
Abstract
Coke breeze is the most common fuel used in sintering, and its usage depends on the alumina content and fineness of the sinter mix. The coke breeze consumption in the JSW Steel Limited sinter plant was high compared to many other sinter plants in the world, and as there was a local shortage, optimisation in the sinter plants was necessary. FeO is an indicator of the thermal state of the sintering process and is employed as a quality control tool at many plants. Laboratory pot sinters were made, and the variation in FeO was affected by varying the amount of coke breeze in the green mix from 55 to 85 kg t−1 of sinter. The produced sinters were evaluated with respect to productivity, strength (tumbler index), reduction degradation index (RDI), reducibility and microstructural phases in the FeO range between 6·2 and 14·8%. It was found that the sinter with FeO range of 8·60–9·88% showed higher productivity and higher strength with desired RDI of ⩽27% and reducibility of >60%. Analysis of plant data has revealed that the sinter with FeO of 8·5–10·0% showed higher productivity, higher strength and lower RDI.
Introduction
For most blast furnaces, sinter is a basic iron bearing charge and one which significantly influences the blast furnace process. The microstructure of sinter mainly depends on its composition, sintering process, sintering time and temperature. Sinter has a heterogeneous structure made up of four main phases (haematite, magnetite, ferrites and glassy silicate),1 – 3 and the sinter characteristics are governed by the amount and morphology of these phases. The sinter quality parameters become more stringent with increasing sinter proportion in blast furnaces. Evaluation of sinter quality is primarily governed by the thermal state of the sintering process. If ignition conditions are kept constant, the FeO is an indicator of the thermal state of the process and is directly related to coke breeze rate. Thus, in many sinter plants, it is the most popular indicator used to control the sinter plant coke rate and sinter quality. In general, a value between 7 and 9 wt-%FeO is acceptable.4
The alumina content and coke breeze consumption in sinter plants of different companies in the world are shown in Fig. 1. It is seen that the coke breeze consumption is on the high side at JSW Steel Limited (JSWSL), so it was felt necessary to optimise the coke breeze rate under JSWSL conditions. The use of coke breeze is directly related to the alumina and fineness of the sinter mix. In JSWSL, the alumina content and −150 μm fraction in the iron ore fines vary from 2·0 to 3·0 and 19 to 40% respectively. To determine the influence of alumina and iron ore fineness on coke breeze rate, data analysis at sinter plant 1 showed that the coke breeze rate increased with increasing alumina content and −150 μm fines in the iron ore ( Figure 2 Figs. 2 and 3).
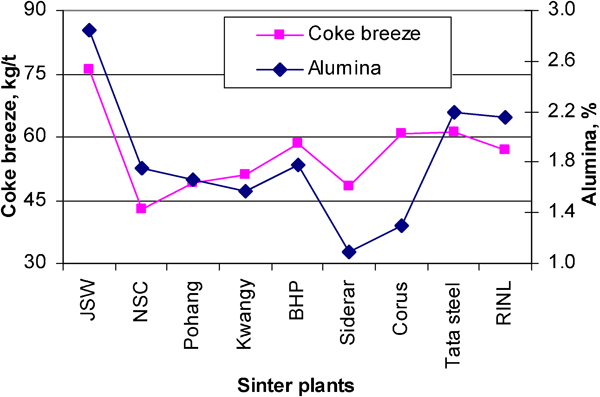
Alumina contents in sinter and coke breeze rate at different sinter plants
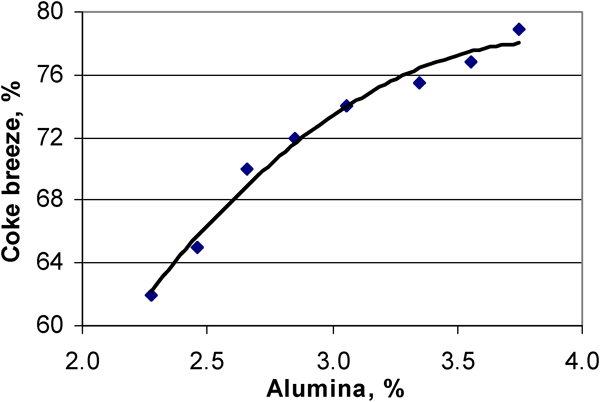
Influence of alumina on coke breeze rate
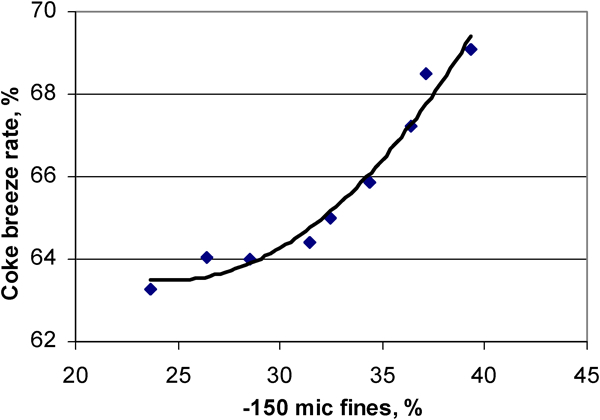
Influence of iron ore −150 μm fine content on coke breeze rate
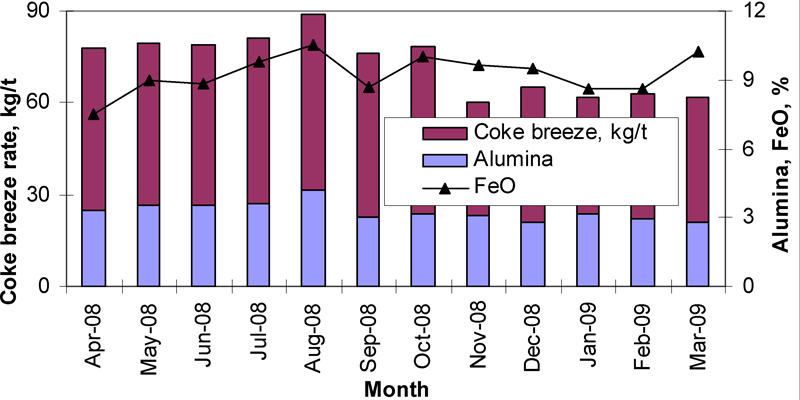
Figure 4 shows the monthly coke breeze rate, FeO and alumina in the sinter. In this work, the optimisation of sinter FeO was oriented mainly towards coke breeze rather than maximising sinter quality. Therefore, it was felt relevant to study the formation of FeO and its effect on sinter characteristics. The aim of this work is to study the changes in sinter structure and characteristics having an FeO of 6·20–14·75% with variation in coke breeze addition from 55 to 85 kg t−1 sinter.
Factors which influence FeO value
Several studies have been conducted to understand the formation of FeO and the effect of thermal variation on its characteristics. 5 5,6 Loo studied the factors which influence the formation of FeO,5 and the Pimenta and Sheshadri’s studies are related to the changes in the sinter structure with variations in coke breeze rates from 2·9 to 3·9%. The resulting FeO variations were between 2·2 and 9·4% at CaO/SiO2: 1·2–2·0.6 At JSWSL, the sinter FeO varies between 7 and 11%, and CaO/SiO2 varies between 1·70 and 2·10.
Literature on mechanism of FeO formation in sinter4
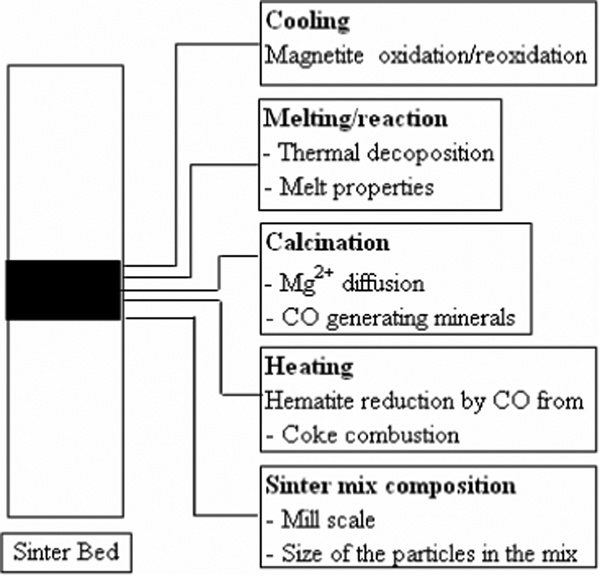
The factors which influence sinter FeO are shown in Fig. 5 and can be summarised as follows.
Monthwise data of sinter with alumina, FeO and coke breeze
Sinter mix composition
FeO is predominantly a measure of magnetite (Fe2O3.FeO); increasing the proportion of coke breeze and mill scale in the green mix will increase the FeO value.
During heating
Sinter FeO is associated with the reduction of haematite as well as the oxidation of reduced phases during cooling. The conversion to wüstite is never complete because the kinetics of dissolution of oxygen into the melt can be expected to be very slow.
Sinter FeO could also increase due to the gaseous reduction of haematite in the mix by CO, which formed as a result of the incomplete combustion of coke in the upper part of the sinter bed. The gases below the flame front would contain sufficient CO2 from the calcination of limestone, dolomite, other carbonates and coke breeze. At high partial pressure of CO2, the efficiency of haematite reduction is reduced.
At calcination
Magnesia bearing materials have a large influence on sinter magnetite and hence FeO content. It has been reported that the MgO from dolomite is extremely mobile, and it quickly diffuses (in solid state) out to surrounding areas. The diffusion of Mg2+ into haematite causes its transformation to magnetite/magnesioferrites. The Mg ion is 33% smaller than Ca ion, so favouring a high magnetite (Fe,Mg)O solid solution. Loo has postulated that the presence of Mg2+ lowers the decomposition temperature of haematite to magnetite because of the following:
diffusion of Mg2+ in haematite causes a charge imbalance. This can be alleviated to haematite giving up O2−, i.e. converting to magnetite
the haematite structure cannot accommodate Mg2+ unless it transforms into magnetite. This transformation is dependent on the type and characteristics of the magnesia bearing material.
The calcination of certain minerals (e.g. siderite) can cause the reduction of surrounding haematite to magnetite, and CO gas is evolved. At temperatures of ∼800°C, a significant amount of haematite closely associated with siderite was reduced to magnetite by the CO formed. Pyrite is also a reductant at these temperatures, and its reducing potential is greater than that of siderite. The reduction of haematite to magnetite ahead of flame front and before melt formation is equivalent to increasing the level of magnetite ore in the mix, and this raises the sinter FeO.
During melting/reaction
The solid–melt reaction is the most important reaction that determines the volume of the melt formed and the amount of solids left unreacted during sintering. Dense and bigger particles assimilate much slower than porous particles, and the maximum temperature, which is related to the heat input, affects the assimilation process. The properties of the early melt formed, particularly Fe3+/Fe2+, have an impact on sinter FeO. The Fe3+/Fe2+ ratio depends upon the chemical composition of the melt. Nyquist7 found that Ca2+ influences the equilibrium condition of the iron oxide melt and increases the Fe3+/Fe2+ ratio. This may enhance the formation of a complex phase known as silicoferrite of calcium and alumina (SFCA). The oxidation state of SFCA is predominantly Fe3+. Furthermore, the conversion from Fe3+ to Fe2+ is more favourable as it involves the evolution of oxygen from the melt, whereas the reverse transformation is not favoured due to the adverse kinetics involved. Therefore, the melt characteristics, its composition and viscosity have a marked effect on the reduction of haematite and hence FeO content.
Egundebi and Whiteman8 argued that some reduction occurred before melt formation because of the reducing atmosphere produced by the combustion of coke breeze. Consequently, compounds with low melting point such as 2FeO.SiO2 (olivine) or CaO.FeO.SiO2 (kirschteinite) may be formed. They observed dicalcium silicate at 1150°C, while evidence of monocalcium ferrite (CaO.Fe2O3) formation was also found at 1205°C. Basically, a reducing atmosphere increases the primary melting temperature of the slag, and a higher temperature leaves less FeO available for the formation of Ca–Fe–olivine and is linked to high melting point mineral formation, especially dicalcium silicate.
During cooling
During cooling, magnetite reoxidises to haematite, but effective oxidation of magnetite is hampered considerably as the diffusion of oxygen into the melt is slow, the most likely oxidation sites being melt gas and solid/gas interface. Higher cooling rates mean increased gas flow through the bed, which reduces the boundary layer thickness and increases the transfer of oxygen from the gas to the melt or solid surface, thus affecting the oxidation of magnetite to a great extent.
Increasing the coke rate will result in reduced oxygen partial pressure; therefore, the oxidation of magnetite to haematite will be reduced. This may lead to a higher FeO content in the sinter.
Particle size
The particle size of the green mix granules is very critical in melt formation. As smaller particles assimilate earlier than the bigger particles, a melt is formed earlier. Furthermore, if the ore is easy to assimilate because of high porosity, early melt formation will mean that the melt is lower in CaO (high in SiO2 and Fe), and this will decrease the Fe3+/Fe2+ value and increase the level of precipitation of magnetite crystals.
Experimental
Iron ore fine limestone, dolomite, coke breeze, sinter return fines and calcined lime collected from the sinter plant stock yard had different moisture contents, and so they were dried in a hot oven at 150°C for 3 h. Table 1 shows the chemical analysis of raw material, and Table 2 shows the size distribution of iron ore fines, fluxes, coke breeze and blast furnace return fines.
Chemical analysis of raw materials
Size distribution of raw materials
Figure 6 shows the 305 mm diameter and 600 mm height laboratory pot grate sinter machine. Granules were prepared in a lab scale granulation drum. To obtain the different FeO levels, the coke breeze addition was varied between 4·84 and 7·29% in the sinter mix (55–85 kg t−1 of sinter) (Table 3). An ignition temperature of 1150°C was maintained for all seven experiments. A vacuum of 1300 mmWC was maintained by operating the exhaust fan until the completion of sintering, as determined by the temperature of the wind box (burn through point). The sinter was allowed to cool in ambient air, and the sinter cake was dislodged.
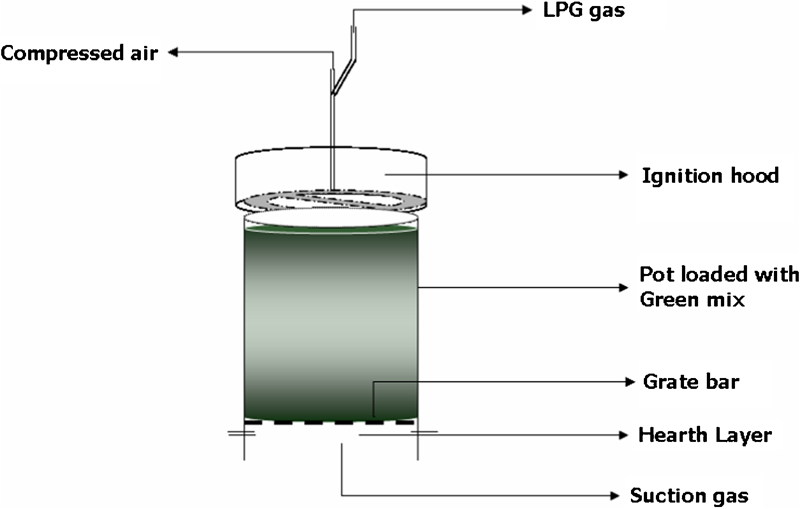
Facility of laboratory pot grate sinter machine at JSWSL
Sinter green mix proportion
Parameter studies
Laboratory scale sinter test conditions are shown in Table 4. The size, physical and metallurgical properties of the sinter were studied in detail.
Sinter test conditions
For each experiment, the sinter bed temperature was measured by inserting a thermocouple at the middle of the sinter bed. Wind box (suction gas) temperature was measured. The locations of the thermocouples at two different points are shown in Fig. 7.
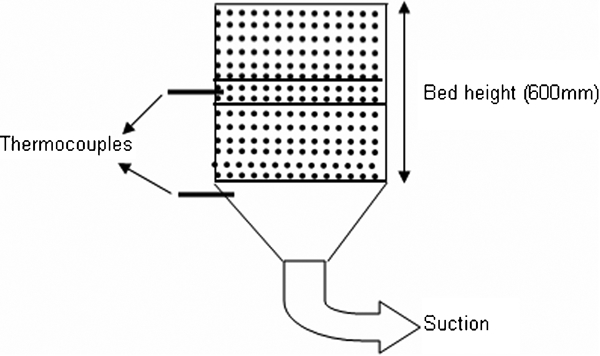
Thermocouple locations of sinter pot
Flame front speed (FFS) is the rate of travel of the peak temperature zone inside the sinter bed and was calculated by considering the ratio of sinter bed height in millimetres and the time of sintering.
Sinter bed shrinkage is related to the amount of formation of the melt, temperature and FFS. The following equation can be used to calculate the sinter bed shrinkage percentage

Microstructural studies
Sinter samples were jaw crushed to −3 to +1 mm size for microstructural studies. The samples were cold mounted and polished using silicon carbide grits and final polished to mirror finish. The specimens were examined using a light microscope in reflection. The volume proportions of phases in the sinter were estimated by using the image analyser.
Results and discussion
The sinters produced from pot tests were tested for physical and metallurgical properties, including tumbler index (TI), abrasion index (AI) and reduction degradation index (RDI). Mineralogical studies were carried out using an optical microscope, and phase analysis was carried out using an image analyser.
Microstructural studies
The sinter microstructures are shown in Fig. 8, and phase analysis is shown in Fig. 9. Sinter with FeO below 8·60% consists of reduced magnetite and ferrite phase and more unreacted ore particles with bigger pores. Because of the reduced sintering time and the low temperature, the slag melt may not adequately bind with the other particles and shows poor bonding structure (Fig. 8A and B ). Sinter with FeO of 8·60–9·88% was associated with the maximum quantity of acicular ferrites (SFCA), and these phases are uniformly distributed with other phases like magnetite, haematite and slag phase. At higher FeO above 9·88%, we can observe maximum columnar SFCA phases. These microstructures contain small pores, which are internally connected to form thin cracks. On the surface of the columnar SFCA phase, we can observe small secondary pores. Sinter with higher coke breeze addition consists of a wüstite phase (Fig. 8G ).
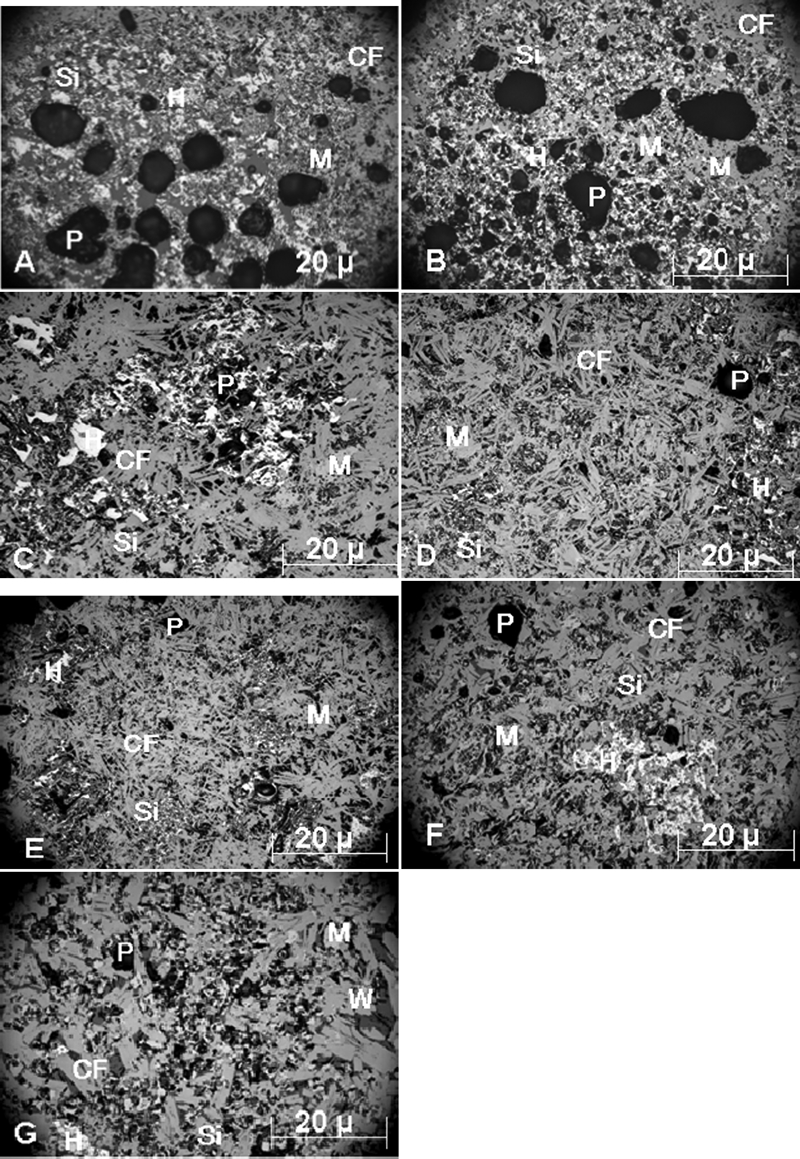
Microstructures of sinter with FeO from 6·20 to 14·75%
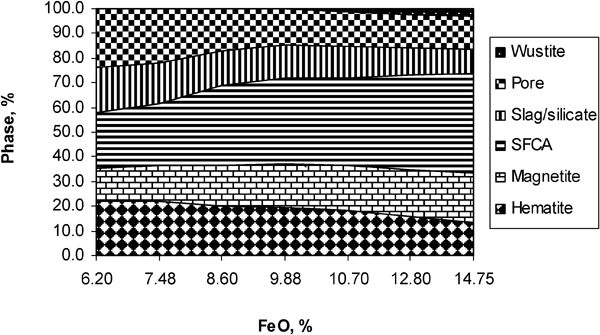
Phase analysis
Influence of sinter FeO on sinter chemistry and productivity
Figure 10 shows the influence of coke breeze addition on sinter FeO content. From the test results, it was found that FeO increased from 6·20 to 14·75% with increasing coke breeze addition from 4·84 to 7·29%. Sinter FeO content is directly related to the sinter magnetite phase. The influence of magnetite phase on sinter FeO is shown in Fig. 11. Sinter FeO increases with increasing magnetite phase in the sinter.
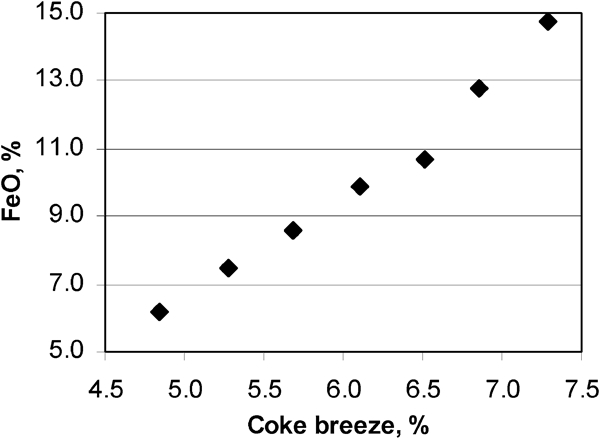
Influence of coke breeze percentage on sinter FeO
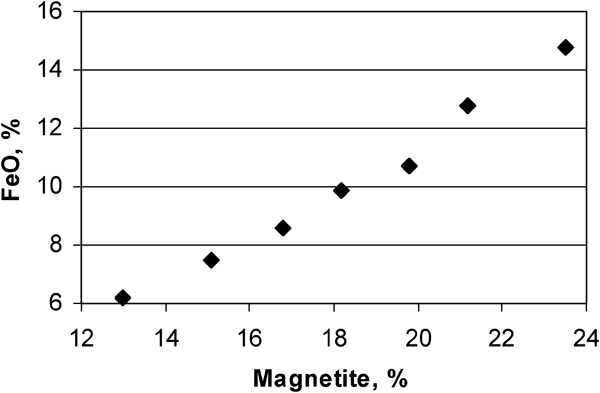
Influence of magnetite phase on sinter FeO
Figure 12 shows the influence of sinter FeO content on sinter productivity and sintering time. The vertical sintering rate decreases with increasing sinter FeO (coke breeze rate) by increasing the sintering time. This was mainly due to a decrease in sinter bed permeability and hence reduction in the amount of air coming through the bed. The experimental results show that the sinter productivity initially increases and reaches maximum at sinter FeO of 8·60–9·88% and then declines with further increase in FeO.
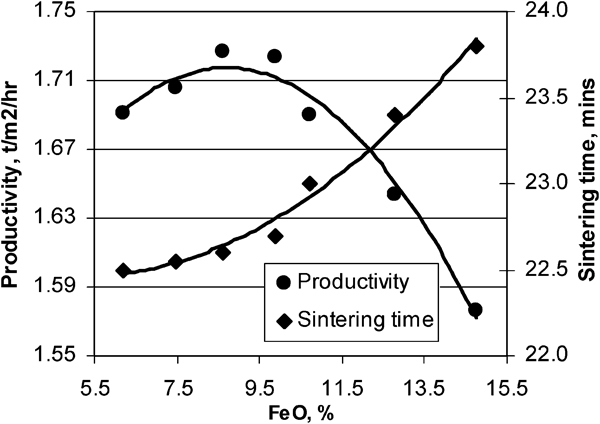
Influence of FeO on sinter productivity and sintering
The sinter produced at FeO below 8·60% and above 9·88% showed reduced productivity. This was mainly due to the presence of more sinter fines at FeO below 8·60% and the decrease in sinter bed permeability at higher temperature at FeO above 9·88%. The sinter with FeO below 8·60% produced more sinter fines due to the presence of unreacted ore particles and the poor bond strength among the sintered particles.
At FeO above 9·88%, the sintering temperature increased. The FFS is directly proportional to sinter bed permeability. Here, the sinter bed permeability is indicated by FFS. The FFS decreased with decreasing sinter bed permeability (Fig. 13). The movement of FFS along the sinter bed height is one of the key process parameters which affect the formation and stabilisation of phases in the sinter, and the rate of travel of FFS has influences on sinter productivity. A higher FFS means a lower sintering time and a higher productivity.
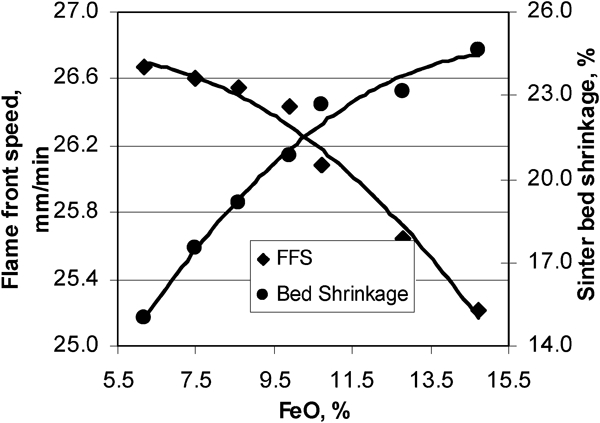
Influence of FeO on FFS and bed shrinkage
The time required for sinter to cool down to room temperature is a function of the maximum temperature.9 With increasing coke breeze additions, the temperature inside the sinter bed increased, hence increasing the FeO. The temperature profile inside the sinter bed is shown in Fig. 14. As the sintering temperature increases, the time required to cool the sinter also increases. During the sintering process, the permeability of the sinter bed also decreased due to the sintering reactions that were taking place and the formation of more melt at higher temperature.
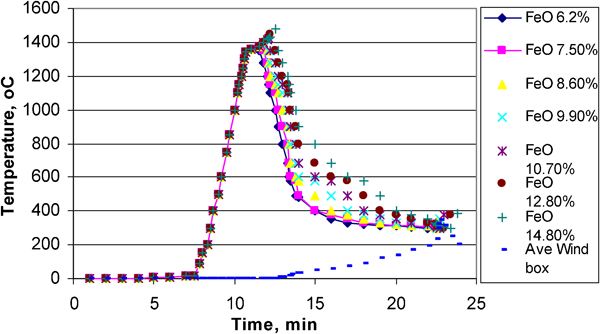
Temperature profile of different FeO sinter
Sinter with FeO of 8·60–9·88% shows higher productivity due to the improvement in sinter bed permeability and sufficient time and temperature available for sintering, desired FFS and proper assimilation of mineral phases. The permeability of a sinter bed plays a vital role in controlling the sinter properties and productivity since it governs the bed temperature profile by determining the gas flowrate through the bed. The movement of the flame front through the bed height is one of the key process parameters that affects the formation and stabilisation of phases in the sinter. The rate of travel of the flame front affects both productivity and quality.10
Influence of FeO on sinter strength
Cold strength determines to what extent the sinter will maintain its size during handling operations from the sinter plant to the blast furnace, and as the degradation of the sinter must be minimised, a high cold strength is required.
According to ISO 3271, a test portion of 15 kg of −40+10 mm size fraction is tumbled in a circular drum having 1000 mm as internal diameter and 500 mm as internal length at 25 rev min−1 for 200 revolutions, followed by sieving on test sieves of 6·3 and 0·50 mm. The TI is expressed as the percentage of +6·3 mm fraction remaining after the tumbling test. A TI of >70% is considered to be an acceptable value.
The AI is a relative measure of the size degradation of the sinter by means of abrasion and is expressed as the percentage of the −0·50 mm fraction present after the tumbler test. An AI of <5% is considered to be an acceptable value.
Figure 15 shows the influence of FeO on TI and AI. An experimental result shows that sinter TI initially increases and reaches maximum at sinter FeO of 8·60–9·88%, and then declines. The cold strength of the sinter is primarily governed by the distribution of slag networks and the cracks present in the sinter. The sintering temperature and time should have an influence on the phase composition and morphology of the phases produced.
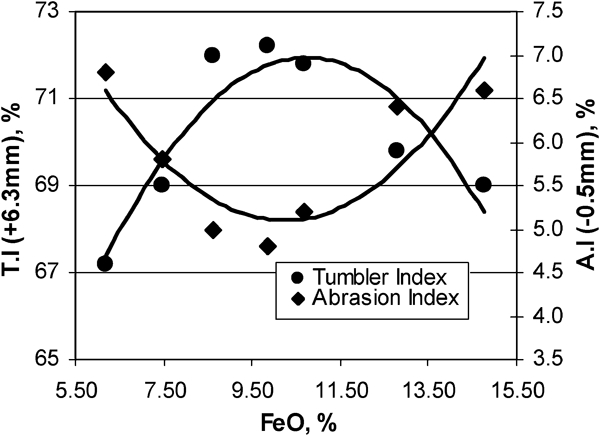
Influence of FeO on sinter strength
The SFCA is the main bonding phase, and the sinter with FeO of >8·60% shows lower strength due to the porous structure with dendritic SFCA and unreacted ore particles (Fig. 8A and B ). The slag phase was not uniformly bonded with the other phases. Since the sintering process was completed quickly at lower temperature, the slag may not adequately surround the other particles, and after cooling, the unreacted particles are not closely bonded by the surrounding bonding phases, so cracks will readily propagate through the weaker bond. The strength of the sinter is governed by the state of dispersion of haematite, magnetite and calcium ferrite in glassy silicate phase.11
Figure 16 shows the influence of acicular SFCA on sinter strength. Sinter with FeO of >9·88% shows lower strength due to the presence of a larger columnar SFCA phase with magnetite phase (Fig. 8E–G ). The phases formed at higher temperatures are more likely to develop internal stress because of the difference in shrinkage of the phases during cooling; thus, cracking may occur, which may lead to the breakdown of sinter particles. At higher temperatures, the formation of more melt resulted in lower porosity. It was reported that if the sinter does not have large pores, the strength of the sinter is governed by the size and shape of haematite, magnetite and SFCA, which are dispersed in the glassy silicate matrix of the sinter.12 At higher temperatures, due to a decrease in bed permeability, the phases formed in the sinter matrix were not uniform throughout the bed. Dawson et al. 11 also found that the sinter cold strength can be increased by increasing the coke rate up to some critical limit; thereafter, strength begins to fall.
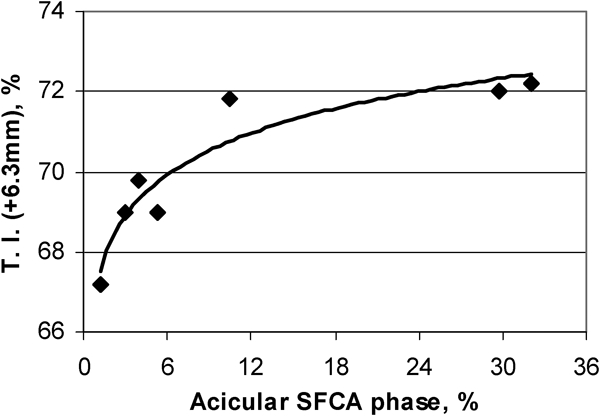
Influence of acicular SFCA on sinter strength (TI)
The sinter with FeO of 8·60–9·88% shows higher strength due to the presence of more acicular SFCA, and these ferrites stabilise the sinter porosity (Fig. 8C and D ). A more acicular SFCA can be obtained at optimum temperature and time. Fine acicular SFCA minimises the number of cracks and large pores and therefore improves the cold crushing strength. SFCA is the most important bonding phase in iron ore sinter, and its composition, structural type and texture greatly affect its physical properties.13 Optimum sintering time and temperature can be achieved by controlling the airflow through the bed, which is a function of permeability, bed depth, strand speed and pressure drop over the sinter bed. The proportion of mineral phases in the sintered product is more important because these mineral phases ultimately decide the quality of sinter.
Influence of FeO on sinter RDI
In the upper part of the reduction shaft, the permeability of the burden may be influenced by the breakdown of sinter upon reduction. This is referred to as reduction degradation. The reduction degradation index (RDI) of the sinter is determined by the ISO 4696 reduction degradation test and is a quantitative measure of the degree of disintegration of the sinter that could occur in the upper part of the blast furnace after some reduction. The generation of low (⩽27%) −3·15 mm fraction after reduction followed by tumbling is considered as good.
Figure 17 shows that RDI decreases with increasing FeO, which is directly related to the magnetite phase (Fig. 11), and the increase in coke breeze rate (sintering temperature). At higher coke breeze addition (>70 kg t−1 of sinter), a stable wüstite was formed. The weakening and degradation of sinter are associated with a volume increase due to the phase transformation of haematite to magnetite. Further reductions of magnetite and wüstite do not contribute to the intensity of degradation. A study carried out by Pimenta and Sheshadri6 has shown that in the case of pure haematite to magnetite transformation, the volumetric expansion was 4%. This results in the development of mechanical stresses which are relaxed by crack propagation The presence of magnetite greatly influences the RDI. With increasing coke breeze addition, the haematite content decreases, whereas the magnetite content increases. Reducing the haematite content in the sinter matrix reduces the sinter degradation at lower temperature and hence produces a lower RDI. A 1% increase in FeO improves the RDI by 4 points.
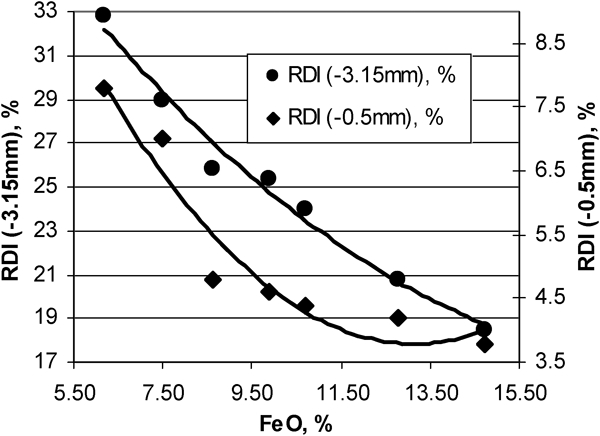
Influence of FeO on sinter RDI
Influence of sinter FeO on sinter reducibility
The reducibility was determined using the ISO 4695 test procedure. This test is carried out at an elevated temperature under a reducing gas atmosphere simulating blast furnace conditions.
The laboratory testing procedure was as follows.
Samples of +10–12·5 mm diameter were selected by sieving. Five hundred grams was dried at 105°C for 30 min in an air oven and cooled to room temperature. The reacting vessel containing the sample was placed inside the heating chamber, and N gas was passed through the reacting vessel at 5 L min−1 until the temperature in the retort reached 950°C. At that point, the nitrogen flow was increased to 15 L min−1 until the sample weight became constant. Reducing gas (30%CO and 70%N) was then passed at 15 L min−1 for 3 h followed by 5 L min−1 N until the sample reached 100°C. Then, the sample was taken out of the retort and cooled to room temperature. The sample weight was recorded using a digital electronic balance. The reducibility R (%) was calculated as follows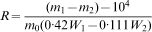
Reducibility depends on the physical and chemical characteristics of the sinter, including particle size, porosity mineralogical composition and internal physical structure. The minimum sinter reducibility required for blast furnaces is 60%.
The magnetite (Fe2O3.FeO) percentage increases and reducibility decreases
Influence of FeO on sinter reducibility
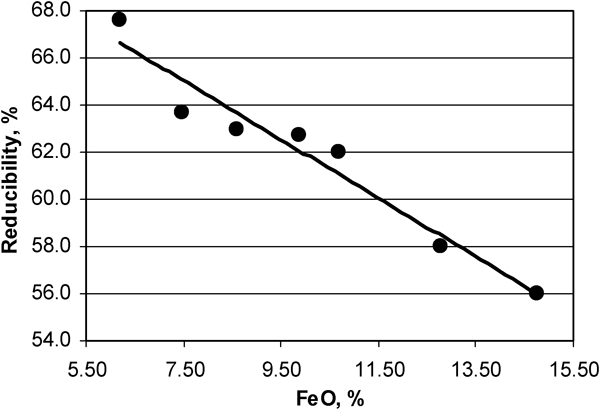
The influence of haematite, magnetite and columnar SFCA phase on sinter reducibility is shown in Figure 19 Figure 20 Figs. 19–21. Each phase in the microstructure will respond according to its reduction behaviour in the blast furnace. The quantity of fine open pore haematite and SFCA may increase the reducibility of the sinter. The reducibility may also vary with the morphology of the SFCA in the sinter. Experiments carried out by Sasaki show that acicular SFCA is more reducible than columnar SFCA.12 Acicular SFCA has a highly porous microstructure, allowing good gas flow to the reaction surface. It is also chemically more reducible than other morphologies of SFCA. The reducibility decreases as the density of SFCA increases when it is increasingly more columnar.14 During the reduction process, the conversion of haematite into magnetite takes place due to the reducing atmosphere. A higher amount of magnetite or wüstite in the sinter lowers the degree of reduction, i.e. the amount of oxygen removal per unit weight of iron is ∼12% lower in magnetite than in haematite. An increase in FeO (coke breeze rate) decreases the amount of acicular SFCA and haematite with a concomitant increase in magnetite content. Since the magnetite susceptibility, or magnetic index, of the sinter is proportional to its magnetite content, as the magnetic index increases, there is a drop in the reducibility.15
Influence of haematite phase on sinter reducibility
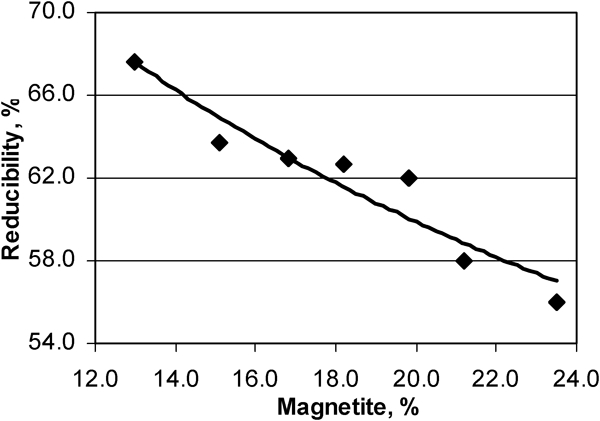
Influence of magnetite phase on sinter reducibility
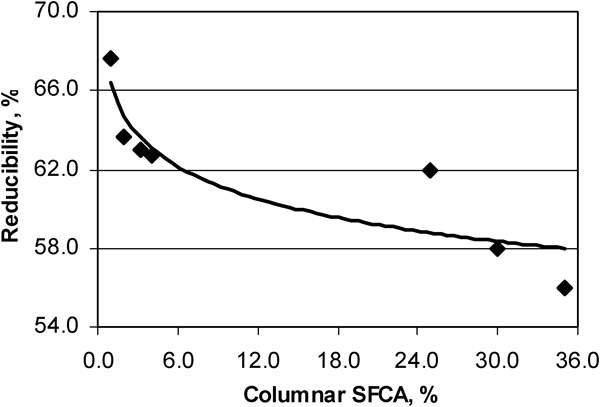
Influence of columnar SFCA phase on sinter reducibility
Conclusions
FeO in iron ore sinter is directly related to its magnetite content.
The FeO content of the sinter increased with increasing coke breeze rate in the sinter mix. The coke breeze essentially determined the thermal parameters and sinter FeO value.
The sinter productivity initially increased and reached maximum at sinter FeO values of 8·60–9·88% and then declined (coke rate: 55–85 kg t−1 of the sinter). The sinter with FeO between 8·60 and 9·88% showed higher productivity due to the improvement in sinter bed permeability and sufficient time and temperature available for sintering, desired FFS and proper assimilation of mineral phases.
The sinter strength initially increased and reached maximum at sinter FeO of 8·60–9·88% and then declined. At FeO of 8·60–9·88%, the sinter had higher strength due to the presence of more acicular SFCA phase. Fine acicular SFCA minimises the number of cracks and large pores and therefore improves the cold crushing strength of the sinter.
Sinter RDI decreased with increasing FeO and is directly related to the magnetite phase. Less haematite in the sinter matrix reduces the sinter degradation at lower temperature and hence lesser RDI.
Sinter reducibility decreased with increasing FeO content. The negative influence of FeO on the reducibility of iron ore sinter was believed to be a result of the decrease in haematite and acicular calcium ferrite phases, whereas the increase in magnetite phase and columnar ferrite phases has a lower reducibility.
The sinter with FeO of 8·60–9·88% showed the optimum mineralogy and structure related to higher productivity and higher strength with desired RDI of <27% and reducibility of >65% with 2·50% alumina and 25% −150 μm size fines in the iron ore.