
Abstract
Reduction experiments of sinter in a top gas recycling oxygen blast furnace (TGR-OBF) were studied at temperatures ranging from 1173 to 1373 K. The changes in iron oxide reduction were evaluated, and based on the ‘unreacted core model’, the kinetic behaviour of this reduction was also analysed. The results show that with increasing temperature, the reduction rate of sinter increased, the reduction time decreased and the final degree of reduction increased. At 1173, 1273 and 1373 K, the reduction process is controlled by interfacial chemical reactions, and the chemical reaction rate constants are 0·363, 0·591 and 0·787 cm s−1 respectively at an early stage of reduction. Reactions are controlled by interface chemical reactions and internal diffusion at the final stage of reduction, and the chemical reaction rate constants are 0·541, 0·682 and 0·866 cm s−1 respectively, and the diffusion co-efficients of the reduction reaction are 0·463, 1·970 and 2·412 cm2 s−1 respectively. In the TGR-OBF, the range of temperatures is from 1173 to 1373 K. The apparent activation energy is 52·07 kJ mol−1, and the frequency factor is 77·26 cm s−1 at an early stage of reduction. At the final stage, the apparent activation energy is 31·41 kJ mol−1, and the frequency factor is 13·46 cm s−1.
Introduction
The new ironmaking technology of top gas recycling oxygen blast furnace (TGR-OBF) is most likely to be used in large scale applications. The concept relies on the removal of CO2 contained in the top gas of the blast furnace; therefore, useful components, i.e. CO+H2, can be recycled back into the furnace and reused as reducing agents. In addition, injecting O2 into the furnace instead of preheated air removes unwanted N2 from the gas. Under the pressure of CO2 emissions in ironmaking and steelmaking, the growing international shortage of coking coal resources and the rising price of coke, TGR-OBF has attracted the attention of many researchers because it has so many advantages, such as high productivity, high pulverised coal injection rate, low coke rate, high gas reducing capability, high top gas calorific value, etc.1 – 7
As a result of recycling, most of the top gas after CO2 removal and injecting oxygen into the furnace, the reduction capacity of blast furnace gas will be increased, so the metallurgical behaviour of TGR-OBF’s iron burden is different from that of the traditional blast furnace. Therefore, one of the keys to the development of this technology is the study of the metallurgical behaviour of iron oxide reduction in TGR-OBF. The present study focuses on a theoretical model simulation and experimental research.8 – 11 However, as the study of the kinetic behaviour of iron oxide reduction in the conditions in a TGR-OBF was rarely reported, the purpose of this paper is to study these kinetics, which includes determination of the controlling step and calculation of kinetic parameters of the reduction process by applying the ‘unreacted core model’ to analyse the experimental results. It will provide a theoretical basis for the development of TGR-OBF.
Experimental
The composition of the sinter used in the experiments was 52·40TFe–6·56SiO2–13·18CaO–2·40MgO–2·05Al2O3–0·024S–0·192TiO2–9·10FeO (wt-%). All the experiments were carried out in a gas–solid reaction apparatus, which can measure the iron weight continuously, and this is shown schematically in Fig. 1. The granular size of the sinter was in the range of 10–12·5 mm, and the sample weighed 500 g. The diameter of the reaction tube is 75 mm. The sinter sample was set on packed alumina balls. The reducing gas mixture was injected from the top of the tube, down along the outer fringe of the reaction tube and then up into the reaction tube. The reducing gas was preheated by alumina balls before reducing the sample. The weight of the sample was measured continuously by an electric balance on top of the furnace during the whole experiment.
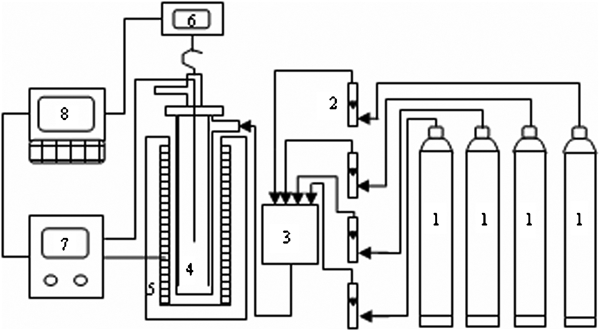
Schematic layout of experimental apparatus
Experimental procedure
The sample was heated to the predetermined experimental temperature and protected by N2. Then, the gas mixture was introduced into the reaction tube with a flow of 15 L min−1. The flow of the gas mixture was not stopped until the weight of the sample remained stable for 5 min, which meant that the sinter was reduced completely. The gas mixture was then switched back to N2, and the sample was cooled down to 298 K in N2 atmosphere. The experiment temperatures were set at 1173, 1273 and 1373 K. The gas mixture was 71CO–15H2–2CO2–12N2, which was calculated according to the quality and thermal equilibrium model in TGR-OBF.12
In this paper, the reduction degree RI is the mass percentage of oxygen that is reduced from Fe2O3 to Fe
Experimental results
Figure 2 shows the variation of the degree of sinter reduction with time at the three experimental temperatures of 1173, 1273 and 1373 K. The figure shows that with increasing temperature, the reduction rate is increased, and the reduction time decreased, which lead to an increase in the final degree of reduction. At the early stage of reduction, the reaction rate is fast, but the reduction curve becomes relatively flat at the final stage of reduction. The final degree of reduction of the sinter reaches as high as 99·24%, and the reduction time is only 63 min at 1373 K. Under the same atmosphere, the final reduction degree reaches 99·15 and 98·20%, and the reduction times are 78 and 117 min at 1273 and 1173 K respectively.
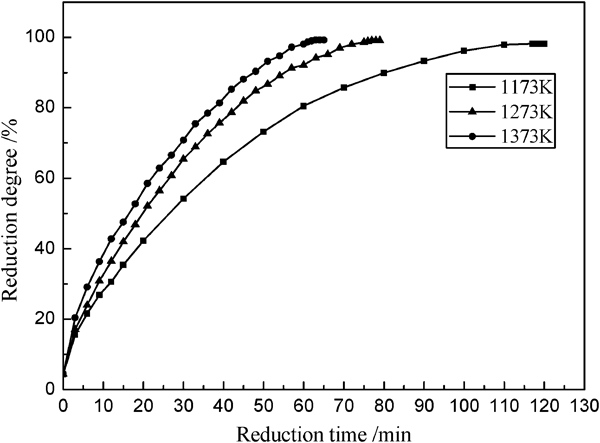
Reduction degree of sinter with time at different temperatures
Kinetic analysis of iron oxide reduction
Kinetic mechanics of iron oxide reduction
The kinetic behaviour of the iron oxide reduction under such a high reducing atmosphere can be described using an approximate ‘unreacted core model’.13 The general formula of the reaction is shown as follows
According to the definition (as shown by equation (2)) of the rate of conversion (degree of reduction) f of solid reactant B, it is possible to deduce the relationship (equation (3)) between f and r

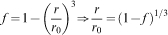
According to the unreacted core model, the derived integral expression14 of the kinetics of the iron oxide reduction is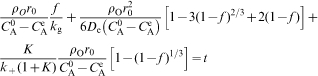


The first part in the left of equation 


Under the normal condition, when the flow of reducing gas is 15 L min−1, the flowrate is 56·6 mm s−1. When the flowrate of gas is close to, or above, 50 mm s−1, the resistance of gas external diffusion can be neglected; therefore, equation (4) can be simplified as
Therefore, it is possible to plot [1−3(1−f)2/3+2(1−f)] versus t, [1−(1−f)1/3] versus t and t/[1−(1−f)1/3] versus [1+(1−f)1/3−2(1−f)2/3]. From these plots, the controlling unit of the sinter reducing reaction can be identified. Then, D e and k + can be extracted from the slope and intercept of the plot.
Controlling step of iron oxide reduction
[1−3(1−f)2/3+2(1−f)] and [1−(1−f)1/3] are plotted in Fig. 3 as a function of time t to show the experimental reduction results of sinter at the high temperature stage. According to the figure, all through the reduction process, [1−(1−f)1/3] is linear with t, but [1−3(1−f)2/3+2(1−f)] is linear with t only at the final stage of reduction, which shows that the reduction process at the early stage of sinter is controlled only by interface chemical reaction at 1173, 1273 and 1373 K but is hybrid controlled by internal diffusion and interface chemical reaction after a period. For the reduction process at 1173, 1273 and 1373 K, the start times of the reducing reaction, which is hybrid controlled by internal diffusion and interface chemical reaction, are 30, 21 and 18 min respectively.
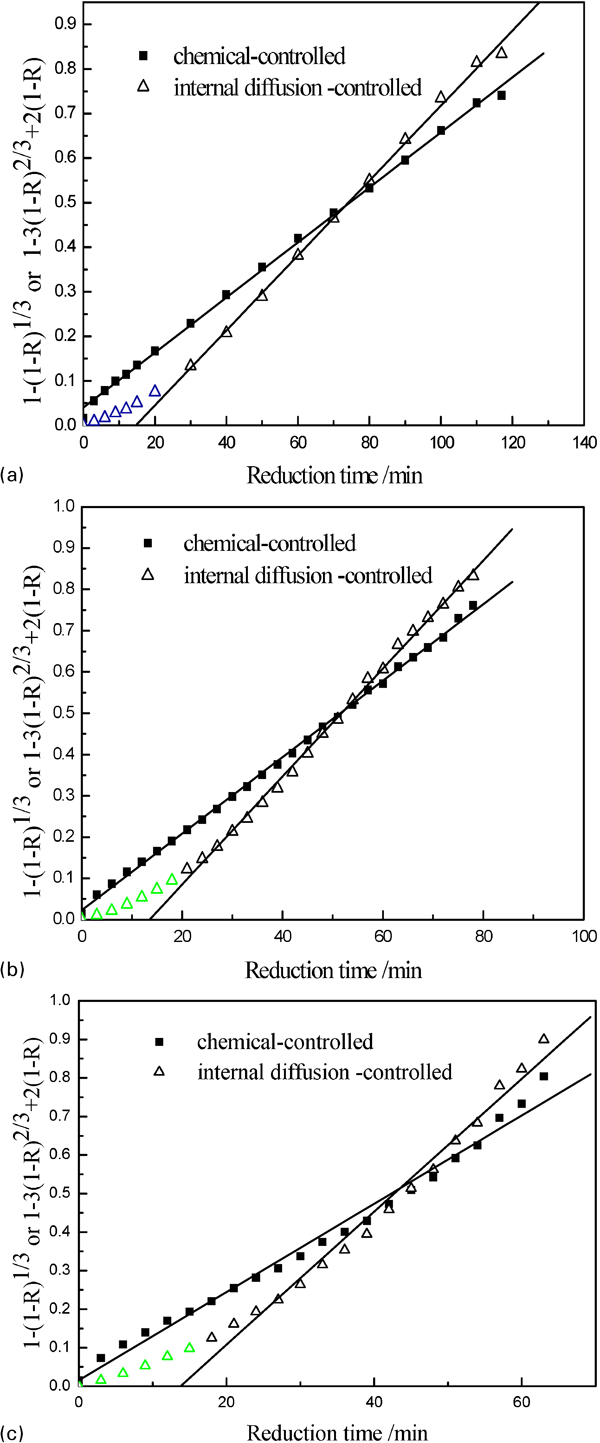
Comparison curve of chemical controlled with diffusion controlled reaction at different temperatures
To verify whether it is hybrid controlled by both interface chemical reaction and internal diffusion at the final stage, t/[1−(1−f)1/3] as a function of [1+(1−f)1/3−2(1−f)2/3] was plotted as shown in Fig. 4. It can be seen that there is a good linear relationship between t/[1−(1−f)1/3] and [1+(1−f)1/3−2(1−f)2/3] at the final stage of the reduction at 1173, 1273 and 1373 K. It confirms that the reduction reactions are hybrid controlled by both interface chemical reaction and internal diffusion.
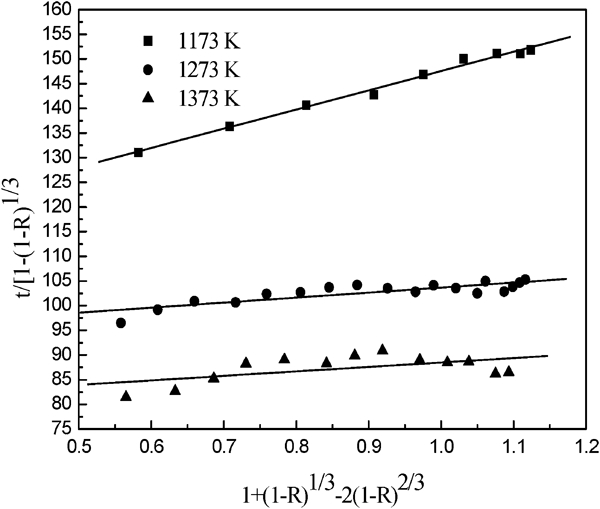
Mixed control plot at different temperatures
Kinetics parameters of iron oxide reduction
Chemical reaction rate constant k +
For equation (1)


Uniting the two equations above

Slope and intercept of fitted line at different temperatures
In this study, the values of the following have been calculated: ρ
O = 0·056 mol cm−3, 


Rate constant of reaction process at different temperatures
Diffusion co-efficient D e
In the reduction process, the rate of oxygen loss is the highest in the process FeO→Fe, which makes the reaction harder to run and should take a longer time. Therefore, the reduction processes of Fe2O3 and Fe3O4 are ignored; only the reactions below are considered






Diffusion co-efficient of reaction process at different temperatures
Apparent activation energy and frequency factor
According to the Arrhenius equation16
Log both sides of equation (18) becomes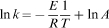
Relationship between ln k and 1/T
Apparent activation energy and frequency factor of reaction process at different temperatures
Conclusions
In the TGR-OBF process, with increasing temperature, the reduction rate of sinter increased, the reduction time decreased and the final reduction degree increased. At 1373, 1273 and 1173 K, the final degrees of reduction of the sinter were 99·24, 99·15 and 98·20% respectively, and the reduction times were 63, 78 and 117 min respectively.
By investigating the behaviour of reductive reaction kinetics with the unreacted core model, it was found that at 1173, 1273 and 1373 K, the reduction process is controlled by interface chemical reactions at the earlier stage and by interface chemical reactions and internal diffusion at the final stage.
At 1173, 1273 and 1373 K, with increasing temperature, the chemical reaction rate constant gradually increases. The chemical reaction rate constant is 0·363, 0·591 and 0·787 cm s−1 respectively, at the early stage, and 0·541, 0·682 and 0·866 cm s−1 respectively, at the final stage.
At 1173, 1273 and 1373 K, the diffusion coefficients of the reduction reaction are 0·463, 1·970 and 2·412 cm2 s−1 respectively. In the TGR-OBF, the temperature ranges from 1173 to 1373 K, the apparent activation energy is 52·07 kJ mol−1 and the frequency factor is 77·26 cm s−1 at the early stage of reduction. At final stage, the apparent activation energy is 31·41kJ mol−1 and the frequency factor is 13·46 cm s−1.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support of the National Basic Research Program of China (973 Program) (grant no. 2012CB720401) and the National Key Technology R&D Program (grant no. 2011BAC01B02).