
Abstract
Iron nuggets can be obtained from ore–coal composite pellets by high temperature reduction. Alumina in the ore plays a vital role in slag–metal separation during nugget formation, as it increases the liquidus temperature of the slag. In this study, the effect of carbon content, reduction temperature and lime addition on slag–metal separation and nugget formation of varying alumina iron ore fines were studied by means of thermodynamic modelling. The results were validated by conducting experiments using iron ore fines with alumina levels ranging from 1·85 to 6·15%. Results showed that increase in reduction temperature enhances slag metal separation, whereas increasing alumina and carbon content beyond the optimum level adversely affects separation. Carbon below the required amount decreases the metal recovery, and carbon above the required amount reduces the silica and alters the slag chemistry. Optimum conditions were established to produce iron nuggets with complete slag–metal separation using iron ore–coal composite pellets made from high alumina iron ore fines. These were reduction temperature of 1400°C, reduction time minimum of 15 min, carbon input of 80% of theoretical requirement and CaO input of 2·3, 3·0 and 4·2 wt-% for 1·85, 4·0 and 6·15 wt-% alumina ores respectively.
Introduction
During iron ore mining, large quantities of fines are generated in addition to the lumpy ore. While the lumps are used in the blast furnace iron making process, fines cannot be directly used, as they reduce bed permeability in the furnace, they are likely to be carried away as dust by the process gases and they contain more gangue materials like alumina and silica, compared to lumpy ore. Therefore, they need to be beneficiated and agglomerated before being used in iron making processes.
A new iron making process, called ITmk3, has been developed by Kobe Steel for producing iron nuggets to utilise iron ore fines and non-coking coal as a reducing agent.1 The advantages of this process are short reduction times, higher metallisation, raw material flexibility, lower investment cost, ecofriendly process and easy product transportation compared to ore. Like other iron making processes, impurities in iron ore, especially alumina, also affect the operation and economics of the ITmk3 process.
Slag–metal separation is a crucial step in the process,2 – 5 and formation of iron nuggets is more favoured in siliceous ores where the liquidus temperature of slag formed is low. In Indian low grade iron ore fines, alumina is the main constituent, and this increases the liquidus temperature of the slag,6 so nugget formation is more difficult due to poor slag–metal separation. As there is no work reported on the use of Indian alumina rich iron ore fines in the nugget making process, laboratory investigations were, therefore, required to establish the suitability of the ITmk3. The present work was undertaken primarily to study the effect of alumina on slag–metal separation and the effects of carbon content, reduction temperature and lime addition on slag–metal separation and nugget formation of varying alumina iron ore fines ware studied by means of thermodynamic modelling, and the results were validated by conducting experiment studies using ore fines with different alumina levels.
ITmk3 process
In this process, self-reducing composite pellets comprising iron ore fines and coal are charged to a rotary hearth furnace in two to three layers.1 When the composite pellets are heated to around 1300–1400°C, reduction of iron oxides results in the formation of metallic iron that melts partially or totally, depending on the temperature and degree of carburisation of the product. The oxides from the ore, coal ash and binder react together to form slag. The temperature of reduction in this process is kept higher than the liquidus temperature of the carburised metal and slag to facilitate their easy separation resulting in the formation of iron nugget. Slag–metal separation is the crucial step in the process. The carbon content of the iron nugget ranges from 3 to 5% and can be used to charge the electric arc furnace or basic oxygen furnace as a substitute for scrap.
Experimental
The following materials were used for preparing the composite pellets: iron ore fines of varying alumina content (−10 mm size), bentonite (−75 μm), anthracite coal (−10 mm) and lime (−75 μm). Iron ore fines and coal were ground separately in a laboratory ball mill to get the required fineness for pelletising. The chemistry and fineness of all the materials used are shown in Tables 1 and 2 respectively. Pellet A was made of low alumina (1·85%) iron ore fines (iron ore A), pellet B was made with 4·0% alumina iron ore fines (iron ore B) and pellet C was made with 6·15% alumina iron ore fines (iron ore C). Figure 1 shows the X-ray diffraction patterns of iron ore fines A, B and C. X-ray diffraction results qualitatively revealed that the higher the alumina, the higher the amount of gibbsite and goethite in the iron ore fines.
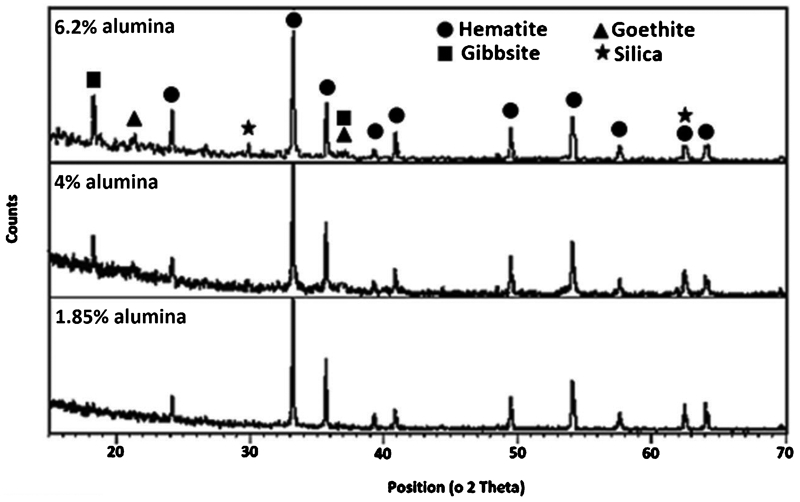
X-ray diffraction patterns of different ore fines A, B and C with varying alumina
Chemical compositions (dry basis) of materials used for composite pellets
Particle size of ground materials
Green pellets were prepared using a laboratory balling disc with a diameter of 600 mm, an edge height of 200 mm and a tilting angle of 45° at 27 rev min−1. During balling, green pellets were screened with 10 and 12·5 mm screens to get 10–12·5 mm pellets. The amount of ingredients added for preparing composite green pellets with varying alumina, carbon and lime contents (pellets A1, A2, A3, B1, B2, B3, C1, C2 and C3) and their quality parameters are shown in Table 3. It was observed from the quality parameters that with increasing lime addition in the green pellets, their moisture requirement increases and also resulted in increased in green crushing strength. Green pellets were dried in an oven at 110°C for 2 h to remove the moisture content. Around 20 g of the pellets was used in each of the reduction experiments, which were carried out in a horizontal alumina tube furnace. Nitrogen was used to create an inert atmosphere during the reduction experiments.
Ingredients of composite green pellets with varying alumina content and their quality
To predict the thermodynamic properties of the Fe2O3–C–CaO–Al2O3–SiO2 system, a commercially available software package, FACT-SAGE,7 was used. FACT-SAGE allows calculating and predicting multiphase equilibria, liquidus temperatures and proportions of the liquid and solid phases in a specified atmosphere for the multicomponent system. It calculates the concentrations of chemical species when specified elements or compounds partially or fully react to reach a state of chemical equilibrium. All thermodynamic calculations were performed based on the minimisation of total Gibbs free energy for the system at constant temperature and pressure.
Results and discussion
Thermodynamic calculations
The compositions of the different pellet samples, used in the reduction experiments, are superimposed on the CaO–SiO2–Al2O3 ternary diagram as shown in Fig. 2. It shows that the melting point of the gangue formed in the reduced pellets is around 1800°C without any addition of the flux. The melting point of the slag was found to decrease by 400°C with the addition of CaO. At constant CaO, the melting point varies for different samples depending on the gangue content. From the results, it is also evident that liquidus temperature increases with increasing alumina in the slag.
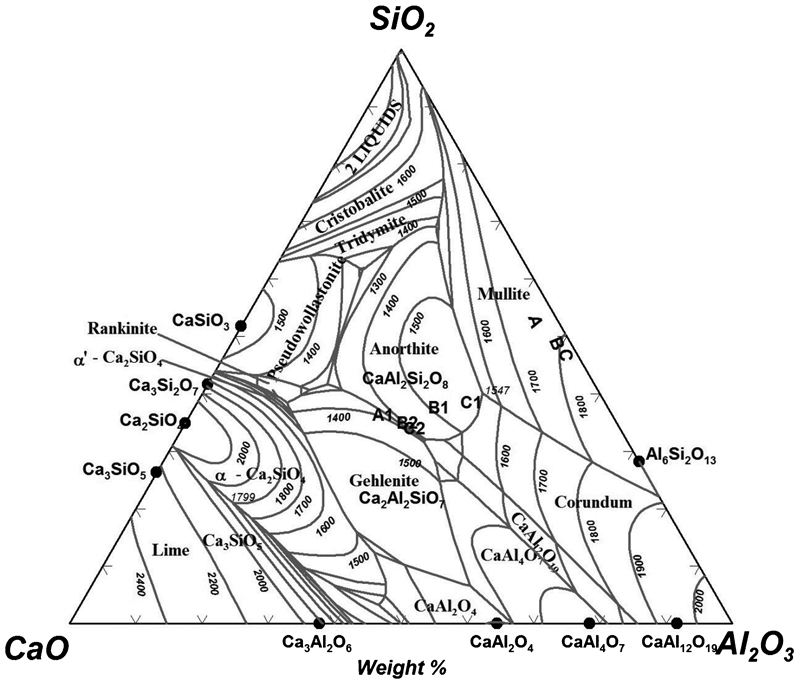
Calculated liquidus temperatures of different pellet samples in CaO–SiO2–Al2O3 system
As the temperature needed to obtain nugget depends on the carbon content of iron and the composition of slag,8 it is necessary to understand the phase equilibria at different temperatures to optimise the reduction temperature. Using the FACT-SAGE package, the effect of reduction temperature, carbon and CaO content on the formation of different phases during reduction in the composite pellets was estimated. All the FACT-SAGE calculations were calculated for 100 g of the sample.
Effect of temperature
Figure 3 shows the calculated amount of different phases formed with respect to temperature and alumina content. The maximum temperature chosen for the calculations was 1400°C as the ITmk3 process operates <1425°C. The primary phases observed in this system were the liquid slag phase and solid oxide phases, namely, gehnelite (Ca2Al2SiO7), anorthite (CaAl2Si2O8), calcium aluminate and alumina. With increasing alumina content, the amount of liquid slag decreased, and solid oxide phases increased for any given temperature. For a given alumina content, with increasing reduction temperature, the amount of liquid slag in the pellets increased and solid oxide phases decreased. This could be attributed to the dissolution of oxide phases in slag at higher temperatures. Based on the amount of liquid slag phase estimated and to facilitate a greater amount of slag in the system, a reduction temperature of 1400°C was selected for the subsequent thermodynamic calculations.
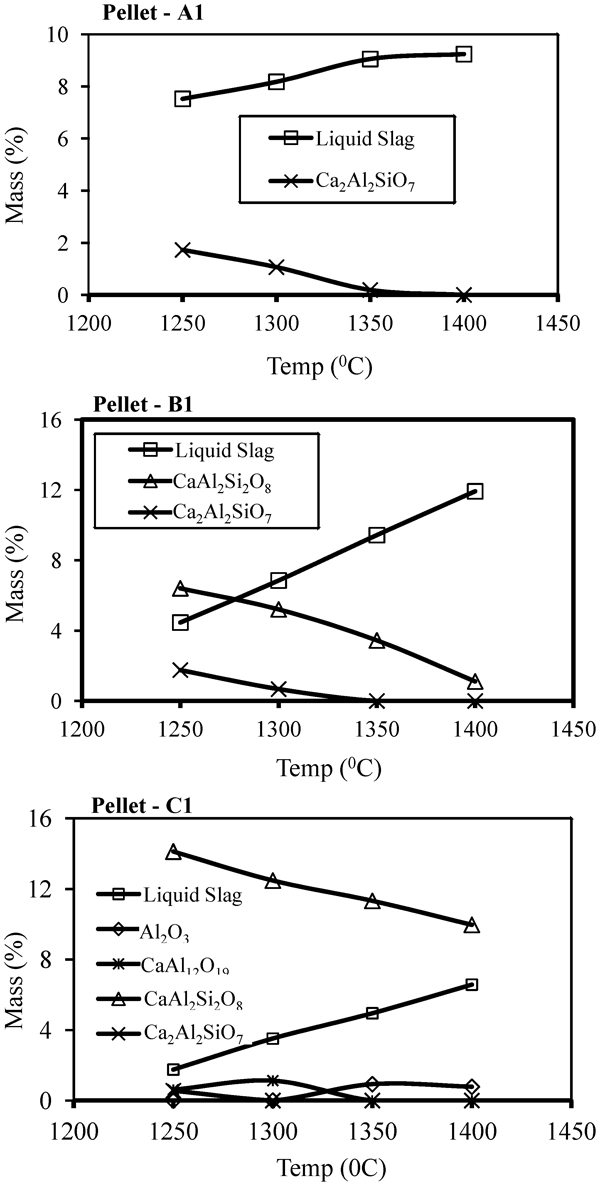
Mass of liquid and solid phases predicted as function of temperature for pellets A1, B1 and C1 at 1400°C
Effect of carbon content
Figure 4 shows the calculated amount of different phases formed with respect to varying alumina and carbon contents at 1400°C reduction temperature. Carbon content was varied in the calculation from 12 to 18 wt-% of the sample. In the calculation, the FeO content in the slag was also shown along with the different phases formed. From the trends, it was evident that with increasing carbon content, the amount of slag phase decreased due to the reduction of FeO in slag to metallic Fe. FeO in slag plays a vital role in deciding its liquidus temperature as FeO forms low melting point fayalitic type of slag.9 Carbon dissolution into the metal phase started just before the complete reduction of FeO, and it increases with increase in carbon content. A further drop in the amount of liquid slag, even after complete conversion of its FeO to metallic Fe, was observed with the precipitation of gehnelite and anorthite. It is due to conversion of silica from the slag into silicon. From Fig. 4, it was understood that to obtain minimum possible amount of FeO in slag for improved Fe recovery in the nugget and to avoid silica reduction from slag, it is required to maintain carbon content around 15–16 wt-%.
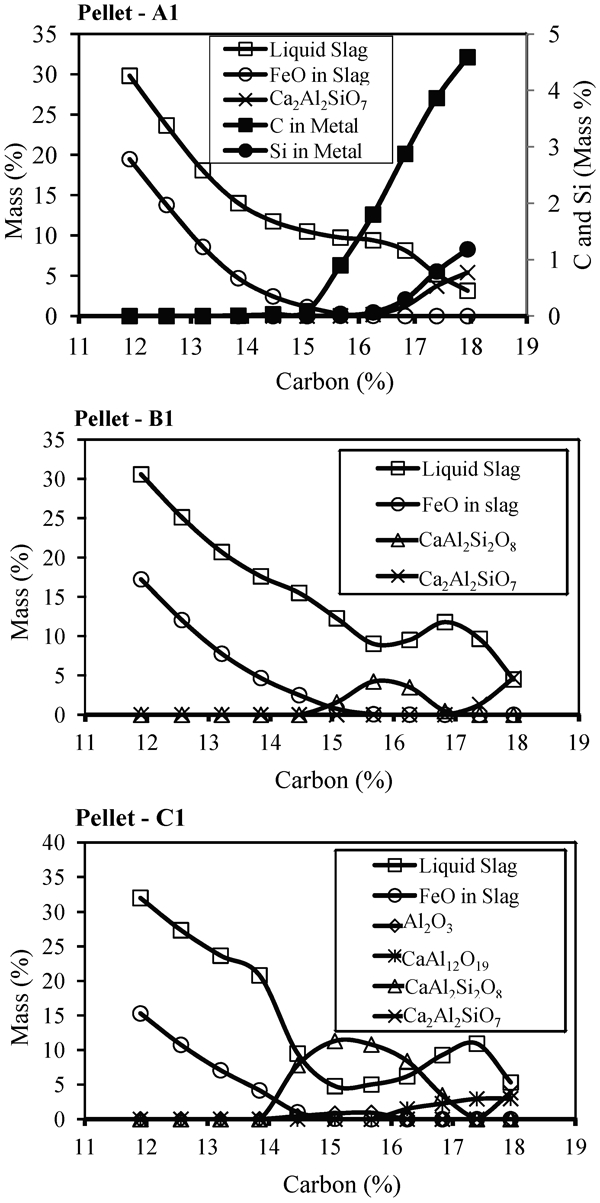
Mass of liquid and solid phases predicted as function of carbon for pellets A1, B1 and C1 at 1400°C
Effect of alumina content
At 100% stoichiometric carbon addition and 1400°C reduction temperature, the amount of different phases formed for varying alumina content was calculated, as shown in Fig. 5. It shown that with increasing alumina content, the ratio of liquid slag to solids decreased, so increasing the slag melting point and viscosity.
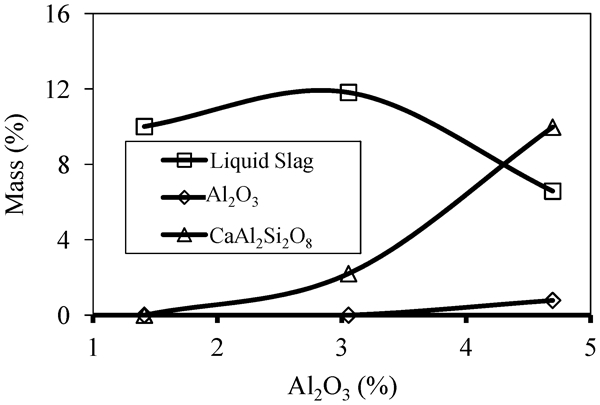
Mass of liquid and solid phases predicted as function of alumina at 1400°C and 100% stoichiometric carbon content
Effect of CaO content
Figure 6 shows the calculated amount of different phases formed with respect to varying alumina and CaO contents at 1400°C reduction temperature and 100% stoichiometric carbon. The CaO content was varied in the calculation from 0 to 7·0 wt-%. From the figure, it can be observed that with increase in CaO content, the amount of alumina and aluminium silicates reduces and that the amount of anorthite increases to some extent. A further increase in the CaO content increases the amount of liquid slag up to a critical point. After that, it decreases by the precipitation of gehnelite. A further increase in the CaO reduces gehnelite precipitation caused by wollastonite (Ca2SiO4) precipitation. Optimum CaO requirement for complete liquid slag formation is increased with increase in the alumina content of the sample, and it was found to be 2·3, 3·0 and 4·2% respectively for the three alumina levels tested.
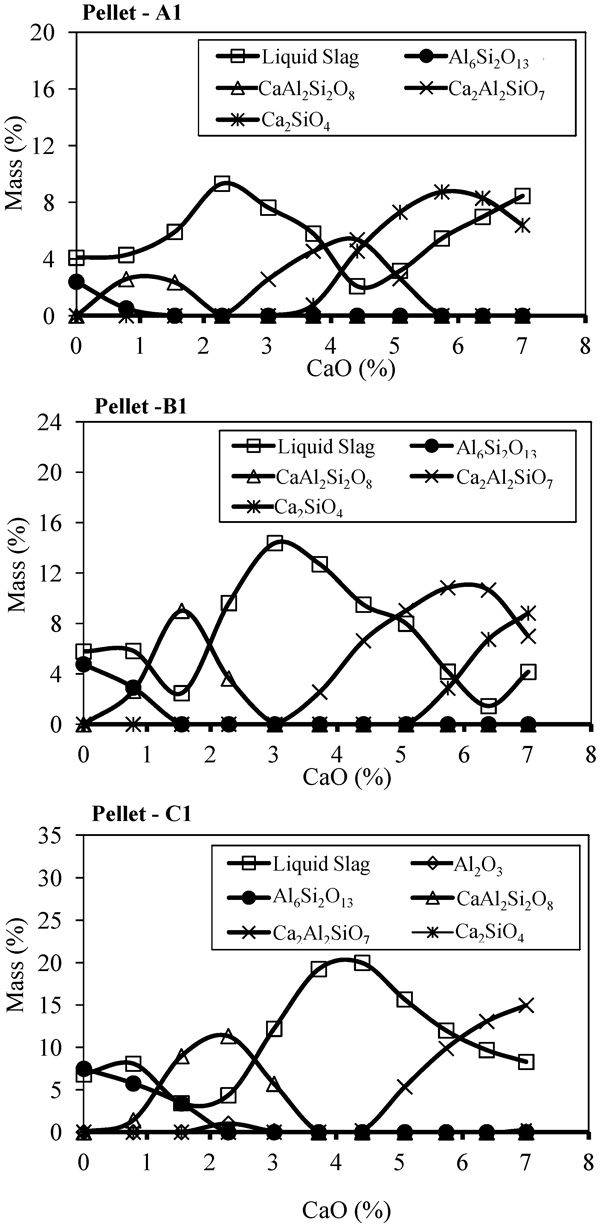
Mass of liquid and solid phases predicted as function of CaO for pellets A1, B1 and C1
Reduction studies
After theoretically calculating the optimum variables of reduction temperature, carbon and CaO content for iron nugget formation using FACT-SAGE, the phase equilibria results were validated in the laboratory by preparing and reducing appropriate composite pellets.
A baseline experiment is required to establish the improvement in the process due to the optimised variables. From Fig. 2, it is clear that the calculated slag liquidus temperatures for the pellet sample A, B and C should be in the range of 1780–1800°C. It is understood that if the slag liquidus temperature is higher than the operating temperature, then there is no possibility of nugget formation. Hence, to bring the slag liquidus temperature near the operating temperature range, a minimum of 3·8 wt-% of lime was added to the mix for A1, B1 and C1. Table 4 shows the calculated composition of slag from the pellet samples before and after the addition of 3·8 wt-% lime. Stoichiometric carbon requirement was calculated based on the following reaction
Calculated slag compositions of different composite pellet samples after reduction
Baseline experiment without optimised variables
The baseline experiments were carried out with the pellet samples A1, B1 and C1 at 1250, 1300 and 1400°C for 15 min. Figure 7 shows the images of the pellets after reduction. It is clear that with an increase in reduction temperature, the amount of the metal phase separating from the slag phase was increasing. At lower temperatures, i.e. 1250 and 1300°C, metal was found to separate in the form of small globules, whereas at 1400°C, the globule size was bigger. Pellet A1, with low alumina content, exhibited better slag–metal separation with increasing temperature, whereas pellet C1, with highest alumina showed very poor slag–metal separation, and pellet B1 was intermediate.
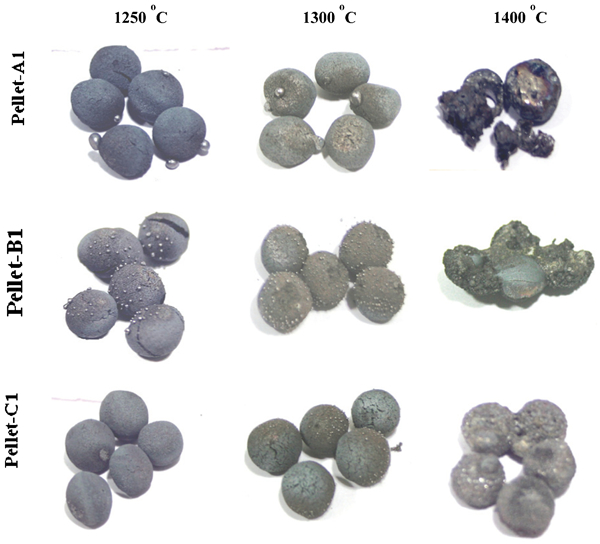
Images of pellet A1, B1 and C1 with 100% theoretical carbon and 2·3%CaO after reduction for 15 min
Figure 8 shows the entrapment of metal in the slag phase for the B1 and C1 samples and the clear slag–metal separation for A1 sample. Better slag–metal separation in pellet A1 could be due to the presence of a high proportion of low melting point slag phase with low viscosity that facilitates the metal to reach slag surface easily.1 High liquidus temperature slag in pellets B1 and C1 with high viscosity impedes the metal to separate from the slag, resulting in locked metal globules in the slag phase.
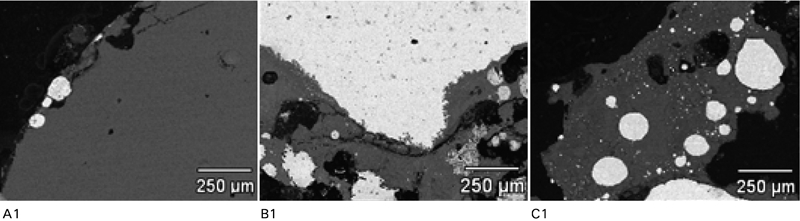
Images (SEM) of A1, B1 and C1 samples reduced at 1400°C with theoretical carbon and 2·3 wt-%CaO
Reduction experiment with theoretical carbon input and optimised CaO
Pellet samples A2, B2 and C2 were prepared with optimised variables, i.e. 100% stoichiometric carbon content and optimised CaO contents, which were calculated as 2·3, 3·0 and 4·2 wt-% for 1·85, 4·0 and 6·15 wt-% alumina containing ore fines respectively, as shown in Fig. 6. Reduction experiments were carried out at 1400°C for 15 min, and the images of the reduced samples are shown in Fig. 9. Partial slag–metal separation was observed in the low and medium alumina pellet samples A2 and B2, whereas no separation was evident in the high alumina pellet sample C2. To find the reason for poor slag–metal separation, the metal phase from C2 sample was analysed by SEM energy dispersive X-ray, as shown in Fig. 10, and it was found that some silica in slag was reduced to silicon and joined the metal phase. The same phenomenon was also observed in A2 and B2 samples. As a result, lower silica in slag increased its melting point, thereby hindering slag–metal separation. It was also confirmed in Fig. 4 that carbon above stoichiometric level reduces the silica from slag phase, which alters the slag chemistry. Reduction of silica from slag decreases the liquid slag amount by precipitating the gehnelite and calcium aluminate. To prevent silica reduction to silicon, it is necessary to optimise the carbon content in the pellets. Generally, stoichiometric carbon requirement for reduction is calculated based on the assumption that there is no CO2 formation at 1400°C, and the volatile matter in the coal is not participating in the reduction. However, practically, the carbon required for reduction is always lower than that of theoretically calculated stoichiometric requirement because some CO2 always forms during heating the sample3, 10 as the sample takes some time to reach the reduction temperature. During heating of the sample from room temperature to 1400°C, CO2 forms <1000°C due to the CO/CO2 equilibrium. In addition, some volatiles in the coal also participate in the reduction.11 Therefore, experiments were conducted for optimising the carbon at 1400°C for 15 min with varying the carbon from 70 to 100% of the theoretical requirement for pellet C2, and the images of the reduced samples are shown in Fig. 11. Reduced samples were analysed with SEM energy dispersive X-ray analysis, and the energy dispersive X-ray spectroscopy (EDS) spectra are shown in Fig. 12. From the EDS spectra, it clear that, at 70% theoretical carbon input, some FeO was observed in the slag phase (shown as Fe), which is not desirable for high metal recovery. At 80% of the theoretical carbon input, neither FeO in the slag phase nor silicon in the metal phase was observed. Beyond 80% theoretical carbon input, silica started reducing to silicon. To obtain low FeO in slag and low silicon in metal, 80% theoretical carbon input was found to be optimum.
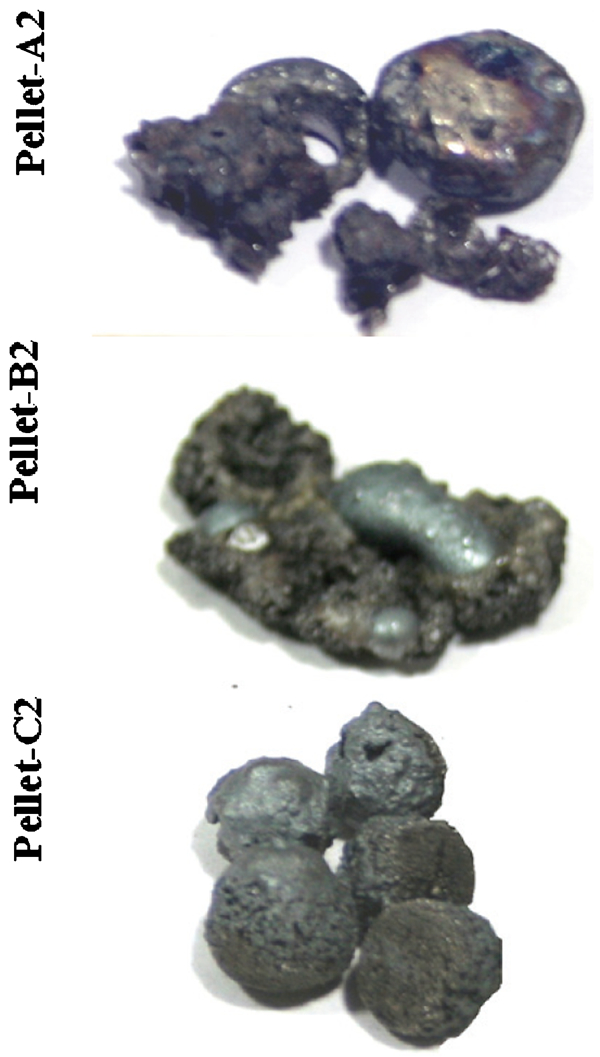
Images of reduced pellet samples with 100% theoretical carbon and optimised CaO content at 1400°C for 15 min
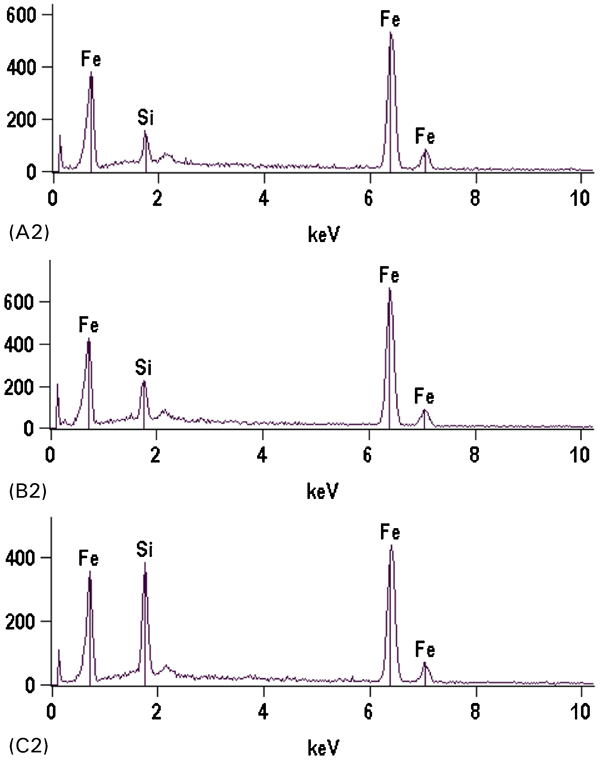
EDS spectra of reduced pellet samples A2, B2 and C2
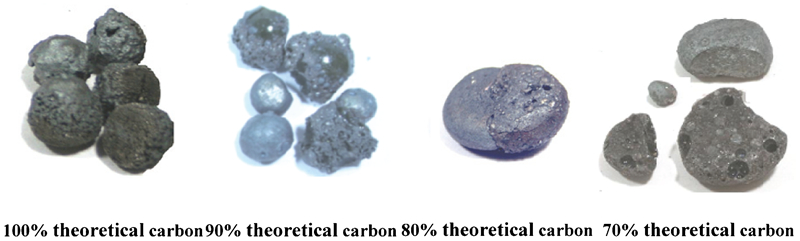
Images of reduced samples of pellet C2 with different carbon contents reduced at 1400°C for 15 min
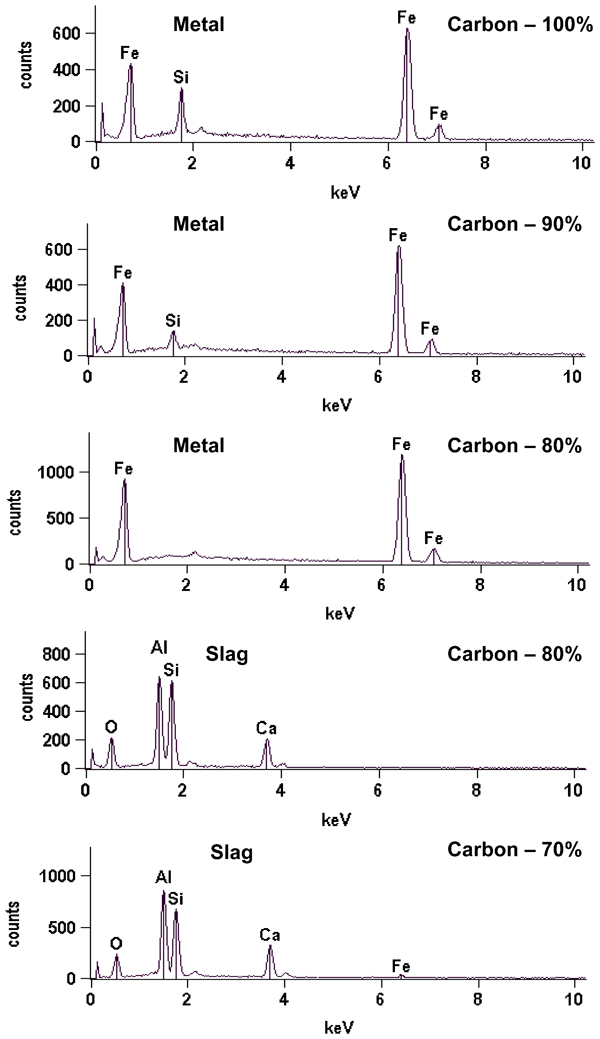
EDX spectra of reduced samples of pellet C2 with varying carbon
Reduction experiment with optimised variables
Pellet samples A3, B3 and C3 were prepared with optimised CaO input and 80% theoretical carbon and reduced at 1400°C for 15 min. As shown in Fig. 13, all the pellet samples exhibited complete slag–metal separation. Energy dispersive X-ray spectroscopy analysis of pellet C3 after reduction is shown in Fig. 14.
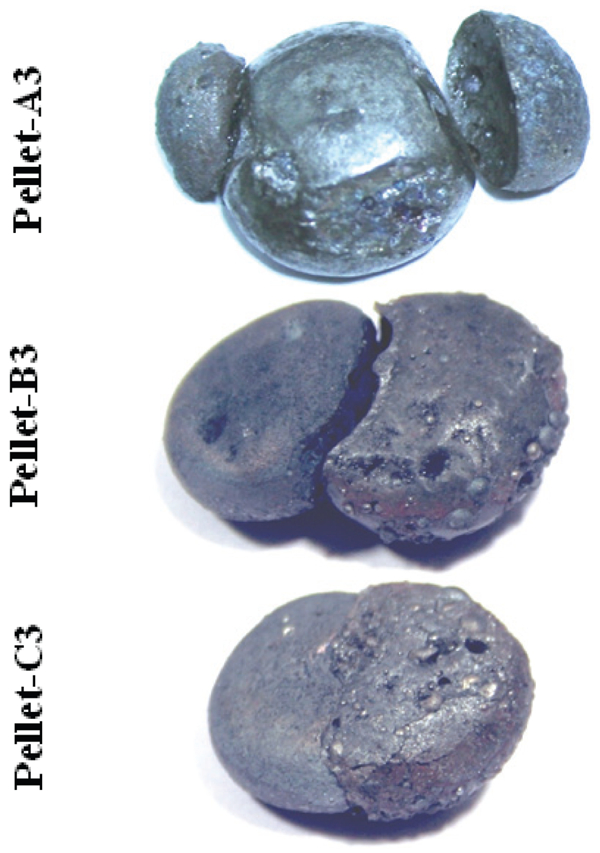
Images of reduced pellet samples with 80% theoretical carbon and optimised CaO content at 1400°C for 15 min
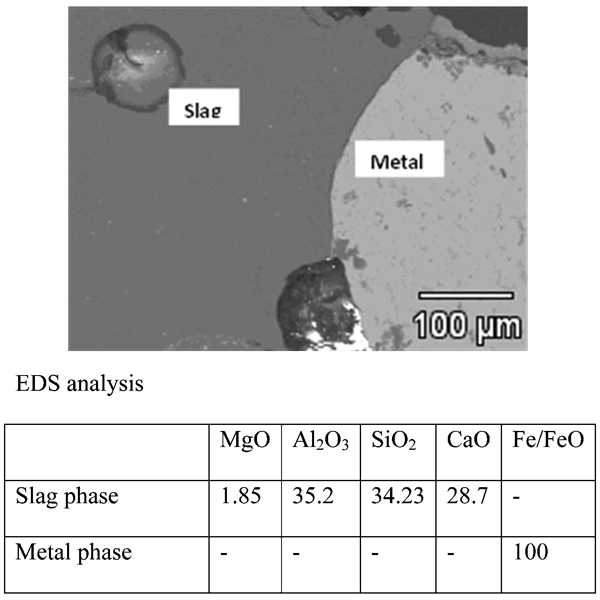
Microstructure (SEM) of reduced pellet sample C3 with EDS analysis
From these studies, it was established that to obtain iron nuggets from alumina rich iron ore fines with complete slag–metal separation, the composition of the slag needs to be controlled. Slag, rich in alumina and low in silica, needs to be fluxed either with FeO or CaO1 to reduce its liquidus temperature, making it more fluid and less viscous.3 The amount of FeO required for complete liquid slag formation increases with increase in the alumina content of the ore. Slag FeO can be increased by decreasing the carbon input, but, at the same time, it decreases the iron metal recovery, which is undesirable. Only optimum CaO content in slag helps for better slag–metal separation, and either lower or higher than the optimum CaO level leads to precipitation of calcium aluminosilicates that also hinders the slag–metal separation.
Conclusions
The present work investigated the conditions required for obtaining iron nuggets with good slag metal separation from high alumina Indian iron ore fines. The effect of alumina, reduction temperature, carbon and CaO content on nugget formation and slag–metal separation was studied by means of thermodynamic modelling. Modelling showed that carbon below the theoretical level decreases metal recovery due to FeO loss in the slag, and above the theoretical level, it reduces the silica in the slag. It also showed that high temperature is required for slag–metal separation, and amount of lime required varies with the alumina content of the sample.
Model results were validated in the laboratory by reduction experiments on composite pellets. To obtain low melting point slag with less viscosity, it is necessary to flux the slag with the optimum amount of the CaO. Optimum conditions were established to produce iron nuggets with complete slag–metal separation using iron ore–coal composite pellets made from high alumina iron ore fines. These were reduction temperature of 1400°C; reduction time minimum 15 min; carbon input 80% of theoretical requirement; and CaO input of 2·3, 3·0 and 4·2 wt-% for 1·85, 4·0 and 6·15 wt-% alumina ores respectively.
Footnotes
Acknowledgements
The authors are thankful to Dr T. Venugopalan, CTO, Tata Steel Ltd and Professor A. K. Lahiri for their valuable inputs. The authors are also thankful to N. Abinandan and P. Misra for their help during experiments. Thanks are also due to Mr V. Sharma for his help in SEM studies.