
Abstract
Managing the contact conditions between train wheels and the running rail is key to controlling the dynamic behaviour of railway rolling stock and preventing rail defect initiation and growth. This paper describes the rail profile management strategies deployed by Network Rail. The development of policies and standards is discussed, highlighting the reasons behind the selection of target rail profiles and friction management techniques. Practical implementation of the strategies is described, with consideration given to the challenges faced delivering rail profile management on the operational railway. Recent developments in rail friction management and reprofiling technology are presented, e.g. top of rail friction modifiers, rail milling and high productivity grinding. The costs and benefits of the new technologies are examined. The impact of these developments on the Network Rail’s approach to managing rail profile is discussed. Drawing conclusions from this analysis, a future vision of rail profile management on Network Rail infrastructure is presented.
Introduction
The service life of a rail is greatly influenced by the duty conditions it is subjected to over time. Rails deteriorate due to a combination of factors: wheel–rail contact stresses made up from vertical, longitudinal and lateral contact forces on the rail surface lead to fatigue damage, wear and plastic deformation of the rail (and wheel). Dynamic loading under traffic generates vertical bending stresses, the effects of which are further exacerbated by rail wear and corrosion.
Driven by wheel–rail contact stresses, surface damage (Fig. 1) in the form of rolling contact fatigue (RCF), squats, deformation, wear and corrugations accounts for the majority of rail defects removed from track. The transverse rail profile is one of the main factors which influence the rate of surface damage accumulation.
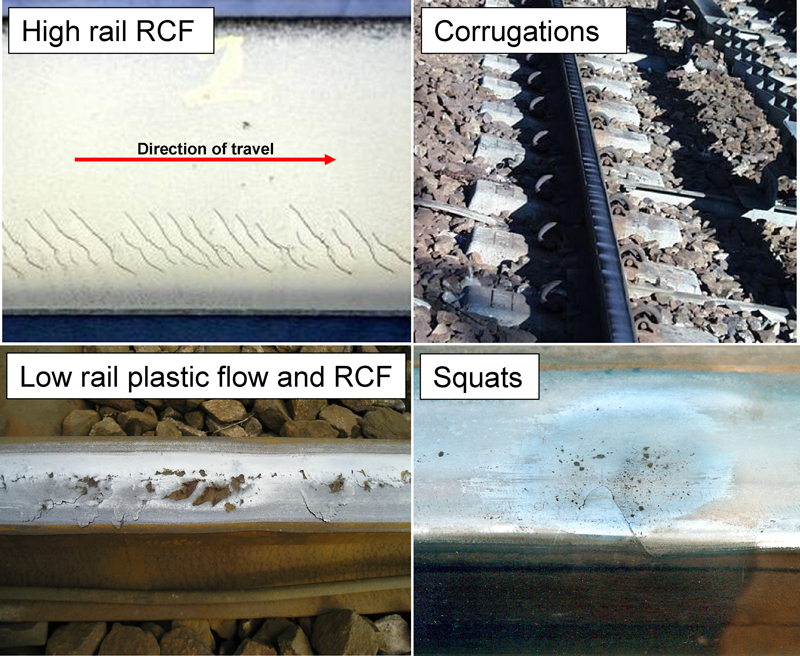
Examples of rail surface damage due to high wheel–rail contact stresses
High rail RCF continues to present a major risk to rail integrity if not adequately managed, with the potential to lead to multiple rail breaks and derailment. This is due to similar sized defects occurring in close proximity to each other.
The RCF, therefore, remains a major reason for premature rail replacement and represents a major drain on rail changing and maintenance inspection resources. In total, the inspection, maintenance and renewal of rail surface defects are estimated to cost the Network Rail £200–220m per year (∼40% of which is due to RCF), so there is a clear opportunity to reduce the impact of this type of rail damage by improving the management of rail profile.
Rail profile management strategies
During the last 10 years, Network Rail has developed and implemented a number of key strategies for rail management; these are described below.
Rail grinding
Analysis by Network Rail wheel/rail interface engineers has shown that, for standard grade rail in the UK network, the peak in RCF generating contact forces and energy occurs on the gauge shoulder of the rail (Fig. 2).
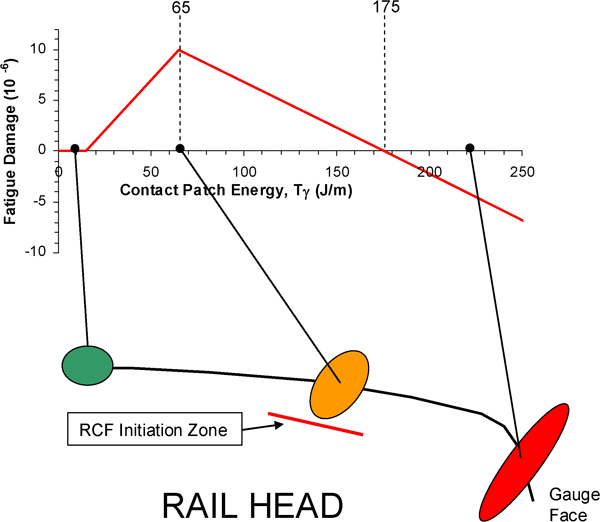
Position on rail crown profile of peak RCF (contact patch energy = 65) and wear (contact patch energy > 175) damage for standard grade rail
For this reason, Network Rail carries out preventative and corrective rail reprofiling. While grinding does remove metal and therefore reduce RCF crack depth, the primary purpose is to modify the rail crown profile to remove wheel contact from the zone of peak rail RCF damage. The difference between the as rolled and ground rail profile on the gauge shoulder is small (0·6 mm) but results in a significant reduction in the occurrence on RCF on the high (outer) rail of curves under 2500 m radius.
Network Rail’s preventative grinding specification is shown in Table 1. Grinding is carried out every 4–12 months for the busiest main lines. This is achieved using a fleet of 11 train grinders that operate at maximum speeds of 8–10 mph. The grinding trains apply up to 32 cup stones per rail in a set grinding pattern (a combination of stone alignment and pressure) designed to achieve the grinding specification.
Key elements of Network Rail preventative rail grinding specification*
*EMGT = equivalent million gross tonnes of traffic carried.
The majority of single pass preventative rail grinding is carried out in the ‘white space’ overnight between timetabled passenger and freight services, with typically 25 miles per night completed. A summary of the capabilities of Network Rail’s fleet of train grinders is shown in Fig. 3.
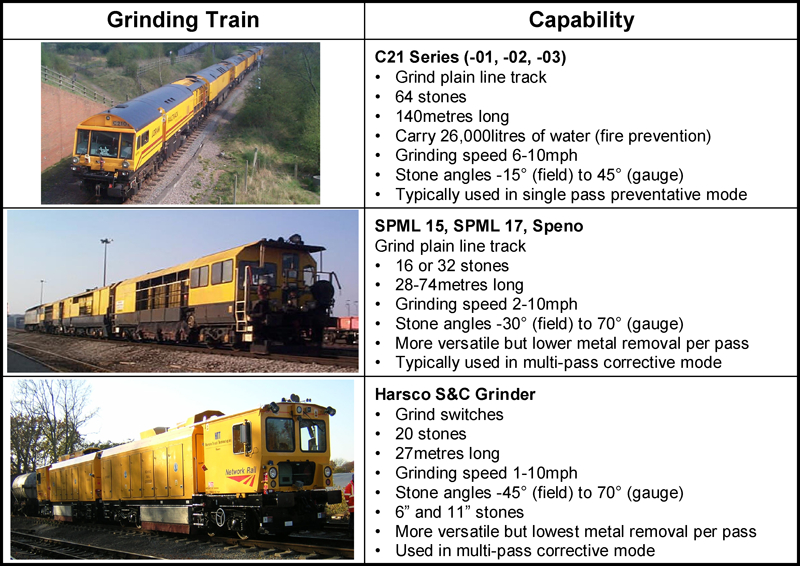
Summary of Network Rail’s rail grinding train fleet capability
Rail lubrication
For tighter radius curves (typically <1000 m radius), vehicle steering forces are generated through contact between the wheel flange and the gauge face of the high rail. The contact stresses generated are so large that without lubricant, the rate of wheel flange and rail side wear reaches excessive levels. This leads to operational difficulties for passenger and freight operating companies as rolling stock has to be taken out of service more frequently than planned for wheel turning, or because wheel sets have to be changed earlier than planned due to flange wear. Rail life is also reduced significantly, as Network Rail’s standards require a rail to be replaced when the side wear reaches 9 mm.
Rail gauge face lubrication has been applied to tight radius curves for many years using track mounted equipment (Fig. 4), with the objective of reducing friction levels to 0·1–0·15, reducing wheel flange and rail wear and thereby preserving the rail profile and extending rail life for as long as possible. This technology has become even more critical in recent years for two reasons: (1) the NR HR1 anti-RCF profile can lead to more wheel flanging and potentially higher rates of wear on the high rail of curves; and (2) the NR HR1 profile can be preserved for longer with gauge face lubrication, further reducing high rail RCF damage.
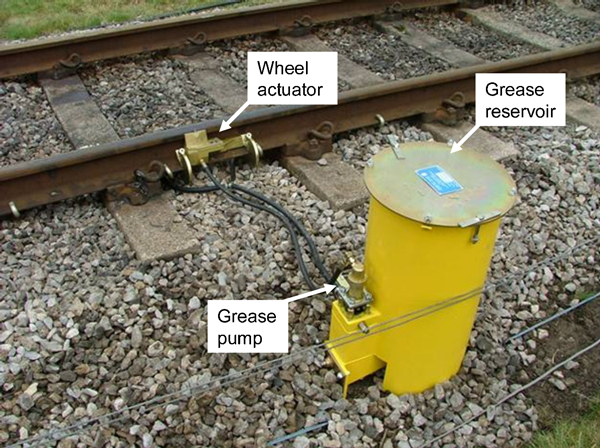
Rail gauge face lubricating equipment
For these reasons, Network Rail has invested in improvements to the equipment that delivers lubricant to the rail gauge face. Maintenance intensive mechanical and hydraulic lubricant pumps that are effective at applying grease over up to a mile are gradually being replaced by smaller numbers of electrically powered systems that pump more controlled quantities of lubricant, producing grease carry over of up to 4 miles. Parallel improvements in curve grease have also been made, with more durable products developed that perform better in service and that do not degrade within the grease reservoir and pumps causing equipment failure.
Top of rail friction modifiers
Unlike lubricants, friction modifiers are designed to control wheel–rail friction levels on the crown of the rail between 0·3 and 0·35. Friction modifiers act to reduce the lateral and longitudinal forces on the rail crown. Network Rail has had success using this technology to control the rate of low rail plastic deformation and fatigue. For example, at the test site shown in Fig. 5, the rate of low rail vertical rail wear and deformation was reduced by 75%, and low rail crack lengths were observed to reduce by 30% over the trial period.
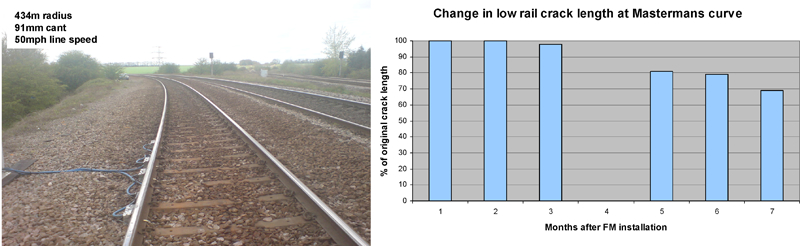
Network Rail friction modifier test site and reduction in low rail RCF crack lengths measured over 7 months
Premium rail
Grinding, lubrication and friction modifiers can all be used to manage the profile of rail already installed in the track. When this rail eventually needs to be renewed, Network Rail has been reintroducing harder premium rail steels to further reduce rail surface damage and defects. The premium steels being introduced reduce the rate of fatigue damage and plastic deformation due to the enhancement in material properties (Table 2). Rail life is also extended because the wear rate reduces significantly, so the anti-RCF rail profile ground onto the rail crown is preserved for longer. A programme of site monitoring is in progress with the objective of determining the optimum rail grinding frequency and ground rail profile for premium rail.
Material properties of premium rail steels used by Network Rail compared to standard grade 260 rail steel
Costs and benefits of rail profile management
The costs of the rail profile management measures described above for plain line are shown in Table 3, compared to the costs of renewing standard grade 260 rail.
Costs of rail profile management technologies used by Network Rail
Using the cost data above, Network Rail’s TrackEx wheel/rail interface modelling tool and the models developed in the Innotrack project for rail degradation and life cycle cost analysis, the long term cost benefits of rail profile management have been demonstrated for a number of different routes managed by Network Rail. Figure 6 illustrates the output from this analysis for one curve. Overall, maximum life cycle cost reductions of up to 40% over 40 years have been calculated for longer route sections experiencing the worst RCF and rail wear.
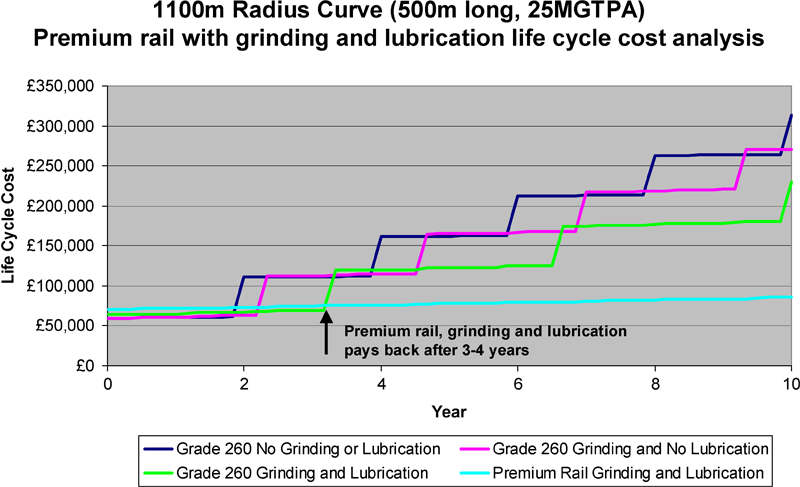
Example of Network Rail’s rail life cycle cost analysis, illustrating benefits of lubrication and grinding
Developments in rail profile management
Network Rail’s train based rail grinding strategy is now well established; however, there is considerable scope for developing ever more efficient processes for in situ reconditioning of the rail head. The time available for maintenance is under increasing pressure, so grinding speeds and metal removal rates need to increase to maximise the impact of maintenance time. Manufacturers of the train grinding technology currently used by Network Rail have refined control systems and stone designs to allow grinding speeds of 15–20 mph without having to increase the number of grinding stones. Network Rail is carrying out research with the University of Sheffield into technology transfer of high productivity grinding techniques from the aerospace industry, with the aim of achieving both higher grinding speeds (20 mph+) and higher metal removal rates. The potential benefits of the type of high speed grinding being developed by Vossloh in Germany (50 mph grinding speed but very low metal removal rates) for main lines are also being explored.
There is a requirement to develop more efficient ‘heavy duty’ corrective rail reconditioning techniques. Network Rail is currently evaluating rail milling as a technology for removing defects and reprofiling very heavily worn rail. An example of what can be achieved by milling is shown in Fig. 7. The cost of rail milling during the first stage of Network Rail trials was £44–58 per metre of track machined, so initial conclusions from trial shifts indicate milling has a business benefit if it can be used to recondition rail which would otherwise be renewed. More extensive trials designed to evaluate the technical capability and business benefits of milling in more detail were completed in October and November 2011.
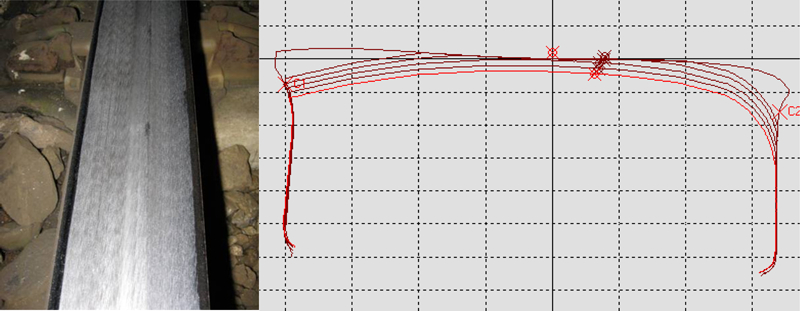
Results of rail milling trials at Liverpool Street Station, showing finished rail surface and pass by pass profile (5 passes in total)
In addition to introducing more efficient rail machining techniques, Network Rail is developing analysis tools and processes to move away from a national ‘one size fits all’ strategy towards route specific machining frequencies, metal removal rates and machined rail profiles. For example, the wider use of premium rail will mean extended grinding frequencies for specific curves. Routes with rolling stock which generates higher wheel–rail contact stresses and damage may require more frequent grinding, and vice versa.
Developments in wheel/rail interface friction management are focussing initially on further improvements in the lubricants and friction modifiers delivered by track mounted equipment to the rail head. This is being driven in part by new product specifications being developed by Network Rail but also by partnerships between Network Rail and leading UK universities to research the fundamental science of wheel–rail tribology.
Longer term, it may be more efficient to increase the use of train mounted delivery systems for wheel flange lubrication and wheel tread friction modifiers and decommission a proportion of Network Rail’s track mounted delivery equipment. Moving to a devolved UK rail industry may remove some of the historical barriers which have prevented the UK from utilising onboard technology as widely as other European railways.
Future rail profile management strategy
Looking ahead, Network Rail’s rail profile management strategy will have to evolve to meet the changing demands of the UK rail industry. A proposal for future strategies in the short and long terms is as follows.
Short term:
premium rail is installed in greater volumes, reducing the requirement for rail grinding of high rail RCF and low rail surface defects
conversion from mechanical to electric track mounted lubricator technology continues, leading to more effective curve lubrication and longer lasting ground rail profiles
use rail milling to recondition the rail head of sites with heavily worn rail, allowing these sites to subsequently be managed using the cyclic preventative grinding plan
selective application of top of rail friction modifiers, particularly for low rail applications, e.g. at sites reconditioned using milling, to further reduce low rail surface defects.
Long term:
premium rail is installed on all curves <2500 m radius
route based rail grinding/milling specifications tailored to route specific combinations of vehicle and track characteristics
implementation of higher speed, higher productivity rail grinding for main line routes and routes with third rail, more efficient delivery of route based profile management specifications
a reducing reliance on rail milling, as the workbank for corrective rail reconditioning reduces
rail friction management delivery is a mix of train mounted and track mounted systems, increasing the effectiveness of these technologies.
Network Rail must deliver improved levels of rail network performance at lower cost and without compromising safety. Successful implementation of the rail profile management technologies and strategy outlined in this paper will make an important contribution to achieving this goal.