
Abstract
One of the recent areas of progress for better energy utilisation in iron ore sintering process is the distribution pattern of the fuel inside a macroparticle, which is formed with fine particles of iron ore, coke and limestone. Operational parameters for large scale industrial facilities, such as iron ore sintering plant, are commonly selected through a series of elaborate tests. The results of field experience in process improvement are introduced, and a theoretical modelling study is proposed to supplement the experimental based approach with fundamental physics based arguments, which enables predictive computation beyond the limited region of tests and adjustment. A single fuel particle model and a one-dimensional bed combustion model of solid particles are utilised, and the thermal process of combustion and heat transfer is found to be a dominant consideration in the discussions of productivity in the sintering process.
List of symbols
molar concentration/kmol m−3
particle size/m
activation energy/J kmol−1
rate constant/s−1
mass fraction
reaction rate/kmol m−3 s−1
universal gas constant
time/s
temperature/K
superficial velocity/m s−1
volume/m3
molecular weight/kg kmol−1
vertical coordinate/m
porosity
stoichiometric coefficient
density/kg m−3
transmissivity
general scalar quantity (diameter)/mm
Subscripts
diffusion through the ash layer
reaction or combustion process
mass transfer
initial value
kinetic
Introduction
Sintering is an agglomeration of small metal or ceramic particles through surface melting. An iron ore sintering process is applied to produce large particles (>5 mm) of iron ore with appropriate metallurgical properties required in the blast furnace. As shown in Fig. 1, a raw mix of iron ores and other additives, including a small amount of coke and limestone, is processed in a drum to form pseudoparticles of typical size of ∼3 mm. These particles are fed on a travelling grate to form a bed. The top of the bed is then exposed to a flame from a firing burner to commence burning of the fuel inside the bed material. Air is supplied to the bed by a down draft suction fan. The combustion commences at the top of the bed by a hot gas jet from the ignition burners for a few minutes after being fed and propagates into the bed with sintering near the combustion front. Below the combustion front, the combustion gas evaporates moisture in the solid particles, while condensation occurs below the evaporation zone. These processes progress slowly through a travelling bed of some 100 m length for 30–60 min.
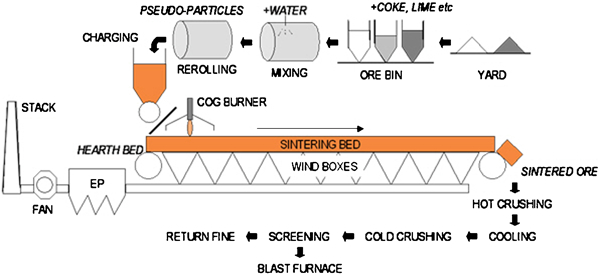
Schematic of sintering process in steel industry
The issues of sintering are how to process as much iron ore as possible to increase productivity, given the facility, while maintaining quality of the sinter in terms of structural size and strength, and how to reduce energy consumption during the process. Productivity is determined by vertical fuel combustion speed, while quality indices are composite of strength and FeO content of the sintered ore. The sintering energy is mainly made up of fuel, electric power, water and steam, where solid fuel consumption comprises 70–80% of the total energy. Thus, it is of great significance for energy saving to reduce the consumption of solid fuel in the sintering process. Recently, many effective measures were applied to increase productivity and quality and to reduce fuel consumption, such as replacement of coke by coal,1 intensifying granulation,2 control of fuel grain size,2 separate addition of fuel,2 segregation of quasi-particle,3 etc.
In the current sintering processes, coke fines are added to the raw ore to produce a homogeneous mixture, as shown in Fig. 2a . The diameter of pseudoparticles has the range of 0–8 mm and that of coke granules has the range of 0–3 mm. The coke content in the raw mixture is ∼4%. Inside the pseudoparticle, iron ore fines adhere to coke fines and encase them, which have a disadvantageous influence on coke combustion due to the slow oxygen diffusion. Along with the development of separate fuel addition process research (as shown in Fig. 2b ), fuel coating was applied to the sintering process and gradually gained favour. The fuel combustion condition in the sintering process was improved, which is beneficial for improving sinter quality, increasing productivity and saving energy.
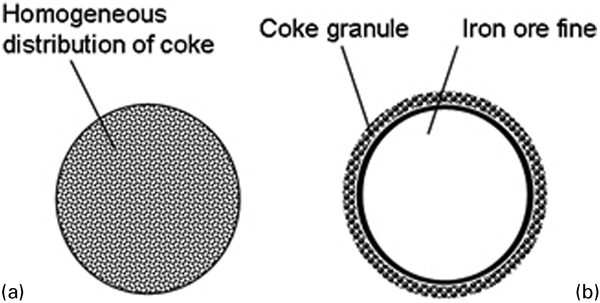
Intraparticle fuel distribution of two granulation processes
Numerous experiments for divided fuel addition process of the sintering operation have been performed.4 – 8 However, no numerical study and analysis on the new granulation process have been reported in the literature. In this study, single particle test, sintering pot and sintering field test were performed to investigate the effects of different fuel distributions on the coke combustion in the sintering process. In addition, this study presents an unsteady one-dimensional model for the numerical analysis of an iron ore sintering bed, combined with single particle modelling. This model is aimed at investigating the effects of different fuel distributions on the combustion condition in the iron ore sintering bed.
Laboratory and plant trials
Test apparatus
Figure 3a shows the schematic diagram of the single particle test device, which is composed of isothermal pot, load cell, thermocouple and air flow tube. The sample (20 mm diameter, 10 mm high, 6 g, 10% coke plus 90%Fe2O3) is placed on a basket suspended from the load cell. Air, at a temperature of 1370 K, flows into the isothermal pot at a flowrate of 2 L min−1.
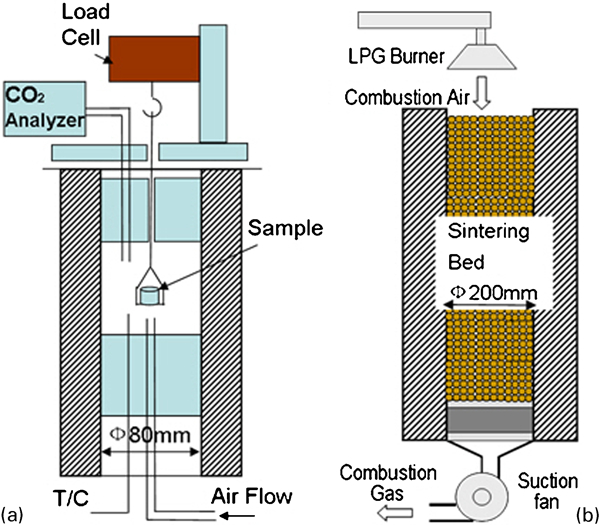
Schematic diagram of experiment devices
Figure 3b shows the schematic diagram of the pot, which has a bed 200 mm in diameter and 900 mm in height. The sintering pot test rig is composed of gas burner, sintering pot and suction fan. Iron ore, coke, limestone and other additives are mixed with water in the chamber and form various sizes of pseudoparticles in a rolling drum. Table 1 shows the distribution of the pseudoparticle sizes and the average size. The average diameter of the coke is 1·71 mm and that of limestone is 1·15 mm. Table 2 shows the composition of the solid material. The concentration of moisture in the raw mixture is 7%, and the density of the raw mixture is set at 1·95 g cm−3. After a selected amount of raw material is fed into the pot, it is exposed to the burner for 90 s and then ignited. The pressure difference of the suction fan is set initially at 1200 mm H2O and ∼1500 mm H2O after ignition. The temperature of the sintering bed, the gas inlet velocity and the flue gas temperature can be monitored to check the progress of the sintering process. At the end, sinter cakes were collected, and productivity, product yield and sinter strength (TI = tumbler index) were analysed.
Distribution of pseudoparticle sizes/averaged size
Composition of solid material
In the process of coke late addition, a raw mixture of iron ore and limestone without fuel coke fines was premixed. After the raw mixture was pelletised with water for 150 s in a rolling drum, coke fines were sprayed in the rolling drum to be mixed with the pelletised raw mixture for 90 s.
Single particle test for different fuel addition methods
Coke is the essential provider of energy to assure the propagation of the heat front through the sinter bed after the ignition zone. Coke combustion is a heterogeneous reaction between oxygen out of the gas stream through the sinter bed and particles of coke inside the bed. In a heterogeneous reaction system, not only the kinetics of the reaction itself but also the mass transfer of reacting components can be the limiting factor in combustion rate.9,10
Experimental investigations for a single solid particle (10% coke plus 90%Fe2O3, 6 g, 13 mm diameter) were performed for different fuel addition methods. Figure 4 shows the effluent gas concentration of CO2 for different fuel addition methods. From the variation in CO2 concentration, the coke combustion speed can be determined. Figure 4 shows that the coke combustion speed for coke late addition is faster than that of normal coke addition method. This result shows that a significant improvement of fuel combustibility can be achieved through improving the existing status of coke particles within the iron ore mixture.
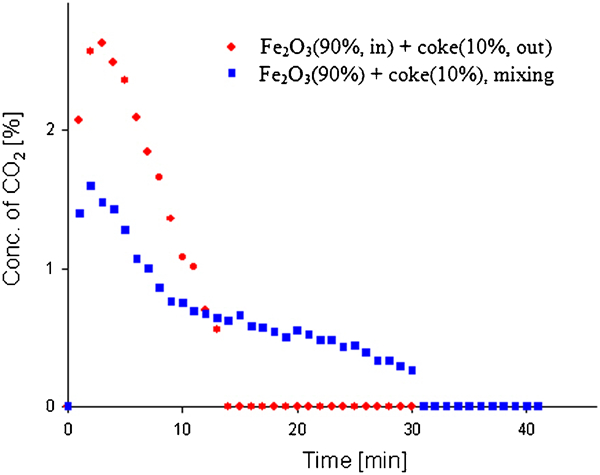
Single particle test: effluent gas concentration of CO2 for different fuel addition methods
Transparent pot test and sintering pot test
Figure 5 shows the combustion zone positions in transparent sintering pot tests, which can be identified by the bright part of the transparent pot for different fuel addition methods at 8 and 20 min. It demonstrates that the combustion speed is faster in the case of coke late addition.
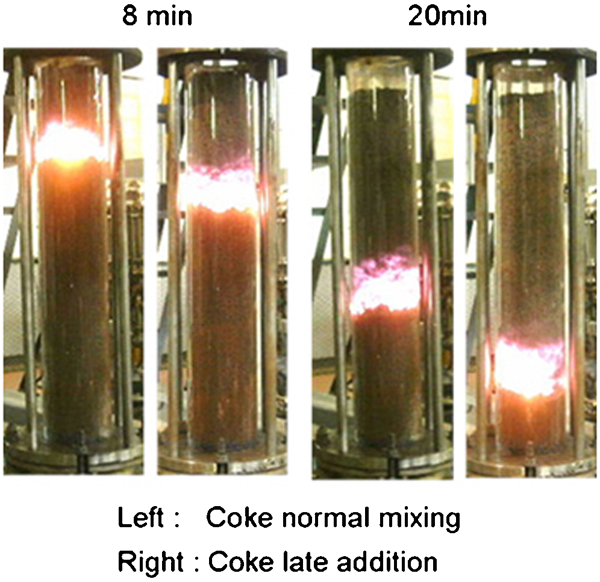
Coke combustion speed for different fuel addition methods as measured in 800 mm high, 108 mm diameter transparent sintering pots
Sintering indices include sintering time, productivity, product yield, strength, etc. Sintering time is defined as the elapsed time until the flue gas temperature reaches maximum, which means that coke combustion is completed. It is one of the most important parameters that determine the productivity of the process. The definitions of productivity (t/m2/day), product yield (%) and strength (TI) are expressed as


Figure 6a shows the comparisons of sintering times and productivities for different fuel addition methods in a steel sintering pot. The sintering time is decreased by 14·8% in the case of coke late addition.
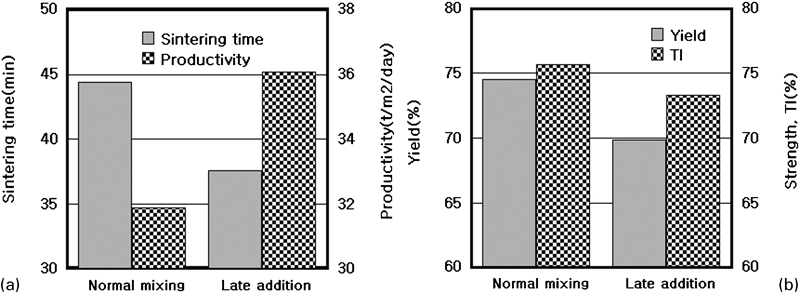
Effects of different fuel addition methods on sintering process in 900 mm high, 200 mm diameter steel pot
Figure 6b shows the indices on sinter quality. It can be seen that in the case of coke late addition, the product yield and strength decline. The reason for this might be that in the case of coke late addition, coke particles of small size that have a very fast combustion speed could not supply adequate quality of heat for the melting of the iron ore mixture. More specifically, the product yield and the strength of the sintered ore can be explained by adopting the penetration length of the melt,11 and those quality related factors improve with an increase in the penetration length of the blended ore, which is a function of penetration time. Therefore, insufficient heat from coke late addition reduces the penetration times of the melt; thereby, the penetration length decreases proportionally, which finally deteriorates the product yield and strength.
In conclusion, divided fuel addition was applied both to reduce the sintering time and to keep the product yield and strength. In this process, coke particles of smaller size were supplied in the pelletisation of sintering raw mixture, and those of larger size were sprayed into the pelletised raw mixture.
Divided coke addition by coke size
Table 3 shows the sintering indices for different fuel addition methods. It can be seen that the effects of 50% coke late addition (50% LA) are better than those for all late addition (all LA). The reason might be that when all coke particles are added outside, permeability would become worse. It can also be seen that the effects of +1 mm late addition are better than those of both all LA and 50% LA. This result shows that it is not suitable to add coke particles of smaller size (<1 mm) outside. On one side, the coke particles of smaller size could not supply adequate quality of heat for the melting of the iron ore mixture because the flame front speed does not matched with the heat front speed because the combustion speed of small size coke particles is too fast.12 On the other hand, the coke particles of smaller size that are distributed among the raw mix will affect the permeability of the sintering bed; thus, sintering speed will also decline. By contrast, the addition of coarser fines leads to a more permeable mix, and this is caused by the increase in mean particle size of the raw materials. More specifically, the ratio of nucleus particles to adhering particles in the mixes is increased by adding coarser materials.13
Sintering indices for different fuel addition methods (LA: coke late addition)
Numerical approach
It is of great importance to know the factors influencing the sinter performance and the resulting sinter quality and their relationships. Numerical modelling is capable of augmenting the information obtained from laboratory and plant trials. An essential simplification in previous investigations14 – 17 was the assumption that the solid part has a uniform chemical composition for solid phase and homogeneity inside a particle. Each cell is represented by a unique solid temperature, chemical composition and physical properties. To better reflect the real situation, where each kind of solid material has a different temperature, physical properties and chemical composition, modelling for multiple solid phases was proposed.18
In previous studies, only the ideal case of surface reactions on a particle without temperature and species profiles inside the particle is considered. A single solid particle is assumed to have one representative value of temperature and species concentration, which means that there is no temperature and species concentration gradient inside a single particle. However, especially in the case of large particles, the processes are strongly controlled by heat and mass transfer inside the particle. Penetration of the reaction gas is influenced by intraparticle mass transfer. Tests14 have proved that a simple modelling assumption would be insufficient to simulate conditions near the top of the bed under the ignition hood with the low gas flowrate. Resistance to gaseous diffusion within the granules can greatly affect the reaction rates, particularly that of coke combustion. Granule surface temperatures, which affect convective heat transfer rates, may be considerably higher or lower than the mean granule temperature assumed.14
The objective of this paper is to develop an iron ore sintering bed model considering the single particle model, which makes more information on individual particles. Different from other previously proposed single particle models, where the particle was composed of a single solid phase, the single particle model in this paper was developed to describe the combustion and sintering processes inside the individual pseudoparticle composed of multiple solid material fines within the iron ore sintering bed. Mathematical modelling of these phenomena is composed of constructing system equations and determining submodels required for each term of the governing equations. The governing equations have a form of unsteady and one-dimensional partial differential equations for spherical particles. For simplification, the gas phase oxygen transport equation is considered without the convection term. The source term of each controlling equation is closely combined through the interaction between phases. From the simulation results, it can be found that the temperature gradient inside the particle is not obvious, but the oxygen concentration gradient inside the particle is significant. A sensitivity analysis was also performed to reveal that the oxygen concentration gradient inside the particle is obvious, while the temperature gradient inside the particle can be neglected. The single particle model predicts the sintering processes with different modes of fuel distribution. The simulation result shows a difference of sintering times between the different methods of fuel distribution.
In the mathematical model, the sintering bed is assumed as a homogeneous continuum of the solid and gas phases. The solid material is treated as multiple solid phases, which makes it possible to consider different fuel characteristics. For a one-dimensional system of the y coordinate, the governing equations can be represented as a form of partial differential equation, which is shown in equation (4)
18

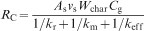




From the discussion of the above single particle test for different fuel addition methods, it could be seen that the fuel combustion conditions for various fuel distributions are different. Figure 7 shows the oxygen concentration profile in the neighbourhood of a coke particle. Oxygen concentration inside a single coke particle is considered typical20. Considering that the oxygen diffusion process inside a pseudoparticle is different from that of a separate coke particle, a correction factor to the fuel combustion rate for various fuel distribution methods is proposed. Since the sintering process speed may reflect the fuel combustion speed, the correction factor for coke combustion rate can be determined according to sintering time. Based on the coke combustion rate value of normal coke addition, the coke combustion rate of coke late addition can be expressed as
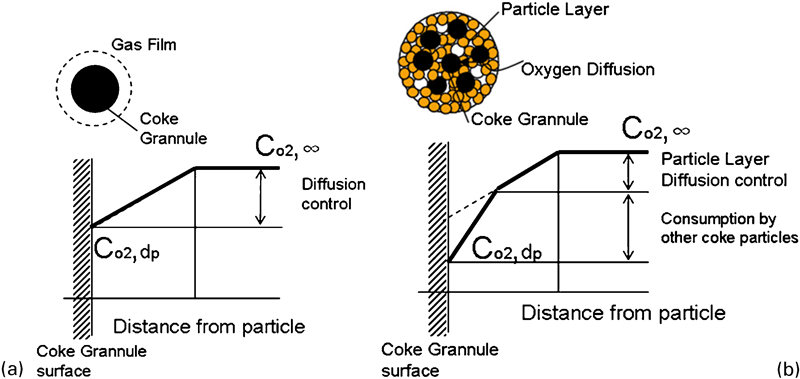
Oxygen concentration profile in coke particle and its neighbourhood
In this research, oxygen diffusion is mainly focused, and the newly adopted factor seems to reflect the sintering time of coke late addition under the given conditions. Therefore, if the increased air flowrate due to the enhanced permeability is considered, the correction factor would be slightly lowered.
Gaseous reactions occur within the bed by the combustible products of pyrolysis and char combustion released from the fuel particles. The reaction scheme should be chosen according to the reactants and the reaction environment. The loss of mass and true volume in the solid particle by combustion results in the volumetric reduction or generation of internal pores, or both. The fraction for the internal pores is expressed by a factor f ip for each solid component. From this factor and the combustion rate, the particle size and the internal porosity are determined. The changes in particle size are described by well known models, i.e. the shell progressive and ash segregation models.19
The dominant modes of heat transfer are conduction in the solid and gas phases, radiation in the solid phase and convection. The conduction is solved as a diffusion of energy once the conductivity is calculated. The convection in the packed bed is expressed as the model of Wakao and Kaguei.21 The radiation in the solid phase is solved using the two-flux method proposed by Shin and Choi.22
Results and discussion
Figure 8 shows the simulation results of temperature distribution within the sintering bed for the cases of fuel distribution methods A and B. For method A, the flame front reaches the point of y = 0·1 m when the time is 1040 s, while for method B, the flame front reaches the point of y = 0·1 m when the time is 950 s. Thus, for the case of using method B, the front of the combustion zone reaches the bottom more quickly. This implies that the propagation of combustion is faster. The difference of total sintering times between the two methods is 8·6%. Since the height of the sintering pot used in the numerical study is less than that of the experiment pot (570 and 900 mm), the decrease in sintering time is also less than that of experiment pot (8·6∶14·8%). The main cause of these consequences is due to the different oxygen diffusion processes, which are highly dependent on the condition of the coke surface.
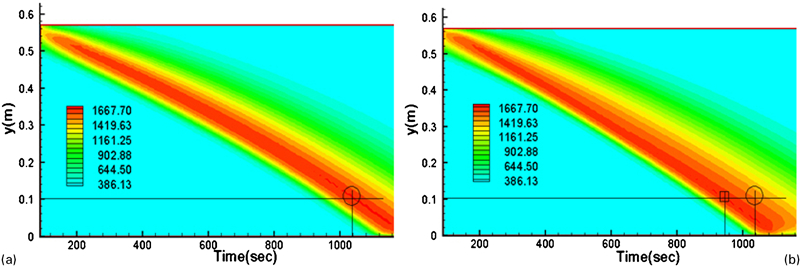
Numerical simulation results of temperature distribution for different fuel addition methods in 570 mm high, 205 mm diameter steel pot
The experimental investigations for a single solid particle, as well as the transparent pot test with visual observation, clearly distinguish the difference between methods A and B. In the test results, the speed of combustion propagation is significantly enhanced in case of coke late addition (method B), which provides favourable conditions of fuel combustion with the increase in fuel reactivity. As described in the single particle model,19 the fuel combustion is determined from the kinetic rate with different modes of diffusion rates. Here, the most influential factor that affects the overall reaction rate can be limited to the mass transfer of reaction components, since the type of fuel added to form the pseudoparticles is identical in each case. Therefore, the oxygen diffusivity for late coke addition can be considered to be slightly higher compared with that of the normal coke addition, and the difference results in the reduction in sintering time. For the variation in diffusivity, the newly adopted correction factor was employed, and it reflects the different modes of fuel distribution. This is one example of the cases in which the improved model could be used to simulate the sintering processes, and it comparatively agrees with the result of field experience.
Conclusions
The aim of this work is to study the proposed particle technology for the sintering process by both experimental and numerical methods:
The results of single particle and sintering pot tests show that the coke combustion speed of coke late addition is faster than that of traditional coke addition. The sintering field test shows that the productivity in the case of coke late addition is higher than that in the case of normal coke addition. Furthermore, 50% coke late addition and +1 mm coke late addition can improve the product yield and strength.
Unsteady state simulation of an iron ore sintering bed has been performed. The model is combined with a single particle model, which makes it possible to reflect the temperature and species concentration gradient inside a single solid particle to the simulation. The model was used to investigate the effect of different methods of fuel addition on combustion in the sintering bed. Adding fuel externally is shown to be more suitable for the process because of its high combustibility compared to the case of uniform fuel distribution inside the pseudoparticles.