
Abstract
In this investigation, the roasting features of haematite pellets to which a small amount of anthracite was added and the effects of carbon on the induration behaviours of the pellets were studied. The results indicate that the suitable dosage of pulverised anthracite is 1·0–1·5%. During the roasting, part of the original haematite grains in the pellets are reduced to magnetite, and some original haematite grains are decomposed into magnetite. Then, the newborn magnetite is oxidised to secondary haematite, which is beneficial to the recrystallisation of Fe2O3 in the fired pellets. Therefore, adding a certain proportion of anthracite is an effective way to improve the roasting strength of haematite pellets, as well as to reduce the roasting temperature and the total energy consumption of the pellet production.
Introduction
Oxidised pellets, possessing good mechanical and metallurgical properties, are high quality burdens for blast furnace ironmaking.1, 2 However, with the rapid development of the iron and steel industries, magnetite resources are becoming scarce. Thus, it is imperative to make good use of haematite resources to produce pellets.3 Imported haematite concentrate is of high iron grade, low gangue content and fine granularity.4 However, the high quality finished pellets from haematite concentrates require a higher roasting temperature and narrower firing temperature range (1300–1350°C), and the fired strength is relatively lower than that of magnetite pellets.5, 6 Hence, how to solve the problems of oxidised pellets prepared from haematite concentrates becomes very important. Much research has been conducted on oxidised pellets prepared from mixed haematite–magnetite concentrates,4, 6, 7 where it has been shown that roasting temperature can be reduced and fired strength improved. However, to ensure adequate strength for blast furnace use, magnetite needs to exceed 20%.7, 8
Practical results for adding a certain proportion of solid fuel to haematite concentrates show that the pellet strength is increased, energy consumption is reduced and the pellet metallurgical properties are improved.9, 10 However, before the oil crisis of 1973, because of their low price and easy use, oil and natural gas were widely used as fuels, and the practice of adding solid fuel in haematite pellets had not been well developed.9 Since the oil crisis, the price of oil has soared and far exceeds that of solid fuel, and much research on carbon containing pellet preparation has been conducted.9, 11, 12 However, most of the research has focused on energy saving, and few studies have been designed to reveal the induration mechanisms of carbon containing haematite pellets.
In the last 20 years, some investigations on carbon containing haematite pellets have been carried out in China;13 – 17 however, most of the research was directed towards the preparation of reduced pellets for non-blast furnace ironmaking.18 With the increasing requirement for Blast Furnace (BF) fuel economy, adding solid fuel to pellets as an energy saving measure could be greatly developed in the oxidised pellets.
In this investigation, oxidised pellets were made from haematite concentrate with a certain percentage of pulverised anthracite. The behaviour of carbon during oxidising roasting was studied to reveal the induration mechanisms of anthracite containing haematite pellets.
Experimental
Raw materials
The haematite concentrate used in this investigation was from Brazil and is characterised by high total iron (67·22%Fetotal) and low impurities (Table 1), and the specific surface area measured by a permeability method was 1630 cm2 g–1.
Chemical composition of materials/wt-%
*LOI, loss on ignition.
Pulverised anthracite was used as the carbon containing material, of which the BET surface area was 6599 cm2 g–1, and the analysis tested according to GB/T 212-2008 is shown in Table 2.
Analysis of anthracite/wt-%
Methods
The experimental procedure included ball preparation and drying, roasting, strength measurement, FeO test and microscopic analysis.
Ball preparation and drying
For each trial, 5 kg haematite concentrate was blended with a given proportion of pulverised anthracite using 1·25% bentonite as binder. The green balls (9–15 mm in diameter) were prepared in a disc pelletiser with a diameter of 1000 mm and then statically dried at 105°C in an oven for 4 h.
Roasting tests and strength measurement
Firing tests were carried out in an electrically heated shaft furnace. To simulate the firing atmosphere, mixed gas of N2/O2 at given oxygen content (volume fraction) was pumped into the shaft furnace at a certain flowrate. The dry balls were charged into a heat resistant pot, which was then pushed downwards into the high temperature zone in the furnace every minute in five steps. The pellets were fired at the stated temperature for a certain period and then naturally cooled to ambient temperature. The compressive strength of the pellets was measured with an LJ-1000 experimental machine. An average value of 10 pellets was used as the compressive strength for each test.
FeO test
To analyse the behaviour of carbon during the roasting process, the FeO content of fired pellets was measured by chemical titration.
Microscopic analysis
Microstructure features of fired pellets at various roasting conditions were studied using a Leica DMRXE microscope with an automatic image analyser (Germany).
Results and discussion
Roasting characteristics of anthracite containing haematite pellets
Effects of anthracite dosage
The effects of anthracite dosage on the fired pellet compressive strength are shown in Fig. 1. It can be seen that the pellet strength with 0·5% anthracite is a little lower than that with no anthracite. When the anthracite dosage reaches 1·0–1·25%, the compressive strength is maximum and then decreases greatly if the anthracite dosage further increases from 1·5 to 4%. The results indicate that the appropriate anthracite amount of 1·0–1·5% can improve the strength of the fired haematite pellets.
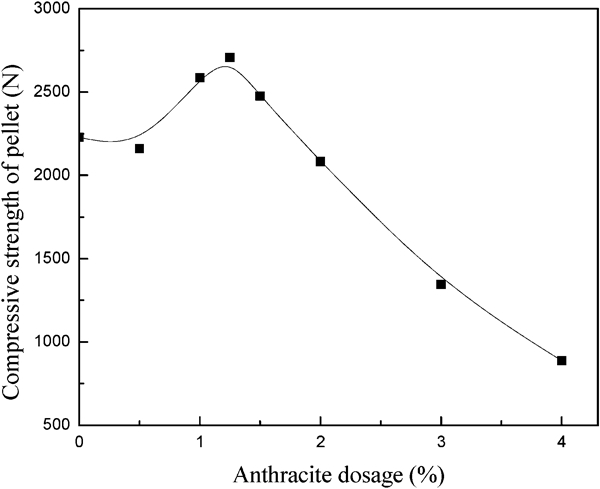
Effects of anthracite dosage on fired pellet compressive strength (oxygen content: 20%; airflow: 6 L min–1; roasting temperature: 1280°C; roasting time: 20 min)
Effects of roasting temperature
The curve of the compressive strength as a function of roasting temperature is presented in Fig. 2.
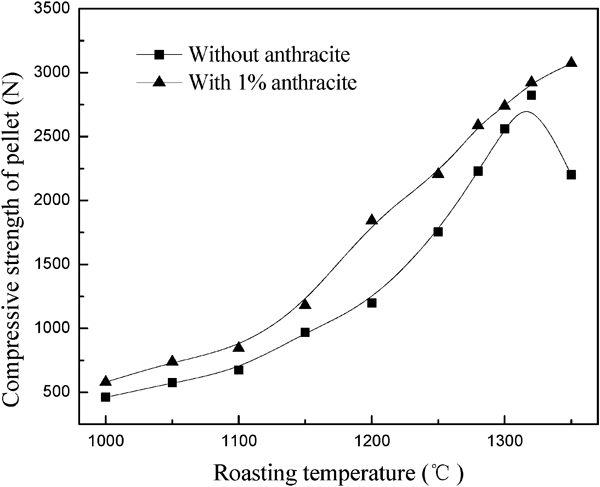
Effects of roasting temperature on fired pellet compressive strength (oxygen content: 20%; airflow: 6 L min–1; roasting time: 20 min)
As shown, the strength of the pellets with 1·0% anthracite is always higher than that of the pellets without anthracite at the same roasting temperature; moreover, for the anthracite containing haematite pellets, the strength increases with increasing temperature. However, the strength of the pellets in the absence of anthracite not only does not increase markedly until 1200°C but also actually decreases due to the decomposition of Fe2O3 above 1300°C. The results imply that the roasting temperature can be decreased, and the suitable firing temperature range is enlarged by adding an appropriate amount of anthracite into haematite pellets.
Effects of roasting time
The curve of the roasting time affecting the fired pellet compressive strength is plotted in Fig. 3. It can be seen that the compressive strength increases gradually with the prolonging of roasting time and reaches a maximum at ∼25 min.
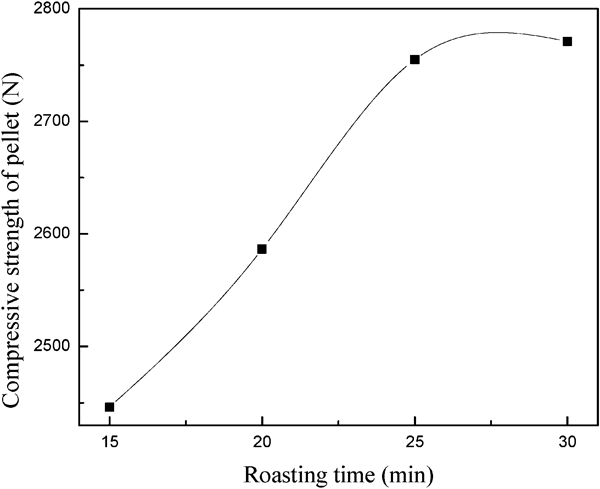
Effects of roasting time on fired pellet compressive strength (oxygen content: 20%; airflow: 6 L min–1; roasting temperature: 1280°C; anthracite dosage: 1·0%)
Effects of oxygen content
The fired pellet compressive strength is greatly affected by the change in the roasting atmosphere in the furnace, as shown in Fig. 4. The strength of the pellets roasted in the inert atmosphere (0%O2) is slightly higher than that roasted in 10%O2. The pellet strength reaches the maximum when the oxygen content is 20% and then decreases gradually with increasing oxygen content.
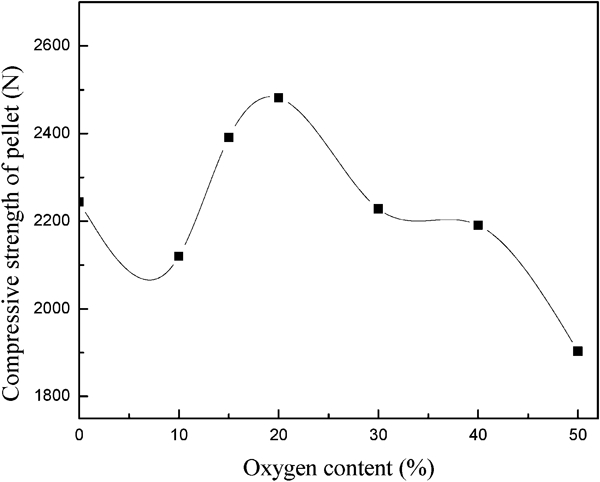
Effects of oxygen content on fired pellet compressive strength (airflow: 6 L min–1; roasting temperature: 1280°C; roasting time: 20 min; anthracite dosage: 1·0%)
Induration mechanisms of anthracite containing haematite pellets
Roles of carbon during roasting
In the oxidative atmosphere during the oxidised pellet production, the growth of Fe2O3 grains was not observed until the roasting temperature reached 1300°C. However, if the temperature is too high (>1350°C), Fe2O3 will be decomposed as per the following reaction5,
18

Relationship between atmospheric oxygen content and decomposition temperature of Fe2O3
It can be seen that the decomposition temperature of Fe2O3 increases with increasing oxygen content. For the anthracite containing pellets, some of the oxygen is consumed by the burning of carbon, and the oxygen content within the pellets is decreased, so that the decomposition temperature of Fe2O3 is lowered.
A direct reduction reaction occurs when solid carbon comes into contact with iron oxides in the pellets. Therefore, Fe2O3 in anthracite containing haematite pellets would be reduced to Fe3O4 by the solid carbon in anthracite


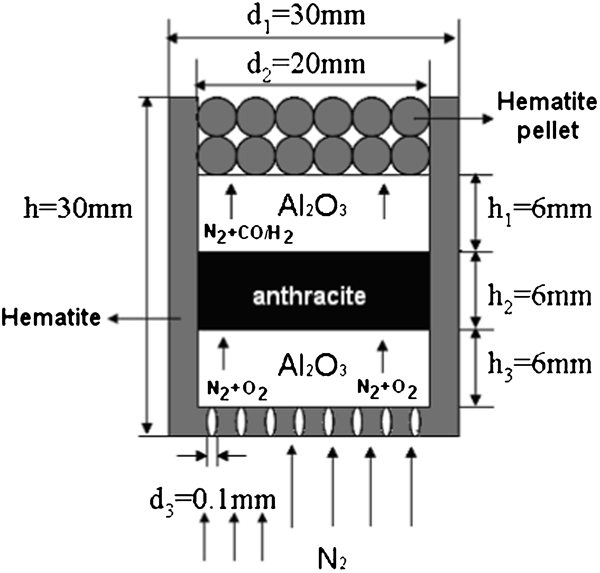
Schematic diagram of test on role of anthracite during roasting
As shown in Fig. 5, a cylinder was first made by briquetting haematite concentrate, and then the cylinder bottom was closed. Its inner diameter is 20 mm, whereas the outer diameter is 30 mm. To allow the upward gas flow into the inner cylinder, several holes of 0·1 mm in diameter were drilled through the cylinder bottom.
Dry pellets of 2–3 mm in diameter were prepared from haematite concentrates in the absence of anthracite in advance and then were charged onto the surface layer of the inner cylinder. The cylinder bottom, the pulverised anthracite layer and the pellets were separated by the inert material of Al2O3 powder to avoid their contact with each other.
At the beginning of the trial, the sample was placed in an electrically heated shaft furnace, and 6 L min–1 N2 with 99·99% purity was pumped in from below. The sample was taken out and immersed into water immediately after roasting at 1280°C for 20 min. Subsequently, the FeO contents of the cylinder bottom and the small pellets were measured.
It is shown that the FeO contents of the cylinder bottom and the small pellets were 4·35 and 28·69% respectively, i.e. the FeO content of the small pellets is obviously higher than that of the cylinder bottom.
In N2 atmosphere, haematite may decompose into magnetite and release a little O2 according to equation (1), and the FeO content increases accordingly. It is the decomposition reaction of haematite that occurs within the cylinder bottom. However, because of being separated by Al2O3 powder, the haematite within the cylinder bottom cannot be reduced by anthracite or upward flowing reducing CO/H2 gases, which are produced by the gasification of anthracite at high temperature. Therefore, the increase in FeO content in the cylinder bottom is only caused by the decomposition of haematite.
However, as regards the haematite in the small pellets, on the one hand, it may be decomposed into magnetite in N2 gas, as in the haematite within the cylinder bottom; on the other hand, it can be also reduced into magnetite by upward flowing CO/H2 produced by the gasification of anthracite according to equations (3) and (4). Therefore, the increase in FeO content of the small pellets is caused by both the decomposition and the reduction of haematite, and the latter is predominant.
The above results show that anthracite plays the role of reductant during the roasting, and a large number of newborn magnetite are produced due to the reductive reaction of haematite by CO/H2, the outcome of the gasification of anthracite.
Changes in FeO content during roasting
Figure 6 illustrates the effects of roasting time on the FeO content of the fired pellets.
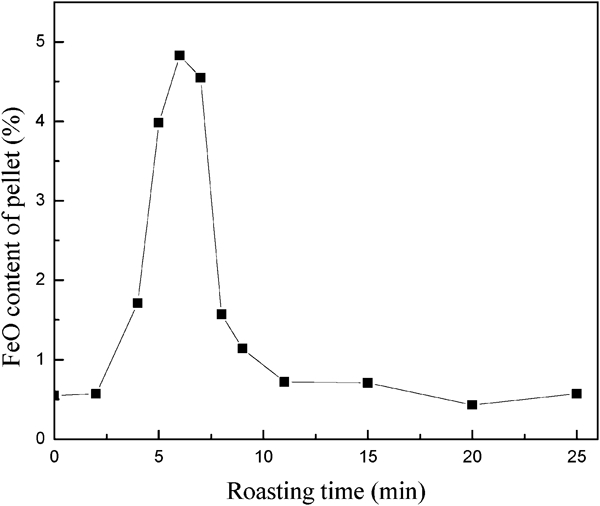
Effects of roasting time on FeO content of anthracite containing haematite pellet (oxygen content: 20%; anthracite dosage: 1·0%; airflow: 6 L min–1; roasting temperature: 1280°C)
The reduction of haematite mainly occurs in the initial roasting stage. The FeO content first increases and then decreases after 6 min. The reason is that the reduction rate of haematite to magnetite is faster than the oxidation rate of newborn magnetite to haematite in the initial roasting stage. However, the reduction rate decreases while the oxidation rate increases, accompanied by the consumption of carbon, and the maximum FeO content is attained when the reduction rate is equal to the oxidation rate. Subsequently, FeO decreases along with the oxidation of magnetite until oxidation is complete. The results show that partial original haematite (OH) grains can be reduced first and turned into magnetite grains by the anthracite powder dispersed in the pellets. However, the newborn magnetite can be subsequently oxidised into secondary haematite (SH) grains.
Crystallisation of Fe2O3 in anthracite containing pellets
The microstructures of haematite pellets with no anthracite and with 1·0% anthracite are presented in Fig. 7. For the haematite pellets roasted in the absence of anthracite, because of the high recrystallisation temperature (>1300°C) of OH grains, most of the OH particles keep their original shape and discernible angularities (grain 1 in Fig. 7a ). A few bond junctions between Fe2O3 grains are formed by the recrystallisation of OH grains (grain 2 in Fig. 7a ).
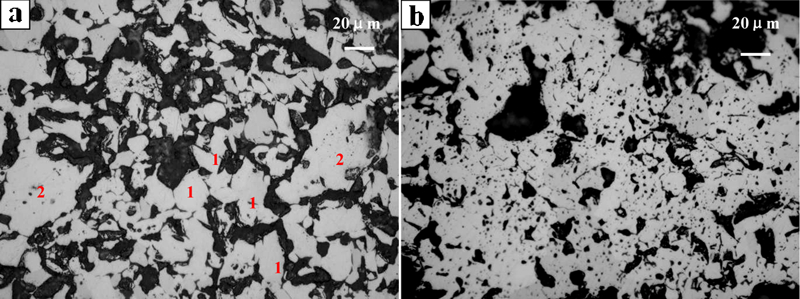
Microstructures of fired haematite pellets with anthracite dosages of a 0% and b 1·0% (oxygen content: 20%; airflow: 6 L min–1; roasting temperature: 1280°C; roasting time: 20 min)
As shown in Fig. 7b, a large number of crystal bond junctions between grains and a compact microstructure are formed. The recrystallisation between grains can be enhanced because the activity of the newborn SH grains is higher than that of OH grains, which is helpful to the recrystallisation of Fe2O3 grains.4 Therefore, the formation of SH grains during the roasting of anthracite containing haematite pellet is able to improve the pellet strength. It is the reason why adding a certain proportion anthracite is an effective way to improve the roasting performance of pure haematite pellets.
Conclusions
The roasting characteristics of anthracite containing haematite pellets were studied. The findings indicate that the addition of some pulverised anthracite to the haematite pellets is able to improve the compressive strength of the finished pellets. The appropriate dosage of anthracite is 1·0–1·5%.
The effects of anthracite powder on the induration of haematite pellets have also been investigated. On the one hand, part of the heat needed in the roasting process can be supplied by the combustion of anthracite. On the other hand, some of the haematite is reduced by carbon or CO/H2, and a part of haematite is also readily decomposed at high temperature due to the decrease in lower oxygen content within the pellets, which leads to the transformation of haematite into magnetite during roasting.
Based on microstructure analysis, it can be found that newborn magnetite is oxidised into SH during roasting. Because the activity of Fe2O3 from the SH grains is higher than that from the OH grains, Fe2O3 recrystallisation junction between grains can be strengthened by the SH grains at lower roasting temperature. The SH grains in the haematite pellets are able to improve the pellet strength.
Footnotes
Acknowledgements
The authors wish to express their thanks to the National Natural Science Foundation of China (grant nos.50604015 and 50804059) for the financial support of this research.