
Abstract
Electroplated nickel was chemically modified using an aminosilane coupling agent (as an alternative to chromate) in order to improve its corrosion performance. Infrared spectroscopy revealed that the silane bonded to the metal satisfactorily. The corrosion behaviour of a nickel electroplated steel workpiece was investigated using potentiodynamic polarisation and electrochemical impedance spectroscopy to optimise the silane deposition conditions. These data confirm that the most effective conditions are dipping in the silane coupling agent solution for 30 s and then curing at 100°C for 40 min.
Introduction
Nickel electroplating is usually used to improve the appearance and corrosion resistance of the surface of metals, either in its own right or often as an undercoating for another material such as chromium. Where the nickel is used on its own as a corrosion barrier, pinholes are unavoidably present due to the nature of the electroplating process that gives rise to a series of interlocking crystallites in an irregular pattern. This plays a crucial role on the overall corrosion resistance of the metal.1,2 Normally, the surface pores are interlinked directly with the substrate (usually iron), through the coating layer, which results in a strong susceptibility to localised attack of the substrate.3,4 In order to control this undesirable consequence, additional corrosion control treatments are often applied. Thus, chromate coatings have been widely used previously to achieve a better corrosion resistance of electroplated nickel workpieces.5 However, their toxic and carcinogenic nature are unwelcome now and their industry use are restricted. Silane coupling agents, which are generally non-toxic, pollution free and processed easily,6 have been shown to chemically bond to metal surfaces and in this way are used to improve the corrosion resistance of aluminium,7 electrogalvanised steel,8 Mg alloy,9 Cu/polyurethane coating10 and 304 steel.11 For this reason, it would be desirable to form a thin film on the surface of electroplated nickel by using a silane coupling agent to cover pinholes and improve the corrosion resistant properties. Here, γ-aminopropyltriethoxysilane [NH2(CH2)3Si(OC2H5)3, KH-550] was chosen because amino (–NH2) is responsible for a good paint adhesion,12,13 and KH-550 could be dissolved easily in water and hydrolysed rapidly into small molecules. In this paper, we demonstrate this potential approach by optimising the application process of the silane coupling agent in order to improve the corrosion resistance property of electroplated nickel.
Experimental
Preparation of coating
γ-Aminopropyltriethoxysilane [NH2(CH2)3Si(OC2H5)3, KH-550] was dissolved in a mixed solvent of deionised (DI) water and ethanol (1∶6, vol/vol). Nickel plated steel pieces were washed with 5% dilute H2SO4 and DI water solution respectively before use. After drying the pieces under compressed air, they were dipped in the hydrolysed silane solution between 6 to 300 s and then dried in an oven between 50 and 250°C for up to 40 min. In this way, variations in immersion times, cure temperatures and cure times could be explored in order to optimise the treatment for corrosion resistance.
Characterisation
The infrared vibrational spectrum from 400 to 4000 cm−1 was measured using an IR-2 infrared emissometer (Shanghai Institute of Technological Physics, Shanghai, China) with a measurement error of less than 0·001. The corrosion studies were performed on RST5200 electrochemical workstation (Zhengzhou Shiruisi Instrument Technology Co. Ltd, Zhengzhou, China) at room temperature in an aqueous solution of 3·5 wt-% NaCl using potentiodynamic polarisation and electrochemical impedance spectroscopy (EIS) under aerated, stagnant conditions. Electrochemical workstation is the device used to control and monitor the electrochemical current and potential as well as other changes in the electrochemical parameters. A three-electrode cell arrangement was used for the electrochemical measurements, with a saturated calomel electrode as reference electrode and a platinum mesh as reference electrode counter. The exposed area was 1 cm2 with excess area sealed by epoxy resin. Each sample was immersed in 3·5 wt-% NaCl solutions for 0·5 h to reach a constant open circuit potential value. The EIS data were recorded when the frequency changed from 105 to 10−2 Hz, with an ac excitation amplitude of 5 mV. The surface morphology of the blank samples and treated samples was also observed by scanning electron microscopy (SEM, Quanta-200, FEI).
Results and discussion
Infrared spectrum analysis
Figure 1 shows the infrared spectra of the pure KH-550 and the coating on the surface of the treated electroplated nickel workpiece. We can see that the characteristic absorption peaks of –NH at 3364·85 cm−1 in the silane compound (Fig. 1a) are replaced by the strong peaks at 3357·41 cm−1 when absorbed onto the nickel (Fig. 1b), which are characteristic absorption peaks of Si–OH.10 The –CH3 symmetric stretching vibration absorption peaks at 2974·11 cm−1 and the –CH2 asymmetric stretching vibration absorption peaks at 2927·34 cm−1 in (Fig. 1a) change to the absorption peaks at 2931·85 cm−1 in (Fig. 1b), for the reason that after hydrolysis reaction, the –OC2H5 in Si–(OC2H5) is replaced by –OH and the molecular structure of silane coupling agent has changed. The absorption peaks at 2931·85 cm−1 in (Fig. 1b) is not purely caused by a single bond stretching vibration but mainly produced by the deformation of the band. The Si–O–C strong asymmetric stretching vibration peaks in (Fig. 1a) at 1079·39 cm−1 disappear, while the strong peaks at 1038·24 and 1134·17 cm−1 in (Fig. 1b) indicate Si–O–Si deformation vibration absorption splitting, which can be attributed to the cross-linking reaction during the curing process. Therefore, an obvious interaction has happened between the silane coupling agent and metal.
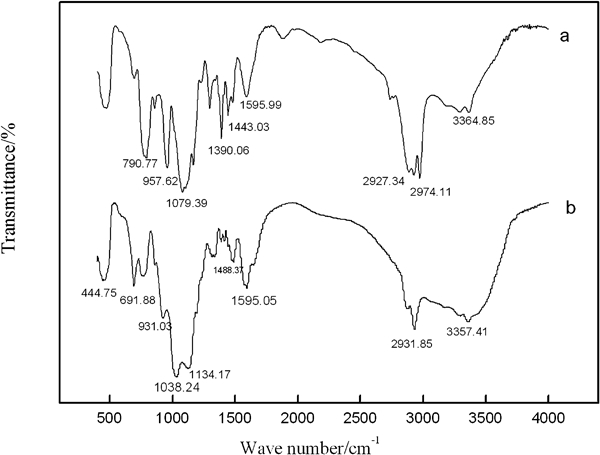
a Fourier transform infrared spectra of pure KH-550 and b KH-550 coating on surface of electroplated nickel workpiece
Effect of immersion time
The potentiodynamic polarisation curves recorded for the coating when the workpieces were dipped in the KH-550 hydrolysed solution after different times and then dried at 100°C for 5 min are shown in Fig. 2. NaCl solutions would tend to cause serious pitting corrosion on electroplated nickel. The silane coating on the surface of electroplated nickel workpiece can restrict the direct contact of chloride ions and workpiece surface so the corrosion rate should reduce.
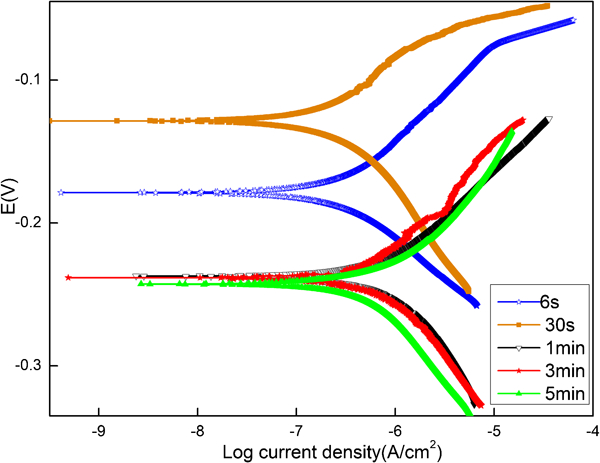
Tafel curves of nickel plated workpieces at different immersion times
Potentiodynamic polarisation of the treated workpiece showed that the most noble corrosion potential (−0·129 V versus saturated calomel electrode, with corrosion current of 23·5 μA) was achieved after 30 s immersion time in the silane solution (Fig. 2). When the immersion time was further extended, little additional change of corrosion potential was evident. Immersion is an adsorption process, during which hydrogen bonds began to form between SiOH groups and the hydroxyls on surface of metal (MeOH). The film formed by hydrogen bonds could be further converted to metallosiloxane bonds (MeOSi) during curing process. The optimum curing time of 30 s was chosen in the later experiments where curing temperature and time were varied.
Effect of curing temperature
The effect of curing temperature on coating process was studied by the potentiodynamic polarisation. The workpieces were dipped in the hydrolysed silane solution for 30 s and then dried at different temperatures for 5 min. Figure 3 shows that the most noble corrosion potential, and the lowest corrosion current (1·74 μA) was obtained when the curing temperature was 100°C. There are two main reactions in the curing process: one is the dehydration reaction between SiOH and NiOH to form Si–O–Ni covalent bond and the other is the cross-linking reaction of silane coupling agent. The first reaction benefits the adhesive ability of coating, while the second reaction can form a thick film on the surface of workpiece. When temperature is 80°C, silane coupling agent cannot fully cross-linked, and the film may absorb moisture easily, which would induce a Si–O–Ni covalent bonds to hydrolyse, with a consequent decrease in corrosion performance.14,15 When the temperature is higher, the cross-linking reaction is more rapid, while the first one is confined. Thus, if most of the silanol were self-condensed to form siloxane networks (SiOSi), there would be insufficient silanol to cross-link to form metal hydroxyls (–NiOHs). So the film would only have a physical adsorption on the metal, which will cause significant reducing of compactness and uniformity of film; thus, its anticorrosion performance would be decreased. It was noted that the adhesion of the coating decreased when temperature was 150°C and higher and that the silane film began to crack and turn to yellow. Apparently, the stability of Si–O–Si and Si–O–Ni bonds decreased at the higher temperatures, and the organic substituent can be oxidised by oxygen and induce the Si–C bonds to break.16
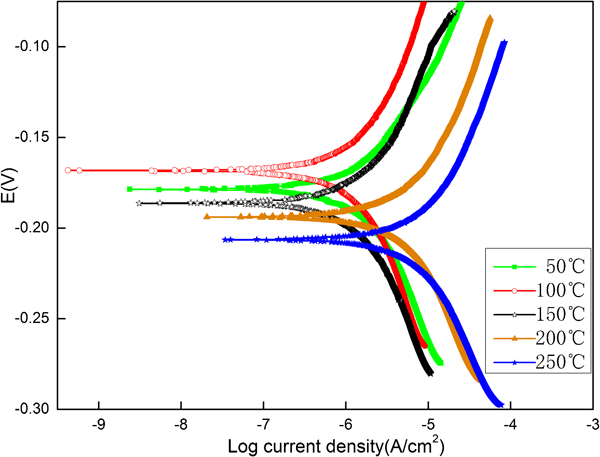
Tafel curves of samples under different curing temperatures
Effect of curing time
The data in Fig. 4 show the effect of curing time on coating process. The workpieces were dipped in the hydrolysed solution for 30 s and then dried at 100°C for different lengths of time. The lowest corrosion current (0·144 μA), and most noble potential (−0·160 V), where the best corrosion resistance was shown occurred after a cure time of 40 min. This is because the coating cannot form perfectly when the time is too short for the dehydration reaction and the cross-linking reaction is incomplete, and 60 min is too long such that dehydration reactions and cross-linking reactions are excessive.
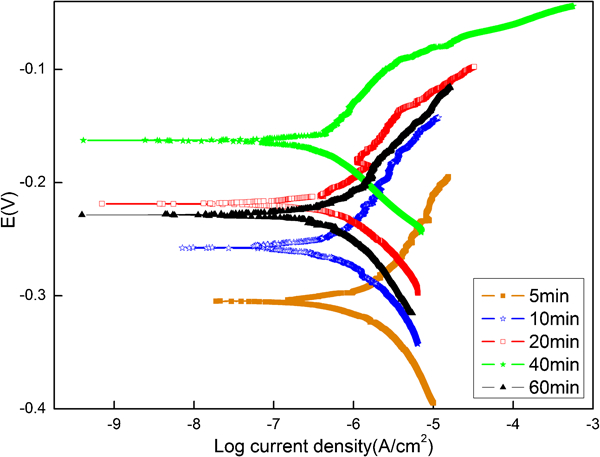
Tafel curves of workpieces under 100°C of different drying times
Contrast experiments
Hydrolysed silane solution was prepared by adding 5 vol.-% of silane coupling agent in a mixed solvent of DI water and ethanol (1∶6, vol/vol). The pretreated workpiece was dipped into above solution for 30 s and cured at 100°C for 40 min. Figure 5 shows the Tafel curve of the workpieces treated with and without silane. It could be seen that the electrode potential of the coated workpiece increased to −0·17 V, and the anodic current rose sharply that the corrosion current density was weaker than the uncoated anode for about two orders of magnitude, which implies that the electroplated nickel workpiece treated with silane coupling agent has an excellent anticorrosion property.
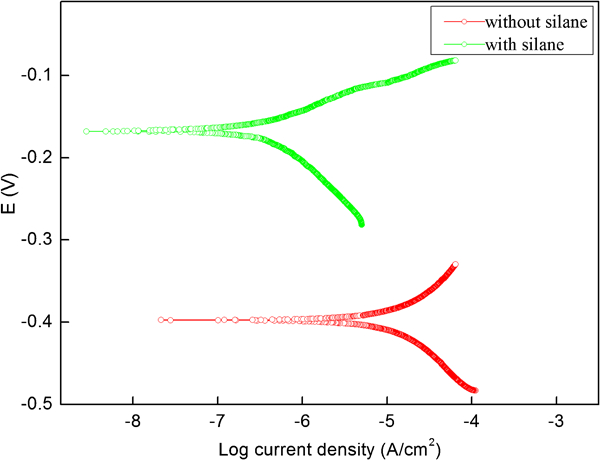
Tafel curves of workpieces treated with and without silane
The corrosion behaviour of coating was also investigated by EIS. Figure 6 shows some of the typical Bode plots recorded in aqueous 3·5 wt-% NaCl for the workpiece treated with and without silane. The impedance value of the silane treated workpiece was higher than the blank sample. At the low frequency region, the impedance value increased from 104 to 106 Ω, which implies that a dense film has formed on the treated workpiece.17 The silane coupling agent coating acts as an effective barrier and limits corrosive medium such as Cl− to contact with the metal matrix; therefore, the metal was protected from corrosion.
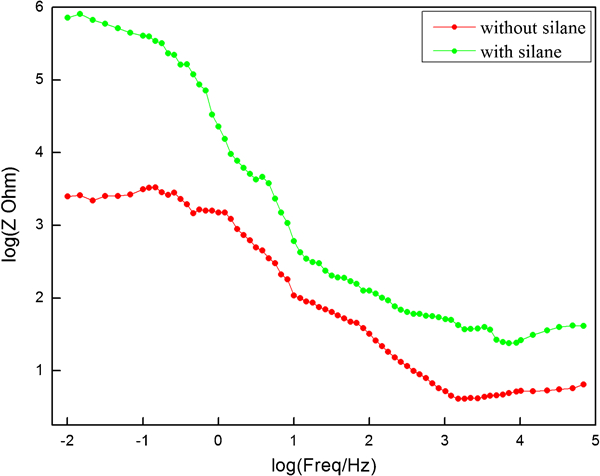
Electrochemical impedance spectroscopy curves of workpieces treated with and without silane
The morphologies of workpieces treated with and without the silane were analysed using SEM and shown in Fig. 7. Because of nickel deposited on the surface of metal by the irregularity close packing pattern, many pinholes are obvious on the surface of the blank workpiece (Fig. 7a), which are then covered by the thick film after treatment with silane (Fig. 7b and c). The film hinders the diffusion of the corrosive medium through the pinholes on the surface so that the corrosion resistance of the treated workpiece is improved.
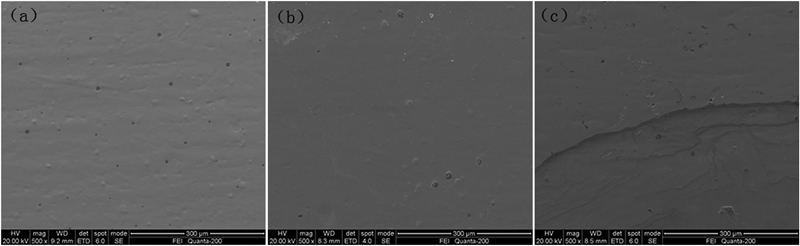
Images (SEM) of workpieces treated with and without silane
Analysis of mechanism
We propose the following coating mechanisms to account for the improved corrosion resistance of the silane coupling agent treated workpiece. In Fig. 8, Y stands for –NH2, R stands for –(CH2)3– and X stands for –OC2H5. We can see from Fig. 8 that sufficient silanol (SiOH) could be generated by silane hydrolysis. During the process of immersion, the hydrogen bonds between SiOH groups and metal surface hydroxyls (Me–OH) will be formed, and the film formed by hydrogen bonds will transform to metallosiloxane bonds (MeOSi) during curing process.18 – 20
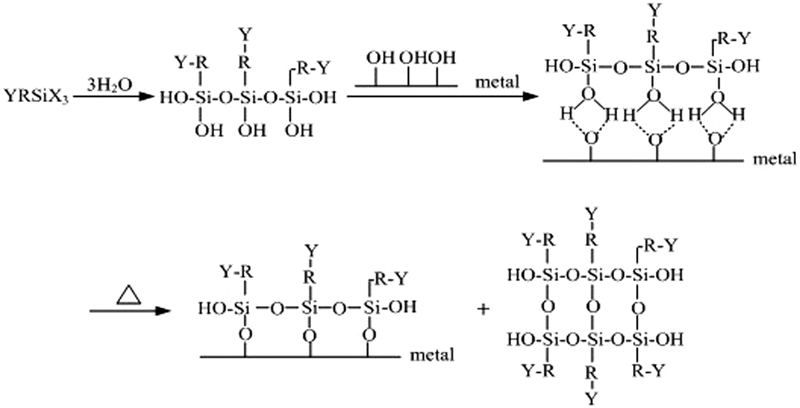
Proposed mechanism of silane hydrolysis and silane film forming on metal surface
Conclusions
In summary, a corrosion resistant coating for electroplated nickel was prepared using a silane coupling agent. Fourier transform infrared spectra reveal an obvious interaction between the silane coupling agent and the metal. The potentiodynamic polarisation curves and EIS have shown that the corrosion resistance performance of the workpiece treated with silane was greatly improved; the best condition of curing is immersion in the hydrolysed solution for 30 s followed by curing at 100°C for 40 min.
Footnotes
Acknowledgements
We would like to thank the financial support from the Research Fund for the Doctoral Program of Higher Education of China (grant no. 20110162120070), the Fundamental Research Funds for the Central Universities (grant no. 201012200146) and the Planned Science and Technology Project of Hunan Province (grant no. 2011FJ3175).