
Abstract
The effect of sub-bituminous coal treatment with molten blast furnace slag on the char properties was studied towards development of an allothermal coal gasification technology with utilising the slag heat energy. Contact with molten slag is followed by deeper conversion of sub-bituminous coal, resulting in obtaining chars with enhanced cumulative open pores volume, porosity, specific surface area and adsorption capacity, which might be explained by catalytic effect of slag on the coal pyrolysis. Taking into account the role of adsorption in the heterogeneous reactions, treatment with slag may favour chars gasification kinetics.
Introduction
Coal is the most abundant source of energy; however, its wider application is constrained, in particular, by the environmental factors. Development of cleaner coal based technologies is very important to addressing growing disproportion between reserves and consumption of this fuel.
Allothermal coal gasification is a process where the external source of heat is used to compensate for the energy demand. Its technological advantages over autothermal processes, where the heat is generated from partial combustion of carbon, are summarised by Iliuta et al. 1 In our earlier paper, the rationale for utilising hot blast furnace slag as a thermal medium for an allothermal coal gasification to produce reducing gas for ironmakers was discussed, and the effect of coal treatment with hot (∼1000°C) solid blast furnace slag on the structure and reactivity of brown and sub-bituminous coal chars was determined. 2
With an external source of heat, highly endothermic steam gasification (C+H2O = CO+H2, ΔH = 132·8 kJ) producing less carbon dioxide intensive gas, compared to autothermal,air or oxygen, gasification (C+½O2 = CO, ΔH = −110·7 kJ), could be enabled. More endothermic gasification process with application of carbon dioxide as gasifying agent (C+CO2 = 2CO, ΔH = 173·6 kJ) could be considered both to produce reducing gas and to loop CO2 emissions. 2
The method for utilisation of a sensible heat of molten blast furnace slag for the purpose of coal gasification has been proposed >30 years ago, 3 though no industrial implementation of it is known so far. However, the demand for alternative gaseous fuel is growing, while application of traditional coal gasification techniques is constrained by carbon footprint, which, in our opinion, stipulates a need for innovative technology to recover thermochemical potential of molten slag.
In the present study, the effect of coal treatment with molten blast furnace slag on the char properties has been investigated.
Experimental
The Ukrainian coal studied was sub-bituminous coal from the Western Donbass coal basin. This coal is abundant in the Ukraine, and its greater usage would increase coal’s percentage in the country’s energy balance. Proximate analysis, ash composition and ultimate analysis data of the coal studied are shown in Table 1. Industrial blast furnace slag with a chemical composition of 35·48SiO2–49·73CaO–6·80Al2O3–6·53MgO–0·38MnO–1·08FeO, from the Evraz Dnipropetrovsk Metallurgical Plant, was used in the experiments.
Chemical compositions of coal studied*
*daf: dry ash free basis; d: dry basis; t: total; NCV: Net Calorific Value.
A schematic of the experimental set-up is shown in Fig. 1. Slag crushed to <0·5 mm in a quantity of 100 g was loaded to the graphite crucible (4) with inner diameter of 44 mm and height of 100 mm. The alumina pipe (5) with inner diameter of 30 mm was introduced 20 mm inside the graphite crucible with circumferential gap between the pipe and the crucible sealed firmly enough by the asbestos rope to withstand the weight of the crucible with slag. The assembly of graphite crucible (4) and alumina pipe (5) was placed on the top of the graphite pipe (6), which served as a support inside of the alumina reactor (3), in a Tamman furnace to heat to a preliminary temperature of 1500°C. After the temperature in the furnace was equilibrated, it was held for 15 min to ensure that the slag was melted. Then, a portion (10 g) of coal sized 2–3 mm was dropped on the surface of molten slag through the alumina pipe (5), which was then sealed by the rubber stopper. After holding for 15 or 30 s, the assembly of graphite crucible and alumina pipe was extracted from the furnace and graphite crucible was quenched by plunging into water. The crucible was then destroyed, and coal char obtained was studied. Examination showed that char particles were afloat on the slag surface, slightly wetted by the slag. Before further investigation, slag was removed manually from the char particles.
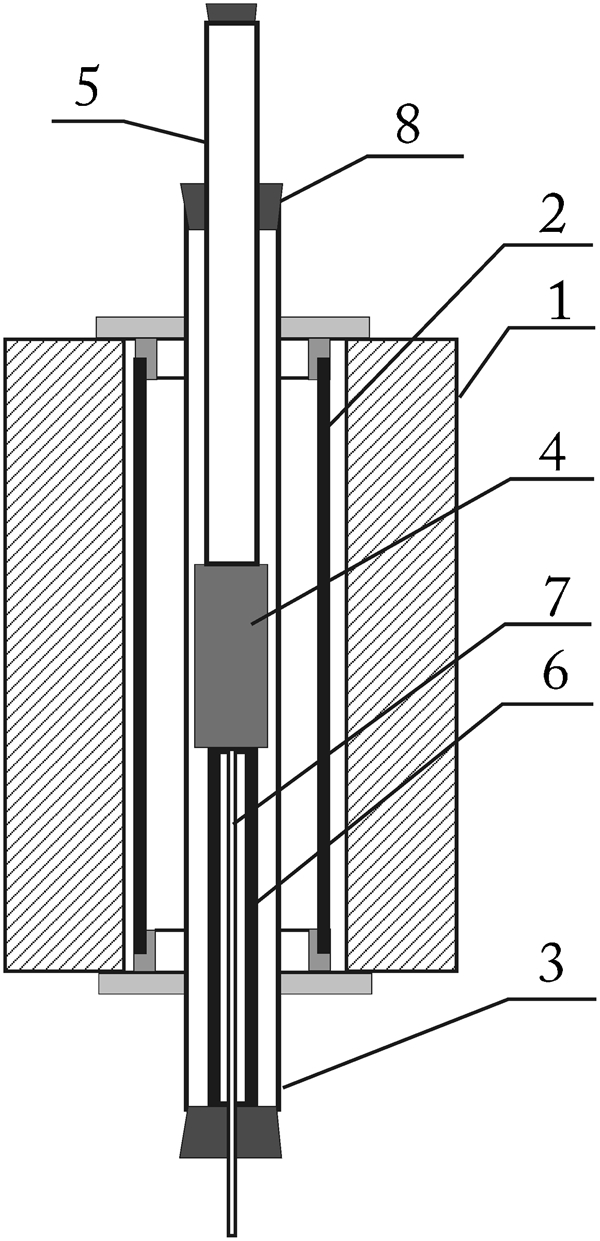
Experimental set-up scheme
Similar experiments were also carried out in the absence of slag for comparison.
For the chars obtained in 30 s, the cumulative open pore value was determined using a mercury porosimetry, and adsorption capacity was estimated using gas chromatography method. Adsorption isotherms were calculated from the elution curves, obtained at the introduction of 1 mL of H2O to the helium flow at 120°C. Specific Brunauer–Emmett–Teller surface area was estimated from adsorption isotherms. To support quantitative analysis of the structure from the microscopy images, ImageJ freeware 4 was applied for the chars studied using the procedure described elsewhere. 2
To ensure that the results were representative, six samples of coal were charred in the Tamman furnace: three with slag and three with none. For each batch, two samples with the smallest and the highest maximum adsorption values were excluded, while the remaining sample was retained.
Results and discussion
Coal char structure (morphology and porosity) is influenced by many factors: the parent coal properties, the heating rate, the maximum temperature experienced, the residence time at this temperature, the gaseous atmosphere, etc. 5 The porosity is very important because it can control the rates of diffusion of chemical species into and out of the char particle during gasification or combustion. 6
Microstructures of the coal chars, obtained in the presence and absence of molten slag, are shown in Fig. 2. Without slag, sub-bituminous coal in 15 s attains a structure of semicoke. Holding for 30 s is followed by development of more porous structure.
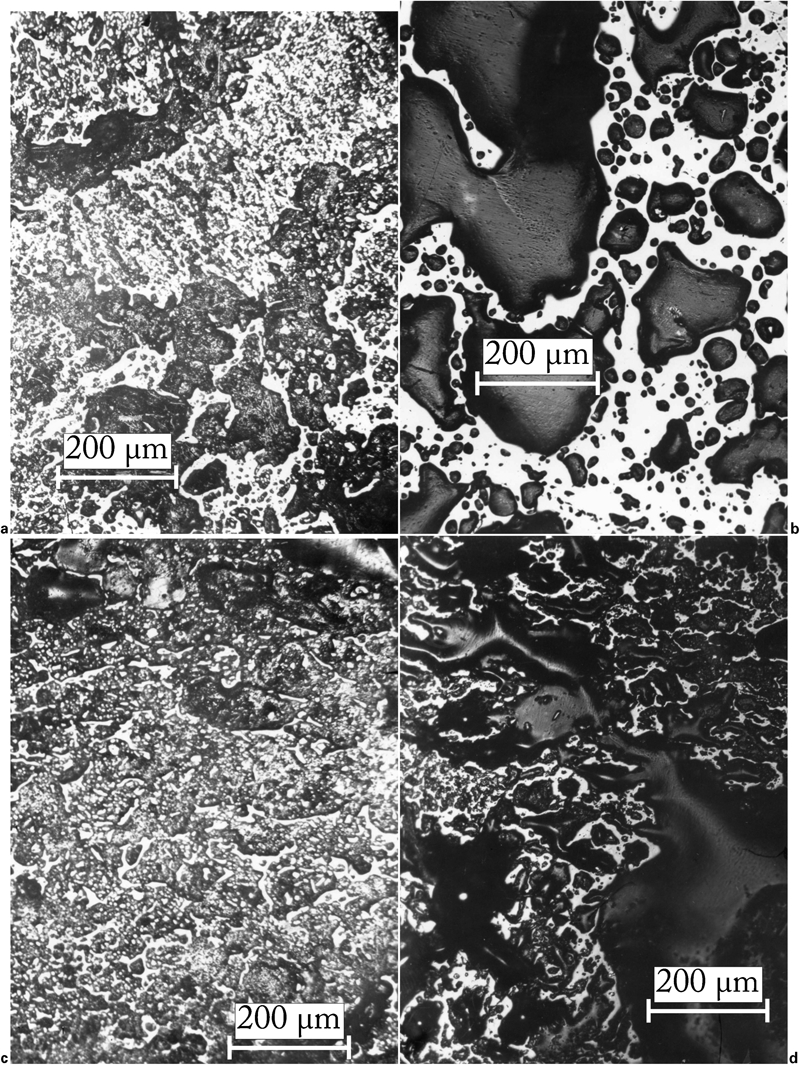
Microstructures of coal chars
Charring with slag resulted in a more porous structure than with none: a coke-like structure is formed in 15 s, and holding for 30 s is followed by more pronounced domination of pores over organic body.
It should be noted that for the same coal, despite short duration and owing to higher temperature of experiment, the char in 15 s attains the structure and porosity very similar to those observed in our earlier study 2 for char exposed to lower temperature for 1 h (cooling from 1000°C).
Characteristics of porous structure for the sub-bituminous coal chars, obtained with and without contact with molten slag (Table 2), are in agreement with char microstructures (Fig. 2). Contact with molten slag corresponds to increased cumulative porosity and larger specific surface area of the pores.
Characteristics of porous structure for coal chars
It is particularly important that coal pyrolysis in contact with slag results in the obtaining of the char with more porous structure, because this can enhance chemical efficiency of coal gasification with utilising of the sensible heat of blast furnace slag compared to traditional coal gasification techniques.
Adsorption isotherms (Fig. 3) represent quantity of the absorbed steam against its relative pressure. Sub-bituminous coal char, produced with molten blast furnace slag, demonstrates higher adsorption capacity, which is in the agreement with characteristics of porous structure. Maximum adsorption value for the char produced with molten slag is 38 μmol g−1, while for the char produced without slag it is 32 μmol g−1, i.e. lower for 16%. Taking into account the role of adsorption in the heterogeneous reactions, treatment with slag may favour char gasification kinetics.
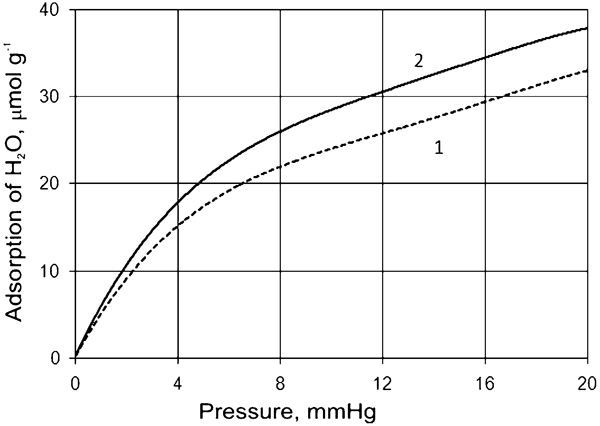
Water adsorption isotherms (temperature, 120°C) for chars, obtained in 30 s without (1) and with (2) molten blast furnace slag
Effect of contact with slag resulted in deeper conversion of the initial coal’s organic matter and, followed by augmentation of such indices as cumulative open pores volume, porosity, specific surface area and adsorption capacity, might be explained by the slag’s catalytic effect on the coal pyrolysis. Catalytic effect of CaO additives on the coal pyrolysis, followed by the increased gas yield and formation of more porous char, is reported in the literature. 6–8 High calcium oxide blast furnace slag was used in the present study; therefore, its catalytic effect on the conversion of coal and char properties can be assumed.
Conclusions
The effect of sub-bituminous coal treatment with molten blast furnace slag on the char properties was studied towards development of an allothermal coal gasification technology with utilising the slag heat energy. Contact with molten slag is followed by deeper conversion of sub-bituminous coal, resulting in obtaining chars with enhanced cumulative open pores volume, porosity, specific surface area and adsorption capacity, which might be explained by catalytic effect of slag on the coal pyrolysis.