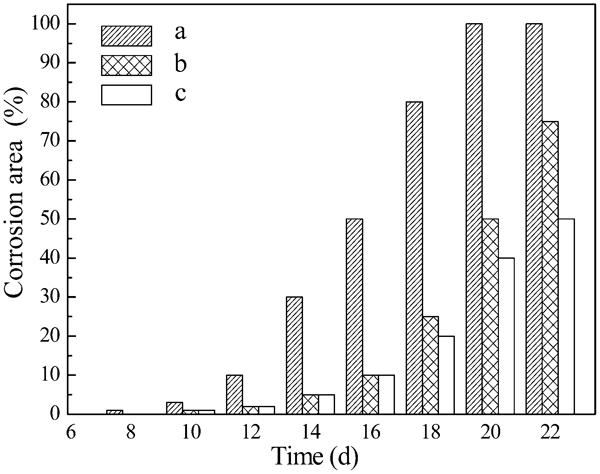
Salt spray test results of a epoxy/SiO2 hybrid coating, b Ce based hybrid coating and c PA based hybrid coating
Analysis of corrosion process of PA based hybrid coating by EIS
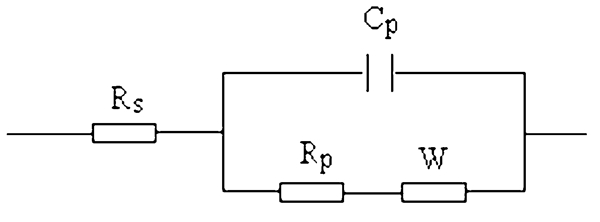
Since the corrosion of the PA based hybrid coating appeared to start after 10 days salt spray test, as shown in Fig. 5, the corrosion of this coating was further studied from EIS after 10 days immersed in 3·5%NaCl. Figure 6a shows the EIS results after 10 days immersion in 3·5 wt-%NaCl solution. The diagram showed an obvious trailing circular arc, the circular arc at high frequency region was attributed to the coating and the linear part at low frequency region was corresponding to the substrate/coating interface, suggesting that a diffusion phenomenon was happening at this time. The electrochemical impedance response was analysed using the ZSimpWin code using the equivalent circuit shown in Fig. 7, where R s is solution resistance, R p is coating resistance, C p is coating capacitance and W is the diffusion component. After 10 days of immersion, it is assumed that the electrolyte species are beginning to significantly penetrate the coating system and electrochemical corrosion (development of anodes and cathodes) is occurring at the interface between the substrate and the conversion coating. Diffusion of reacting species (e.g. dissolved oxygen or ions) would be expected to be the controlling process given the impedance response observed under these conditions.
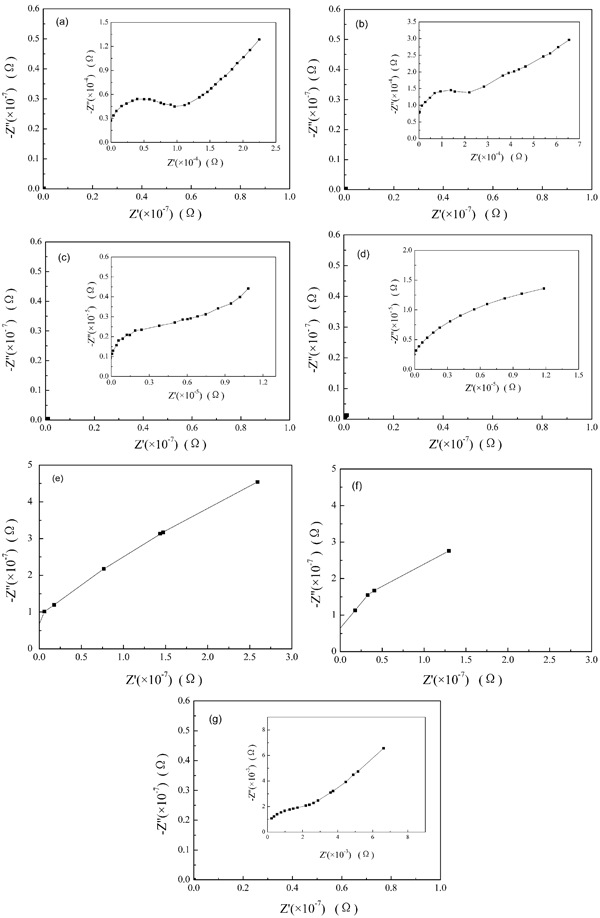
Impedance diagrams of PA based hybrid coating in 3·5 wt-%NaCl solution at a 10 days immersion, b 13 days immersion, c 16 days immersion, d 18 days immersion, e 20 days immersion, f 21 days immersion and g 22 days immersion
Equivalent circuit of EIS of PA based hybrid coating at 10 days immersion
Figure 6b–d shows the impedance diagrams of the specimens at 13, 16 and 18 days immersion in 3·5 wt-%NaCl solution respectively. Comparing Fig. 6b, c and d with a, it is found that the straight line diffusion feature decreases with time. The trailing circular arc still existed at 13 and 16 days immersion, at this time the ions in corrosion medium gradually penetrated the epoxy/SiO2 coating and reached phytic acid conversion coating, and then Cl− corroded part of the conversion coating. As shown in Fig. 6d, the trailing circular arc dissolved completely at 18 days immersion. At this time, the passages of ions expanded because the electrolyte continually penetrated the coating, and the electrolyte reached the interface of Mg–11Li–3Al–0·5RE alloy and the conversion coating. Then the corrosion of Mg–11Li–3Al–0·5RE alloy started at the corroded part of the conversion coating, and more corrosion products were generated. Therefore, the corrosion process could not be controlled by diffusion process, and it was controlled by charge transfer process. The impedance expanded, which means that the charge transfer resistance increased and the corrosion rate reduced compared with the beginning of the salt spray test.
Figure 6e and f shows the impedance diagrams of the specimens at 20 and 21 days immersion in 3·5 wt-%NaCl solution respectively. As shown in Fig. 6e and f, the maximum impedance was obtained at 20 days immersion, and then the impedance shrank at 21 days immersion.
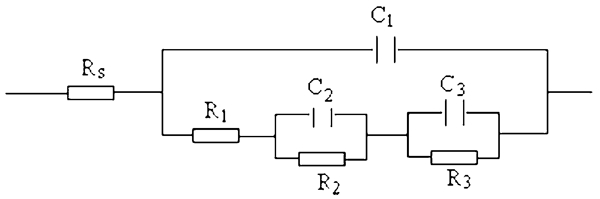
Figure 6g shows the impedance diagrams of the specimen at 22 days immersion in 3·5 wt-%NaCl solution. At this period, more and more electrolyte reached the interface, capacitive reactance model between electrolyte and corrosion product film was built and the diffusion character disappeared. Therefore the equivalent circuit in Fig. 7 was not suitable, and the new equivalent circuit fitted through ZSimpWin software is shown in Fig. 8, in which C 2 was film capacitance of corrosion products, R 2 was film resistance of corrosion products, C 3 was the inner oxidation film capacitance, R 3 was the inner oxidation film resistance, C 1 was epoxy/SiO2 hybrid coating capacitance, R 1 was epoxy/SiO2 hybrid coating resistance and R s was solution resistance. At this time, the impedance obviously shrank, probably because lots of Cl− destroyed the corrosion product film on the interface resulting in the aggravated corrosion process. This impedance diagram showed diffusion character, but it is different from the diffusion at 10 days immersion. The diffusion at 10 days immersion existed in the coating, while the acceleration of reaction speed of Mg–11Li–3Al–0·5RE alloy led to the new concentration grads and resulted in the diffusion at 22 days immersion.
Equivalent circuit of EIS of PA based hybrid coating at 22 days immersion
The anticorrosion of PA based hybrid coating was analysed as follows. Because the main coating is high cross-linking epoxy resin, some pore canals will be formed in the coating. These pore canals provide the passages for ions. The ions in corrosion medium reach the interface between epoxy/SiO2 hybrid coating and phytic acid conversion coating through the passages, corrode the conversion coating and then reach the interface between the conversion coating and the alloy. In epoxy/SiO2 hybrid coating, there are SiO2 particles which can efficiently intermit the passages for ions, so that the hybrid coating has better corrosion resistance than epoxy resin. Furthermore, the corrosion should be retarded when there is conversion coating between Mg–11Li–3Al–0·5RE alloy and epoxy/SiO2 hybrid coating. The corrosion product film will be formed on the interface of the conversion coating and the alloy, and can partially restrain the corrosion of Mg–11Li–3Al–0·5RE alloy. But with more and more corrosive ions reaching the interface, the corrosion product film is gradually destroyed, resulting in the aggravated corrosion process. These are the reasons why the impedance expanded and then shrank during the corrosion process.
Concluding remarks
In summary, Mg–11Li–3Al–0·5RE alloy was well protected via the combination of a conversion coating (either Ce based or PA based) and an epoxy/SiO2 hybrid coating. The optimum SiO2 content for the Ce based and PA based hybrid coatings was confirmed as 3 wt-%. The PA based hybrid coating showed better corrosion resistance than the Ce based hybrid coating.
Footnotes
Acknowledgements
This research was supported by the National Science Foundation of China (No. 50603003), Natural Science Foundation of Heilongjiang Province, China (No.B201013), the Scientific Research Foundation for the Returned Overseas Chinese Scholars, State Education Ministry (No. 20111568), the Special Fund for Scientific and Technological Innovative Talents in Harbin City (No. 2012RFLXG001) and Fundamental Research Funds for the Central Universities, China (No. HEUCFT1009).