
Abstract
The aim of the present work is to adapt tests that are typically used for blast furnace cokes, such as coke reactivity index (CRI) and coke strength after reaction, to ferroalloy production in electric furnaces by developing easier equipment that meets with ISO 18894 standards. Moreover, a new technique has also been developed using thermal gravimetric analysis in order to quickly, inexpensively and reliably find the CRI parameter. As result of this work, a polynomial relationship between coke's reactivity and mass loss slopes of the record line obtained in the gravimetric thermal analysis tests was found.
Introduction
The optimum coke quality required by electrical furnaces used in manganese industry is not the same as that required in blast furnaces used in siderurgy (related to mechanical degradability and chemical reactivity). 1 However, the manganese industry is, nowadays, working with a great variety of cokes, which have the same quality parameters [coke reactivity index (CRI) and coke strength after reaction (CSR)] that are used in siderurgy, though the quality parameters that should be used for manganese metallurgy should not be the same as that for siderurgy.
Ferroalloy industry (FeMn and SiMn) uses a large variety of cokes; so, following blast furnace practices, reactivity and degradability of these metallurgical cokes will be studied. By means of these studies, it will be known whether coke properties are suitable for achieving their function in electric furnaces. Some authors question the influence of low reactivity to CO2, even coke degradability is downplayed, 2 as an important factor for coke savings and a correct reduction of minerals in the manufacture of ferroalloys, as postulated for the blast furnace 3 and for other furnaces. It must be accepted, therefore, that a poor quality coke, i.e. with high reactivity and degradability, 4,5 will not provide adequate coke consumption, elevating them and wasting the excess CO produced, since the electric furnace's shaft is too short, having low distance for its roles as low temperature reducing material. Gas flow is altered by coke's degradability, leading to operation and coke consumption problems that have been well established in blast furnace practice and that cannot be ignored in electric furnace practice.
Thus, the idea is to come to a simple criterion that will allow us to develop a quality control system for cokes and semicokes used in ferromanganese industry. This development is possible due to the fact that, nowadays, the quality control system used is the same as that used in siderurgy, CRI and CSR tests. It is our aim to relate the CRI with thermal gravimetric mass losses (from the graphic slope parameter obtained by means of thermal gravimetric analysis), in order to get a system that will allow a quality control of cokes fed to manganese industry electric furnaces.
Six standard cokes [provided by the Spanish Coal Institute (INCAR-CSIC)] with known reactivity have been taken. With these cokes, it has been proved that the procedure and equipment developed (taking into account ISO 18894 standard) work properly. Once the furnace was standardised, properties (CRI and CSR) for some cokes used in Spanish ferroalloy industry were calculated.
A simple and complete method has also been developed to calculate the CRI by thermal gravimetric analysis using a 1500°C thermal balance. The aim was to find a parameter provided by thermal gravimetric analysis, which might be related to each coke's reactivity. The slope in the thermal weight loss line record is this parameter.
Coke reactivity
High temperature coke reactivity can be defined as the mass loss produced when it reacts with oxidising agents, such as CO2, water vapour, O2, etc., under certain conditions. When talking about coke's reaction with CO2 in blast furnace, reactivity (called carboxyreactivity) process is regulated by the Boudouard equilibrium



Coke temperature increases progressively from its entry into the furnace while in contact with a gas stream containing CO2, which makes the balance of the equation (1) move to the right, increasing coke consumption. The high reactivity of coke, i.e. the greater reaction speed with CO2 under certain furnace (pressure and temperature conditions), increases its specific consumption; therefore, the coke used in a metallurgical process must have low carboxyreactivity. Saving the differences, something similar happens in the electric furnace.
Determination of reactivity and degradability of coke (CRI and CSR indices)
The most common tests used in the iron blast furnace industry, and specifically in Spanish mills, are the Nippon Steel Corporation ones, the CRI and the CSR tests. 7
Coke reactivity index is expressed as per cent weight loss in the coke sample due to the reaction with CO2, under determined conditions according to ISO 18894 standards. Calculations are made as follows
Temperature is 1100°C, CO2 flow is 5 L min− 1 and time is 2 h, as in ISO 18894 standard.
A good quality coke has CRI values equal or lower than 20–30%. 8
Coke strength after reaction index shows coke's degradability in furnace operation and gives a parameter related to gas permeability in the blast furnace, as it depends on the fines produced. This index is similar to the low temperature degradation index used in iron ore degradability studies.
9
It is obtained as follows
The index is defined by the weight percentage of the fraction larger than 10 mm, in accordance with ISO 18894. A good quality coke has CSR values larger than 60%. 8
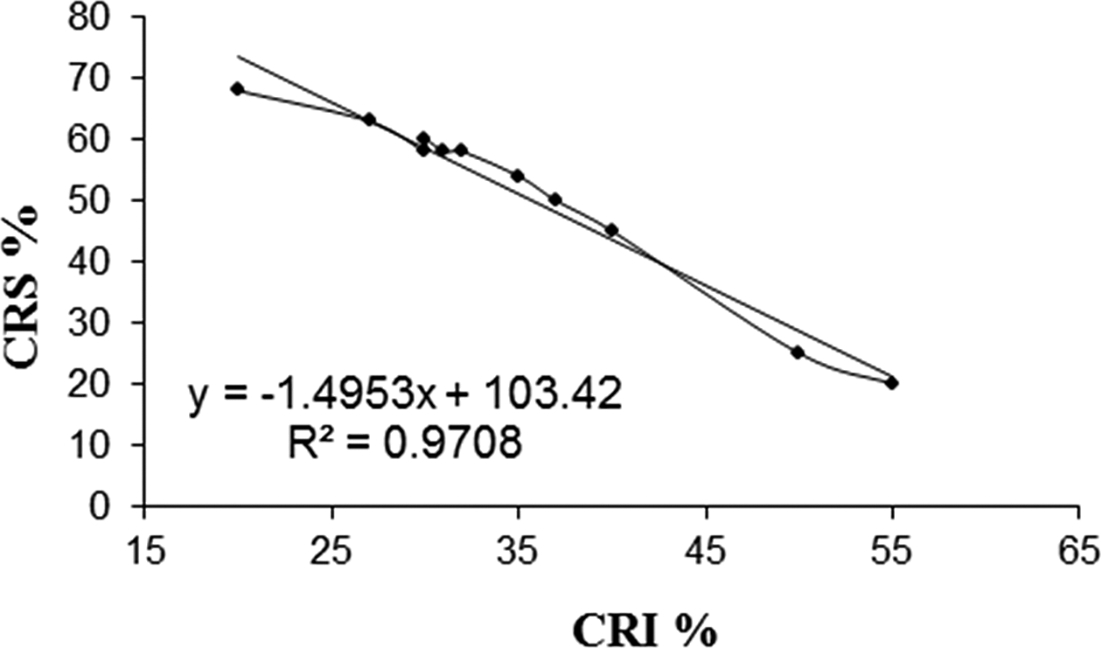
Some researchers have found a relationship between reactivity (CRI) and degradability (CSR). 8,10–12 Menéndez et al. 10 proposed a linear equation (Fig. 1) obtained from significant number of cokes, where they observed that when coke's reactivity was great, then coke's resistance was less in degradability test, and vice versa.
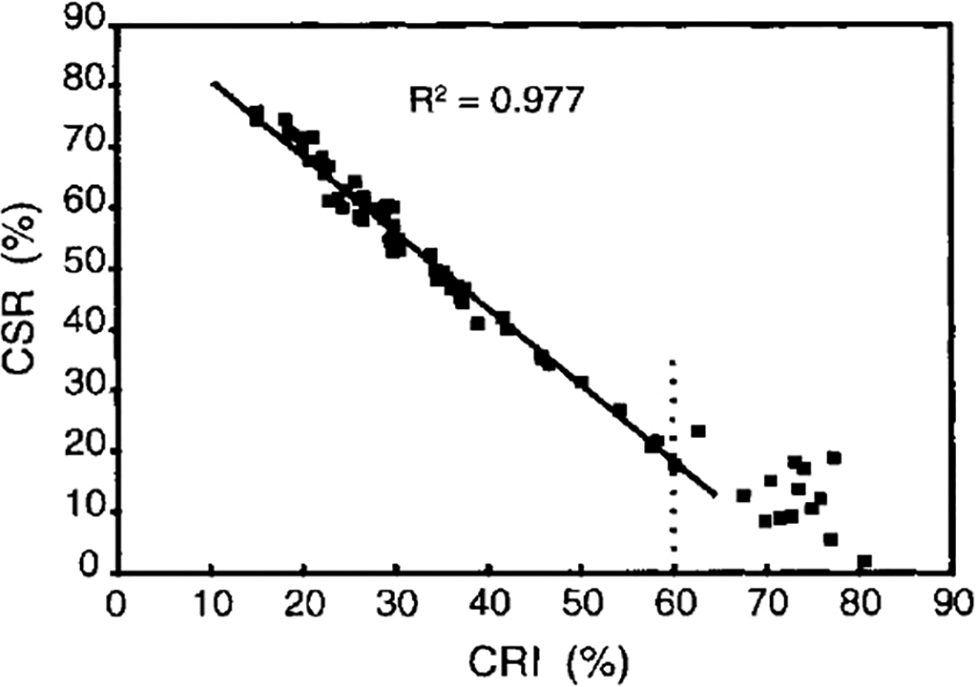
Relationships of %CSR to %CRI for various cokes 10
Experimental work CSR/CRI by means of ISO 18894 standard
Equipment used to determine CRI
A furnace was built for the purpose of determining coke's reactivity, based on the Nippon Steel Corporation method and ISO 18894 standard (Fig. 2).
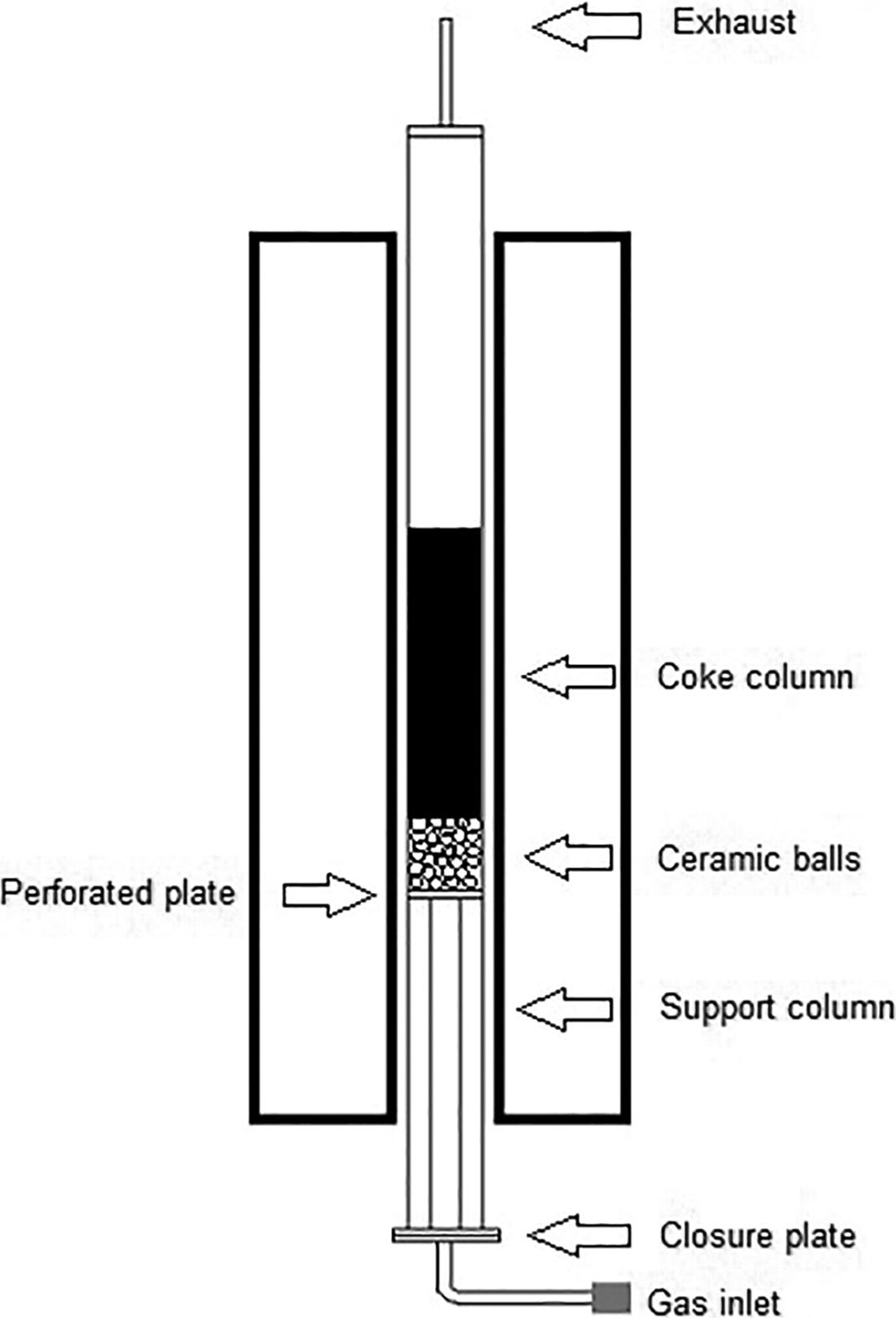
Constructed furnace section for reactivity determination
The furnace that has been designed for this work is a resistance furnace, with a vertical tube of 80 cm height. It consists of a ceramic cylinder into which a 60 mm diameter refractory steel tube is inserted, within which the coke sample is located. Coke charge lies on a base of ceramic balls, 13 6 mm in diameter, which serve as diffuser, on a perforated refractory steel plate located on an alumina tube, supported by the bottom closure cap, which has the gas supply pipe.
Different coke patterns [provided by the Spanish Coal Institute (INCAR-CSIC)] were tested to verify that reactivity results obtained with this furnace were correct. Coke generally has a particle size between 20 and 25 mm.
Equipment used to determine CSR
The tumble tube used for determining degradability of coke was constructed exactly as it is described in ISO 18894 standard.
Determination of reactivity and degradability of standard samples
Reactivity tests were carried out in the furnace described in the section on ‘Equipment used to determine CRI’. Operation conditions were as follows: mass, gas flow (N2 when heating and CO2 for testing), exposure time, temperature and other factors as expressed in ISO 18894 standard.
Degradability tests were carried out as in ISO 18894 standard (time and tumbling speed defined in ISO 18894 standard).
Six coke INCAR patterns were tested in order to prove the correct operation of the equipment designed. As the same results were obtained (Table 1), taking into account tests tolerance (two units for both CRI and CSR), it is possible to say that the equipment has a correct design.
Features of coke patterns [patterns provided by Spanish Coal Institute (INCAR-CSIC)]
Determination of reactivity and degradability of various cokes
Reactivity
Once the CRI coke furnace was standardised, seven cokes were tested: blast furnace coke 1, blast furnace coke 2, metallurgical coke 1, metallurgical coke 2, metallurgical coke 3, petroleum coke 1 and petroleum coke 2. Petroleum cokes are typically used in electric furnaces for ferroalloys production, due to their low price. Nevertheless, this sort of coke has low quality and small grain size; this is why we need the criterion that we have proposed in this paper. Blast furnace cokes have high quality and are used in the iron and steel industries. Metallurgical cokes are used in casting.
A study was conducted previously in a thermal balance, which showed that some cokes had mass losses due to subcoking. Because of this, tested cokes and patterns underwent prior pyrolysis at 1000°C for a period of 1 h to determine mass loss. Those that were badly coked, ‘semicokes’ as they are called by Oliveira, 2 showed losses reaching 10% (see Table 2).
Coke mass loss by pyrolysis at 1000°C for 1 h
Tests were carried out twice. In the case of cokes that had showed losses due to pyrolysis, these losses should be subtracted from the total loss, for calculating the reactivity after the ISO 18894 standard furnace test. Results for reactivity are presented in Table 3.
CRI index for cokes tested
Coke grain size influence on reactivity
Owing to the fact that some of the industrially tested cokes had grain size lower than that specified in the ISO 18894 standard, the effects of particle size on reactivity have been studied. For this purpose, blast furnace cokes already characterised, blast furnace coke 1 and blast furnace coke 2 have been used for CRI determination. The grain size ranges from >25 mm down to 10–16 mm fraction (see Table 4).
Blast furnace cokes 1 and 2 reactivities for varying grain sizes
As we can see in Table 4, as the grain size decreases, the reactivity increases. These results are in agreement with those published by Oliveira. 2
A relationship between CRI (%) and coke grain aize (GS) (mm) can be established.
Blast furnace coke 1

Degradability
Once coke reactivity testing has been carried out, tested coke is placed into the tumble tube for calculating its degradability (CSR) (see results in Table 5).
Coke strength after reaction index obtained in trommel for cokes tested
Relationship between tested CRI and CSR
At the beginning of this work, it has been seen that a relationship between these two parameters exists, as it is described in the literature. 10 Therefore, this relationship should be fulfilled for the cokes tested. Only INCAR coke patterns and carbon cokes should be used because the two petroleum cokes have different behaviours. In Fig. 3, the relations between the obtained data are represented.
Coke reactivity index and CSR index correlation
In this study, using the furnace designed (taking into account ISO 18894 standard descriptions), a very similar formula to that of the other authors was found.
10,11
Small differences may be due to the number of tested cokes.
In any case, they show low reactivity values on the order of 20%, due to the relation between physical and mineralogical properties and reactivity. 14,15
The extrapolation of the CRI/CSR relationship from carbon cokes to petroleum ones is not valid. In fact, in testing the two petroleum cokes, there are great differences: 40% for petroleum coke 1 and 63% for petroleum coke 2, not expected for similar reactivity value (20). This confirms the prior point. Petroleum cokes are presented in this paper as they are used in ferroalloy manufacturing because of their low price.
Experimental work: thermal balance study of blast furnace and metallurgical coke's reactivity
In 2010, Oliveira showed the relationship between the slopes of the electric furnace mass loss line for the Boudouard reaction, under certain test conditions, testing different cokes, using a common thermal balance and a designed macrobalance. 2
Oliviera studied the possibility of obtaining the carboxyreactivities for the cokes using thermal gravimetric analysis by determining the slope of the gravimetric loss in the graph line record obtained at the beginning of the test, where the slope is constant.
Effect of temperature and CO2 flow on coke reactivity
It is known that temperature, gas flow, structure, particle size and mineral composition affect coke reaction rate with CO2. 16–23
In this work, the effect of temperature and CO2 flow has been studied using a thermal balance. First of all, temperature influence will be analysed. For this purpose, tests have been performed by duplicate using Princeton coke with a flowrate of 15 L h− 1 CO2 and varying the temperatures between 1100 and 1150°C, holding it for 50 min (Fig. 4).
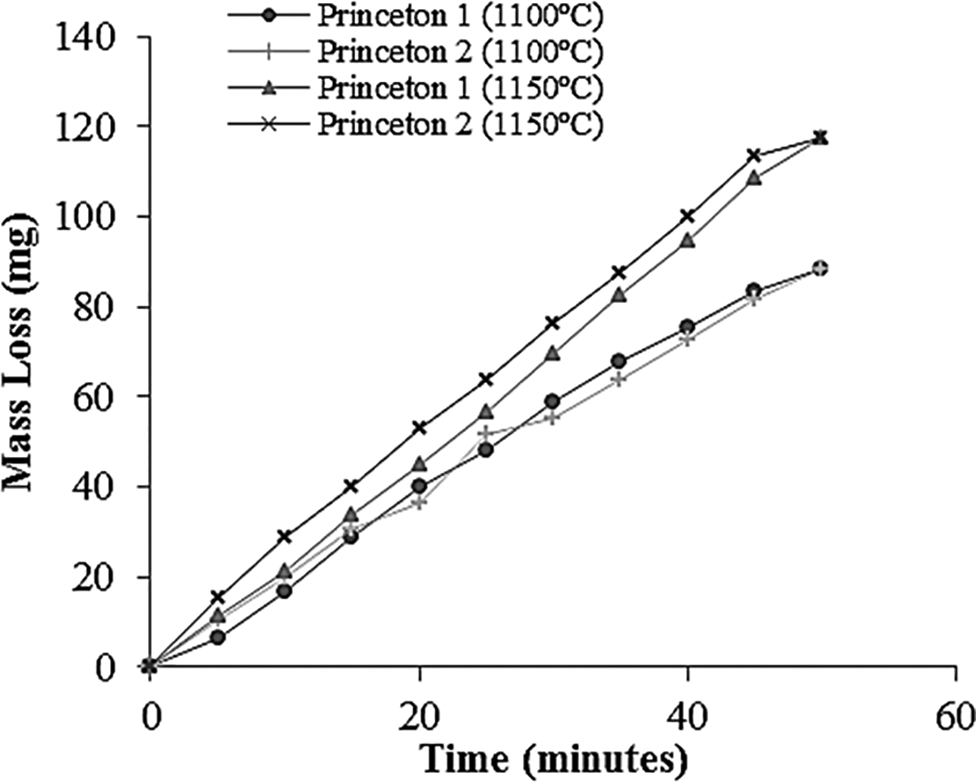
Temperature effect on mass loss for Princeton coke with 15 L h− 1 CO2 flow
Norwich and Princeton cokes have been used for the study of the influence of the CO2 flow value. Mass loss against time will be obtained at 1100°C in order to simulate the standard test in the vertical furnace, and varying flow rates of 2.15, 8 and 15 L h− 1 will be used (Fig. 5). These results agree with those reported by Dlugsz et al. 17
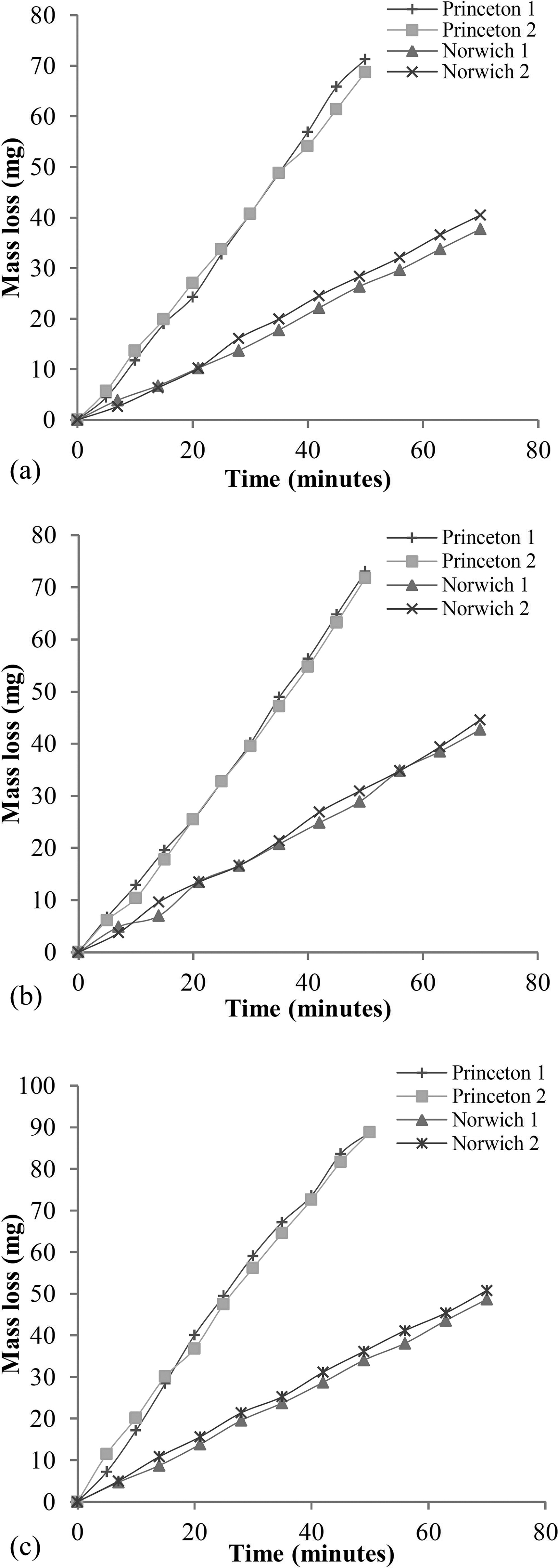
a 2.15 L h− 1; b 8 L h− 1; c 15 L h− 1
Figure 6 shows the mass loss slope (MLS) for the Norwich and Princeton cokes with different CO2 flows.
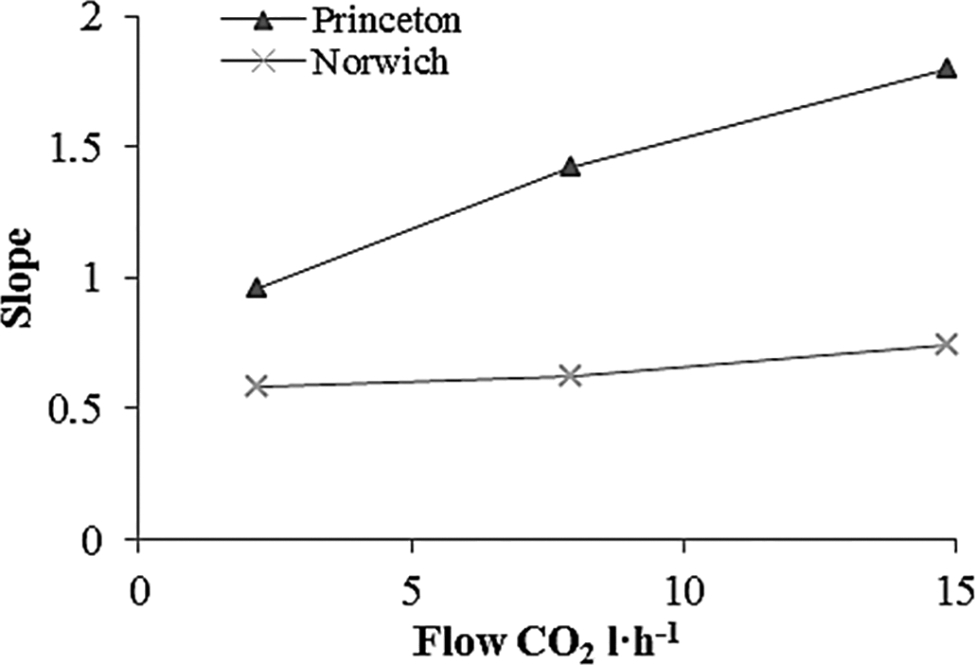
Mass loss slopes for Norwich and Princeton cokes with three flows
Test definition in thermal balance
The previous studies have served to determine the best parameters that will define the test by the new method:
carbon dioxide flowrate: 15 L h− 1
heating rate up to 1100°C: 6–7°C min− 1, higher heating rates would cause greater difficulties in reaching the ‘plateau’ sample weight: ∼200 mg sample particle size: between 1 and 2 mm CO2 flow sample submission time: between 35 and 65 min, depending on the needed time to get a reliable parameter of slope total test time: 3 h approximately.
Calculation of coke reactivity
Mass losses were obtained for some standard samples supplied by INCAR; also other mass losses were obtained from industrial samples tested (Fig. 7a ) in the designed CRI furnace (taking into account ISO 18894 standards descriptions). Once the thermal balance is calibrated with those standards, 11 overall, results were plotted in a graph obtaining a wide range of reactivities/slopes (Fig. 8). For calculating the reactivity of a new coke, using the thermal balance, the mass loss straight line obtained is represented in the graph and the reactivity is assessed.
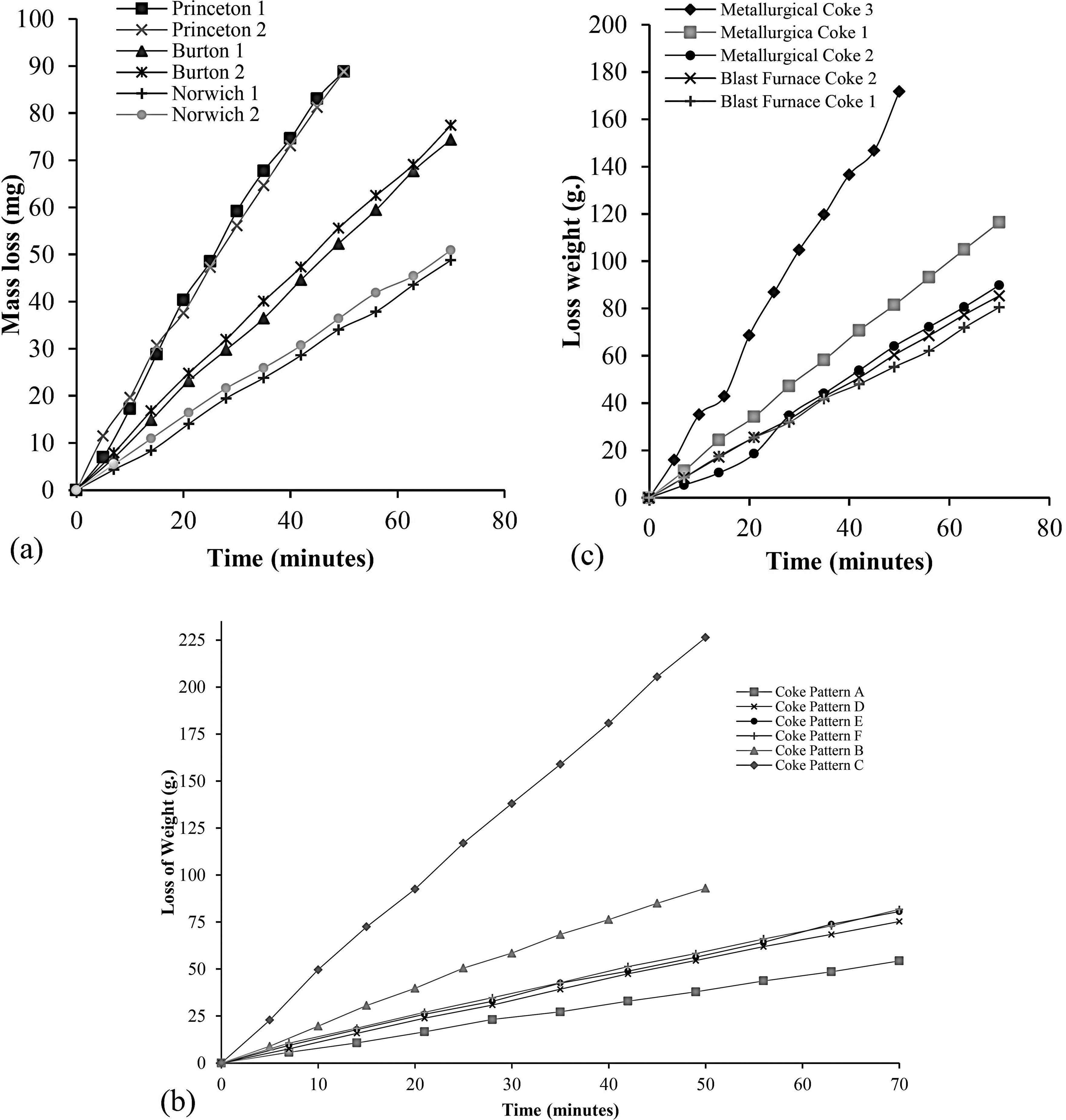
a mass loss for Princeton, Norwich and Burton cokes with flow of 15 L h− 1, b mass loss for coke patterns with flow of 15 L h− 1 and c mass loss for industrial cokes with flow of 15 L h− 1
Relationship between TGA and %CRI mass loss slope
Tested coke's reactivities in Fig. 7b and c are the 11 cokes referred in Table 3, with the exception of the last two corresponding to petroleum cokes. In Table 6, the slope and the reactivity of the 11 cokes are considered together.
Estimated reactivities and slope in thermal balance for tested cokes
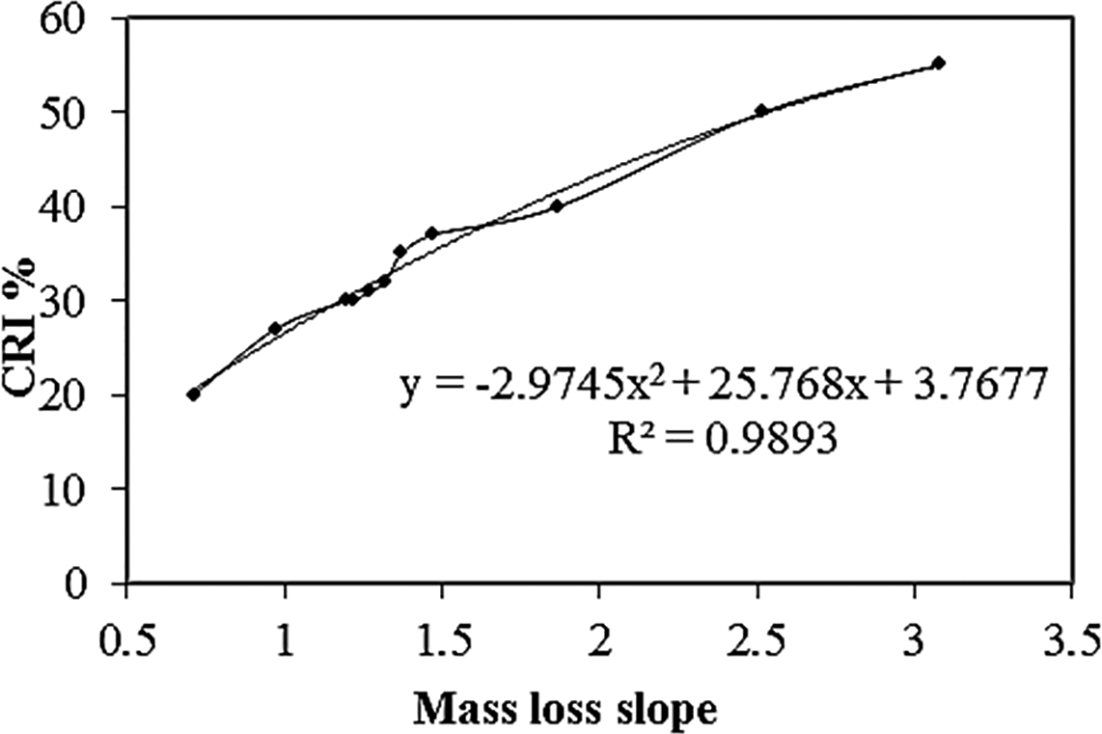
Cokes were tested at standardised parameters, and the MLS was calculated. Figure 8 shows the relationship between the coke's reactivity and the slope on the mass loss straight lines in thermal balance, according to the method proposed in this work. A polynomial type relationship with a high correlation coefficient was found.
With this values, a functional relationship between CRI (%) and slope can be established. A polynomial type expression was discovered to relate the MLS and coke's reactivity
The reasons that show the high interest of the thermal balance test compared with the vertical furnace, from the standard, are as follows:
it is possible to determine the mass loss during sample heating in an N2 atmosphere before reaching 1100°C, detecting if subcoking has taken place with this equipment, only the MLS, when reacting with CO2, is taken into account in order to estimate reactivity; it does not take into account possible losses in mass during heating due to poor coking; this is an advantage over the vertical furnace as, in this case, these weight losses, before the introduction of carbon dioxide, are attributed to the reaction of coke with it; therefore, for badly coked coals, semicokes, the ISO 18894 standard produces wrong measurements with a higher value of reactivity.
In the thermal gravimetric mass loss line, only the straight part of the same is considered because, at the beginning, when CO2 is introduced, there is a short curved section that is characteristic of each coke, becoming straight immediately afterwards.
Interpretation of thermal gravimetric graphs
Thermal gravimetric loss weight lines follow two patterns for the blast furnace and metallurgical cokes, as they are well or badly coked. These two behaviours are outlined in Fig. 9.
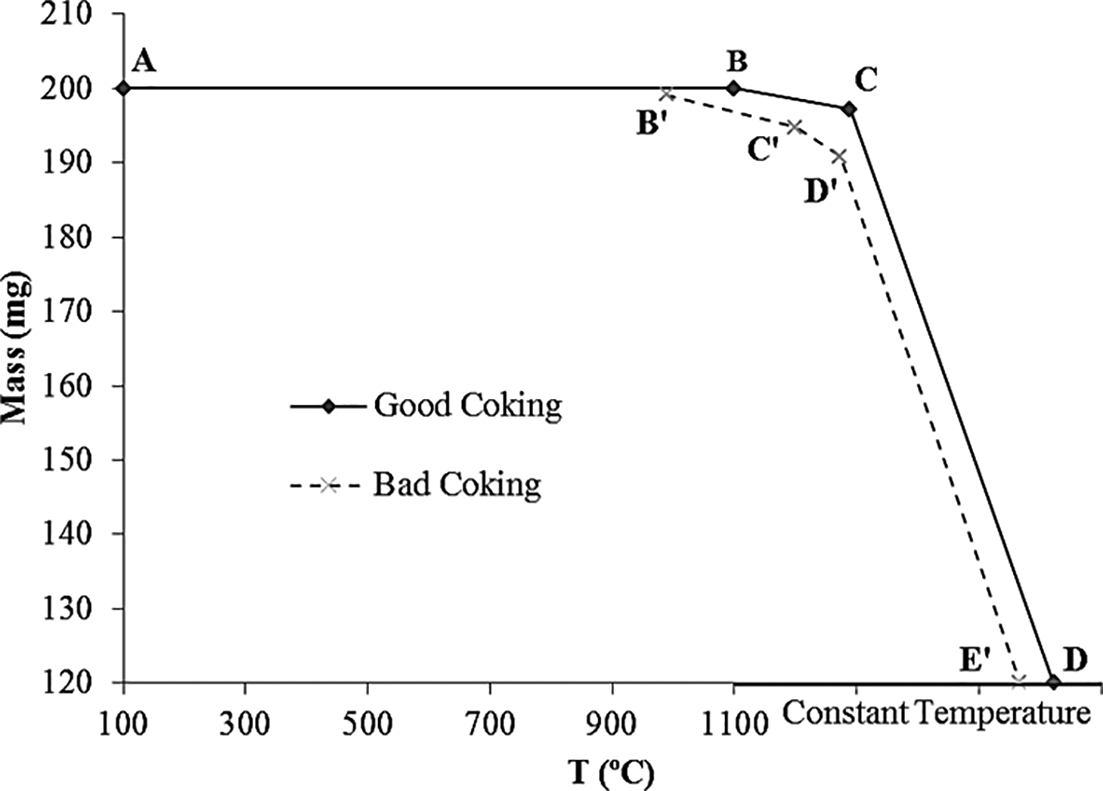
Example of mass loss curves for well coked and badly coked cokes
Well coked cokes
Three segments appear in the curve for well coked cokes (good coking curve, Fig. 9):
segment AB: heating up the sample to 1100°C takes place without loss of mass segment BC: keeping the temperature constant at 1100°C, CO2 begins to be introduced; in this transition segment, the mass loss does not follow any pattern until it stabilises when reaching the point C segment CD: the coke begins to lose mass at a constant rate as it is shown in the graph, so the slope in this segment can be taken for reactivity estimation.
Badly coked cokes
For badly coked cokes (semicokes), four segments instead of three appear in the curve (bad coking curve, Fig. 9). A mass loss occurs: B'C’ segment, at temperature lower than 1100°C. This mass loss denotes the subcoking, and the temperature at which this occurs depends on how it has been coked (temperature defect on heating). The weight loss that occurs in this testing part, when using the ISO 18894 standard, should be badly attributed to coke reactivity.
With the method proposed in this paper, it is possible to determine the reactivity of coke (CRI) avoiding the possible errors that the ISO 18894 standard presents for badly coked cokes (semicokes), which is a very important circumstance when producing ferroalloys, as the use of different cokes is a common practice not used in the blast furnace pig iron production, which uses normally good quality cokes. Once CRI is obtained from the thermal balance, the degradability (CSR) of the coke is obtained by the related formula.
Repeatability of thermal balance test
The test was repeated three times in the thermal balance to estimate the test's repeatability (Table 7).
Slope test repeated values, difference between extremes and error
It can be seen that the error ranges from 0.07 to 3.3%. The average value of all errors is 2.2%, but even the highest error value, 3.3%, is less than was expected to be when calculating CRI following the ISO 18894 standard.
Conclusions
Using coke patterns provided by the INCAR, equipment that allows the calculation of CRI and CSR used in the electric furnace, i.e. blast furnace, metallurgical and petroleum cokes, has been developed based on ISO 18894 standards.
The obtained CRI (%) and CSR (%) relationship is
As the particle size of the new method is 1–2 mm (in the future, it could be the size required for industrial facilities to reduce specific consumptions, but it must be proved in the ferroalloys production electric furnaces), CRI can be determined in industrial cokes in the market with < 20 mm size, not able for the ISO 18894 standard.
Petroleum cokes cannot give a CRI acceptable value as it behaves as a semicoke. Prior pyrolysis of petroleum cokes before being tested may not improve the result as it generates a significant amount of porosity and probably size degradation (explosions), and this alters reactivity.
A polynomial type expression was discovered that relates the MLS to the reactivity of coke (Fig. 8)
The proposed method is not suitable to determine the reactivity of petroleum coke, as at the moment that the CO2 is introduced, mass lose does not take place evenly; thus, its reactivity cannot be determined by its slope.
We obtained a criterion that allows us to determine the quality of cokes used in manganese metallurgy electric furnaces.
Acknowledgements
The authors would like to thank the following: Ferroatlántica Boo Factory for the support of this work; INCAR-CSIC, particularly Drs Menéndez and Barriocanal, for the supplier of the coke patterns and their valuable help; and Professor Sancho, Ferroatlántica assessor, for the coordination of the whole work.