
Abstract
In the present study, pilot plant experimental heats were designed and carried out to determine the optimum condition for smelting high carbon ferromanganese through investigating some parameters affecting the smelting process including Mn/Fe ratio of the blend, coke ratio, slag basicity and dolomite/limestone ratio of the flux. The results of pilot plant experimental heats showed that using Mn blend with high Mn/Fe ratio decreases the consumption of charging materials: Mn ores, coke and fluxing materials (limestone and dolomite). This means that lower amounts of Mn ores, coke and flux materials can be used for attaining the same output alloy weight by increasing the Mn/Fe ratio of the blend. Furthermore, the produced slag decreases as Mn/Fe ratio of the blend increases. The higher Mn/Fe ratio of the blend does not only reduce the input materials and the produced slag, but also improves the produced alloy quality by increasing the Mn percent and Mn/Fe ratio of the produced high carbon ferromanganese. For obtaining standard HCFeMn alloy containing minimum 75%Mn, it is necessary to use Mn blend with the Mn/Fe ratio of higher than 6·2. The added coke must be adjusted according to the material balance and stoichiometric to prevent the over-coke and minimise the highly endothermic ‘Boudouard reaction’ to attain the highest Mn recovery and metallic yield. Furthermore, the slag basicity should be optimised with flux addition to attain the highest Mn recovery and metallic yield. The optimum slag basicity for attaining the highest manganese recovery and metallic yield depends on the used formula. The slag basicity can be determined from the chemical composition of raw material mixture with taking into consideration that about 2% of silicon in the raw material mixture will be reduced and goes into metal phase. Much higher slag basicity is not recommended as this practice produces viscous slag accompanied with lower Mn recovery and metallic yield. The results also revealed the negative effect of increasing MgO/CaO ratio of slag on manganese recovery and metallic yield. The MgO/CaO ratio in the slag decreases by decreasing the dolomite/limestone ratio in the flux.
Introduction
Manganese is an essential alloying element in nearly all types of steel and is used to increase strength, toughness, hardness and hardenability. It is also used for deoxidation and desulphurisation of ferrous metals and alloys. In iron and steel industry, manganese is not added as a pure element but as a ferromanganese alloy.
Ferromanganese can be produced either in a blast furnace or an electric arc furnace from ores containing both manganese and iron oxides. The production of ferromanganese in blast furnace consumes a large amount of coke (1·8–2·0 tons per ton of melt) and manganese raw materials (2·5–3·0 tons per ton of melt) due to the specific conditions of the process and the considerable losses of manganese to slag and gas (15–20%). Electric furnaces offer high capacity and productivity. In addition, they produce minimum environmental impact, as the furnace can be readily sealed, and only a small quantity of off-gas is generated. Electric furnaces present the most favourable choice of smelting technology where high process temperatures in excess of about 1400°C are required.
Currently, high carbon ferromanganese is produced by carbothermic reduction in submerged arc furnaces fed with a cold charge of Mn ores, carbonaceous agent and fluxing materials. Blending of ores from different sources is the common practice in the HCFeMn smelting process, and coke is used as a reducing agent. Limestone and/or dolomite are used as flux materials. These basic fluxes are added to give the slag suitable chemical properties, smelting temperature and viscosity in order to secure good furnace operation and a high manganese recovery. The amount of added limestone and dolomite depends on the required CaO and MgO to attain the specific slag basicity.
The composition of ferromanganese slag is very important as it determines the slag/metal equilibrium relations including the MnO content of final slag, melting relation and slag viscosity.1
Slag basicity is conveniently used to describe equilibrium and smelting relations, slag properties and final slag composition in the high carbon ferromanganese process.2, 3 Slag basicity is usually defined as the mass ratio between the basic and acid oxides and expressed by some basicity number.2
Different formulas are used to express the slag basicity in the high carbon ferromanganese process.1
–
6 The simplest expression is the (CaO)/(SiO2) ratio. The flux materials commonly used in the high carbon ferromanganese smelting process are limestone and dolomite. Therefore, the produced slag contains a significant amount of MgO, and the slag basicity is commonly described as (CaO+MgO)/(SiO2). When the smelting process produces slag containing a significant amount of Al2O3, it is preferable to define the basicity as (CaO+MgO)/(SiO2+Al2O3). If all minor basic oxides like BaO and K2O are included, extended basicity formula is recommended as given in equation (1)

Furthermore, the suitable Mn/Fe ratio of the blend and coke ratio have to be optimised to reduce the charging materials, improve the proper production of ferromanganese performance, reduce the specific energy consumption and produce alloy with the standard specification.
This work is a part of complex study has been carried out through a project financed by the Science and Technological Development Fund (STDF), Egypt to enhance the economics of high carbon ferromanganese production process. In the first stage of the project, the real industrial data for high carbon ferromanganese production at Sinai Manganese Company have been collected and evaluated through statistical analysis of collected data and evaluation of the production technique. The results of this stage are under publication. In the second stage of the project, pilot plant smelting experiments for producing high carbon ferromanganese were designed and performed at the Pilot Unit of Steel and Ferroalloys, Central Metallurgical R&D Institute to determine the optimum conditions for producing HCFeMn with the highest yield and recovery through investigating some parameters affecting the smelting process including Mn/Fe ratio of the blend, coke ratio, slag basicity and dolomite/limestone ratio of the flux. In these experimental heats, the same charging materials used at Sinai Manganese Company for producing high carbon ferromanganese were used. This paper presents the results of pilot plant smelting experiments to optimise the condition for smelting high carbon ferromanganese. In the last stage of project, the results obtained have been applied in industrial scale at Sinai Manganese Company for producing standard HCFeMn containing minimum75%Mn. Adjusting the different production parameters in smelting high carbon ferromanganese has successfully reduced the consumption of the charged materials and electric energy consumption/ton high carbon ferromanganese. With using the optimum condition, the electric energy consumption/ton high carbon ferromanganese has been reduced from average 2993 to 2553 kWh with saving of 440 kWh/ton HCFeMn representing 14·7% and consequence reduction in the production cost. The industrial application results are under publication.
Experimental
Raw materials
The raw materials used in this investigation to perform the pilot plant experiments for smelting the high carbon ferromanganese are four manganese ores, Mn sinter, coke as reducing agents and limestone and dolomite as fluxing materials.
The charging materials were subjected to complete chemical analysis using both standard wet analysis methods8 and X-ray fluorescence (XRF) technique. X-ray fluorescence analysis was carried out on pressed powder of 10 g ore sample and 2 g wax (C18H36O2N2) using Panalytical Axios Advanced XRF and Omnian program of results database.
The chemical compositions of manganese ores and manganese sinter are given in Table 1. The chemical analyses of fluxing materials: limestone and dolomite, coke and coke ash are also given in Tables 2 4 respectively.
Chemical analysis of manganese ores and sinter/wt-%
Chemical analysis of flux materials/wt-%
Chemical analysis of coke/wt-%
Chemical analysis of coke ash/wt-%
Furthermore, manganese ores and manganese sinter were subjected to X-ray diffraction (XRD) analysis. The XRD was carried out using a BRUKER, Axs D8 advance X-ray diffractometer with a Cu Kα X-ray source with a sec. monochromator. The scans were done from 10 to 80° at 1° min−1 and a step size of 0·02°. The voltage used was 40 kV, with a current of 40 mA. The phase analyses of the four manganese ores and manganese sinter as detected by XRD analysis are illustrated in Fig. 1.
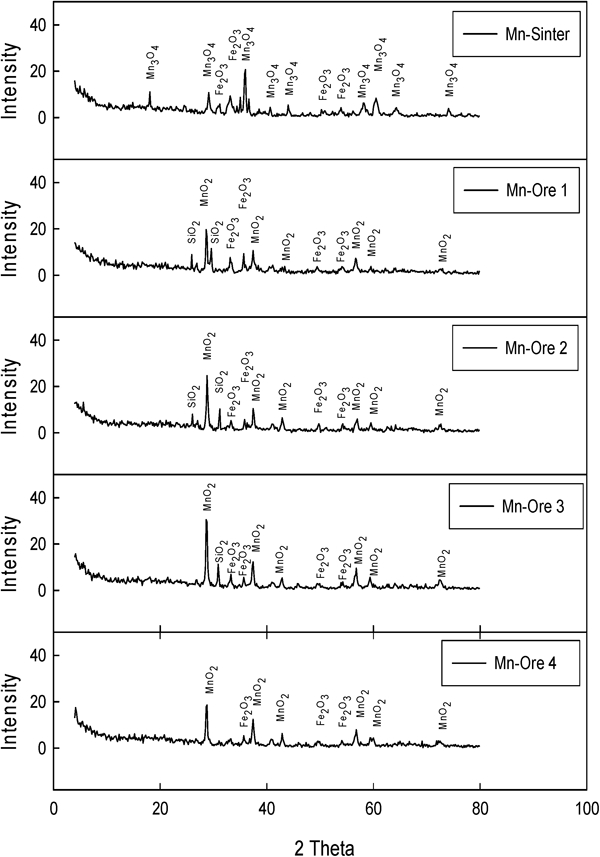
X-ray diffraction pattern of Mn ores and Mn sinter
As it is clear from Table 1, manganese ores contain 43·45 to 49·1% Mn with a Mn/Fe ratio of 3·86 to 6·18, whereas manganese sinter has a higher Mn content and a Mn/Fe ratio of 57·58 and 15·86, respectively.
Pyrolusite (MnO2) and haematite (Fe2O3) are the major phases identified by XRD analysis for manganese ores detected, whereas lower manganese oxides of Mn3O4 and MnO are the main phases of manganese sinter.
Manganese ores, manganese sinter, limestone and dolomite were crushed to particle sizes of <50 mm whereas coke was crushed to <10 mm.
Pilot plant submerged electric arc furnace
The pilot plant smelting experimental heats of high carbon ferromanganese were carried out in a 10 kg pilot plant submerged electric arc furnace (Fig. 2). The power is supplied to the furnace through an AC stepwise transformer with a primary electric power of 380 V capable of providing secondary current of 630 A with different voltages ranging between 35 and 44 V through two 40 mm diameter graphite electrodes. The electrodes can be moved up and down by a manual device. The outside dimensions of the overall furnace are 340 mm across the section and 300 mm height. The furnace wall and bottom were rammed with a thick magnesite layer and another layer of carbon paste.
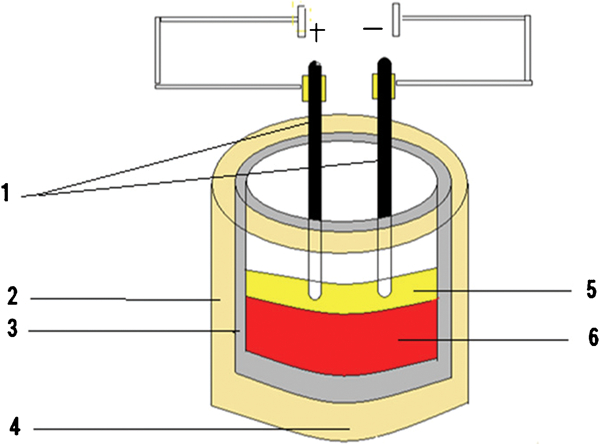
Schematic diagram of pilot plant submerged electric arc furnace
For selecting the voltage and current suitable for carrying out smooth melting of the charge, preliminary experiments were carried out. It was found that the best current for melting the charge has 480 A and 35 V.
Smelting technique
The material balance for the production of high carbon ferromanganese was computer programmed and the blends of Mn sinter and two Mn ores with the designed Mn/Fe ratios were determined. The amounts of coke required for reduction of different blends were calculated. The amounts of flux materials (limestone and dolomite) with different dolomite/limestone ratios for attaining different slag basicities for different blends were also calculated.
To carry out the experimental heats, the components of the charge, i.e. manganese ores, manganese sinter, coke and flux materials were manually well mixed together. The furnace was preheated and the graphite electrodes were moved down to place near to the bottom lining. A graphite bridge was placed between the tips of electrodes. The electric current was then switched on to raise the hearth temperature due to the produced arc. An initial portion of the mixed charge was added gradually in the furnace. As soon as the molten pool had been established, the furnace was then charged with another portion of the charge. This process was continued until all the charge was fed into the furnace. The furnace was operated at an average of 480 A and 35 V. After all of the main charge had been completely melted, the molten metal and slag was left for 30 min with the current switch on to ensure the maximum degree of reduction and complete setting of the formed high carbon ferromanganese through the slag.
The product was cast into metallic moulds of 100 mm inner diameter and 250 mm height where the metal covered by the slag was left to cool to room temperature.
The produced metal and slag of every experimental heat were weighed and representative samples were then taken for determination of their chemical compositions
Standard wet analysis methods were used to determine Mn, Fe, C and Si in the produced metal and MnO, FeO, CaO, MgO, SiO2, Al2O3 in the produced slag for all heats. The chemical analysis was confirmed by carrying out XRF analysis on selected samples.
Different series of total 57 experimental heats for smelting high carbon ferromanganese were carried out on pilot plant scale. The different series of experimental heats were designed to investigate the effect of some parameters affecting the smelting process including Mn/Fe ratio of the blend, coke ratio, slag basicity and dolomite/limestone ratio of the flux.
The charging materials used in the experimental heats for producing high carbon ferromanganese using different variables are given in Table 5.
Charging materials in experimental heats to produce high carbon ferromanganese using different variables
Results and discussion
The weight and chemical composition of the produced high carbon ferromanganese and slag are also presented in Tables 6 and 7, respectively.
Weight and chemical composition of the produced high carbon ferromanganese
Weight and chemical composition of produced slag
Effect of Mn/Fe ratio of blend
In the first series of the pilot plant experimental heats, different blends of two Mn ores and Mn sinter with different Mn/Fe ratios were used to investigate the effect of this parameter. All the experiments of this series were carried out using the same calculated basicity and coke ratio. From the obtained results, the metallic yield, expressed as the weight of produced alloy ×100/total weight of the input manganese and iron, was calculated and plotted against Mn/Fe ratio of the blend (Fig. 3a ). As it is clear from Fig. 3a , the metallic yield increases with increasing manganese/iron ratio of the blend. Increasing the metallic yield, i.e. increasing the output alloy, is accompanied with decreasing consumption of Mn ores blend, coke and fluxing materials. Thus, as the Mn/Fe ratio of the blend increases, the blend weight/alloy weight, coke weight/alloy weight and flux weight/alloy weight all decrease, as shown in Fig. 3a–c . This means that lower amounts of Mn ores, coke and flux materials can be used for attaining the same output alloy weight by increasing the Mn/Fe ratio of the blend.
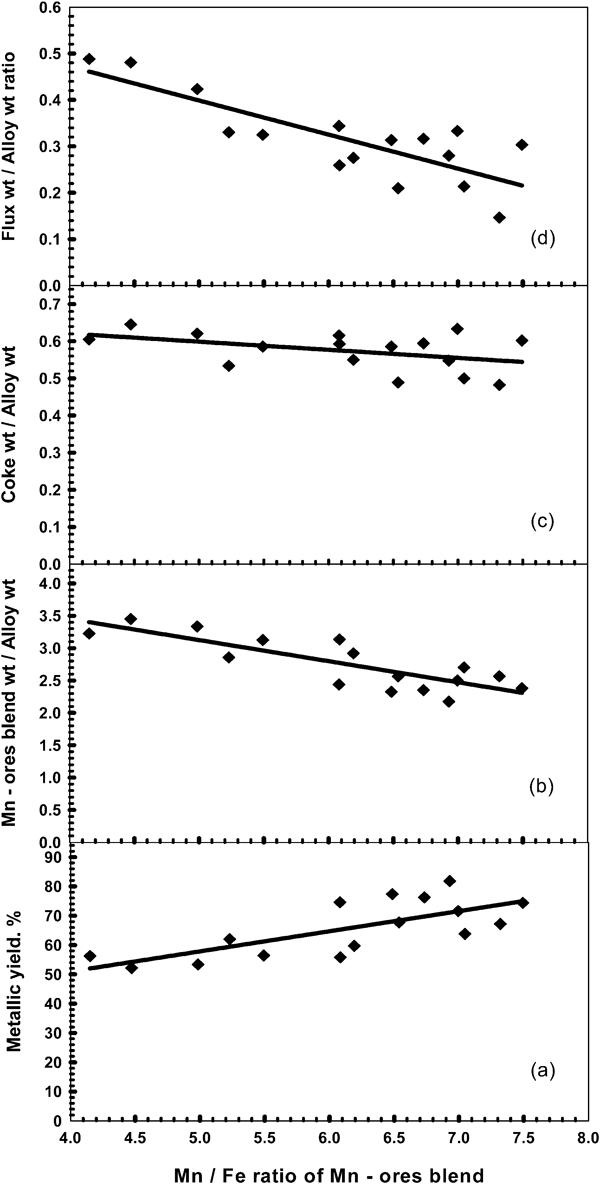
Mn/Fe ratio of Mn ores blend versus
Furthermore, the amount of produced slag decreases as the Mn/Fe ratio of the blend increases, as shown in Fig. 4. The decrease in the amount of produced slag could be attributed to the decrease in flux materials consumption (Fig. 5), as well as the decrease in the blend weight.
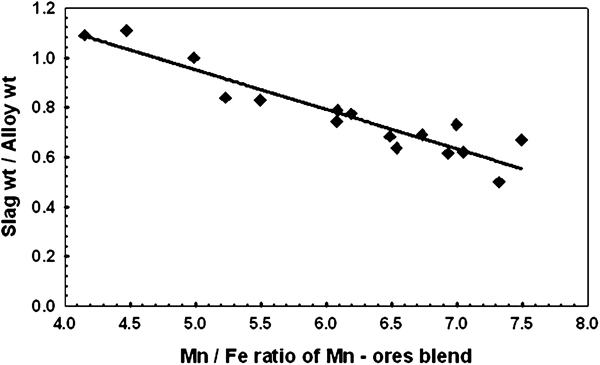
Mn/Fe ratio of Mn ores blend versus slag wt/alloy wt
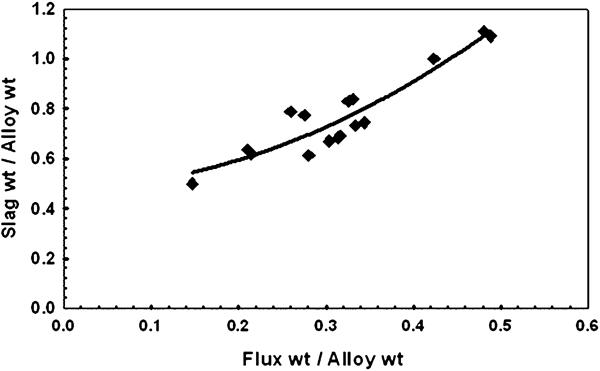
Flux wt/alloy wt versus slag wt/alloy wt
The higher Mn/Fe ratio of the blend does not only reduce the input materials but also improves the produced alloy quality by increasing the Mn per cent and Mn/Fe ratio of the produced high carbon ferromanganese as illustrated in Fig. 6.
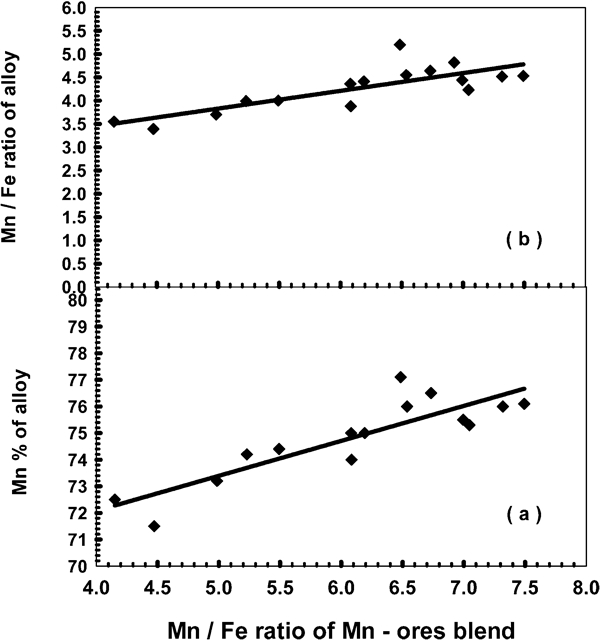
Mn/Fe ratio of Mn ores blend versus
Effect of coke ratio
The stoichiometric amount of carbon required to reduce the manganese and iron oxides to metal and produce HCFeMn (7%C) alloy was calculated and consequently the stoichiometric amount of coke (coke ratio = 1) was also calculated.
In the second series of the pilot plant experimental heats, different coke ratios were used with keeping constant blend of two Mn ores and Mn sinter with constant Mn/Fe ratio and constant basicity to investigate the effect of coke ratio. From the obtained results, manganese recovery and iron recovery were calculated and plotted against the coke ratio, Fig. 7a and b respectively. Fig. 7b illustrates slight increase in iron recovery as the coke ratio increases up to 1·2. On the other hand, manganese recovery gradually increases as the coke ratio increases up to an optimal value of 1. Further coke addition higher than the stoichiometric amount decreases the manganese recovery (Fig. 7a ). The same trend is also revealed in the relation between the coke ratio and metallic yield (Fig. 7c ).
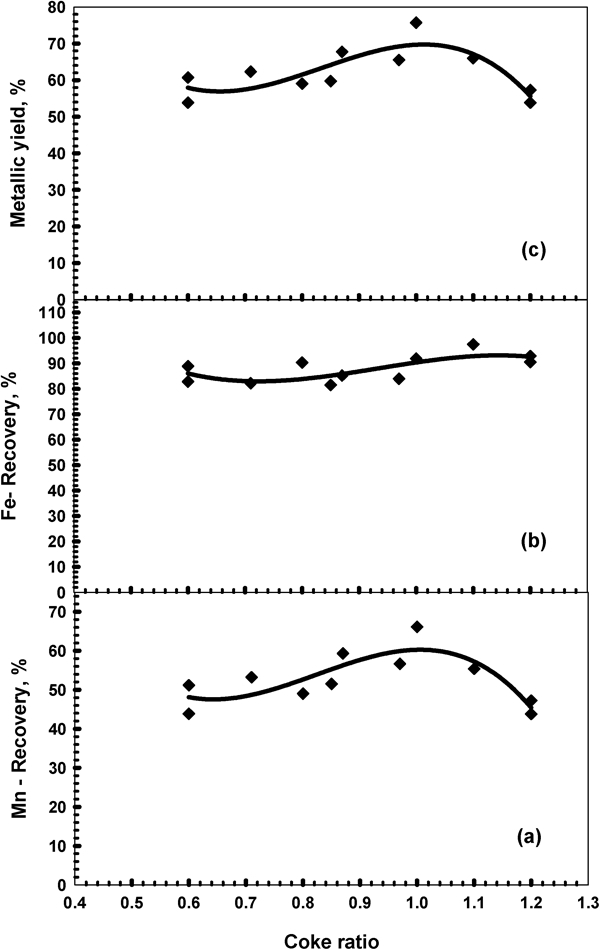
Coke ratio versus
The lower manganese and iron recoveries and metallic yield at lower coke addition than the stoichiometric could be attributed to the lack of reducing agent required to the reduction process. On the other hand, over-coke encourages the highly endothermic ‘Boudouard reaction’ to occur,9 resulting in lower temperature and consequently hinders the direct reduction of MnO by carbon. This effect may be the reason for the lower manganese recovery and consequently lower metallic yield at higher coke addition than the stoichiometric.
Effect of slag basicity
In the smelting process of high carbon ferromanganese, the higher manganese oxides that predominate in manganese ores (MnO2, Mn2O3 and Mn3O4) are relatively unstable and easily reduced in solid state in the presence of CO gas


Iron is always present in manganese ores, and the reduction of iron oxides run parallel to reduction of the manganese higher oxides. Complete reduction in the solid state is possible


Although the possibility of complete reduction of iron oxides in the solid state, FeO is often reduced with solid carbon
Considerable smelting of the remaining oxide mixture starts at about 1250°C, and the final reduction of MnO to Mn metal will take place with solid carbon in the coke bed


Slag is formed by the oxides of silicon, calcium, magnesium, aluminium, manganese and iron, which have failed to be reduced in smelting process. Silicon almost entirely enters slag. Only a small portion of silicon is reduced from slag and appears in the metal. The reduced manganese passes to the metal, while the unreduced oxides remain in the slag. Almost all of the iron is reduced and enters the metal, so the slag is low in ferrous oxide.
In production of high carbon ferromanganese, slag plays an important role in the distribution of elements between slag and metal phases and consequently greatly affects the recovery of different elements and metallic yield.
The third series of the pilot plant experimental heats were designed to create different slag compositions, by adding different amounts of fluxing materials (limestone and dolomite), to attain different slag basicities. In all experimental heats of this series, constant blend of Mn sinter and two Mn ores with the same Mn/Fe ratio was used and maintaining the same coke ratio.
From the results obtained, different slag basicity indices were determined as illustrated in equations (13)–(16)



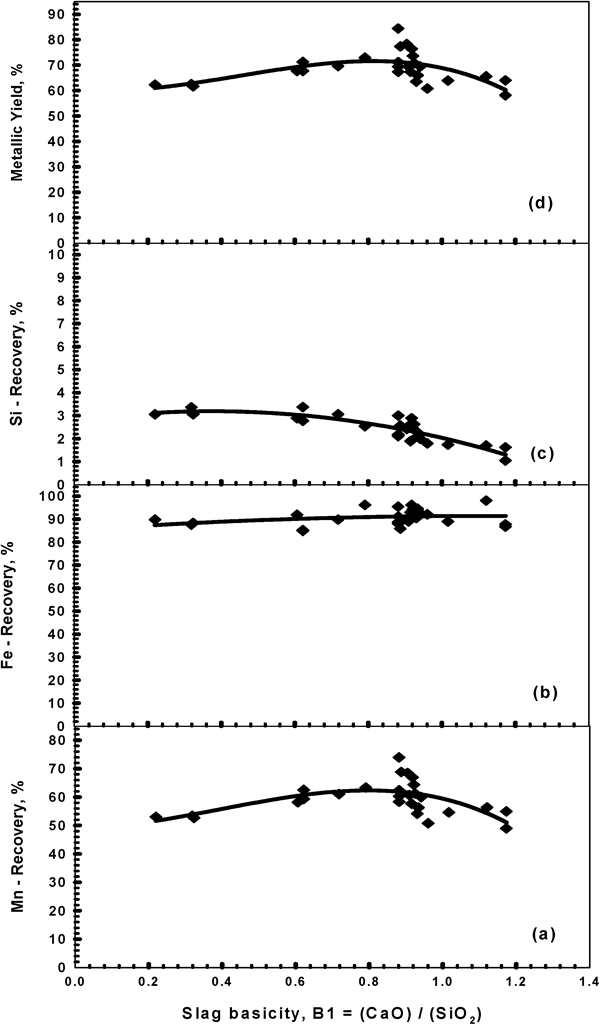
Slag bascity, expressed as (CaO)/(SiO2), versus
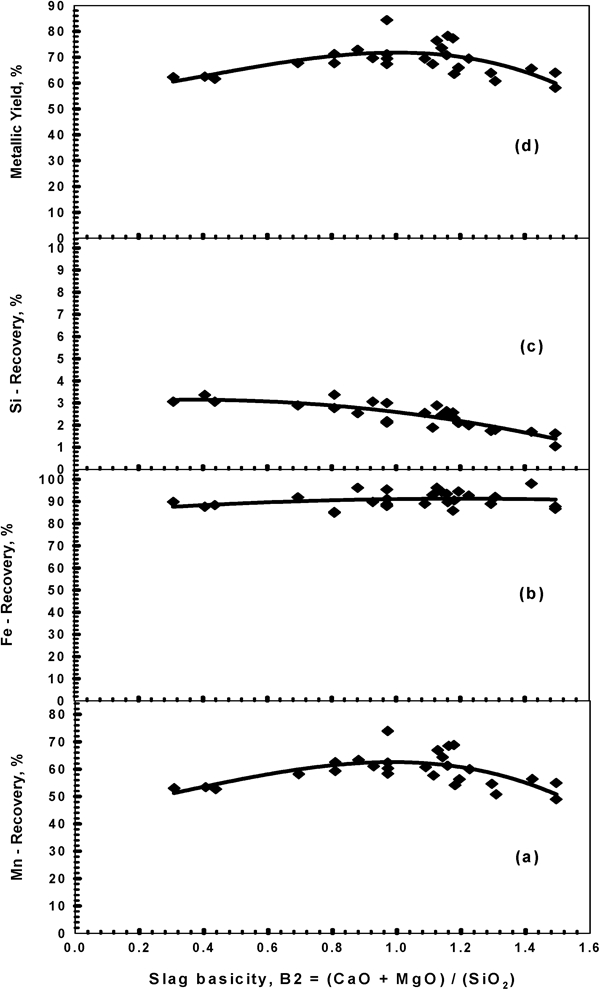
Slag bascity, expressed as (CaO+MgO)/(SiO2), versus
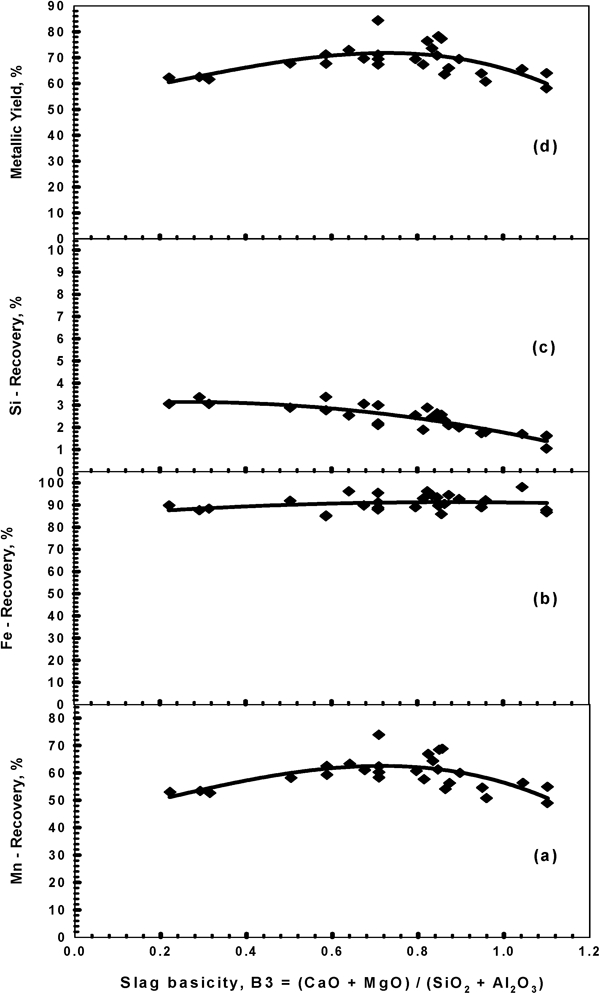
Slag bascity, expressed as (CaO+MgO)/(SiO2+Al2O3), versus
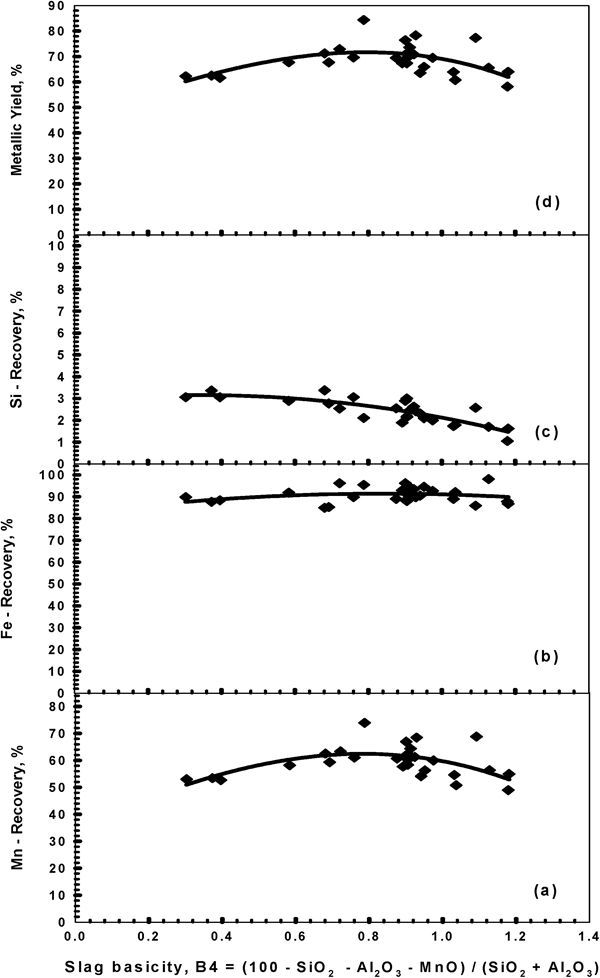
Slag bascity, expressed as (100–SiO2–Al2O3–MnO)/(SiO2+Al2O3), versus
The slight increase in iron recovery by increasing slag basicity could be attributed to the increase in the activity of FeO in the basic slags. However, this only slight increase in iron recovery by increasing slag basicity indicates that appreciable amount of iron oxides may be indirect reduced in the solid state by CO. Furthermore, the higher slag viscosity of the basic slags retards the direct reduction of FeO by C.
The lower manganese recovery and consequently lower metallic yield in the heats with lower slag basicity can be explained by the low activity of MnO in these acidic slags and formation of manganese silicates. At higher slag basicity, the activity of MnO increases as more MnO is free.
According to the regular solution model, the activity coefficient of the component in the slag can by expressed by the following equations10



From the results of calculated γ MnO and a MnO, Figs. 12 and 13 were plotted illustrating the effect of slag basicity, expressed as (CaO+MgO)/(SiO2), on the activity coefficient and activity of MnO. Figure 12 illustrates increasing the activity coefficient of MnO as the slag basicity increases. At a given MnO mole fraction, Fig. 12 reveals higher MnO activity at higher slag basicity.
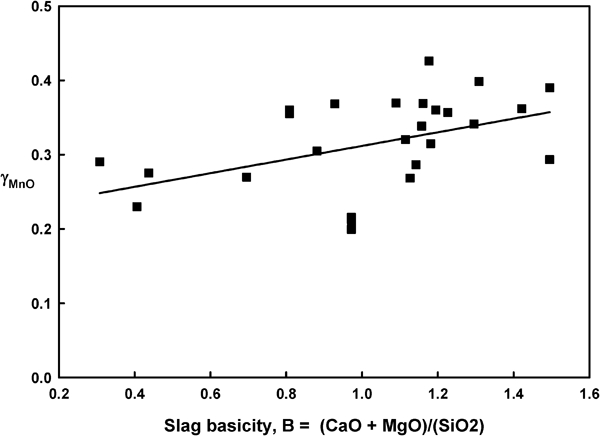
Slag bascity, expressed as (CaO+MgO)/(SiO2), versus activity coefficient of MnO
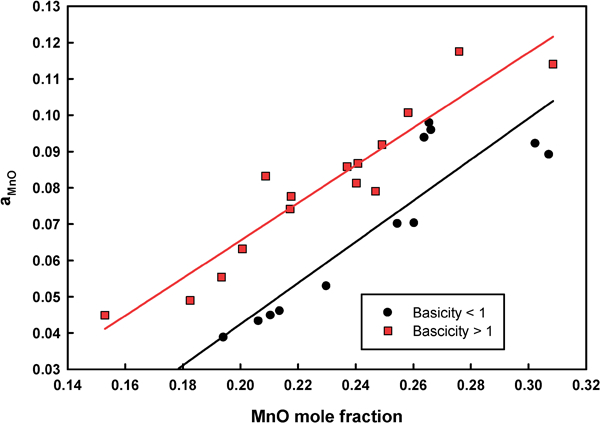
MnO mole fraction versus activity of MnO at different slag bascities
The appearance of optimum slag basicity for attaining the highest manganese recovery and metallic yield was examined by determining the approximated viscosity of the different slags formed at different slag basicities. Due to the complication of the slag system, it seems possible to consider the slag is composed of CaO, MgO, MnO, SiO2 and Al2O3 as the summation of these oxides represent mass contents of more than 95% of the slag composition. Furthermore, MgO has a character similar to CaO, therefore, to simplify the slag system the percentage of CaO can be assumed to be the sum of CaO+MgO in the slag. Using this assumption, it seems possible to compare the slag viscosity values at different basicities through the Al2O3–CaO–MnO–SiO2 system.11 The deduced viscosity values at different slag basicities, expressed as (CaO)/(SiO2) and (CaO+MgO)/(SiO2) are shown in Figs. 14 and 15, respectively. These figures illustrate that the lowest viscosity is attained in slag with (CaO)/(SiO2) and (CaO+MgO)/(SiO2) ratios of 0·9 and 1·1, respectively.
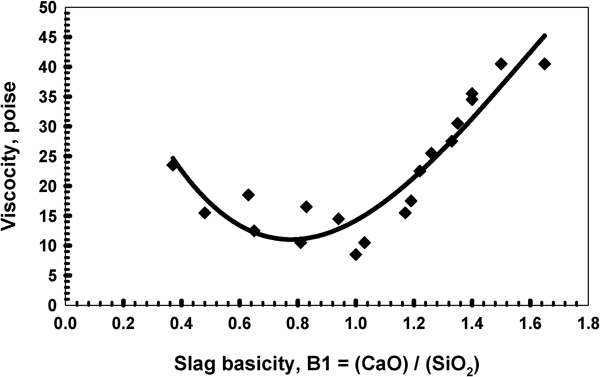
Slag bascity, expressed as (CaO)/(SiO2), versus slag viscosity
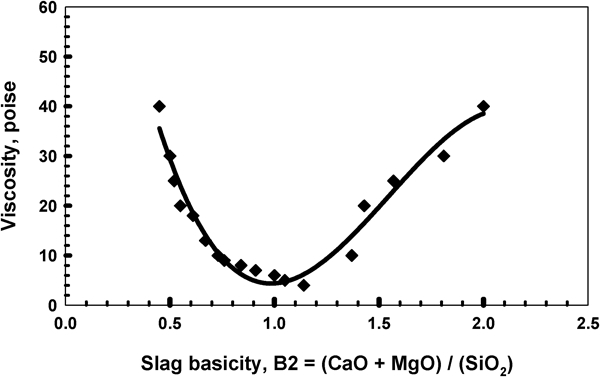
Slag bascity, expressed as (CaO+MgO)/(SiO2), versus slag viscosity
This is in good agreement with the obtained results, in which the highest manganese recovery and metallic yield are obtained at optimum slag basicity: B1 = 0·9 and B2 = 1·1. The retardation of the reduction process at slag basicity lower than the optimum is the result of two negative effects, i.e. low MnO activity and high slag viscosity. For slag basicity higher than the optimum, the negative high slag viscosity effect seems to overcome the positive effect of increasing the MnO activity with the net result of retardation of the reduction process.
The decrease in silicon recovery by increasing slag basicity is a result of two negative effects: decrease in the silica activity due to the formation of stable silicate compounds, and increase in slag viscosity. However, the very low silicon recovery even at the lowest slag basicity (∼3%) is a result of the lower working temperature of high carbon ferromanganese smelting process comparing with that required for silicon reduction.
The slag basicity also affects the consumption of fluxing materials and the produced slag. As the slag basicity increases, both the fluxing materials consumption and the produced slag increase (Fig. 16).
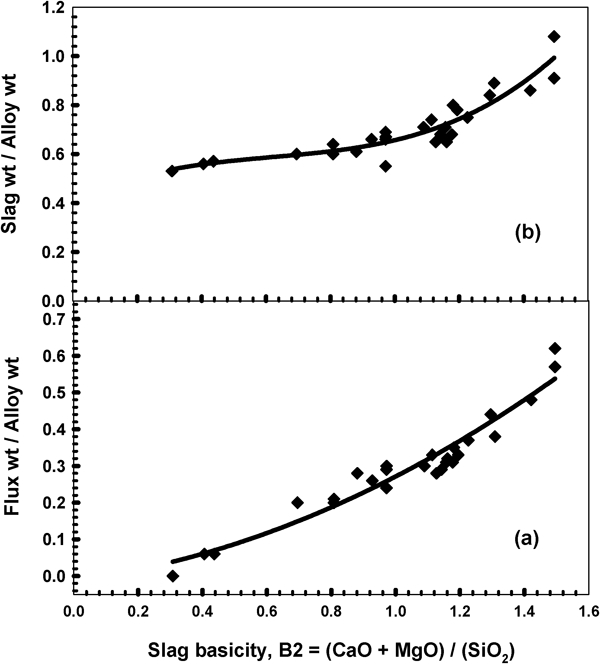
Slag bascity, expressed as (CaO+MgO)/(SiO2), versus
Effect of MgO/CaO of slag
The fourth series of the pilot plant experimental heats were designed to investigate the effect of (MgO)/(CaO) ratio of slag by using different dolomite/limestone ratios with all other parameters are constant.
From the results obtained, Fig. 17 illustrates the effect of MgO/CaO ratio of slag on manganese recovery and metallic yield, respectively. As it is clear from this figure, increasing the MgO/CaO ratio in the slag is accompanied by decreasing manganese recovery and metallic yield. This behaviour can be attributed to the increase in slag viscosity by increasing MgO content in slag.12 The high viscous slag would retard the diffusion process and increase the residence time of metal drops in the slag bath and thus deteriorates the smelting process and slag/metal separation.
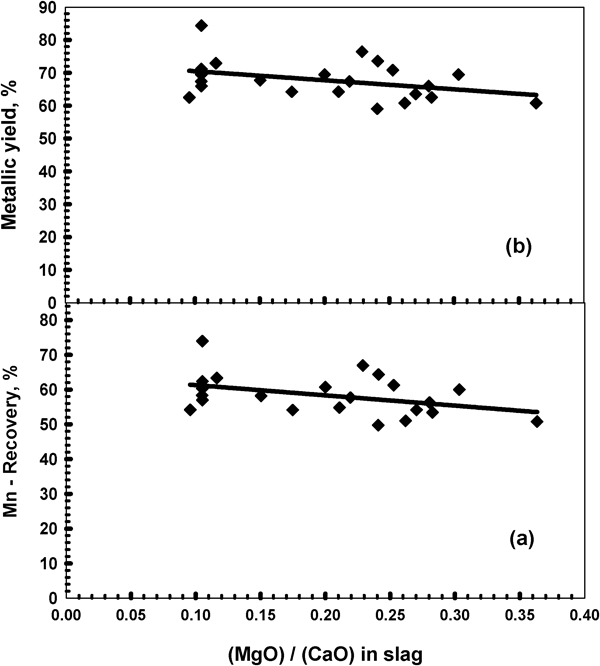
MgO/CaO ratio of slag versus
The MgO/CaO ratio in the slag decreases by decreasing the dolomite/limestone ratio in the flux (Fig. 18).
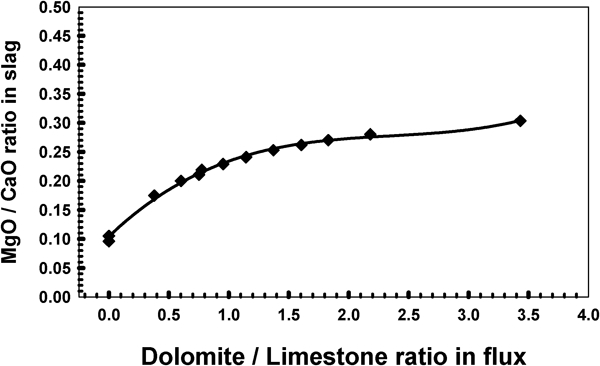
Dolomite/limestone ratio vesus (MgO/CaO) ratio in slag
Conclusions
From the results of this study, the following conclusions can be deduced.
Using Mn blend with high Mn/Fe ratio decreases the consumption of charging materials: Mn ores, coke and fluxing materials (limestone and dolomite). This means that lower amounts of Mn ores, coke and flux materials can be used for attaining the same output alloy weight by increasing the Mn/Fe ratio of the blend.
Furthermore, the produced slag decreases as the Mn/Fe ratio of the blend increases.
The higher Mn/Fe ratio of the blend does not only reduce the input materials and the produced slag but also improves the produced alloy quality by increasing the Mn per cent and Mn/Fe ratio of the produced high carbon ferromanganese.
For obtaining standard HCFeMn alloy containing minimum 75%Mn, it is necessary to use the Mn blend with the Mn/Fe ratio of higher than 6·2.
The added coke must be adjusted according to the material balance and stoichiometric to prevent the over-coke and minimise the highly endothermic ‘Boudouard reaction’ to attain the highest Mn recovery and metallic yield.
Slag basicity should be optimised with flux addition to attain the highest Mn recovery and metallic yield.
The optimum slag basicity for attaining the highest manganese recovery and metallic yield is about 0·9 for B1, 1·1 for B2, 0·8 for B3 and 0·9 for B4.
The basicity is approximately defined by the raw material mixture composition. It slightly increases during reduction process due to the slight amount of silica reduced in the smelting of high carbon ferromanganese. Thus, the slag basicity can be determined from the chemical composition of the raw material mixture with taking into consideration that about 2% of silicon in the raw material mixture will be reduced and goes into metal phase.
Much higher slag basicity is not recommended as this practice produces viscous slag accompanied with lower Mn recovery and metallic yield.
The results revealed the negative effect of increasing MgO/CaO ratio of slag on manganese recovery and metallic yield. The MgO/CaO ratio in the slag decreases by decreasing the dolomite/limestone ratio in the flux.
Footnotes
Acknowledgements
This work is a part of complex study has been carried out through a project financed by the Science and Technological Development Fund (STDF), Egypt. The authors would like to acknowledge the STDF due to their financial support and all facilities they offered to perform this work. Cordial thanks and deep appreciation are due to Eng. Mohamed Abdel Samie Chairman & Managing Director of Sinai Manganese Company (SMC), for his encouragement, sound support and providing the raw materials for performing this study. Special thanks and gratitude are due to all members in Steel and Ferroalloys Department, CMRDI and technical staff of SMC Company.