
Abstract
High phosphorus oolitic hematite deposit is a kind of refractory iron ore resource of huge amount. At present, it is difficult to be utilised by traditional physical and chemical technology efficiently and economically. A novel process for utilisation of the high phosphorus oolitic hematite based on carbon composite pre-reduction and fast melting separation has been put forward in the paper. High grade pig iron nugget of low phosphorus could be obtained in the present research. The influence of experimental conditions, such as pre-reduction temperature, C/O (molar ratio) and basicity, on the dephosphorisation behaviours was studied in detail. The thermodynamic basis and reduction and melting separation process were also analysed. The phosphorus content in the iron nugget decreased with the increasing of basicity and increased with the increasing of C/O. The optimum parameters were pre-reduction temperature of 1200°C for 30 min, C/O of 0.95 and basicity of 1.7. After melting separation of molten iron and slag at 1400°C for 10 min, the iron nugget containing 0.02 wt-% [P] would be obtained. The dephosphorisation degree and iron yield in the form of iron nugget were 97.5% and 96.9% respectively. The iron nugget may be directly used as the raw materials of steelmaking from the view point of its high grade.
Introduction
Owing to the massive growth of steel production in China in recent years, the iron ore consumption in the country has increased drastically. At present, the iron ore resource in China cannot meet the huge demand of Chinese steel industry and >60% of the used iron ore (>80% from Australia, Brazil and India) is imported overseas. The reserve of the crude iron ore of China is ∼29 billion tons and ranks fourth in the world. 1 However, nearly 97.5% of the total China's iron ore is of low grade and needs beneficiation to be used in the ironmaking process. The multicomponent complex iron ore accounts for about one-third of the total reserves. The average of the total iron (TFe) content is ∼32.67%, which is much lower than the world average level. 2 The iron resources of China include many types, such as magnetite (48.8% of the total), vanadium titano-magnetite (20.8% of the total), hematite (20.8% of the total), siderite (3.7% of the total) and limonite (2.4% of the total). 3 Utilisation of the domestic low grade iron ore has great influence on the mining and metallurgy industry of China.
Oolitic hematite ore is currently regarded as one of the most refractory iron ore resources in the world, which mainly distributes in the U.S., France, Germany, Russia and China. 4 According to the statistics, one-ninth of China's iron ore resources are oolitic hematite. 5 The iron ore is of lower grade (35–50 wt-%) with higher content of phosphorus (0.4–1.0 wt-%), and it still has the meaning of utilisation due to its large amount. 6 Nearly all the phosphorus element in the iron ore can be reduced into hot metal in the blast furnace ironmaking process, which would be a big trouble for steelmaking. Despite the rich high phosphorus oolitic hematite resources in China, it is difficult to utilise them efficiently due to the complex mineral composition and the complicated embedded characteristics between P containing mineral and iron oxides. Therefore, it has not been exploited until now. Many researchers have focused on the dephosphorisation process of the unique iron ore and many methods have been proposed, such as flotation, 7,8 direct reduction roasting–magnetic/flotation separation, 5,9,10 acid leaching, 11,12 bioleaching, 13,14 gas based reduction–melt separation 15 and iron nugget process. 16 All the aims are to obtain high dephosphorisation degree and high yield of iron. However, it is difficult to obtain iron or iron concentrate with phosphorus < 0.2 wt-% in flotation and reduction–melting process. The acid leaching, bioleaching and direct reduction roasting–magnetic separation can obtain good dephosphorisation degree and iron recovery rate. However, they cannot be used efficiently at present. The acid leaching process needs to consume lots of acid, which results in the higher production cost, environmental problem and the utility of the obtained iron concentrate. The bioleaching process needs very long time to get a favourite dephosphorisation degree. The direct reduction roasting–magnetic separation process has to consume lots of dephosphorisation agent, which may make the production cost much higher.
Based on the different thermodynamic properties of P containing mineral and iron oxides, a novel process for the utilisation of high phosphorus oolitic hematite based on carbon composite pre-reduction and fast melting separation is designed and presented in the paper. In this process, high quality iron nuggets of very low phosphorus content can be obtained.
Experimental
Raw materials
The high phosphorus oolitic hematite raw iron ore used in the study was obtained from the western region of Hubei Province in China. The chemical composition of the sample ore is shown in Table 1. It contains high SiO2 and Al2O3, and the concentration of phosphorus was a little lower than the sample used by other researchers. Figure 1 shows the mineralogical analysis conducted by X-ray diffraction (XRD), which indicated that the iron ore mainly contained hematite (Fe3O4), quartz (SiO2) and fluorapatite [Ca5(PO4)3F]. Furthermore, the microstructure and elements distribution were investigated by scanning electron microscopy with energy dispersive spectroscopy (SEM-EDS) in Fig. 2. It could be seen that the ore mainly consisted of oolite structure. Nearly all the P element combined with Ca forming a shell, and it should be the fluorapatite. The hematite distributed in or outside of the fluorapatite shell. The fluorapatite shell and the hematite shell formed the oolite. The centre of the oolite contained quartz or not. The thickness of the fluorapatite ring layer was < 50 μm, which made the dissociation of fluorapatite during ore grinding and the further ore dressing process to become more difficult.
Chemical composition of high phosphorus iron ore/wt-%
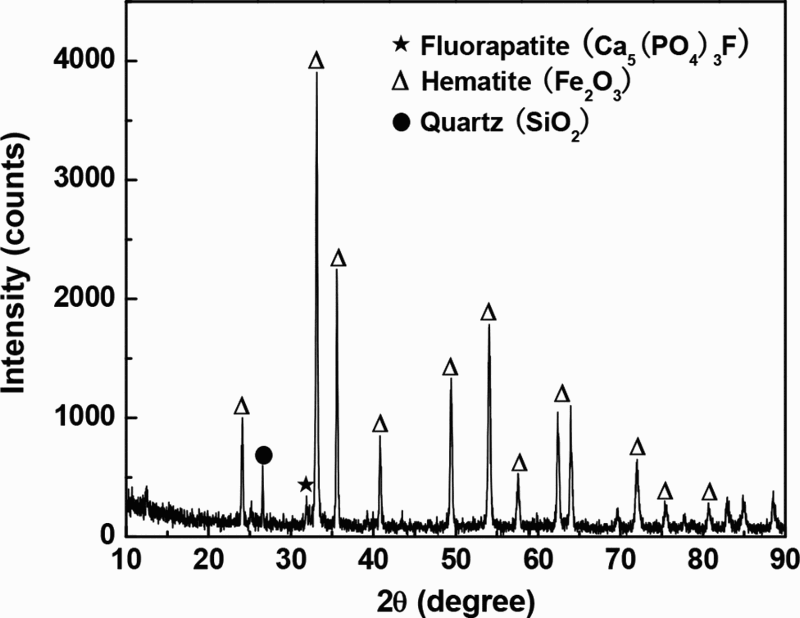
XRD patterns of high phosphorus iron ore
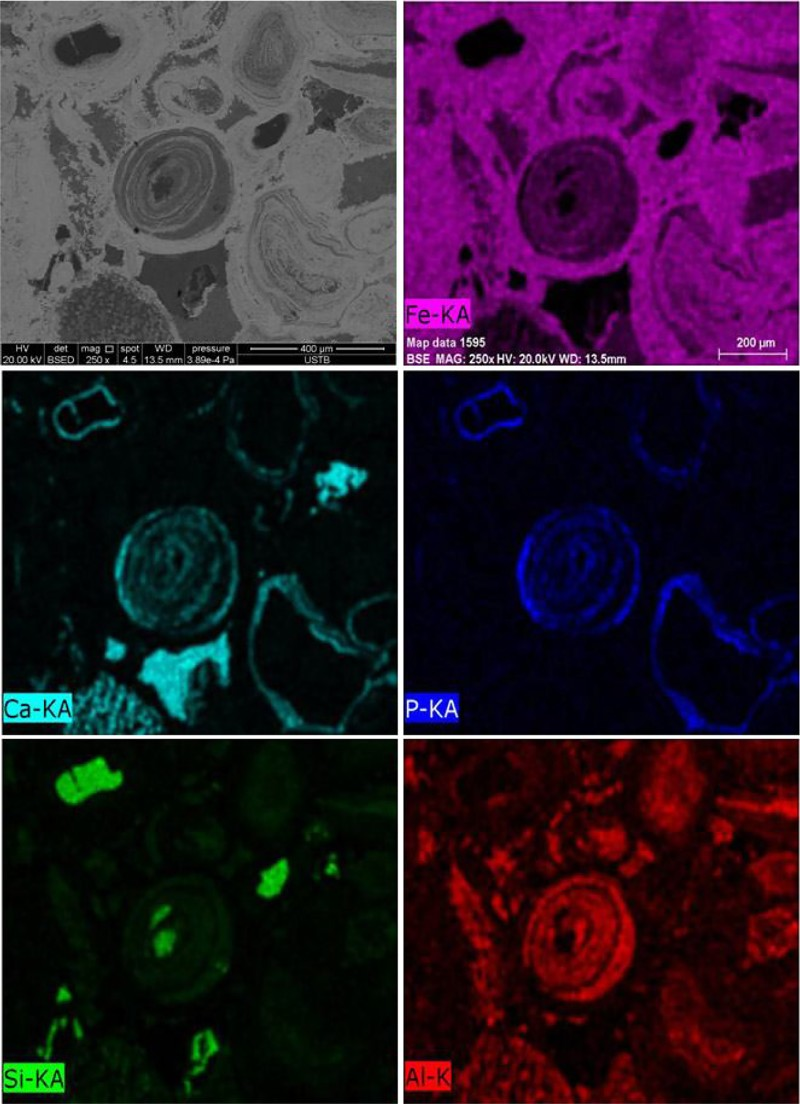
SEM-EDS/mapping analysis of oolitic hematite
The pulverised anthracite coal is used as the main reducing agent. The chemical composition of the coal is listed in Table 2, which shows that the coal is high in fixed carbon and comparatively low in ash, volatile, sulphur and phosphorus. It is a good reducing agent for carbon bearing direct reduction. High purity graphite is used as the assistant reducing agent. It can also highly improve the carburisation of reduced metallic iron to make it melt faster during the reduction and melting process.
Chemical composition of anthracite/wt-%
FCd, fixed carbon; Vd, volatile matter; Ad, ash; Md, moisture.
Moreover, CaCO3 of analytical grade is used as the basicity (CaO/SiO2, wt-%) regulator of the slag to strengthen the dephosphorisation process. CaF2 of analytical grade is used as additives to decrease the melting point of the slag and make the melting separation become easier and faster.
Experimental procedure
The high phosphorus oolitic hematite raw iron ore, anthracite coal and graphite were first grinded to the fine powder in size of smaller than 0.074 mm. The iron ore, reducing agents (i.e. anthracite coal and graphite), CaF2 and CaCO3 were homogeneously mixed. The amount of reducing agent was calculated with a molar ratio of C/O ([fixed carbon mol (C)]/[reducible oxygen mol (O) (i.e. oxygen contained in iron oxide)]). The carbon amount from graphite accounted for 20% of the total carbon atom for all the pelletising process. The added amount of CaF2 accounted for 5 wt-% of the total weight of ore and reducing agent mixture. The moisture of the mixture was controlled at 7 wt-%. The pelletising process was performed using a manual ball press under the pressure of 20 MPa. The green pellet presented as cylinder shape of 21 mm in diameter and 25 mm in height. The pellet was dried for 12 h before reduction and melting test.
The reduction and melting experiments were carried out in a thermogravimetric system within a shaft MoSi2 resistance furnace, under a high purity N2 flow of 5 L min− 1 as the purge gas, one pellet at each run. The pellet was placed in a corundum crucible, and the crucible was suspended by Fe–Cr–Al wire attached to an electronic balance. The first step was the pre-reduction process. The crucible with pellet was held at 1100 or 1200°C for ∼30 min. The course of reaction was expressed in terms of a ‘reaction fraction’ (f) defined as weight loss measured at a given time (t) with respect to the maximum possible weight loss. The ‘maximum possible weight loss’ is the total weight of reducible oxygen (in the iron oxide), fixed carbon (in the coal), volatile (in the coal) and the burning loss of CaCO3, which were contained in the carbon composite pellet. The second step was the fast melting separation process. The crucible was moved to 1400°C reaction zone quickly and reduced for ∼10 min after reduction. After high temperature reduction and melting reaction, the crucible was taken out of the reaction tube and cooled down to ambient temperature under the protection of nitrogen.
Some of the pellets were reduced at 1200°C for various times and then were cooled (N2 atmosphere). The reduced pellet was cut into two pieces. One part was crushed to fine powders for XRD analysis, which was to reveal the phase change behaviour during the direct reduction process, and chemical analysis of TFe (i.e. total iron), MFe (i.e. metallic iron) and FeO content. The other part was polished, and the cross-sections were examined by SEM-EDS. The separated pig iron nuggets were drilled into scrap, and the phosphorus concentration of the sample was analysed by inductively coupled plasma. The separated slag was also crushed to fine powders for chemical and XRD analysis.
A schematic diagram of experimental apparatus is depicted in Fig. 3. The reaction was performed in vertical direction in the furnace, where the internal temperature decreased as altitude increased. To ensure the accurate reaction position, it needed to check and mark temperature distribution in the reaction tube in advance.
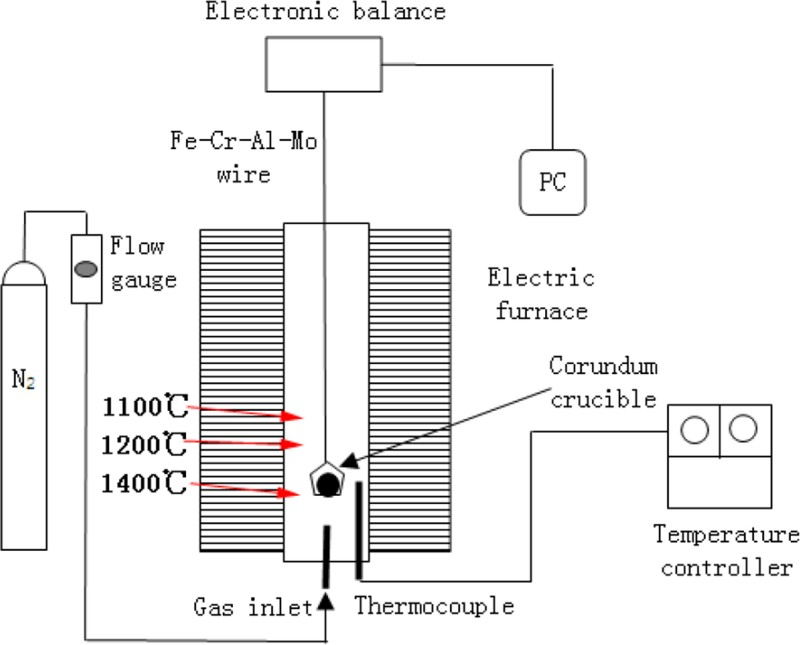
Schematic of experimental apparatus
Results and discussion
Thermodynamic analysis of new process
When the pellet is heated in the furnace, the components will react fast. The main chemical reactions are the reduction of iron oxides, reduction of fluorapatite, and carburisation and slag formation, as follows. Reduction of iron oxides
17
The main reactions of iron oxide in the composite pellet with carbon during reduction are listed as follows:
Direct reductions


Indirect reduction


Boudouard reaction
At initial stage, the reduction reaction is dominated by the direct reduction due to the direct contact between iron oxide and coal, and the absence of CO. With the increasing of temperature and CO pressure, the indirect reduction will dominate the total reduction reaction. The Boudouard reaction highly depends on the temperature, and the CO2 produced from the indirect reduction will be consumed by the solid carbon through Boudouard reaction. At last, the total reduction reaction will abide by the formula FeO
x
+xC = Fe+xCO through the gaseous intermediates CO and CO2. The most important reduction reaction of iron oxide is FeO+C = Fe+CO because most of the oxygen in the iron oxide is lost by it. Reduction of fluorapatite
For fluorapatite, it could be decomposed into phosphate >1250°C with the presence of silica as shown in equations (9) and (10). Then, phosphate could be easily reduced by solid carbon into phosphorus element further.
18
The phosphorus element can be easily absorbed by metallic iron. The reactions are as follows:


The standard molar Gibbs free energies of the main chemical reactions (4) and (10) are listed in Fig. 4. It is obvious that FeO is much easier to be reduced than phosphate. In order to prevent the fluorapatite decomposition and the phosphate being reduced into phosphorus element, the reduction temperature should be < 1250°C and the reactivity of SiO2 should be reduced by increasing the basicity. Meanwhile, the reduction temperature should meet the requirement of iron oxide reduction.
Carburisation and slag formation
During the reduction process, the metallic iron will be carburised by solid carbon and CO. The reaction is as follows:
Direct carburisation
Indirect carburisation
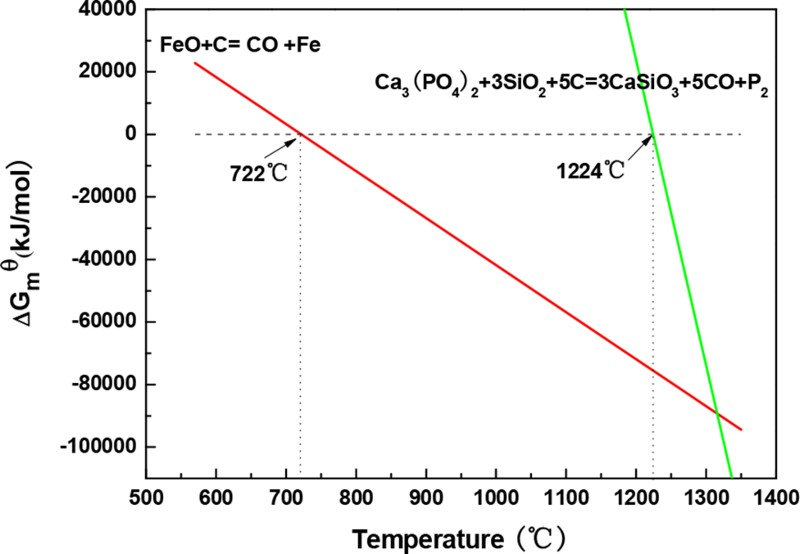
Standard Gibbs free energies of FeO and Ca3(PO4)2 reduction by carbon
As the carbon content approaches the solidus line, the reduced iron particles are gradually forced to coalesce and grow into much larger particles. The coalescing rate is increased along with the reduction temperature increasing. 16 The addition of graphite can obviously accelerate the carburisation rate. When the melting point of the iron–carbon alloy is lower than the reduction temperature, the molten iron will then form.
The other components, which are hard to be reduced, and the unreduced FeO will form slag phase. It will melt if its melting point is lower than the reduction temperature. The addition of CaF2 can strengthen the process. The melting of iron and slag nearly performs together, and they will realise a clean separation due to the difference of density and surface tension.
Based on the above analysis of selective reduction, a novel pre-reduction and fast melting separation process for high phosphorus iron ores is proposed in the paper, which can realise full separation of iron and phosphorus and obtain high grade of pig iron. The new process is illustrated in Fig. 5.
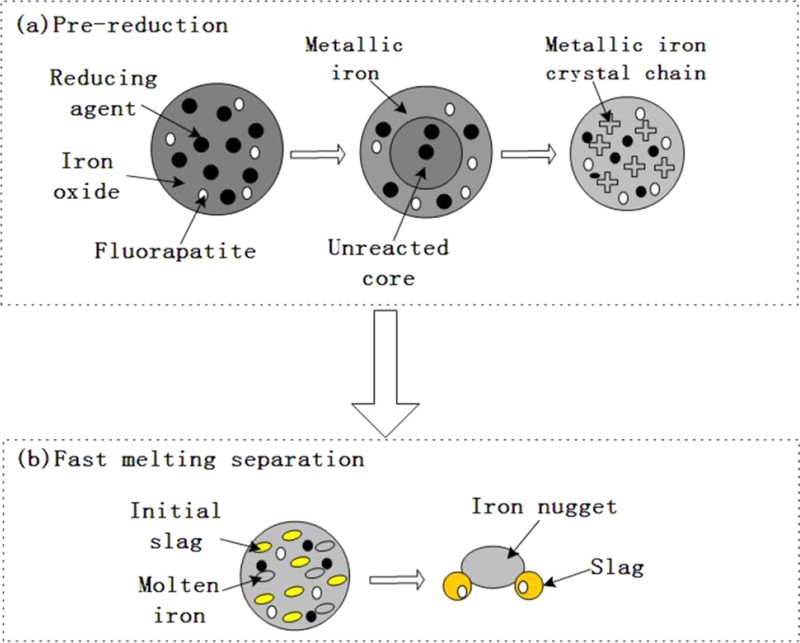
Schematic illustration of new process
Optimisation of pre-reduction temperature
The pre-reduction temperature is the vital factor for separation of iron and phosphorus. At the stage, hematite should be reduced efficiently; however, fluorapatite should be kept stable without decomposition. The calculated temperature profile may not be exactly the same with the practical result. So, the optimum pre-reduction temperature should be obtained by the experiment. Figure 6 shows the variation of reaction fraction against time, which is conducted at 1100 and 1200°C using the pellet with a C/O of 1.0 and binary basicity of 1.2 and 1.7. It can be seen obviously that the reduction reaction proceeds very fast at the beginning of 15 min. The reduction rate increases with the increasing of reduction temperature. The addition of CaCO3 can improve the reduction rate according to the result at 1100°C. The reaction is nearly completed when reduced for 30 min at the two temperatures.
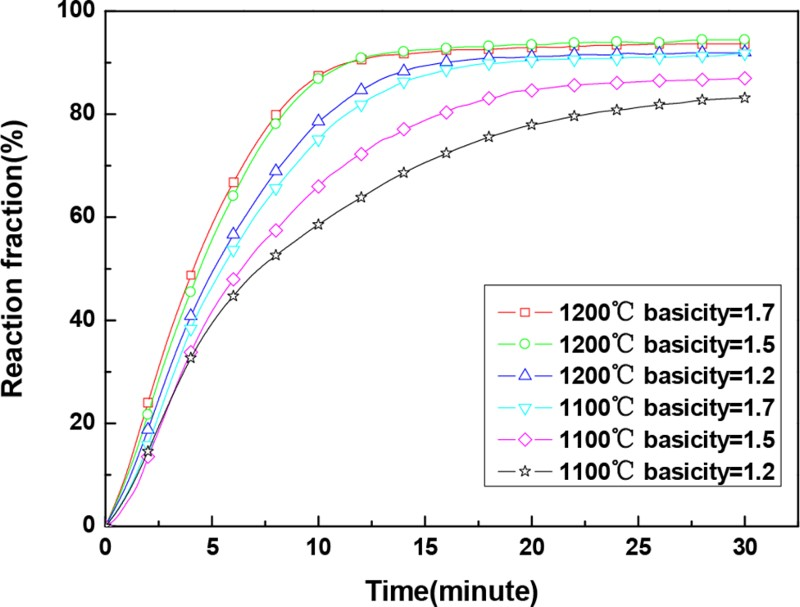
Variation of reaction fraction at different temperatures
Once the reduction is completed, the crucible is moved to 1400°C reaction zone quickly and is heated for ∼10 min. The reduced pellet will be further reduced and melt separated. The phosphorus content in pig iron nugget and dephosphorisation degree are shown in Fig. 7. The iron nuggets contain very low phosphorus, even as low as 0.015 wt-%. The phosphorus content decreases with the increasing of basicity from 1.2 to 1.7 for pellets reduced at the two temperatures. The phosphorus content in the nugget separated from the pellet reduced at 1100°C is lower than that reduced at 1200°C and meets the requirement of steelmaking. The dephosphorisation degree is higher than 90% when the basicity is higher than 1.5 at the two temperatures. Although the phosphorus content in the iron nugget obtained in the study is very low, it indicates that a certain amount of the fluorapatite has decomposed and then the phosphate is further reduced into metallic iron to some extent.
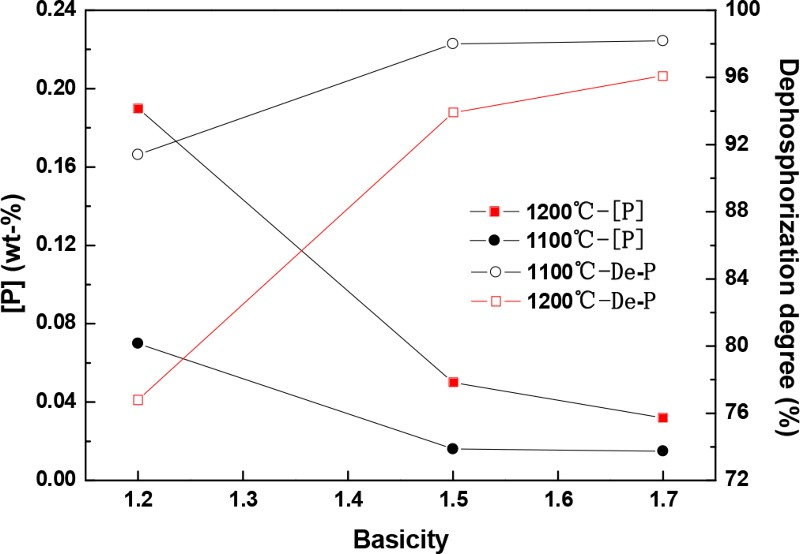
Effect of pre-reduction temperature on dephosphorisation behaviour
Effect of basicity on dephosphorisation degree
The high phosphorus oolitic hematite used in the study contains high SiO2 from the chemical analysis of the raw materials. It may lead to decomposition and reduction of fluorapatite. It is well known that the CaO could form compounds easily with SiO2. Therefore, the amount of free SiO2 will decrease and then less SiO2 will react with fluorapatite.
The pellets with basicity of 0.056 (original basicity), 1.0, 1.2, 1.5, 1.7 and 2.0 are used to investigate the effect of basicity on the dephosphorisation behaviour. The carbon content of the pellet is C/O of 1.0. The pellets are first reduced at 1200°C for 30 min and then heated at 1400°C for 10 min. The variation of phosphorus content in iron nuggets and the dephosphorisation degree against basicity are shown in Fig. 8. It can be seen that the phosphorus content in the iron nugget obviously decreases with the increasing of basicity. For the pellet of original basicity, nearly all the phosphorus element goes into the iron phase. The lowest phosphorus content is 0.032 wt-% at a basicity of 1.7. The iron yield in the iron nugget form is >97%, and the dephosphorisation degree reaches 96%. The melting separation manner of the pellet with a basicity of 2.0 is not as good as the others, and the phosphorus content in the iron nugget is a little higher than the one with basicity of 1.7.
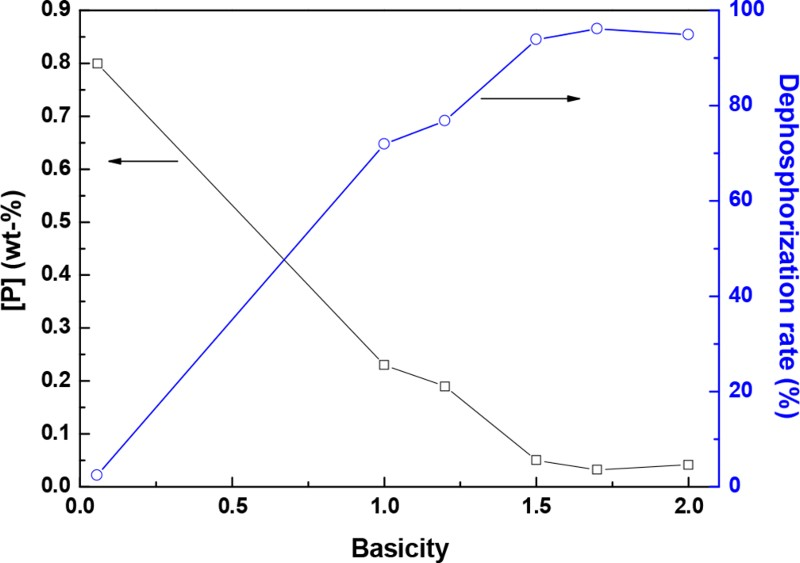
Effect of basicity on dephosphorisation behaviour
Effect of C/O molar ratio on dephosphorisation degree
The carbon composite pellet is a very complicated system. The reducing agent will contact with iron oxide and P containing mineral. On the one hand, the iron oxides should be fully reduced and the yield of iron must be as high as possible. On the other hand, the P containing mineral may be reduced by the direct contacting carbon at the reduction stage and further reduction–meting stage. Therefore, the amount of reducing agent should reach an optimum value in the new process.
The C/O molar ratio of the pellet is set as 0.85, 0.90, 0.95 and 1.0 respectively, and the basicity is 1.7 for all the pellets. The variations of phosphorus content in iron nuggets, dephosphorisation degree and yield of iron against C/O are listed in Fig. 9. It indicates that the separation of iron and phosphorus became worse along with the increase of C/O. The phosphorus content in the nugget is as low as 0.005 wt-% at C/O of 0.85, but increases to 0.032 wt-% rapidly when C/O increases to 1.0. Meanwhile, the iron yield increases slowly, which are all >94%. Based on the obtained results, the optimum C/O is ∼0.95. Under this amount of reducing agent, the iron yield is relatively high and the phosphorus content in the nugget is low enough for steelmaking.
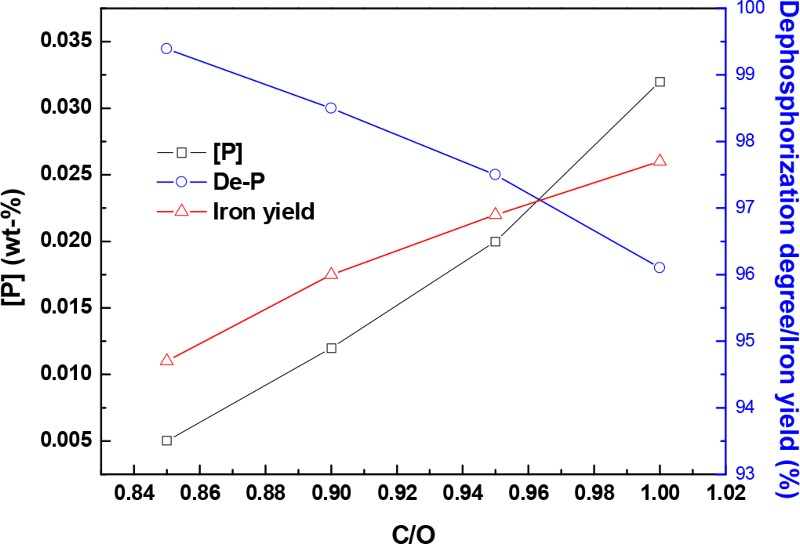
Effect of C/O molar ratio on dephosphorisation behaviour and iron yield
Characterisation of reduction and melting separation progress
In order to reveal the reaction mechanism of the carbon composite pellet, the pellet with basicity of 1.7 and C/O of 0.95 is stopped at certain intervals during the reduction (1200°C, 30 min) process for chemical, XRD, electron probe microanalysis (EPMA) and SEM-EDS analysis. The variation of MFe and FeO during the pre-reduction stage is shown in Fig. 10. The XRD analysis of the reduced pellet is given in Fig. 11. The results indicate that the hematite is reduced to FeO quickly at the beginning 7.5 min, and then the FeO content sharply decreases with the reduction time further increasing. The reduction process is almost completed when the pellet is reduced for 15 min and the diffraction peak of FeO (i.e. wüstite) has disappeared. A certain amount of FeO will always exist in the reduced pellet when the pellet is reduced for >20 min, and the residue FeO might have reacted with other gangue oxides forming the precursor of slag. With the progressing of the reduction, the diffraction peak of SiO2 (i.e. quartz) gradually decreases and nearly disappears when the pellet is reduced for >15 min. When the pellet is reduced for >10 min, the phases of Ca2SiO4 and Ca4F2Si2O7 will come into being. It indicates that the SiO2 is gradually consumed due to its chemical reaction with CaO or CaF2. The main reaction in the pellet from 20 to 30 min may be carburisation of the reduced metallic iron. It can be seen that the diffraction peak of fluorapatite always exists during the reduction process from the XRD analysis result. The carbon content of the metallic iron at various times during the reduction process at 1200°C is analysed by EPMA, and the result is shown in Fig. 12. It can be seen that the carbon content increases when the pellet is reduced for 10 min and then decreases when reduced for 15 min. With the reduction time increasing from 15 to 30 min, the carbon content increases gradually and is ∼3.31 wt-% at the time of 30 min.
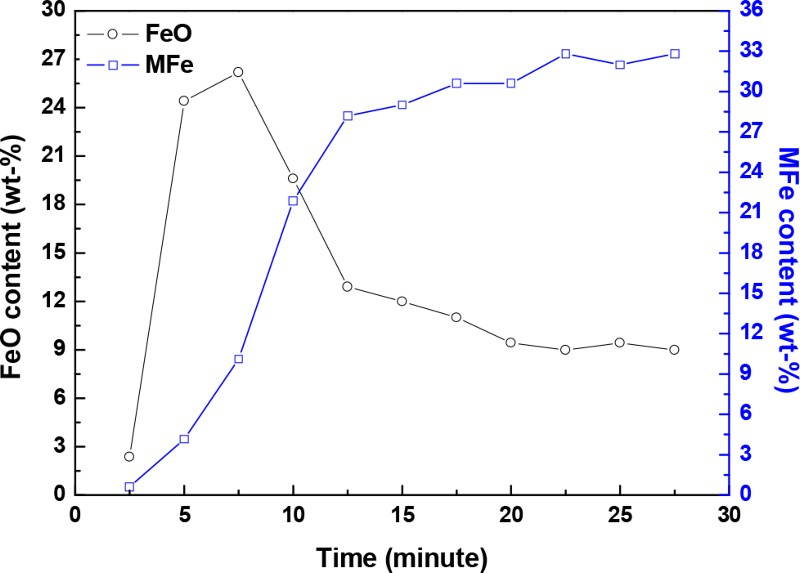
Variation of MFe and FeO during pre-reduction stage (1200°C)
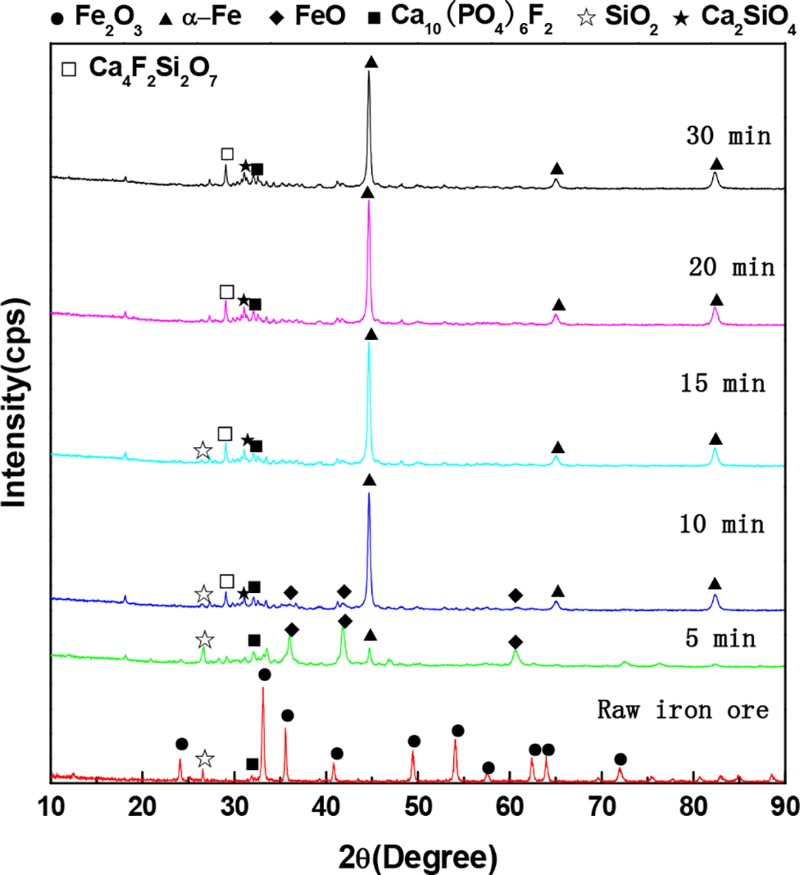
XRD analysis of pre-reduced pellet (1200°C)
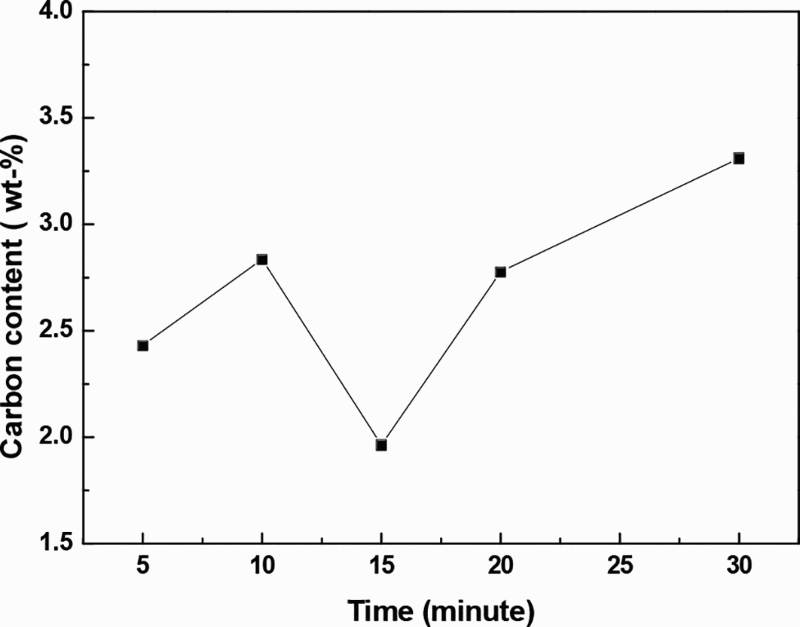
Carbon content of metallic iron at various times (1200°C)
The SEM-EDS analysis of the pellet reduced at 1200°C for 30 min is shown in Fig. 13. On the whole, there are mainly two phases in the pellet: the grey phase and the white phase. The grey phase is the mixture of gangue and FeO as area 1. The white phase is metallic iron as area 2. The EDS analysis result shows that the phosphorus mainly exists in the slag phase. The metallic iron contains no phosphorus, which indicates that the phosphorus in fluorapatite has not been reduced into metallic iron.
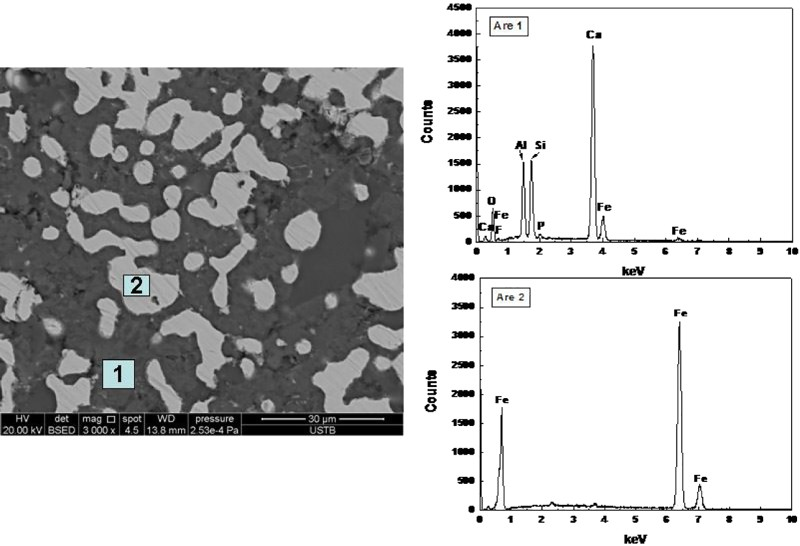
SEM-EDS analysis of reduced pellet (1200°C, 30 min)
In the second stage at 1400°C, the metallic iron melts rapidly because of further carburisation, and slag also begins to melt into liquid. Then, the iron and slag realise melting separation when heated for 10 min. The morphology of the separated iron nugget is given in Fig. 14. The XRD analysis of the separated slag is shown in Fig. 15. The main components are gehlenite [Ca2Al(AlSi)O7], cuspidine (Ca4Si2O7F2), calcium silicate (Ca2SiO4), fluorite (CaF2) and calcium aluminium phosphate [Ca9Al(PO4)7]. The result indicates that some fluorapatite should have decomposed into phosphate. However, the amount of decomposition is not affected so much because the dephosphorisation degree is still as high as 97%.

Morphology of separated iron nugget
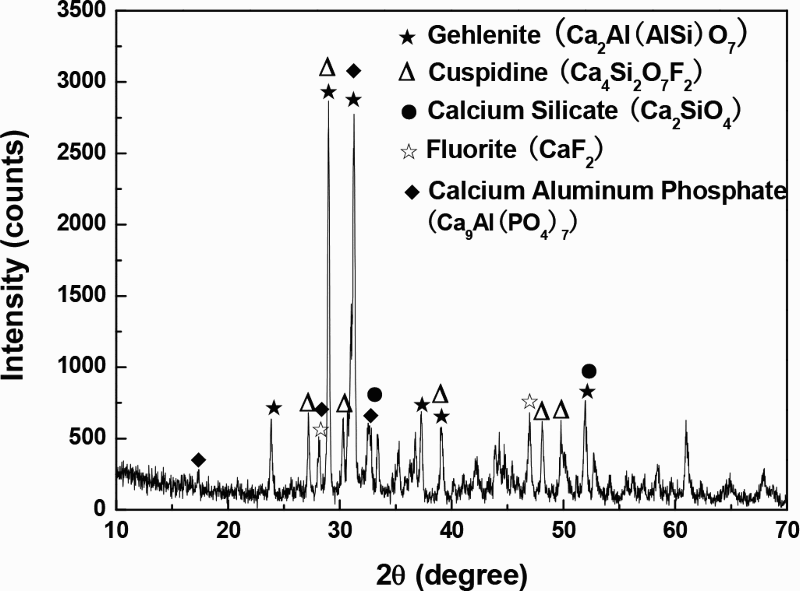
XRD analysis of separated slag
Comparing with one step iron nugget process
In order to ensure the advantage of the pre-reduction and fast melting separation process compared to the one step iron nugget process, the experiment of one step iron nugget process at 1400°C under the condition of basicity of 1.7 and C/O of 1.0 is also performed. The composite pellet can realise melting separation when reduced for 10 min. The results are shown in Fig. 16. It can be seen that the phosphorus content and iron yield gradually increase with the increasing of reduction time. Although the phosphorus content of the nugget obtained by reduction for 10 min is as low as 0.015 wt-%, the iron yield is too much lower, which is only 85.1%. However, the phosphorus content and iron yield of the iron nugget obtained by pre-reduction and fast melting separation are 0.032 wt-% and 96.1% respectively. The phosphorus content in the iron nugget obtained by pre-reduction and fast melting separation is much lower when the iron yield is almost the same with one step iron nugget process.
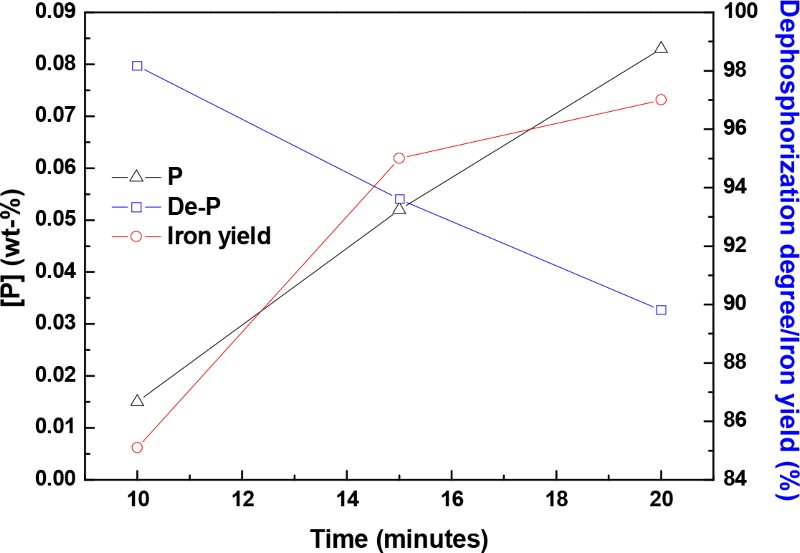
Dephosphorisation behaviour and iron yield of one step iron nugget process
Conclusions
High quality iron nuggets of very low phosphorus content can be obtained from high phosphorus oolitic hematite based on carbon composite pre-reduction and fast melting separation. The P containing mineral fluorapatite should be kept stable during the reduction stage, and melting separation rate should be fast.
The pre-reduction temperature should be < 1250°C theoretically. Higher reduction temperature will result in higher decomposition of fluorapatite and phosphorus content in the nugget. Considering the dephosphorisation degree together with the reduction rate, 1200°C is the better pre-reduction temperature.
CaO can keep the fluorapatite stable during reduction and further melting separation, and the phosphorus content in the iron nugget obviously decreases with the increasing of basicity. Higher basicity will result in the melting difficulty of the pellet. The optimum basicity is 1.7, and the dephosphorisation degree is higher than 96%.
The C/O molar ratio is an essential factor in the new process. The dephosphorisation degree will decrease with the increasing of C/O molar ratio. The optimum C/O molar ratio is ∼0.95. In the meantime, the iron yield is ∼97% and the dephosphorisation degree is 97.5%.
Under the optimum condition, fluorapatite always exists during the reduction process. At the melting separation stage, it will decompose to some extent and the amount of decomposition will not affect the grade of the nugget much.
Footnotes
Acknowledgements
The authors would like to express their gratitude for the financial support of the National Natural Science Foundation of China (grant nos. 51374024 and 51274033) and the research grant from the State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing.