
Abstract
In the production practice of Corex C-3000 at Baosteel, hot metal temperature varies greatly and it is often found that changes in silicon content and hot metal temperature do not match each other. In this paper, the key factors influencing hot metal temperature were analysed by statistical analysis of the relationship between hot metal temperature and 18 operational parameters, in order to find the way to reduce the fluctuation of hot metal temperature. The result shows that the most important factors affecting hot metal temperature are the hot metal composition, especially carbon content, followed by the burden structure and metallisation of the direct reduced iron from the reduction shaft. In addition, hot metal temperature was related to the flux amount charged into the melter gasifier, slag properties, the tapping process, etc. The statistical model to predict hot metal temperature was obtained by multiple regressions based on the understanding of the operational parameters affecting the hot metal temperature. The analysis indicates that the carbon content in the hot metal is more reliable and sensitive as the indicator of hot metal temperature than silicon content in the Corex C-3000 process. From an operational point of view, any measure which can improve burden permeability or improve carburisation condition under dripping zone will be helpful for stabilising hot metal temperature.
Introduction
The Corex process is the first commercial smelting reduction process with maximum capacity of 1·5 million tons/year. It is different from the traditional blast furnace (BF) process in that to produce hot metal, the Corex process includes two main parts, the upper shaft for prereduction and the melter gasifier (MG) for final reduction and smelting. Similar to the lower part of the BF, complicated physical and chemical reactions occur along with the converting movements in the MG of Corex process and then the hot metal is collected in the hearth and tapped from the tap hole periodically. However, the direct use of lump coal makes the MG more complicated than the BF because of the decrepitation of the lump coal during the rapid heating from the room temperature to >1000°C. The burden of the MG is composed of char, which is mostly from lump coal with a small amount of coke. Compared with coke, the char made from lump coal is of higher reactivity, lower strength and a smaller size, which makes the burden permeability to gas and liquid worse than that of the BF. In addition, the shorter burden height in the MG reduces the reaction time between liquid and burden, which makes it more difficult to stabilise the thermal state of the hearth and thus the hot metal temperature fluctuated greatly in the production practice in Corex-3000 at Baosteel.
It is one of the most important aspects to obtain stable hot metal temperature in the Corex production practice. If the furnace temperature is too low, the fluidity of the hot metal and slag is worse, which may cause the difficulty of tapping and high level of liquid slag and iron. The latter sometimes results in tuyere damage due to slag and pig iron rising up to the tuyere level.1 If the furnace temperature is too high, the cost of hot metal will be increased with the increasing fuel rate. Too high a temperature is also harmful for the hearth refractories and other facilities. The fluctuation of furnace temperature causes carbon and silicon content fluctuation in the hot metal and further influences the steelmaking process.
The prediction and control model of hot metal temperature of the BF have been studied widely in the past decades.2, 3 The silicon content in the hot metal is commonly used as an index of the thermal state of the furnace in most models. However, little attention was paid to the effect of carbon content on hot metal temperature.4, 5 In the production practice of the Corex process, silicon content in the hot metal is greatly influenced by the total silica charged from the raw materials, especially from fuel, and it is often found that changes in silicon content do not match with changes in hot metal temperature. On the one hand, silicon content in the hot metal is at high level because of high fuel rate in the Corex process, whereas, on the other hand, carbon content is unsaturated because of the worse permeability and inactivity of the deadman. These two reasons do not allow the silicon content to be used as the index for judging furnace thermal condition.
In this paper, the operational factors related to hot metal temperature were chosen and the statistical model to predict hot metal temperature in Corex process was established. The model was proven effective for predicting hot metal temperature. The results showed that the carbon content was more reliable and sensitive for characterising the thermal state of the MG in Corex C-3000.
Problem description
It is one of the serious problems in the Corex C-3000 practice that hot metal temperature varies greatly. Figure 1 shows the hot metal temperature data per tap for 1 month without factory shutdown. Hot metal temperature fluctuated from 1485 to 1539°C with average temperature of 1512°C and large fluctuation range of ±27°C, which caused the difficulty in the stabilisation of the furnace condition and was also harmful for the facilities. Significant amounts of data were out of range, more than 12% lower than 1485°C and 16% higher than 1539°C respectively, which increases risks of production safety, such as hearth freezing and burning through accident.
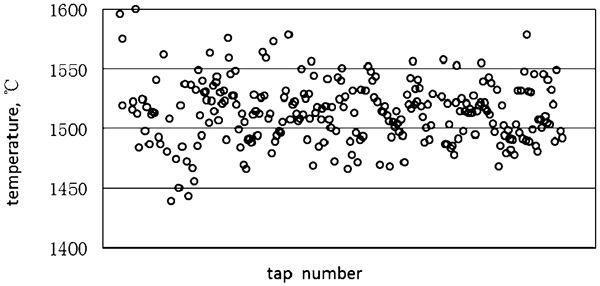
Distribution of hot metal temperature for 1 month
Statistical method
The daily average of every operational parameter for an approximate half year period between the twice yearly shaft cleaning operation was selected for the statistical samples. The thermal state of the MG is greatly influenced by the raceway condition and the burden permeability, which is determined by the charged coke ratio. Under normal conditions, the coke ratio was kept 15–25%; the operational data with coke ratio more than 25% were deleted.
Factors that affect hot metal temperature
There are hundreds of operational parameters during the production process of a Corex unit; some of these influence the hot metal temperature directly. The correlation of selected operational parameters on hot metal temperature was analysed and the Pearson correlation coefficient and p value are shown in Table 1. The chemical composition showed the highest correlation with hot metal temperature, especially carbon content. In addition, the coke ratio in the burden and additives charged to the MG showed significant influence on hot metal temperature, followed by the metallisation of direct reduced iron (DRI) from the shaft and the properties of slag. Unexpectedly, the parameters related to energy consumption showed little influence on the hot metal temperature, such as the fuel rate, oxygen consumption and the ratio of carbon and oxygen (C/O), which might indicate the worse energy utilisation in the MG.
Pearson correlation coefficients and p values of operational factors associated with hot metal temperature
Effect of chemical composition in hot metal
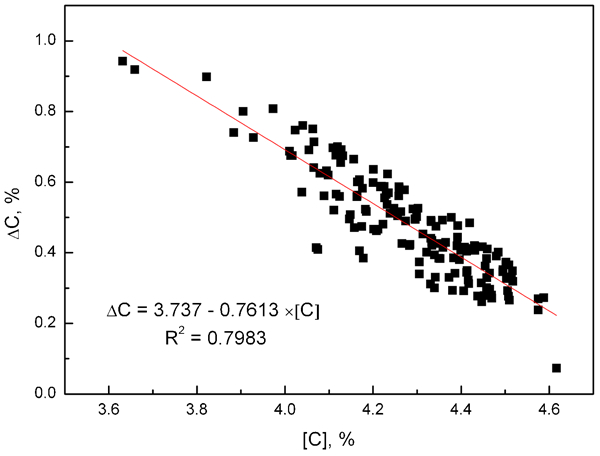
Figure 2 shows the regression relationship between hot metal temperature and carbon content, which appears to have a clear positive correlation. It is an endothermic process that carbon dissolves into hot metal and the solubility increases with the increase in temperature. From thermal dynamic point of view, carbon has strong tendency to dissolve into hot metal with increasing temperature, because of more negative of the Gibbs energy at higher temperature. On the other hand, the driving force of carbon into hot metal increased because of the higher difference of saturated carbon and dissolved carbon in hot metal and the decreasing viscosity of hot metal with increasing temperature. These give the theoretical basis for judging furnace thermal condition by carbon content in hot metal.5
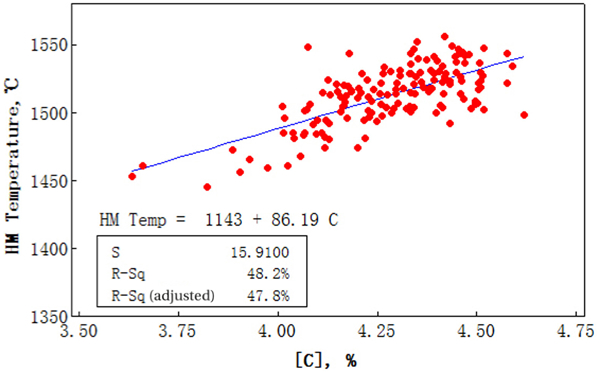
Relationship between hot metal temperature and [C]
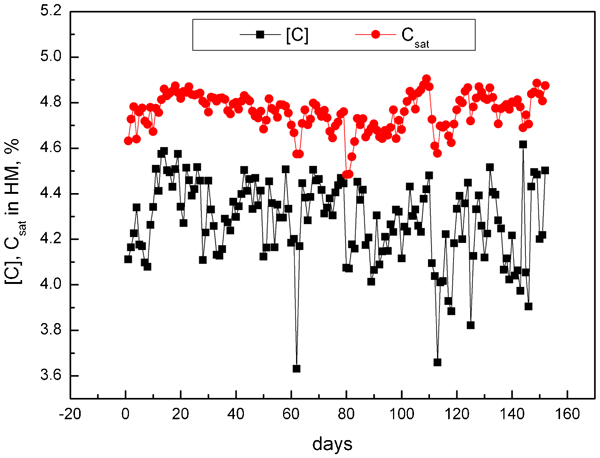
Equation (1) gives the empirical equation to calculate saturated carbon content in hot metal6

Calculated saturated carbon content versus [C]
Relationship between saturated and [C]
It is popular to use silicon content as the index of furnace thermal condition in the BF ironmaking process. Silicon content has a positive correlation with hot metal temperature in Corex process as shown in Fig. 5 and Table 1, but the correlation coefficient is smaller than that of carbon content. In the Corex process, silicon content in the hot metal is greatly influenced by the total silica charged within the raw materials, especially from fuel. The higher silicon content in the hot metal from the Corex process is determined by the higher fuel rate, so it cannot represent the actual thermal conditions of the MG. Kumar et al. 7 reported the factors that influenced Si content in the Corex hot metal, which significantly depended on the total amount of SiO2 charged from the fuel and all the factors that decrease fuel rate can also decrease the Si content in hot metal. The thermal simulation of the MG was investigated by Lu8 and the result showed that most silicon was reduced and dissolved into the hot metal at the raceway zone, because of the higher theoretical flame temperature of the Corex process, which is beneficial to SiO generation. Besides gasification of SiO2 at the raceway, silicon content in hot metal is related to reoxidation of silicon in the hearth. The slag volume and slag content are proved the important factors influencing silicon content in hot metal.
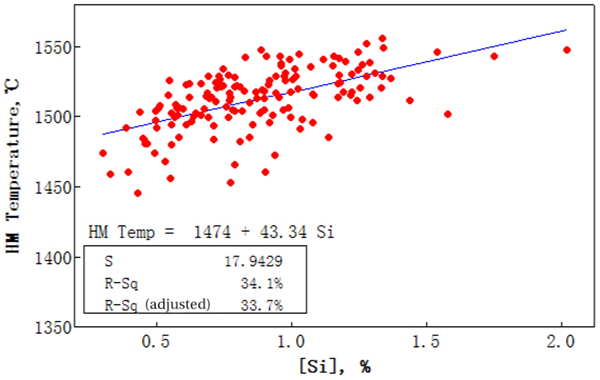
Relationship between hot metal temperature and [Si]
Figure 6 shows the relationship between hot metal temperature and sulphur content in the hot metal. Under normal operating conditions, the slag property is controlled strictly by the chemical composition and basicity, so sulphur partition (S)/[S] lies at a certain level. Thus, the desulphurisation ability of the slag and the desulphurisation effect is influenced greatly by temperature. Low carbon and high sulphur content was observed in combination during the Corex process practice while silicon content has a non-relevance with S. The similar phenomenon was observed in BF operation when an inactive deadman appeared even hot metal silicon remained at a normal level.6 It is another proven fact that the Corex MG has an inactive deadman.
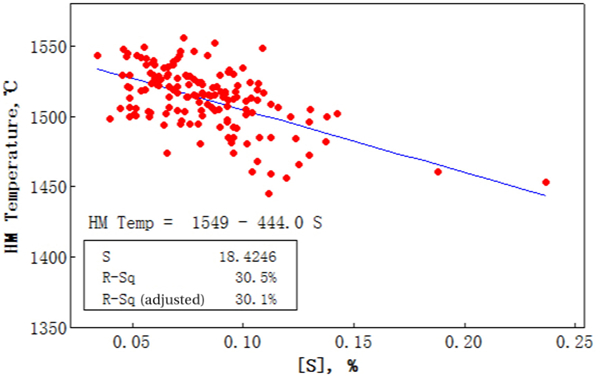
Relationship between hot metal temperature and [S]
Effect of coke rate
Although the condition of the MG is similar to that of the lower part of the BF, the direct use of lump coal makes it more complicated, because of the lump coal decrepitation during the rapid heating from room temperature to above 1000°C at the dome area. The burden of the MG is composed of char that is mostly from lump coal with a small amount of coke. Compared with coke, the char made from coal is of higher reactivity, lower strength and a small size, which makes the burden permeability to gas and liquid worse than that of the blast furnace. So, a certain coke ratio is needed in the burden to improve the permeability and obtain stable thermal condition of the MG. From analysing of correlation coefficient of chosen parameters with hot metal temperature in Table 1, there is no obvious correlation between hot metal temperature and the parameters concerned with energy, such as fuel rate, specific oxygen consumption and tuyere oxygen ratio, which may be caused by the lower energy utilisation rate of Corex than BF process. This is also proved by the 2·6–2·7 times higher calorific value of Corex gas as that of BF gas.9
Figure 7 shows the relationship between hot metal temperature and coke rate and coke ratio in burden. Unexpectedly, it shows the negative correlation between hot metal temperature and coke rate. This definitely does not mean that lower hot metal temperature could be obtained with higher coke usage. In fact, adjusting coke rate is the normal measure used to control hot metal temperature during the Corex operation, which means that reducing coke rate is the main operational measure when hot metal temperature is too high and vic versa when hot metal temperature is too low. In general, the effect of adjusting the coke rate that makes the negative correlation between coke rate and hot metal temperature is shown several hours later. On the other hand, coke rate can be replaced by the coke ratio in the burden, which means that hot metal temperature decreases with the increasing coke ratio. Using tuyere probing,10 the degradation of lump coal of a mean particle size of <7·7 mm is a key factor for limiting the burden permeability in the MG. The raceway depth and burden permeability can be increased by increasing coke ratio in burden, which provides better condition for generation gas spreading further into the furnace centre. The wider heat distribution results in lower burden temperature at tuyere level.
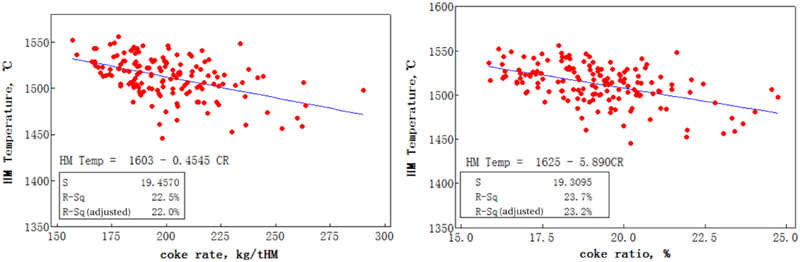
Relationship between hot metal temperature and coke rate and coke ratio in burden
Effect of metallisation of DRI from reduction shaft
The discontinuity of materials and energy is another important characteristic of the Corex process that differs from the BF process. The iron ore is reduced in the reduction shaft and the DRI with certain degree of metallisation is charged into the MG, where the smelting and final reduction occur. The thermal consumption during the final reduction is influenced greatly by the DRI metallisation, which may be shown as the fluctuation of hot metal temperature. Figure 8 shows the positive correlation between hot metal temperature and DRI metallisation. With the increasing degree of metallisation of the DRI charged into the MG, the thermal consumption caused by direct reduction at the lower part of the MG decreased, so hot metal temperature is higher. The small correlation coefficient may be caused by the compensation of the effect of the degree of metallisation on the hot metal temperature by controlling fuel rate or coke ratio in operation.
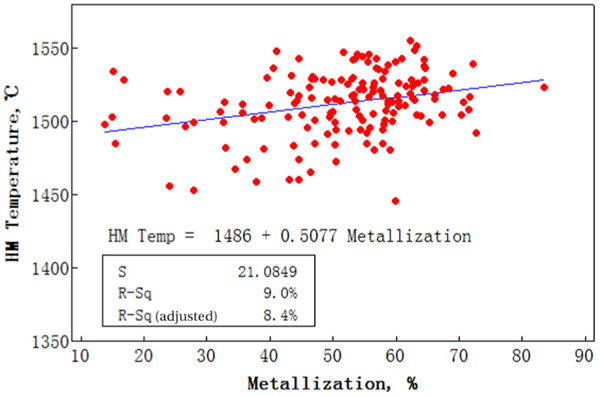
Relationship between hot metal temperature and metallisation of DRI
Effect of additives charged into MG
Dolomite, lime stone and silica are essential additives for the ironmaking process in order to control slag properties. These additives can be charged to the reduction shaft or directly to the MG and those charged directly from the MG influence greatly the furnace thermal condition, because they are heated and decomposed during the descending of the burden with consequential heat consumption. Figure 9 shows that the hot metal temperature has a positive correlation with dolomite but a negative correlation with silica, because the silica has a negative correlation with dolomite in burden control. So in the statistical model, dolomite is chosen as the additive parameter influencing hot metal temperature.
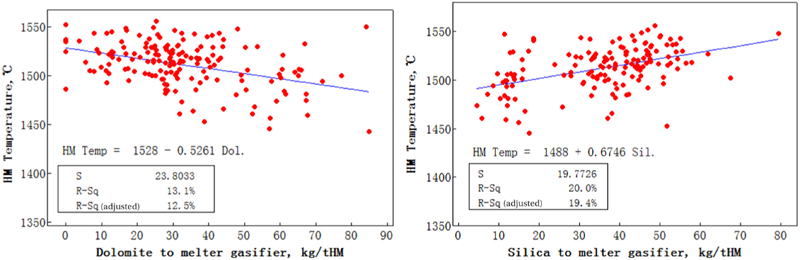
Relationship between hot metal temperature and vice material charged into MG
Effect of tapping operation
The molten metal below the tap hole level in the hearth is cooled by conduction in normal operation and this cold metal is mixed with hot newly melted metal, resulting in a certain hot metal temperature during tapping. Therefore, the tapping operation is another important operational parameter that influences hot metal temperature. The negative correlation between hot metal temperature and hot metal mass per tap is shown in Fig. 10. The deadman is floating in the hearth during the Corex operation because of its low density and relative short height and sinks down during the tapping process. The ‘second hot metal’ is another character of Corex different from the BF, which comes after slag and most from salamander due to the sinking of deadman.11 The hot metal amount per tap increasing means that the proportion of cold metal increased, which led to the relative lower hot metal temperature.
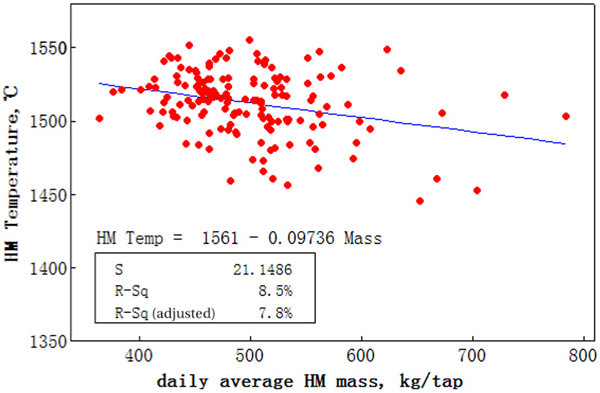
Relationship between hot metal temperature and hot metal mass per tap
Statistical model
Ten parameters correlated highly to the hot metal temperature, as seen in Table 1, were chosen and further analysis of the correlation coefficient between each other undertaken and the results are shown in Table 2. The best subset was chosen based on this analysis and the regression function is given as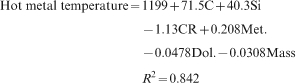
Pearson correlation coefficients and p values among operational factors associated with hot metal temperature
Hot metal temperature is highly correlated with hot metal content, such as C, Si and S. Meanwhile, carbon and sulphur contents are highly correlated, but neither has an obvious correlation with silicon. Therefore, carbon and silicon contents are the main factors in the statistical model. The coefficient of carbon is 71·5, which is 1·7 times of that for silicon and the carbon content is 4–8 times of silicon in the hot metal, so the change in carbon content in the hot metal is more sensitive and effective for predicting hot metal temperature. The regression equation was used for predicting a new monthly hot metal temperature as shown in Fig. 11. The result shows that the predicted hot metal temperature is in good agreement with the actual one.
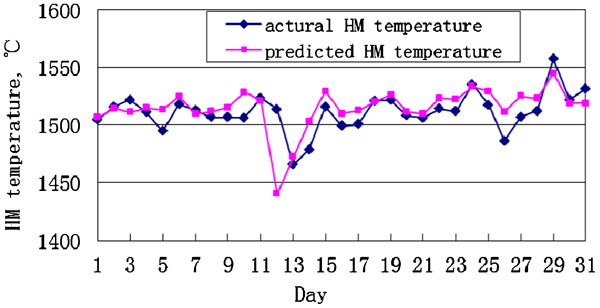
Actual and predicted hot metal temperature
Conclusions
Variable process parameters during a period between twice yearly shaft cleaning operations were investigated by correlation analysis. The results showed that hot metal temperature is highly related to its composition and some other parameters such as coke ratio in fuel, metallisation of the DRI from the reduction shaft, additives charged to the MG, slag properties, tap mass, etc. The equation for predicting hot metal temperature is obtained by multiregression.
Through analysing the model and comparing with the operational data, it is proven that carbon content is more reliable and sensitive for predicting hot metal temperature. This gives a good reference for accurate prediction of hot metal temperature of the Corex process.
From an operational point of view, any measure that can improve burden permeability or improve carburisation condition under dripping zone will be helpful for stabilising hot metal temperature.