
Abstract
The isothermal oxidation behaviour of silicon and copper containing steels was studied under laboratory dry air conditions at temperatures from 950 to 1180°C. The oxidation kinetics was determined by gravimetric means and followed by parabolic relationships at all temperatures for both steels. Characterisation of the oxide scales comprised X-ray diffraction, light optical microscopy and SEM including EDX analysis. It was found that the oxide microstructure depended on the silicon and copper contents in the alloys. For the copper containing steel oxidised at 950°C, enrichment of this element was not appreciated at the metal/oxide interface or across the oxide scale, a situation that changed at 1100°C where copper enrichment was localised next to the steel substrate. The specimens oxidised at 1180°C revealed that copper enrichment was located at the surface of the specimens. The effect of the alloying elements on the oxidation rate and the microstructure of the oxides formed on the steels are discussed.
Introduction
Hot rolling of steel proceeds at typically 800–1200°C, as it is required to homogenise the microstructure and to facilitate the deformation of the material. Oxidation occurs readily due to chemical reactions between oxygen and iron, which results in the formation of a layer on the surface of the steel whose growth is controlled by solid state diffusion of both anionic and cationic species together with free electrons. The chemical composition of the oxide scale formed during the hot rolling of low carbon steels generally consists of wüstite (FeO), magnetite (Fe3O4) and haematite (Fe2O3), which grow in a ratio of roughly 95∶4∶1 at 1000°C, this depending on factors like steel chemistry, temperature, the reactive gases present in the atmosphere and the time of exposure to these conditions.1
Silicon containing steels represent the material of choice for the manufacture of the core of electrical equipment, namely, transformers, electrical motors and generators. The surface quality of the steel is important for the manufacture of these instruments and is strongly related to oxide formation during hot rolling and subsequent removal in pickling lines. It is for this reason that the oxidation behaviour of silicon steels has been widely studied but normally for long oxidation times, which may not be representative of the process taking place during hot rolling. Oxide growth in these alloys is controlled by the temperature of the process and the amount of silicon present in the steel. Silicon favours the formation of the phase fayalite Fe2SiO4, a spinel that reduces oxidation during the hot rolling of electrical steels, but which makes surface descaling in the pickling lines difficult, given the strong adhesion of this oxide to the steel substrate.2 – 4
Alternatively, copper has been considered as an impurity in steels more than an alloying element. Its presence has been associated with technical problems and failures during the hot rolling of steel related to the formation of surface cracks.4 This is caused by liquid copper enrichment at the steel/oxide interface. As the working temperatures in hot rolling normally exceed the melting point of copper, it remains on the surface of the steel as a liquid, promoting crack formation on the strip by a mechanism known as hot shortness.4 – 7
The aim of this work is to assess the oxidation behaviour of steel samples containing different amounts of silicon and copper in the temperature range of 950–1180°C during short periods of time, aiming to identify if these elements had an influence on oxide scale composition and morphology.
Experimental
The chemical composition of the steels used for this study is given in Table 1. The silicon steel was produced by the standard route of melting and casting. After solidification, the steel was reheated to 1150°C and deformed in a laboratory experimental hot rolling mill. After deformation, the slab was cooled to room temperature in air. The copper containing steel was obtained from a local manufacturer as a commercial bar for structural applications. Specimens from both materials were machined to a cylinder shape of 10 mm diameter and 15 mm length. The oxidation tests consisted of heating the specimens by the eddy current principle using an induction coil of 2 kW. Different samples were heated at different temperatures (950, 1100 and 1180°C), which are typical for steel hot rolling. The samples were held at these temperatures for oxidation times ranging from 5 to 20 min. Temperature was measured using K type mineral insulated thermocouples inserted to the geometric centre of the samples, allowing readings to be recorded with a data acquisition system linked to the thermocouple. After the oxidation tests, the specimens were cooled to room temperature under a regime of forced convection in air. During the removal stage of the sample from the induction coil, care was taken to avoid oxide detachment. The oxidation kinetics were followed by gravimetric means, weighing the samples before and after the tests using an electronic balance with an accuracy of 1×10−5 g.
Chemical composition of steels/wt-%
Before the specimen preparation for metallographic inspection of the oxide scales, the samples were coated with liquid cyanoacrylate to preserve the features of the oxides formed. Once dried, the samples were cut using a diamond disc, mounted in epoxy resin and prepared using standard metallographic procedures by grinding with various grades of SiC papers followed by a final polishing stage using both 3 μm diamond suspension and 1 μm colloidal silica. The specimens were cleaned after the polishing stage and lightly etched with a solution of 2% nitric acid in ethylic alcohol (2% nital).
After the tests, uncoated samples were analysed by X-ray diffraction using Cu Kα as the radiation source, generated at 40 kV and 30 mA over a 2θ range from 20 to 80°. Alternatively, the surface morphology and the microstructure of the oxides were analysed by means of light optical microscopy (LOM) and scanning electron microscopy (SEM). The specimens were coated with a thin layer of sputtered gold to allow surface inspection in the SEM. During the electron microscopy analysis, secondary and backscattered electron detectors were used to identify distinctive features associated with the growth of the oxides. Energy dispersive X-ray (EDX) analyses were conducted on the oxide layers to map the chemical composition at different locations of the scale when appropriate.
Results
Figures 1 and 2 show the microstructures of copper and silicon steels respectively. The microstructures are typical of hot rolled steels with a mixed ferrite and pearlite structure in the case of copper containing steel (Fig. 1) and ferrite in the silicon containing one (Fig. 2).
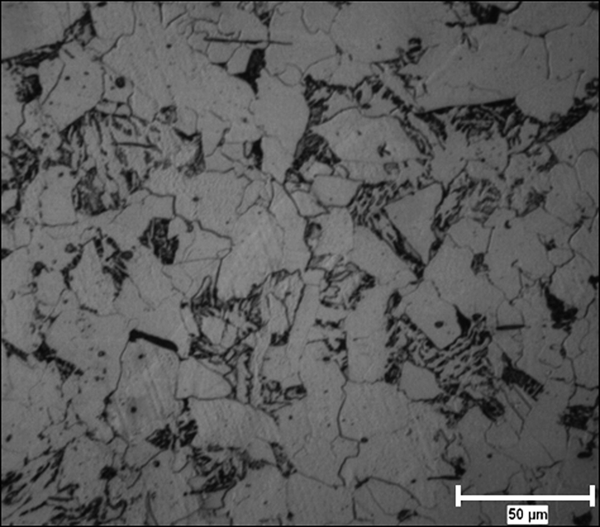
Microstructure of copper–silicon steel
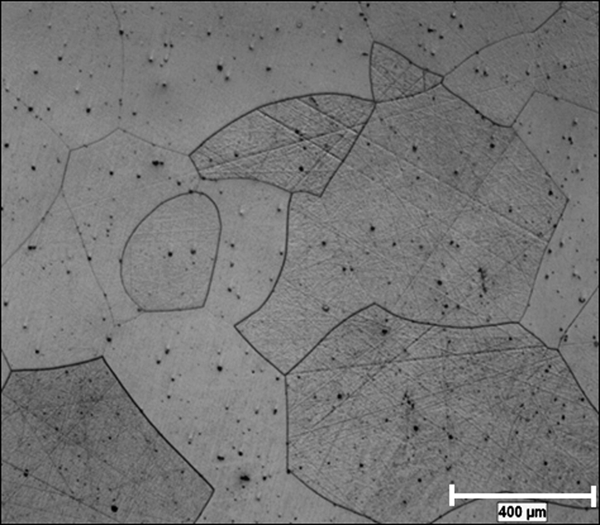
Microstructure of silicon steel
Figure 3 shows the oxidation kinetic curves for both steels. It is worth noting that the mass gain of the samples increased markedly with temperature and oxidation time, following a parabolic regimen, which is described mathematically by Wagner as
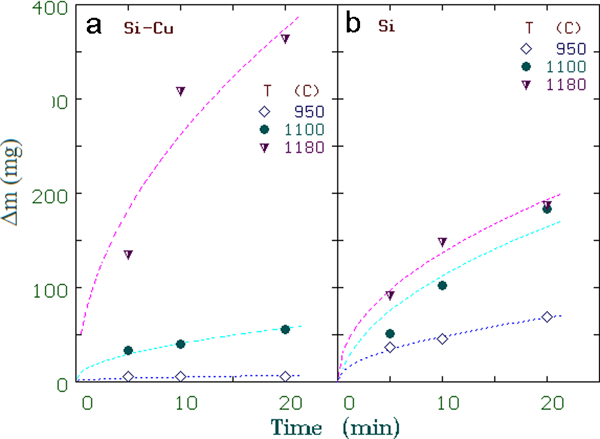
a copper–silicon steel; b silicon steel
Figure 4 shows the X-ray diffraction spectra for silicon (Fig. 4a ) and silicon–copper steels (Fig. 4b ) oxidised for 20 min at 950 and 1180°C. At 950°C, the oxide scale formed on the silicon steel was composed mainly of wüstite that changed at 1180°C where the oxide scale was mainly fayalite. For the copper containing steel, at the lowest oxidation temperature, the oxide scale consisted of wüstite and magnetite, but surprisingly, the composition of the oxides changed at 1180°C having wüstite and an iron–copper oxide as the main phases present.
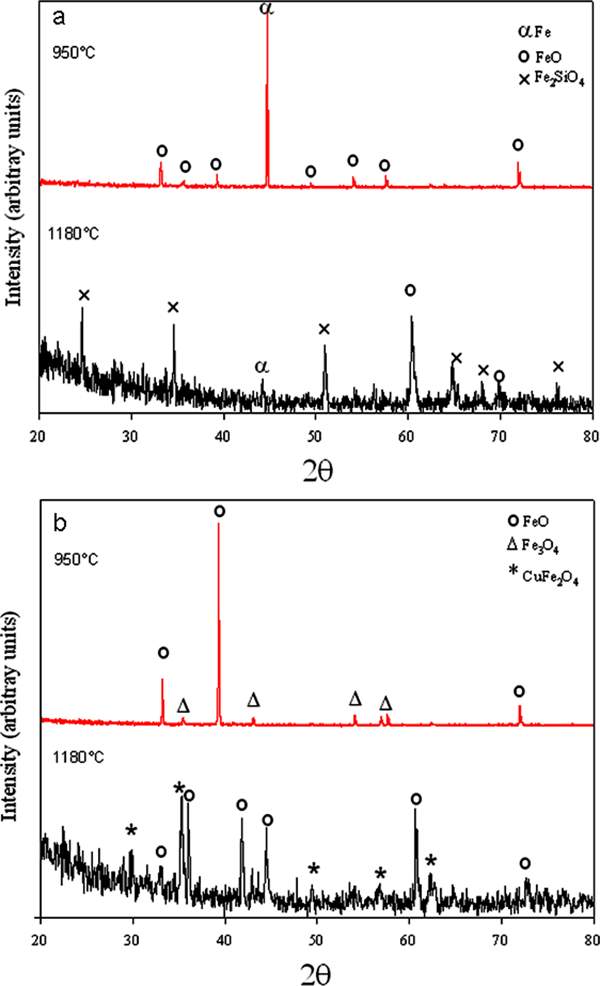
a silicon steel; b copper–silicon steel
The images shown in Fig. 5 correspond to the LOM cross-section analysis of the scale formed on the surface of the steels after 20 min at different temperatures. Using this technique, it was possible to identify that the oxide scales contained different species based on the contrast given by the microscope. It is also worth noting that the scales grown on the silicon containing steels show patterns of irregular growth if compared with the oxides formed on the copper steel, which present thicker and more homogeneous layers.
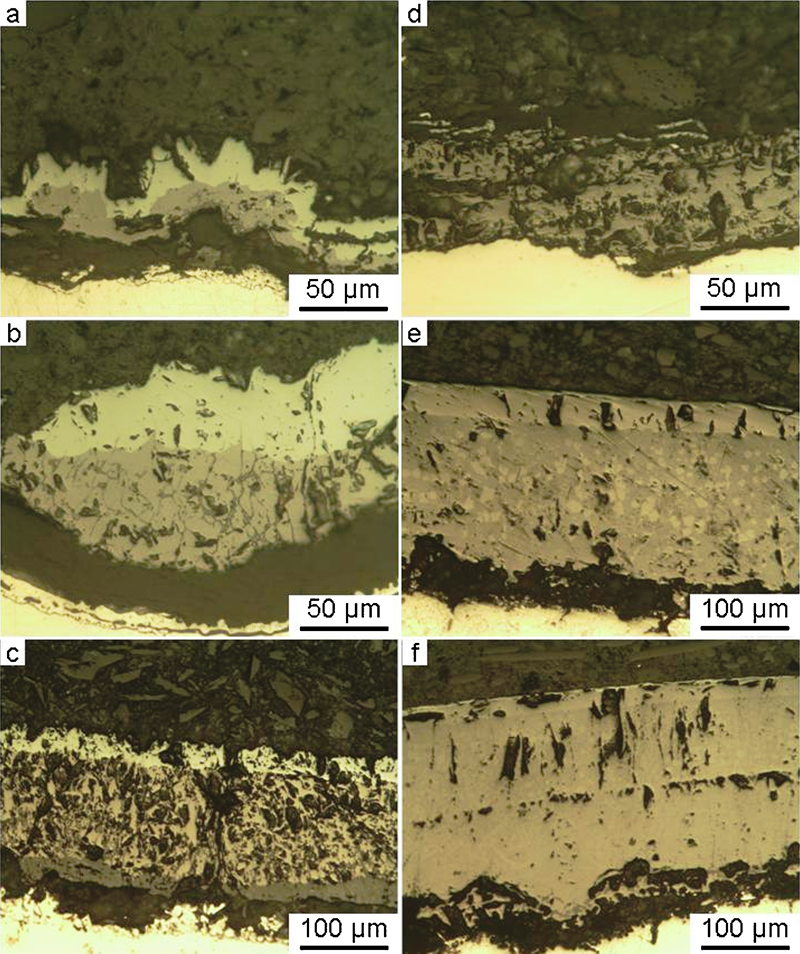
a–c silicon steel; d–f copper–silicon steel at 950°C (a and d), 1100°C (b and e) and 1180°C (c and f)
Figure 6 shows backscattered electron images of the oxide scale grown on the silicon steel heated for 20 min at 950°C (Fig. 6a ), 1100°C (Fig. 6a ) and 1180°C (Fig. 6a ) respectively. At 950°C, fayalite is present as thin nodules formed next to the steel substrate. In addition, it is possible to note that fayalite (darker phase in the micrograph) is mixed with wüstite; this, when the steel was oxidised at 1100 and at 1180°C, growth of the phase was located under the steel surface in the form of islands of irregular morphology. Alternatively, Fig. 6d–f shows the microstructural characteristics for the copper containing steel at the same oxidation condition. From these images, it is possible to identify the formation of (i) porosity across the oxide scale, (ii) through thickness cracks whose amount increased with the oxidation temperature and (iii) a thin fayalite layer located next to the steel substrate. It is worth mentioning that oxide thickness is temperature and time dependent and, in this case, can be related undoubtedly with the amount of silicon present in the steels. Alternatively, Figure 7 Figs. 7 and 8 show the results of the EDX analysis conducted on the silicon and copper–silicon steel respectively where it is possible to appreciate both the zones of fayalite formation and the zones of copper accumulation at the metal/oxide interface.
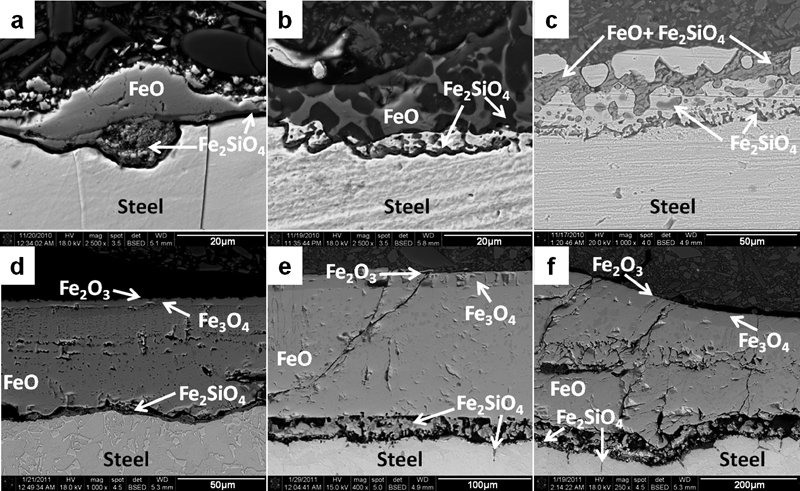
Backscattered electron images of steels: silicon 20 min oxidation at a 950°C, b 1100°C and c 1150°C and copper–silicon 20 min oxidation at d 950°C, e 1100°C and f 1180°C
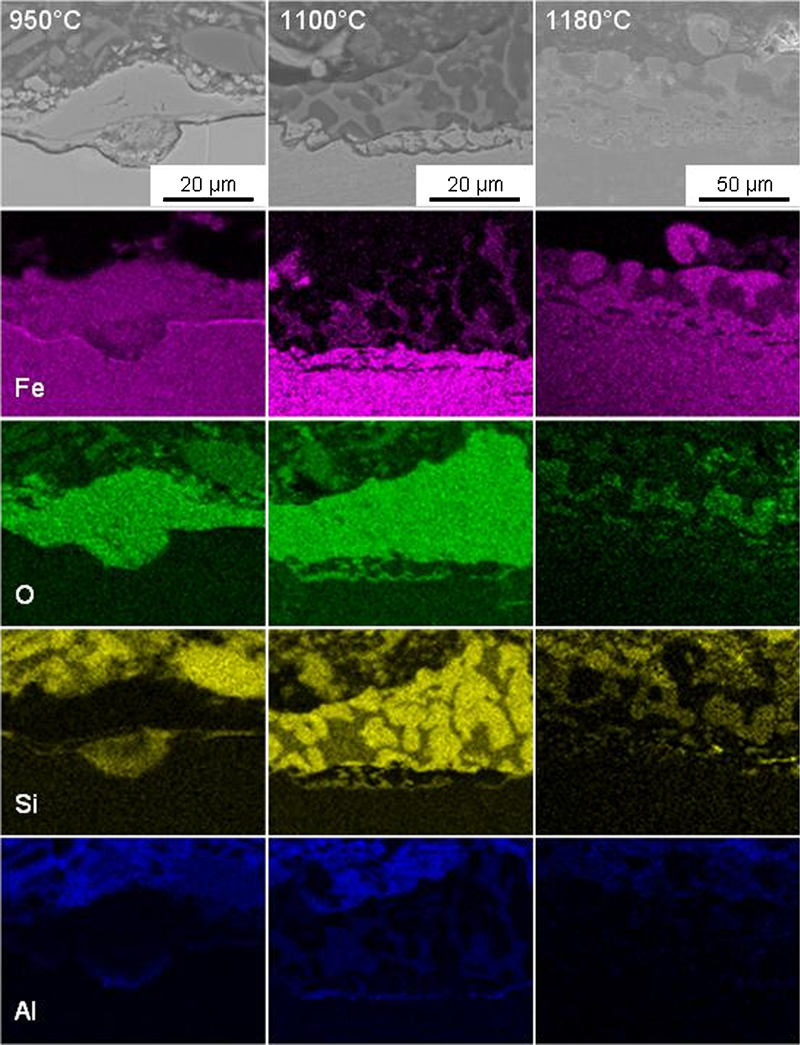
X-ray maps from silicon steel oxidised for 20 min at different temperatures
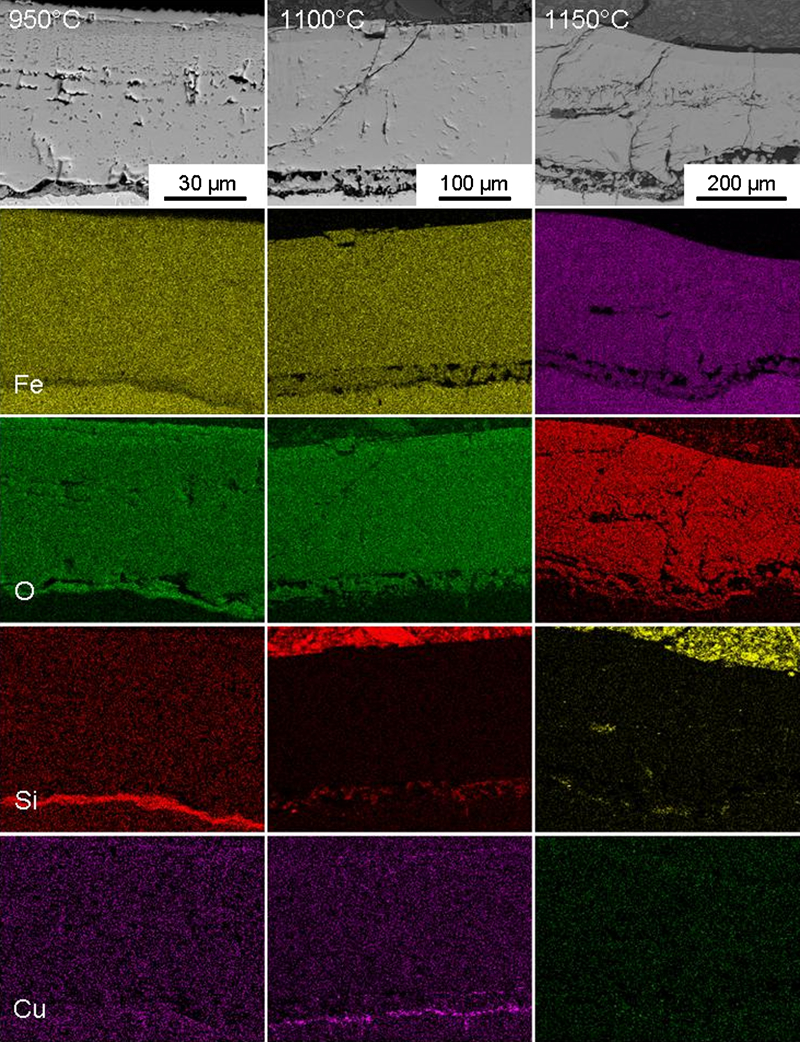
X-ray maps from copper–silicon steel oxidised for 20 min at different temperatures
Figure 9 shows greater detail backscattered electron images taken at the metal/oxide interface of the copper containing steel oxidised during 20 min at 1100°C (Fig. 9a ) and (Fig. 9b ) 1180°C. Analyses by EDX also revealed the presence of copper rich zones (white strings in Fig. 9a ) located at the metal/oxide interface, as it appreciated in Fig. 9c . This phenomenon was better observed for the samples oxidised at 1100°C. At 1180°C copper enrichment at the interface was reduced meanwhile and at 950°C, this phenomenon was not detected. Fayalite was present in the form of few islands located either under the steel substrate or mixed within the wüstite layer as it is suggested by the EDX point analysis conducted at characteristic locations in Fig. 9d .
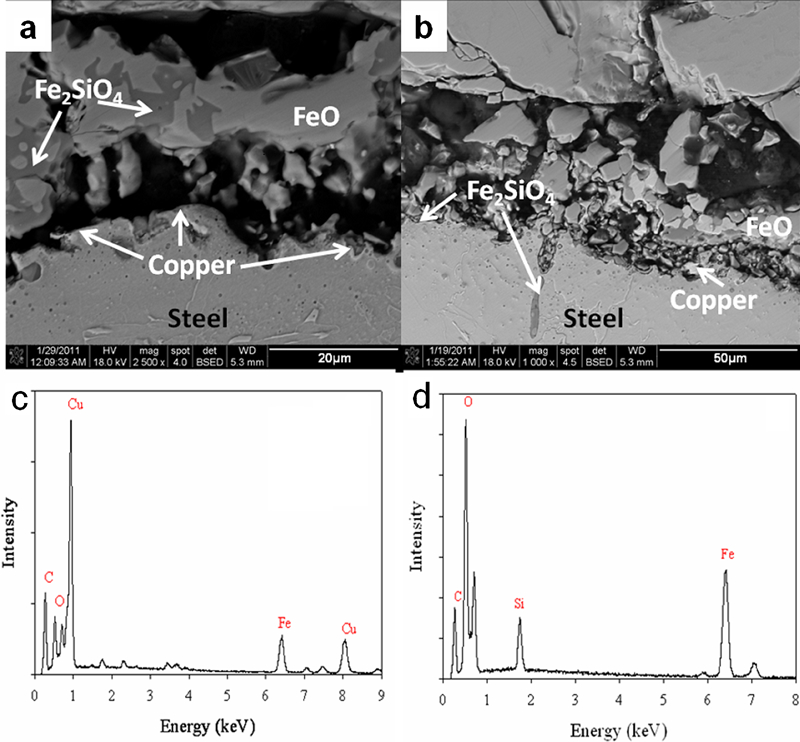
Backscattered electron image of metal/oxide interface of copper–silicon steel after oxidation at a 1100°C and b 1180°C and c, d EDX spectra for characteristic copper and silicon rich zones respectively
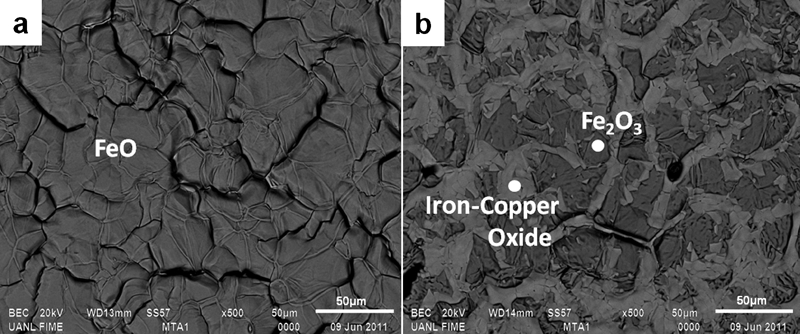
The surface analysis of the specimens also revealed important features. Figure 10 shows SEM images of the surface of both steels after 5 min oxidation at the intermediate temperature (1100°C). At first instance and based on the contrast differences given by the backscattered electron detector, it was possible to note that oxide formation for the copper containing steel included two different zones. Analyses by EDX revealed the brighter zones in Fig. 9 containing oxygen, iron and copper, while the analyses conducted for the darker zones revealed only the presence of Fe and O (Fig. 11). The morphology and chemical composition of the oxides formed on the surface of the silicon containing steel can be better associated with the oxides that constitute the darker regions present in the copper containing steel, i.e. a thin haematite Fe2O3 layer.
Backscattered electron image of surface morphology of a silicon and b copper–silicon steels oxidised for 5 min at 1100°C
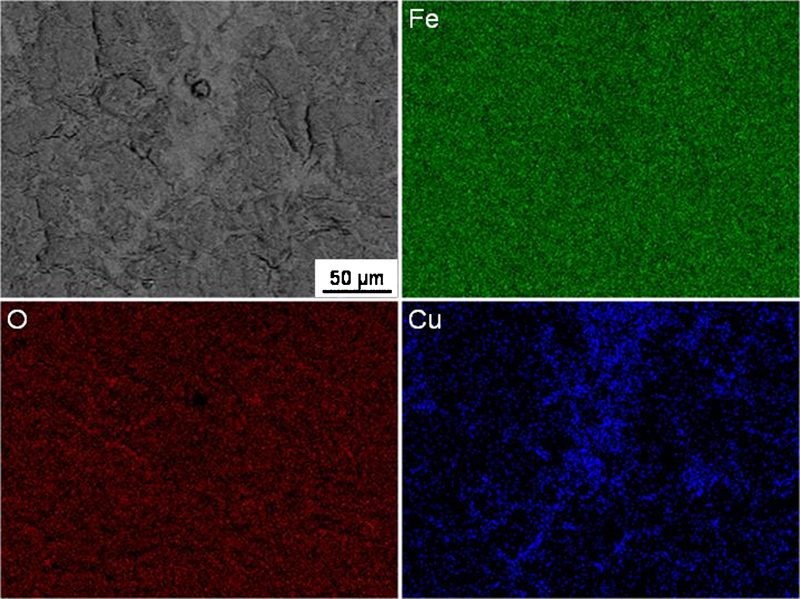
X-ray maps taken from surface of copper–silicon steel oxidised for 5 min at 1100°C
Discussion
The oxidation kinetics followed a parabolic regime for all the test conditions evaluated and for both materials. Therefore, it is possible to state that oxide growth was controlled by the diffusion of metallic and non-metallic ions, regardless of the amount of silicon present for each alloy and the presence of copper. This behaviour agrees well with the observations made by Chen and Yuen for similar steels where parabolic oxidation kinetics was found.4 The oxidation rate was slower for the silicon containing steel if compared with the copper containing steel. The higher silicon content for this alloy reduced the overall growth of the oxide layer by promoting the growth of a thick fayalite layer, which reduced the migration of metallic ions from the steel substrate acting as a diffusive barrier.2, 8, 9 In contrast, the oxidation phenomenon in the copper containing steel was considerably higher; this is clearly seen when comparing the mass gained of each materials and can be better explained based on the amount of silicon present in this steel (0·33 wt-%) compared to the other alloy (2·42wt-%). The low silicon content of the alloy accounted for a reduction in the growth rate of fayalite, which was only observed as a continuous layer at 950°C and in the form of islands scattered along the oxide/metal interface at 1100 and 1180°C respectively. Given their random locations in the scale and irregular morphology, these zones did not reduced the flux of ionic species across the oxide scale, hence the greater thickness of the oxide scale observed for this alloy.10
The growth of the oxide scale formed on the steel that contained the highest amount of silicon is shown in Fig. 7, revealing that the thickness of the oxide layer increased with increasing test temperature. Cross-section examination (SEM) of the oxides formed revealed that the layer is made of a mixture of phases, which, for the range of temperatures studied, oxidation times and chemical composition of the material, could correspond to a mixture of fayalite and wüstite, a premise that agrees with information given by the X-ray diffraction analysis where these phases were found as components of the oxide scale.
For the steel with the highest silicon content, the cross-section analysis revealed a localised oxide growth at all oxidation times and temperatures (Fig. 6a–c ). This phenomenon can be better explained based on the reduction of the oxidation rate of the steel as a consequence of the formation of fayalite whose thickness, in this case, increased with temperature, as was suggested by the X-ray diffraction and SEM analyses. This fact suggests a localised oxide growth rather than a lateral growth of the oxide scale presumably at locations in the steel where the silicon content was high.2, 11 It is worth mentioning that at the base of the oxide nodules formed at 950°C along the metal/oxide interface, a layer of fayalite was noticed even though this phase was not detected by X-ray diffraction. Despite this fact, it is proposed that as the oxidation temperature increased, the formation of the spinel phase was promoted. This layer reduced the diffusion of ionic species across the oxide scale for the formation and subsequent growth of wüstite and the other iron oxides species, hence the reduced thickness of wüstite and the absence of magnetite and haematite at all temperatures. Based on these findings, it is proposed that for this alloy, the rate of growth and thickness of fayalite controls the growth of wüstite.
The oxide scale appeared broken at 1100°C; this may be due to the action of growth stresses. This phenomenon favoured the growth of wüstite at the expense of fayalite; therefore, it was possible to note the formation of a mixture of these phases across the oxide scale. The higher ductility of the oxide scale at this temperature together with the increased diffusion rate of ionic species across the oxide scale driven by the increment in temperature favoured the development of subsurface oxidation zones and the growth of the overall scale and hence the grater mass gained by the specimens at this temperature. These observations agree well with previous works conducted in similar alloys.11, 12
The specimens oxidised at 1180°C presented a common pattern expressed as the formation of an oxide scale of irregular morphology with localised oxidised and non-oxidised steel zones, which suggested the formation of liquid fayalite. This phase was detected during the X-ray diffraction analysis, and examination of these zones by means of EDX proved its existence. The formation of these zones can be attributed to the nature of the test, i.e. the specimens were heated above the temperature of the fayalite–wüstite eutectic (1177°C)16, 17 situation that favoured the formation of these zones at silicon rich locations. Even though the formation of these zones may have restricted the ionic flux of species across the oxide scale, the attack by liquid oxide in the specimens was severe, promoting the greater mass gain observed at this temperature and that also followed a parabolic regime. The differences in mass gain gained for each oxidation condition rely on the value of the diffusion coefficient of iron in wüstite, which increased progressively with temperature.13 The morphology of these zones in the steel and the reasons given here for the development of this phenomenon agree well with the information presented in Refs. 14 and 15. Undoubtedly, this oxidation behaviour deserves considerable and further attention, especially during the processing of electrical steels, given that the removal of these irregular, deeply formed oxide zones cannot be achieved even by complex industrial descaling practices.7, 19
Alternatively, the oxidation behaviour for the copper containing steel followed the oxidation characteristics of pure iron and ultralow carbon steels,2, 18, 19 which consists of the formation of a multilayer scale of wüstite, magnetite and haematite (FeO, Fe3O4 and Fe2O3). These phases are clearly shown in Fig. 5d–f , and their presence was corroborated by X-ray diffraction (Fig. 4b ). The absence of fayalite in the X-ray spectra is probably related to (i) the thin character of this oxide phase and (ii) the thickness of the overall oxide scale that affected the penetration of the X-rays, a fact that seems correct given that iron peaks were not detected in the spectra taken from these specimens. Figure 5d to f shows a comparison among the scales formed on the specimens oxidised for 20 min at the three different temperatures, which reveals that the growth of the layer thickness increases markedly with temperature. It is also possible to appreciate the formation of voids across the oxide layer and preferably in the wüstite zone. The development of these features is a characteristic of diffusional growth of oxides scales and proves that the oxidation rate of this steel is in fact parabolic and temperature dependent.20, 21
In addition to the formation of three iron oxide species, fayalite and copper enrichment was observed but only in localised regions along the metal/oxide interface at 1100 and 1150°C. The tests conducted at 950°C for all oxidation times did not show copper enrichment at this location or across the oxide scale.
Chemical analyses of the specimens oxidised at 1100°C conducted by means of EDX spectra for all oxidation times showed a continuous segregation of copper at the metal/oxide interface especially in the specimen oxidised for 20 min (Fig. 8); this is because time was given to reach the temperature (1083°C) to promote the formation of molten copper at copper rich zones.2, 4 In addition, under this condition, silicon in the steel tended to enrich at the metal/oxide interface. But given that the amount of this element in the alloy was not substantial, this process was restricted, even though at this temperature and oxygen partial pressure reaction of silicon with oxygen is favoured by thermodynamics, and this because of the low diffusion rate of this element in the iron oxides and in the steel.2, 6
Three important phenomena were observed at 1180°C (Figs. 5f and 6f ) for all the oxidation times. First, the steel specimens presented the formation of numerous cracks across the oxide scale, which at first instance could have been formed due to the stresses developed during oxide growth or during the cooling stage of the specimens after oxidation.22, 23 Second, at this temperature, the thickness of fayalite increased considerably at the metal/oxide interface promoted by the increments of the diffusion rate of ionic species driven by the temperature of the test and expressed as the formation of dark zones located next to the metal/oxide interface in Fig. 5f . Finally, under this condition, the formation of copper rich zones at this location was not as frequent as in the specimens oxidised at 1100°C. The reason for this is that at this temperature, copper is present as a liquid that travelled by capillary effects across the cracks formed in the wüstite layer. As a result, liquid copper emerged at the top of the oxide/gas interface and remained concentrated at this location. Under these circumstances, copper may have reacted with oxygen to form a copper oxide. It is possible that for these oxidation conditions, copper oxide reacted with haematite Fe2O3 to form a stable iron–copper CuFe2O4 oxide, which was indeed detected by the X-ray diffraction analysis and during the surface elemental mapping conducted by EDX, where a high concentration of copper and iron was revealed (Fig. 11). These premises suggest that the proposed oxidation mechanism is correct.6,23 – 27
It is worth mentioning that for the zones located at the metal/oxide interface where copper enrichment was observed at 1100°C, the concentration of this element reduced the amount of silicon at this location and therefore the formation of fayalite. This phenomenon could be considered as a positive finding regarding the reduction of fayalite formation for descaling practices. Unfortunately, this element will be responsible for hot shortness that has been observed during the high temperature deformation of the steels.25
The question can be posed on what mechanisms are responsible for the suppression of fayalite in copper containing steels. This phenomenon seems odd, but it can be better explained based on the morphological characteristics of the oxide scale rather than on the ionic nature of the copper or silicon oxides, apart from the fact that silicon is not an abundant element in the steel (0·33 wt-%). As it is normally known, SiO2 is needed to form fayalite by reacting with wüstite FeO. Silicon dioxide is a metal excess semiconductor whose conductivity increases if cations of the same or a higher valence state are present (copper) and if the oxygen partial pressure of the system is low. This is the case at the metal/oxide interface or inside the steel where the partial pressure of oxygen is definitely lower than the oxygen partial pressure at the oxide/gas interface. Based on these premises, the presence of copper would favour the formation of SiO2 because it is an element of the same valence state as Si. Unfortunately, the oxygen partial pressure of the system was increased at the metal/oxide interface given that a considerable amount of through thickness cracks existed in the wüstite layer at 1180°C. These cracks acted as an easy passage for oxygen to reach the metal/oxide interface, suppressing the ionic and electronic conductivity in SiO2 and therefore the formation of fayalite in the steel (Fig. 8). From this analysis, it is possible to observe in Fig. 8 that the amount of cracks is reduced progressively with reducing the test temperature. This action favoured the growth of Fe2SiO4, hence the high concentration of silicon detected in the X-ray elemental mapping of the oxide scale at oxidation temperatures lower than 1180°C.
Conclusions
Additions of both copper and silicon modify the oxidation behaviour of steels containing these elements. Growth of the oxide layer followed a parabolic regime in both steels, the mass values being greater for the copper containing steel due to the absence of the protective fayalite oxide. Silicon in the steel affects oxidation by controlling the formation of fayalite, which is detrimental for steel strip processing, as this phase embeds into the material affecting its surface properties. Copper enrichment near the metal/oxide interface can take place once the melting point of copper is reached. This effect disappears when temperature exceeds 1180°C probably due to a capillary effect which favours both liquid copper migration from the metal oxide interface to the steel surface to form and iron–copper rich oxide and the suppression of fayalite phase due to increments to the oxygen partial pressure of the system.
Footnotes
Acknowledgements
The authors would like to thank the European Union-Mexico Fund for International Cooperation in Science and Technology (FONCICYT), the National Council for Science and Technology in Mexico (Conacyt), the PROMEP program and Universidad Autonoma de Nuevo Leon for the support provided for the development of this work.