
Abstract
Nine series of industrial trials were carried out using the same ladle in each series to examine the effect of ladle slag on the number of non-metallic inclusions in the next heat. Steel and slag samples were taken after ladle vacuum treatment for chemical composition analysis. Samples of the final steel product were examined to determine the number of non-metallic inclusions. It was found that the number of inclusions increased with SiO2 content of the ladle slag in the previous heat. No clear trends were found for the effects of viscosity and MgO activity of the previous slag on the number of inclusions.Theoretical analysis based on the experimental results suggested that the formation of 2CaO.SiO2 followed, but the dusting of the compound made the refractory more porous, which was reasonable for the number of non-metallic inclusions.
Introduction
In the steelmaking process, ladle treatment is one of the most important steps for refining and meeting the steel grade specification, particularly to minimise the impurity elements and non-metallic inclusions.
In recent decades, many researchers have reported the role of ladle glaze as a source of non-metallic inclusions during ladle treatment.1 – 8 A previous investigation using a tracer technique8 has evidently shown that a great number of non-metallic inclusions are generated by the ladle glaze, and these inclusions are found in all steps of the ladle treatment. The chemical development of inclusions formed by ladle glaze has also been studied.9
During the casting process, the top slag adheres to the ladle wall and forms a thin coating layer. This coating layer of slag penetrates into the porous decarburised refractory, forming a ladle glaze. It is reasonable to expect that the chemical composition of the ladle glaze has a direct relationship with the composition of the slag in the previous heat before casting.
In order to reduce the number of inclusions during ladle treatment, the effect of the slag in the previous heat on the number of non-metallic inclusions has to be studied. The present work aims at the examination of this effect and studying the mechanism causing this effect. For the latter, the effects of viscosity and MgO activity of slag are investigated based on industrial experiments carried out at Uddeholms AB, Hagfors, Sweden.
Experimental
Process description
Uddeholms AB, Hagfors, Sweden, has a scrap based melting shop (see Fig. 1). In the electric arc furnace, 35–65 t of scrap is melted. After the electric arc furnace treatment, the molten steel along with the slag is tapped into a ladle and transferred to the ladle furnace station for deslagging. After deslagging, the melt is deoxidised using aluminum bar or wire, and slag formers (dolomite, aluminate and lime) are added to form a synthetic slag. At the same station, various alloys are added depending on the steel specifications. The ladle is then transferred to the degassing station and placed in the vacuum chamber. During the vacuum degassing, the molten steel is stirred by both inductive and argon gas stirring to remove nitrogen, hydrogen and sulphur. This is followed by a floatation period where only soft inductive stirring is applied to remove the inclusions. After the ladle treatment, the ladle is transferred to the casting station. Uddeholms AB uses uphill casting, wherein steel is tapped from the bottom of the ladle.
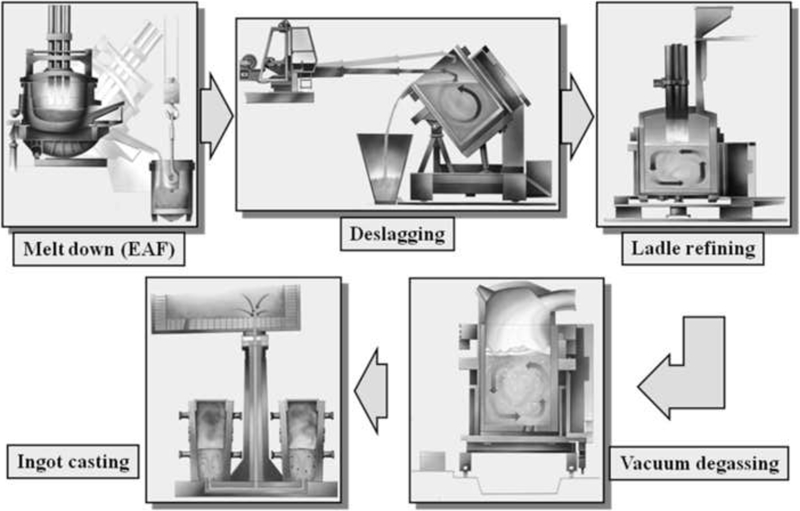
Steelmaking process at Uddeholms AB, Hagfors, Sweden
Experiment description
In view of the constraints of industrial production, two grades of steel, i.e. grade A with higher silicon content and grade B with lower silicon content, were studied to obtain different slag compositions. The typical compositions of these steel grades are shown in Table 1. The arrangements of the nine experimental series are summarised in Table 2. The slag composition ranges of these steel grades after vacuum treatment are given in Table 3. In the previous heat of each series, the slag was collected after vacuum treatment and analysed. The number of non-metallic inclusions was counted in the final product steel sample of the following heat. In order to compare the number of non-metallic inclusions, all the following heats of series were selected from steel grade A.
Typical compositions of steel grades
Experimental series of trials
Slag composition ranges of steel grades after vacuum treatment
Lollipop steel samples and slag samples were taken from the ladle after vacuum treatment. A rapid solidification method was employed to take steel samples. While the sampler was introduced into the steel, argon gas was blown through the sampler to prevent contamination of the sample by dust and entrapment of the top slag. After the sampler was placed at the sampling position, steel was drawn up into the sampler by the vacuum and then taken out of the ladle and air cooled. The slag samples were taken using a scoop through a hatch in the lid of the ladle furnace. The total sampling time was always <1 min.
The final product steel samples were taken for analysis of non-metallic inclusions. The steel samples were taken at the same position of the final products, and the size of the samples was about 75×40×5 mm.
Analysis
The slag samples were first ground into powder and then made into discs of 3 cm in diameter. These discs were analysed by X-ray fluorescence. The sulphur contents of the slag were analysed using a LECO CS-444.
The chemical compositions of the steel samples were determined by X-ray fluorescence and optical emission spectrometry. The carbon and sulphur contents of the steel samples were analysed by a LECO CS-600.
The contents of dissolved and total oxygen in the steel were measured. The dissolved oxygen contents in the liquid metal were determined using a CELOX sensor designed by Heraeus Electro-Nite. The CELOX sensor contains a Cr/Cr2O3 electrode as the reference. The total oxygen contents in the steel samples were analysed by a LECO TC EF-500.
Optical microscopic analysis was employed for detecting and classifying the inclusions in the steel samples of the final products; the number and size distribution of inclusions were determined in each sample. Inclusions were classified into four groups by the Swedish standard SS111116 and measured according to inclusion chart 2 suggested by Jernkontoret.10 The number of inclusions was then calculated using morphologic inclusion classifier.11
Results
Chemical compositions of ladle slag of previous heat
When the steel level goes down, the top slag contacts the ladle lining and forms a thin coating layer during the draining of the ladle. This slag layer adheres and penetrates into the pores of the refractory and makes a layer called ladle glaze. Because of this generation mechanism, the chemical composition of the ladle glaze is related to the slag composition of the previous heat. The ladle slag was taken from the previous heat of each experimental series after vacuum treatment and analysed. The chemical compositions of these slags are listed in Table 4.
Chemical compositions of ladle slag of previous heat (after vacuum treatment)
Oxygen content in steel
The dissolved oxygen content of molten steel was measured just after the steel sampling, after the vacuum treatment. The total oxygen content in the steel sample was analysed by combustion technique using LECO. The difference between the total oxygen content of the steel sample and the dissolved oxygen content (Otot−Odis) is indirectly related to the amount of oxide particles, namely the number of non-metallic inclusions. Table 5 shows the dissolved oxygen content, the total oxygen content and the chemical composition of the steel sample, which was taken from the following heat of each experimental series.
Chemical compositions of steel samples of following heat (after vacuum treatment)
Number of non-metallic inclusions in final product steel sample
Steel samples of final products were analysed. Only inclusions of >10 μm in diameter were considered. The size of the inclusions generated in the casting process is generally <10 μm.12 The number of non-metallic inclusions per unit area is shown in Table 6. According to the Swedish standard SS111116, the inclusions were classified into four size ranges, namely 2·8–5·7, 5·7–11·3, 11·3–22·6 and >22·6 μm. Hence, the numbers of inclusions in the third and fourth groups are used for the comparison of the number of non-metallic inclusions.
Number of non-metallic inclusions of final product steel sample of following heat
Chemical composition of ladle slag in previous heat
Figure 2a presents the number of non-metallic inclusions per unit area as a function of SiO2 content in the slag of the previous heat after vacuum treatment. The difference between the total and dissolved oxygen contents of steel samples is plotted as a function of the SiO2 content of the previous heat in Fig. 2b . A general trend that the number of inclusion >11·3 μm increases with the SiO2 content in the previous ladle slag is seen in these figures. Note that the experimental technique, including the counting of inclusions, involves considerable uncertainties. This would explain why a few points (e.g. at 10·3 and 11·5 mass-%Si) deviate from the general trend. The trend shown in Fig. 2 should be considered preliminary. More industrial study is required to further confirm this finding. It is worthwhile to point out that similar plots for Al2O3, CaO and MgO do not show the same trends as in Fig. 2.
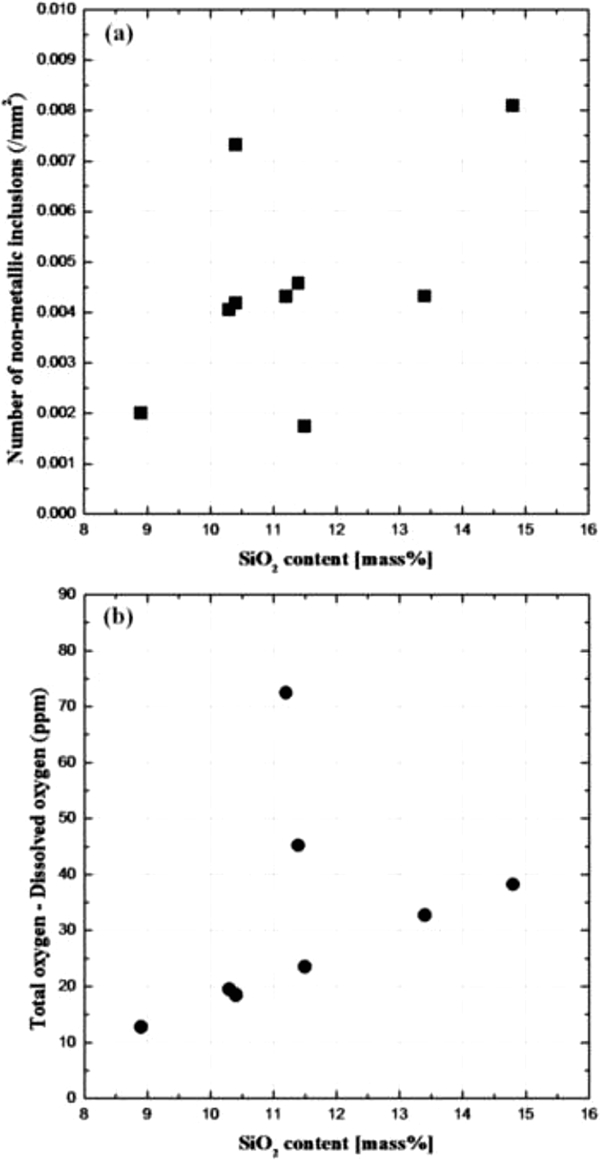
Effect of SiO2 content of ladle slag on next heat
Discussion
A number of parameters have an effect on the number of non-metallic inclusions during the ladle treatment, such as the slag composition, the steel grade, the temperature of molten steel, the method of deoxidation, the condition of stirring and others. In the present study, all the conditions are kept almost constant. Only the steel grade and the slag composition in the previous heat are varying. As seen in Fig. 2, the SiO2 content has a great impact on the number of inclusions in the next heat; hence, it would be valuable to find out the cause for this impact.
Viscosity of ladle slag of previous heat
Slag viscosity is one of the most important physical properties that have a strong impact on ladle treatment. The formation of the ladle glaze might also have a strong dependence on the slag viscosity, as low viscosity would facilitate penetration into the pores of the ladle refractory.
On the basis of the chemical composition, the viscosities of the previous slags at different temperatures can be evaluated using the viscosity model.13 Figure 3 presents the effect of viscosity of the previous ladle slag on the number of inclusions and Otot−Odis respectively. It is interesting to see in Fig. 3 that the number of inclusions does not show a clear trend with the increase in viscosity of the previous ladle slag. Note that the viscosity values in Fig. 3 are calculated based on the slag compositions and at 1873 K. At lower temperatures, the viscosities of the slags should increase; however, the plots are very similar in Fig. 3 and would somehow suggest that the viscosity of the previous slag has no profound effect on the glaze structure in the slag composition range studied.
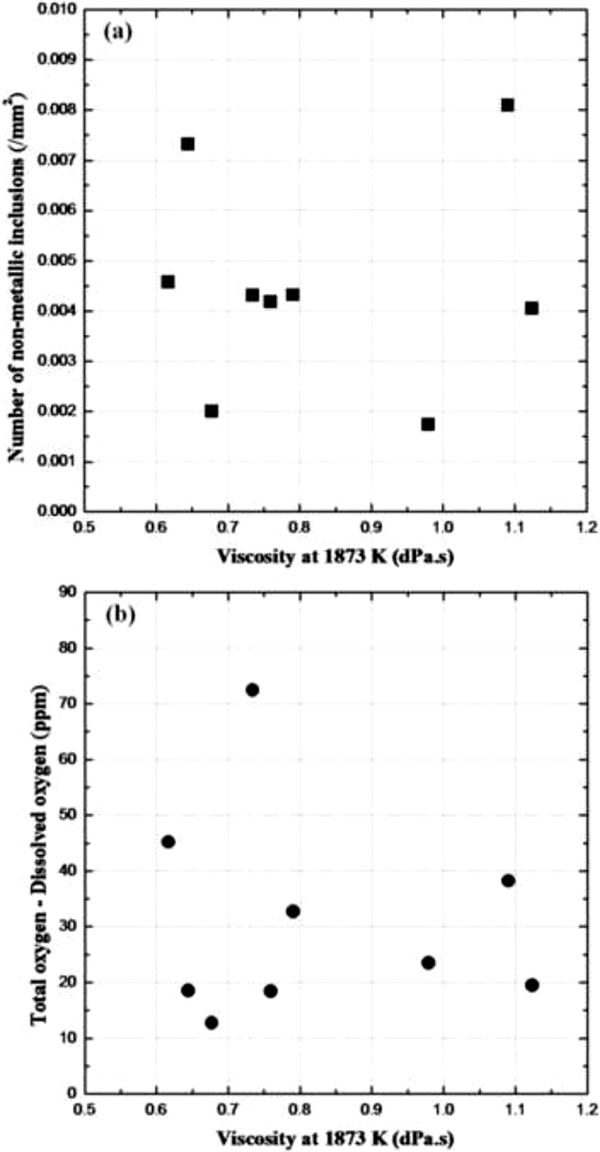
Effect of viscosity of ladle slag on next heat13
MgO activity of ladle slag of previous heat
At Uddeholms AB, the ladle refractory is carbon bearing magnesium oxide. During the generation of ladle glaze, the adhered slag penetrates into the pores and reacts with MgO. Since a lower MgO activity in the slag would increase the driving force for the attack of the slag to the MgO refractory and result in more inclusions in the next heat, it would be valuable to examine the relationship of the MgO activity in the previous slag and the number of inclusion in the following heat.
The activities of MgO in the previous heat are evaluated using the slag model14 based on the slag compositions in Table 4. While Fig. 4a presents the number of inclusions as a function of MgO activity in the previous slag, Fig. 4b presents Otot−Odis as a function of MgO activity in the previous slag.
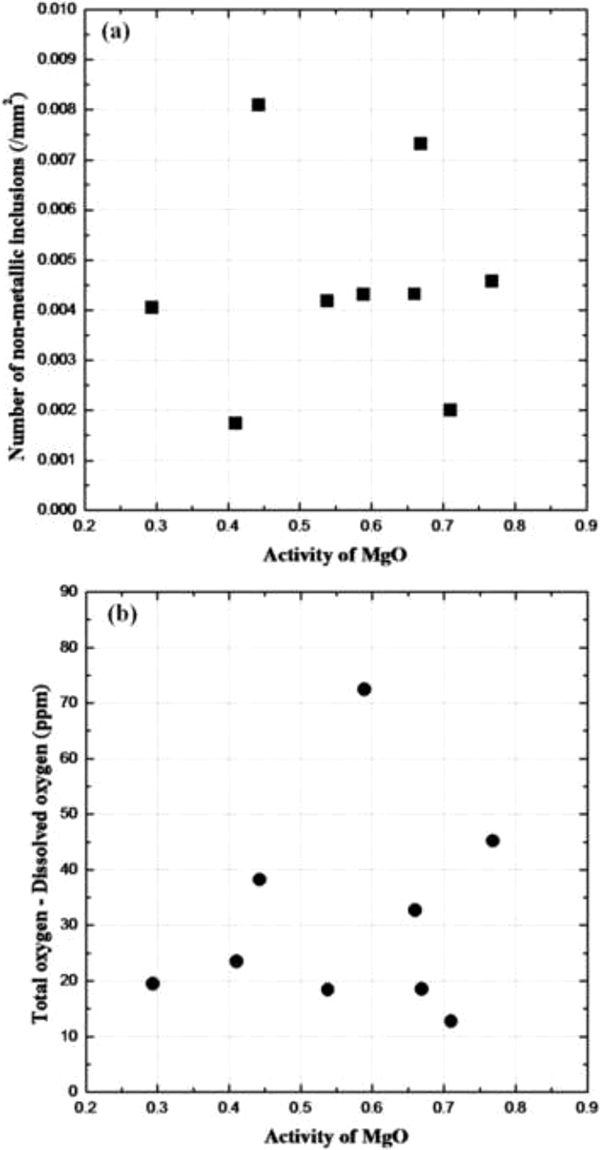
Effect of MgO activity of ladle slag on next heat14
Figure 4 does not suggest any clear relationship between the number of inclusions and the MgO activity in the previous slag. It is reasonable to conclude that at least the activity of MgO in the previous slag is not the main reason causing the difference in the number of inclusions shown in Fig. 2.
Solidification of adhered ladle slag
Since both viscosity and MgO activity of the previous slag do not seem to have a major impact on the glaze structure and, consequently, the number of inclusion in the next heat, the most possible explanation to the trend in Fig. 2 would be the effect of SiO2 on the glaze structure during cooling of the ladle wall. During and after the teeming process, the adhered ladle slag solidifies slowly due to the radiant heat from the melt and the latent heat of the ladle refractory. This slow solidification leads to the precipitation of some solid phases, which have high melting point. The precipitation could also take place in pores of the MgO matrix and therefore affect the porosity of the MgO and even the structure of the pores.
In recent studies,15,16 the solidification of ladle glaze and the precipitation of solid particles in the ladle slag system were investigated. Four phases were mainly detected in the glazed refractory, which was in contact with the slag. Some of the slags employed by several authors15,16 had similar compositions as the present work. The detected phases were MgO, 2CaO.SiO2, 3CaO.Al2O3 and supercooled liquid. In order to explain the solidification process and the precipitation of solid particles, thermodynamic calculations were carried out using the Thermo-Calc software.15 In the calculations, the Scheil–Gulliver equation was used to describe the solidification of the slag. This model approximated non-equilibrium solidification by assuming infinitely rapid diffusion in the liquid phase, no diffusion in the solid phase and local equilibrium at the solid/liquid interface. After calculating the equilibrium at one temperature step, the software would discount the precipitated phases and make the next calculation with new liquid composition. The amount of specific solid phase at one temperature was estimated with the amount of precipitated solid phase in the previous steps. Two different slag compositions were selected for these calculations with high and low SiO2 contents according to the typical ladle slag compositions in the Swedish steel industries. Table 7 presents the chemical compositions of these slags, and the calculated results are reproduced in Figs. 5 and 6 respectively. These figures clearly show that a large amount of solid phases with high melting point are generated from the adhered slag during the cooling of the ladle. The fraction of 3CaO.SiO2 is much bigger in the results with high SiO2 content slag system. 3CaO.SiO2 is transformed into 2CaO.SiO2+CaO at lower temperature. Further cooling would lead to the dusting of the 2CaO.SiO2 compound due to its phase transformation. The dusting of 2CaO.SiO2 is likely to increase the size and even the number of pores of the MgO matrix. Consequently, ladle slag having higher SiO2 content could lead to higher porosity and bigger pore size. In the next heat, more non-metallic inclusions could be generated from the accumulated slag being washed out from the ladle pores. In fact, based on their experimental study,16 the authors have shown the formation of cracks, and dusted slag occurs with high SiO2 content slag, i.e. 12 or 15 mass-%SiO2. In the case of lower SiO2 content, no dusting behaviour has been observed no matter what cooling rate has been employed. Both the theoretical consideration (see Figs. 5 and 6) and the experimental results of slag–refractory reaction are in good agreement with the comparative analysis in Fig. 2. Hence, it is reasonable to believe that the effect of SiO2 content in the previous heat on the number of inclusions in the next heat is to a great extent due to the formation of 2CaO.SiO2 followed by its dusting during cooling.
Two different ladle slag compositions used for thermodynamic calculations
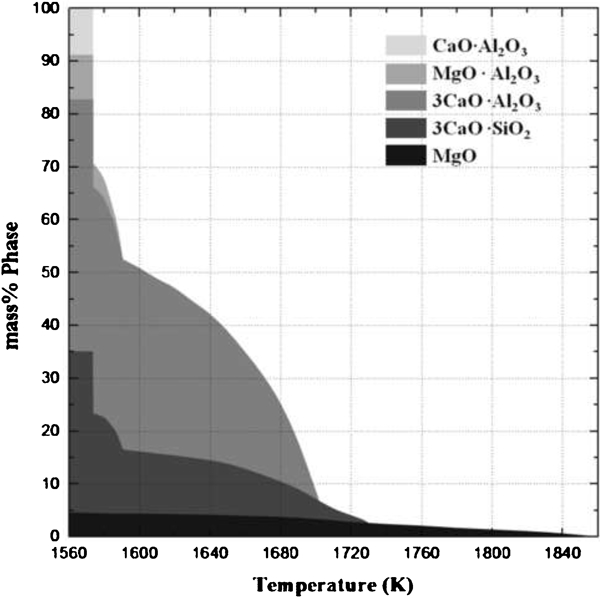
Results of calculation with slag composition 30Al2O3–55CaO–7MgO–8iO2 (mass-%)15
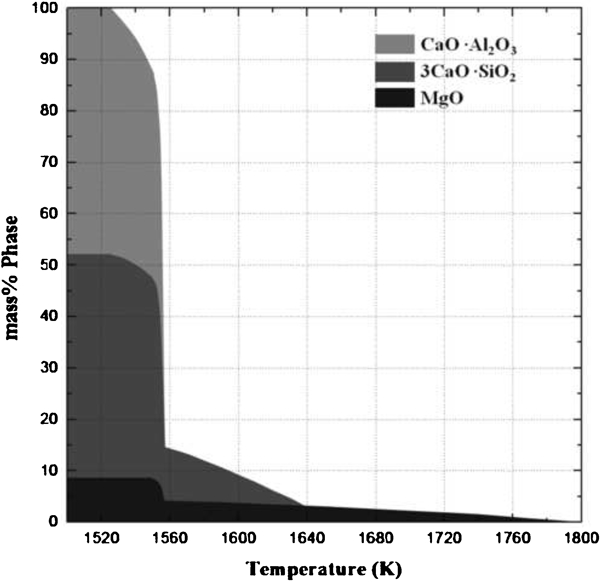
Results of calculation with slag composition 30Al2O3–49CaO–9MgO–12SiO2 (mass-%)15
Conclusions
The results have revealed that the number of inclusions increases with SiO2 content in the previous slag.
No trends regarding the correlation between the number of inclusions and viscosity as well as MgO activity of the previous slag have been found.
It has been concluded that the formation of 2CaO.SiO2 followed by its dusting during cooling of the ladle is responsible for the increase in the number of inclusions with increasing SiO2 content in the previous slag. The dusting of 2CaO.SiO2 has been found only to take place with higher SiO2 containing slag, which leads to higher porosity and larger sized pores in the MgO lining.
The present study indicates that the control of ladle slag composition is one of the most important factors to reduce the number of non-metallic inclusions in the next heat.
Footnotes
Acknowledgements
The authors are thankful to the researchers and operators at Uddeholms AB for their valuable help throughout this study. The financial support for this work provided by Uddeholms AB, Hagfors, Sweden, is gratefully acknowledged.